Изобретение относится к способу изготовления отверстия по п. 1 формулы, при котором оно выполняется в детали посредством лучей импульсной энергии.
У многих деталей, в частности отливок, впоследствии должен осуществляться съем материала в виде углублений или сквозных отверстий. В частности, у деталей турбин, имеющих отверстия для пленочного охлаждения, они выполняются после изготовления детали.
Такие детали турбин часто имеют также слои, например металлический слой или промежуточный слой и/или керамический внешний слой. Пленочные охлаждающие отверстия должны выполняться тогда через слои и подложку (отливку).
В US-PS 6172331 и US-PS 6054673 раскрыт способ лазерного сверления для выполнения в многослойных системах отверстий, причем используются лазерные сверхкороткие импульсы. Из определенного диапазона длительностей лазерных импульсов выбирается единственная их длительность и, таким образом, выполняется все отверстие.
В DE 10063309 A1 раскрыт способ изготовления отверстия для охлаждающего воздуха посредством лазера, при котором параметры лазера настраиваются так, что материал снимается за счет сублимации.
В US-PS 5939010 раскрыты два альтернативных способа выполнения большого числа отверстий. В одном способе (фиг. 1, 2) сначала полностью выполняется одно отверстие, прежде чем будет выполнено следующее отверстие. Во втором способе отверстия выполняются поэтапно, когда выполняется первый участок первого отверстия, затем первый участок второго отверстия и т.д. (фиг. 10). При этом в обоих способах могут использоваться импульсы разной длительности, однако в каждом из этих способов всегда импульсы одинаковой длительности. Способы нельзя связать между собой. Площадь сечения снимаемого участка всегда соответствует сечению изготавливаемого отверстия.
В US-PS 5073687 раскрыто применение лазера для изготовления отверстия в детали, выполненной в виде подложки с двухсторонним медным слоем. При этом сначала посредством длинных импульсов выполняется отверстие в медном слое, а затем посредством коротких импульсов - отверстие в подложке, состоящей из смолы, причем после этого с более высокой выходной мощностью лазера выполняется отверстие в медном слое с обратной стороны. Площадь сечения снимаемого участка соответствует сечению изготавливаемого отверстия.
В US-PS 6479788 В1 раскрыт способ изготовления отверстия, при котором на первом этапе используются импульсы большей длительности, чем на втором этапе. Длительность импульсов здесь варьируется для изготовления отверстия максимально правильной прямоугольной формы. При этом площадь сечения луча увеличивается с уменьшением длительности импульсов.
Применение ультракоротких лазерных импульсов отнимает очень много времени и является поэтому дорогостоящим из-за их небольшой средней мощности.
Поэтому задачей изобретения является решение этой проблемы.
Эта задача решается посредством способа по п. 1 формулы, при котором используются импульсы разной длительности, а длинные импульсы составляют более 0,4 мс.
Особенно предпочтительно, если короткие импульсы используются только на одном из первых этапов съема, чтобы создать оптимальные свойства на внешнем верхнем участке поверхности разделения, поскольку они являются решающими для характера вытекания среды из отверстия и для характера обтекания средой этого отверстия. Внутри отверстия свойства поверхности разделения, скорее, некритические, так что там могут использоваться длинные импульсы, которые могут вызывать неоднородные поверхности разделения.
В зависимых пунктах формулы приведены другие предпочтительные варианты способа и устройства.
Приведенные в зависимых пунктах варианты могут предпочтительным образом комбинироваться между собой.
Изобретение более подробно поясняется с помощью чертежей, на которых изображают:
- фиг. 1: отверстие в подложке;
- фиг. 2: отверстие в многослойной системе;
- фиг. 3: вид сверху на изготавливаемое сквозное отверстие;
- фиг. 4-11: этапы съема;
- фиг. 12-15: оборудование для осуществления способа;
- фиг. 16: газовую турбину;
- фиг. 17: лопатку турбины;
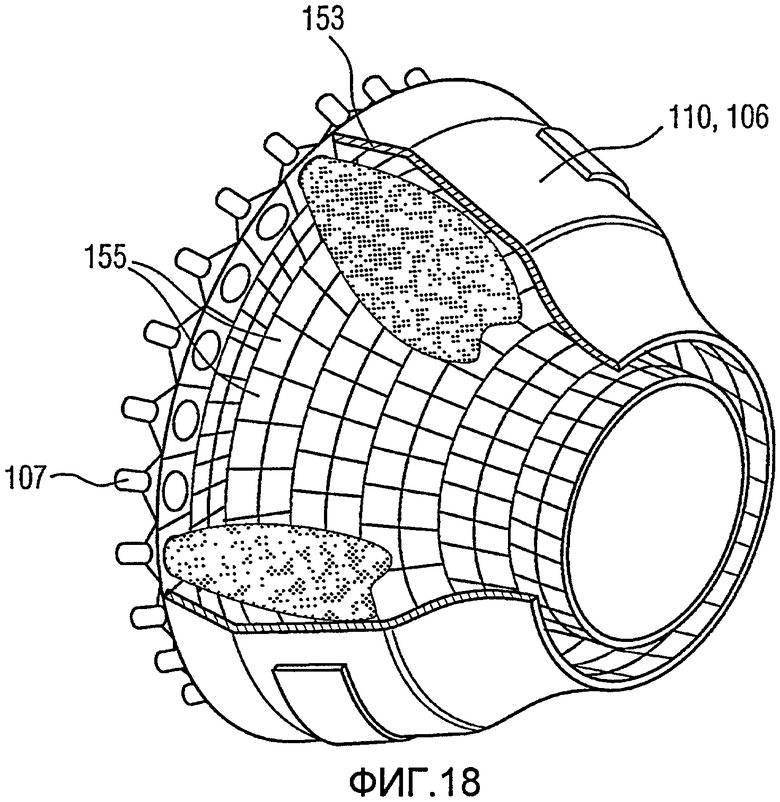
- фиг. 18: камеру сгорания.
Описание детали с отверстием
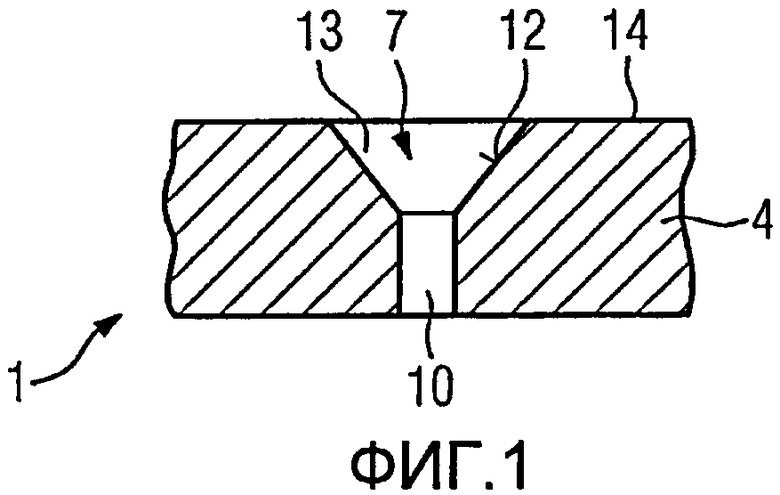
На фиг. 1 изображена деталь 1 с отверстием 7.
Деталь 1 состоит из подложки 4 (например, отливка или деталь DS или SX).
Подложка 4 может быть металлической и/или керамической. В частности, в случае деталей турбин, например рабочих лопаток 120 или направляющих лопаток 130 (фиг. 16, 17), элементов 155 теплозащитного экрана (фиг.18), а также других корпусных частей паровой или газовой турбины 100 (фиг. 16) или же самолетной турбины, подложка 4 состоит из жаропрочного сплава на основе никеля, кобальта или железа. В случае лопаток самолетной турбины подложка 4 состоит, например, из титана или сплава на основе титана.
Подложка 4 имеет отверстие 7, выполненное преимущественно в виде сквозного отверстия. Однако оно может быть также глухим. Отверстие 7 состоит из нижнего участка 10, идущего от внутренней стороны детали 1 и выполненного преимущественно симметричным (например, в форме окружности, овала или прямоугольника), и верхнего участка 13, выполненного в данном случае в виде раструба 13 на внешней поверхности 14 подложки 4. Раструб 13 представляет собой увеличение сечения относительно нижнего участка 10 отверстия 7.
Отверстие 7 является, например, отверстием для пленочного охлаждения. В частности, внутренняя поверхность 12 раструба 13, т.е. на верхнем участке отверстия 7, должна быть гладкой для обеспечения оптимального вытекания среды, в частности охлаждающей среды, из отверстия 7, поскольку неровности создают нежелательные завихрения и отклонения. К качеству поверхности нижнего участка 10 отверстия 7 предъявляются заметно меньшие требования, поскольку это мало влияет на характер натекания.
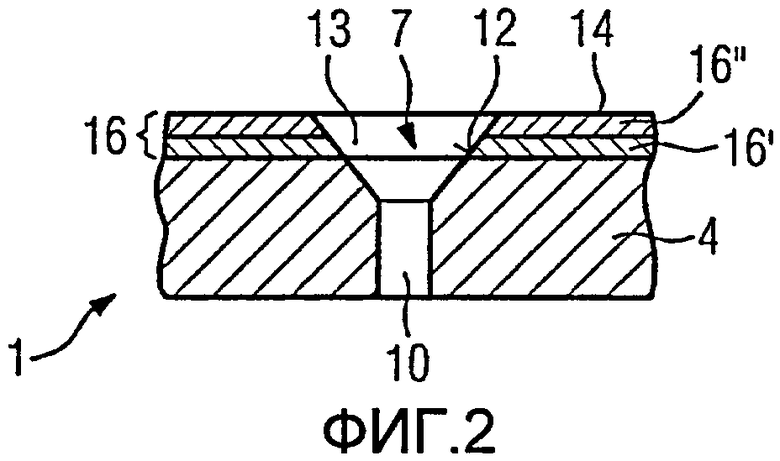
На фиг. 2 изображена деталь 1, выполненная в виде многослойной системы.
Подложка 4 имеет, по меньшей мере, один слой 16. Он может быть выполнен, например, из металлического сплава типа MCrAlX, где М обозначает, по меньшей мере, один элемент группы железа, кобальта или никеля, а Х обозначает иттрий и/или, по меньшей мере, один редкоземельный элемент.
Слой 16 может быть также керамическим.
Преимущественно деталь 1 представляет собой многослойную систему, у которой на MCrAlX-слое 16' имеется еще дополнительный слой 16'', например керамический слой в качестве теплоизолирующего слоя.
Теплоизолирующий слой 16'' является, например, полностью или частично стабилизированным слоем оксида циркония, в частности слоем, полученным методом EB-PVD (физическое осаждение паров электронным лучом), или слоем, полученным методом напыления: APS (воздушно-плазменное напыление), LPPS (напыление плазмой низкого давления), VPS (вакуумно-плазменное напыление), HVOF (высокоскоростное газопламенное напыление) или CGS (холодное газовое напыление).
В этой многослойной системе 1 также выполняется отверстие 7 с нижним участком 10 и раструбом 13.
Нижеследующие рассуждения по изготовлению отверстия относятся к подложкам 4 со слоем 16 или слоями 16', 16'' или без них.
На фиг. 3 изображен вид сверху на отверстие 7. Нижний участок 10 может быть изготовлен обработкой резанием. Напротив, у раструба 13 это было бы невозможно или возможно лишь с очень большими затратами.
Отверстие 7 может проходить также под острым углом к поверхности 14 детали 1.
Способ
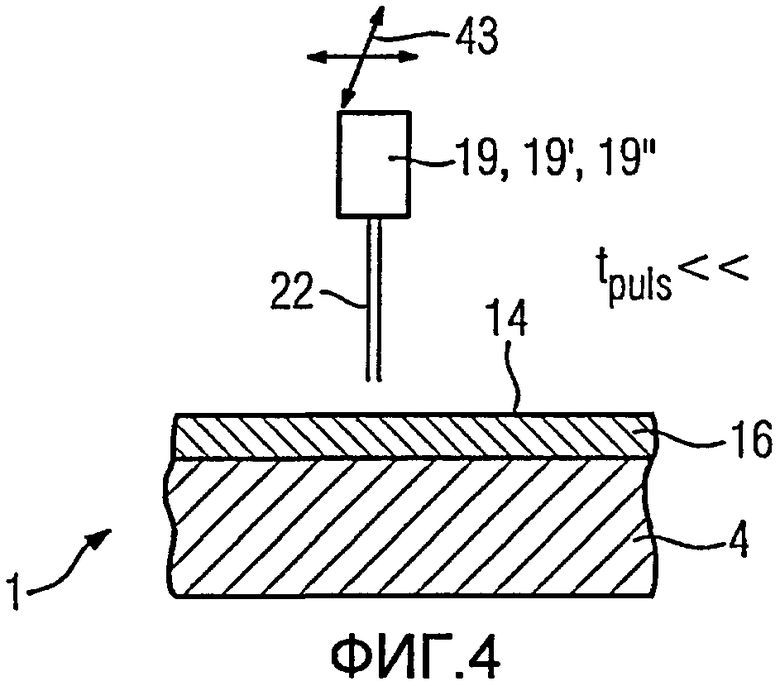
На фиг. 4-6 изображены этапы съема материала предложенным в изобретении способом.
Согласно изобретению при осуществлении способа используются лучи энергии с импульсами разной длительности.
Лучом энергии может быть электронный луч, лазерный луч или струя воды под высоким давлением. Ниже лишь в качестве примера подробно говорится о применении лазера.
В частности, на одной из первых операций съема используются короткие импульсы (tpuls<<), преимущественно ≤500 нс, в частности ≤100 нс. Могут использоваться также импульсы длительностью в диапазоне пико- или фемтосекунд.
При использовании коротких импульсов ≤500 нс, в частности ≤100 нс, почти не возникает расплавлений в зоне поверхности разделения. Следовательно, на внутренней поверхности 12 раструба 13 не образуются трещины, и могут быть созданы точные плоские геометрические формы. Короткие импульсы по времени короче длинных импульсов.
На одном из первых этапов съема в детали 1 выполняется первый участок отверстия 7. Например, он может, по меньшей мере, частично или полностью соответствовать раструбу 13 (фиг. 6, 9). Раструб 13 расположен большей частью в керамическом слое. В частности, для выполнения раструба 13 используются короткие импульсы. Время изготовления раструба 13 соответствует, например, первым этапам съема.
При выполнении раструба 13 лазер 19, 19', 19'' со своими лучами 22, 22', 22'' перемещается возвратно-поступательно преимущественно в горизонтальной плоскости 43, как это показано, например, на фиг. 5. Раструб 13 выполняется, например, в форме меандра вдоль линии 9 перемещения для съема здесь материала в одной плоскости (этап фиг. 4 по фиг. 6).
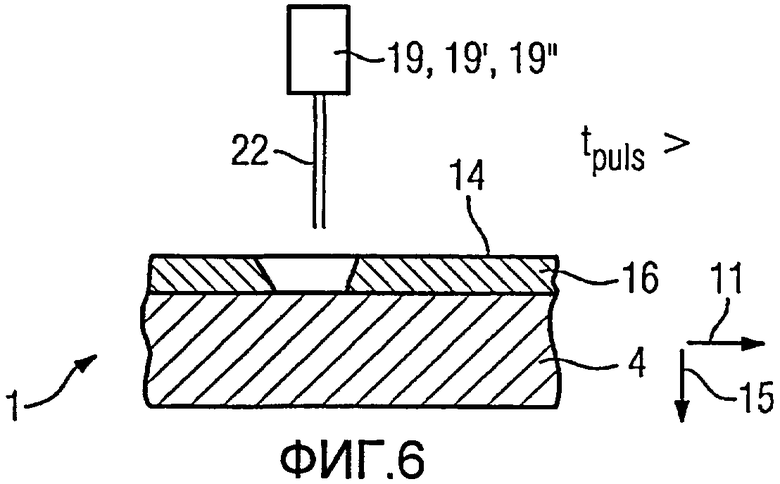
Преимущественно, однако необязательно, по достижении металлического промежуточного слоя 16' или подложки 4 используются длинные лазерные импульсы (tpuls>) более 0,4 мс, в частности более 0,5 мс, и, в частности, до 10 мс для выполнения оставшегося нижнего участка 10 отверстия, как это показано на фиг. 1 или 2. Раструб 13 находится, по меньшей мере, большей частью в керамическом слое 16'', однако может проходить также в металлический промежуточный слой 16' и/или в металлическую подложку 4, так что частично короткими импульсами может сниматься также металлический материал.
В частности, для выполнения нижнего участка 10 отверстия 7 используются большей частью или полностью длинные, в частности постоянные по времени, импульсы. Время изготовления нижнего участка 10 соответствует последним этапам съема.
При использовании длинных лазерных импульсов, по меньшей мере, один лазер 19, 19', 19'' со своими лучами 22, 22', 22'' не перемещается возвратно-поступательно в плоскости 43. Поскольку вследствие теплопроводности энергия распределяется в материале слоя 16 или подложки 4 и за счет каждого лазерного импульса добавляется новая энергия, материал в результате испарения снимается на большой площади таким образом, что площадь, на которой снимается материал, соответствует площади А сечения изготавливаемого отверстия 7, 10. Эта площадь сечения может регулироваться посредством мощности энергии и продолжительности импульсов, а также ведения лазерного луча 22 (положение и фокус на горизонтальном расстоянии от поверхности 14).
Длительность импульсов одного лазера 19 или нескольких лазеров 19', 19'' можно изменять, например, непрерывно, например от начала до конца способа. Способ начинается со съема материала на внешней поверхности 14 и заканчивается при достижении нужной глубины отверстия 7.
Материал непрерывно снимается, например, послойно в плоскости 11 (фиг. 6) и в осевом направлении 15.
Длительность импульсов можно изменять также периодически. При осуществлении способа используются преимущественно импульсы только двух различных длительностей. В случае коротких импульсов, например ≤500 мс, перемещается, по меньшей мере, один лазер 19, 19', а в случае длинных импульсов, например 0,4 мс, например, не перемещается, поскольку за счет теплопроводности ввод энергии так и так происходит на большей площади, чем это соответствует сечению лазерного луча.
Во время обработки оставшаяся часть поверхности может быть защищена порошковым слоем, в частности маской по ЕР 1510593 А1. Порошок (BN, ZrO2) и гранулометрический состав из ЕР 1510593 А1 являются частью настоящего изобретения на применение маски.
В частности, это целесообразно тогда, когда обрабатывается металлическая подложка или подложка с металлическим слоем, еще не содержащая керамический слой.
Параметры лазера
При использовании импульсов определенной длительности выходная мощность лазера 19, 19', 19'', например, постоянная.
В случае длинных импульсов используется выходная мощность лазера 19, 19', 19'' в несколько сот ватт, в частности 500 Вт.
В случае коротких импульсов используется выходная мощность лазера 19, 19' менее 300 Вт. Лазер 19, 19' с длиной волны 532 нм используется, например, только для вырабатывания коротких импульсов.
В случае длинных импульсов используется, в частности, их длительность >0,4 мс, в частности до 1,2 мс, и энергия от 6 до 21 Дж, в частности более 10 Дж, причем предпочтительна мощность от 10 до 50 кВт, в частности 20 кВт.
Короткие импульсы имеют энергию в одно- или двухразрядном мДж-диапазоне, преимущественно в одноразрядном мДж-диапазоне, причем используемая мощность лежит, в частности, большей частью в одноразрядном кВт-диапазоне.
Число лазеров
При осуществлении способа можно использовать один лазер 19 или два и более лазеров 19', 19'', которые используются одновременно или последовательно. Аналогичные или разные лазеры 19, 19', 19'' имеют, например, разные диапазоны длительности импульсов. Так, например, первый лазер 19' может иметь длительность импульсов ≤500 нс, в частности менее 100 нс, а второй лазер 19'' - длительность импульсов >100 нс, в частности более 500 нс.
Для изготовления отверстия 7 сначала используется первый лазер 19'. Для дальнейшей обработки используется затем второй лазер 19'' или наоборот.
При изготовлении сквозного отверстия 7 может использоваться также только один лазер 19. В частности, используется лазер, который имеет, например, длину волны 1064 нм и который может вырабатывать как длинные, так и короткие импульсы.
Последовательность выполняемых участков отверстия
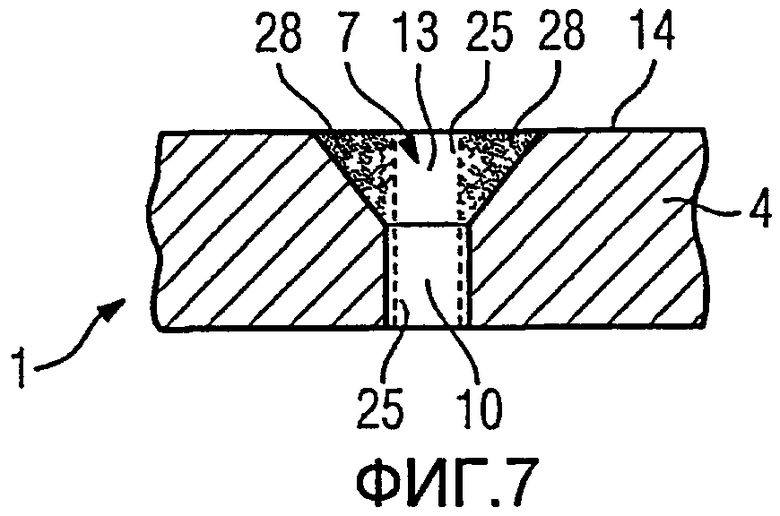
На фиг. 7 изображено сечение отверстия 7.
Здесь сначала осуществляются грубая обработка лазерными импульсами длительностью более 100 нс, в частности более 500 нс, и тонкая обработка лазерными импульсами длительностью ≤ 500 нс, в частности ≤100 нс.
Нижний участок 10 отверстия 7 обрабатывается полностью и лишь зона раструба 13 обрабатывается большей частью посредством лазера 19 импульсами длительностью более 100 нс, в частности ≥500 нс (первые этапы съема).
Для завершения изготовления отверстия 7 или раструба 13 необходимо обработать еще лишь тонкую внешнюю краевую область 28 в зоне раструба 13 посредством лазера 19, 19', 19'', который может вырабатывать импульсы длительностью ≤500 нс, в частности менее 100 нс (последние этапы съема).
При этом лазерный луч 22, 22', 22'' преимущественно перемещается.
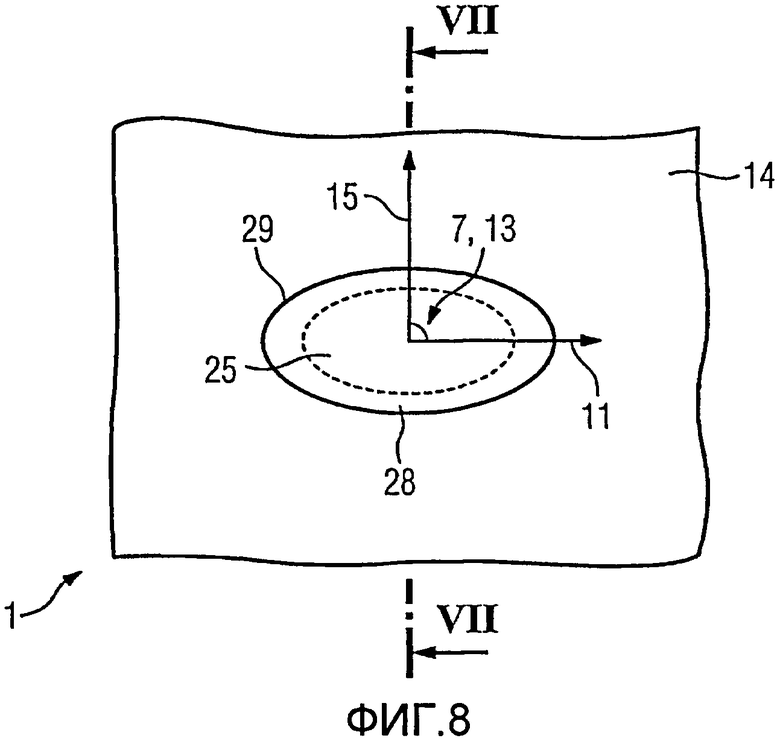
На фиг. 8 изображен вид сверху на отверстие 7 детали 1. Различные лазеры 19, 19', 19'' или различные длительности их импульсов используются на различных этапах съема.
Прежде всего, осуществляется, например, грубая обработка лазерными импульсами большой длительности более 100 нс, в частности более 500 нс. За счет этого изготавливается большая часть отверстия 7. Эта внутренняя область обозначена поз. 25. Для достижения окончательных размеров отверстия 7 следует удалить лишь внешнюю краевую область 28 отверстия 7 или раструба 13. При этом лазерный луч 22, 22' перемещается в плоскости поверхности 14.
Только после обработки внешней краевой области 28 посредством лазера 19, 19' короткими импульсами (≤500 нс, в частности менее 100 нс) отверстие 7 или диффузор 13 окончательно изготовлен.
Контур 29 раструба 13 изготавливается, следовательно, короткими лазерными импульсами, в результате чего внешняя краевая область 28 снимается более точно и поэтому лишена трещин и оплавлений.
Материал снимается, например, в плоскости 11 (перпендикулярно осевому направлению 15).
В случае длинных импульсов сечение А снимаемого участка при изготовлении отверстия 7 может непрерывно уменьшаться вглубь подложки 4 до сечения А', так что внешняя краевая область 28 уменьшена по сравнению с фиг. 7 (фиг. 9). Это осуществляется за счет регулирования энергии и длительности импульсов.
Одна альтернатива при изготовлении отверстия 7 состоит в том, чтобы выполнить сначала внешнюю краевую область 28 короткими лазерными импульсами (≤500 нс) на глубину в осевом направлении 15, частично или полностью соответствующую протяженности раструба 13 отверстия 7 в этом направлении 15 (фиг. 11, внутренняя область 25 заштрихована).
При этом лазерный луч 22, 22' на этих первых этапах съема перемещается в плоскости поверхности 14. Таким образом, в зоне поверхности разделения раструба 13 не возникает никаких оплавлений и трещин, и могут быть получены точные геометрические формы.
Лишь после этого внутренняя область 25 снимается длинными лазерными импульсами длительностью более 100 нс, в частности более 500 нс (последние этапы съема).
Способы могут применяться в новых деталях 1, отливаемых впервые. Также способы могут применяться в восстановленных деталях 1.
Восстановление означает, что от деталей 1, находившихся в эксплуатации, отделяются слои и детали после ремонта, например заполнения трещин и удаления продуктов окисления и коррозии, покрываются заново.
В этом случае, например, загрязнения или материал покрытия, который был нанесен заново (фиг. 11) и проник в отверстия 7, удаляется лазером 19, 19', или специальные образования (раструб) в зоне слоя заново изготавливаются после повторного покрытия при восстановлении.
Восстановление
На фиг. 11 изображена дополнительная обработка отверстия 7, причем при покрытии подложки 4 материалом слоя 16 материал проник в уже имеющееся отверстие 7.
Например, лежащие глубже области на участке 10 отверстия 7 могут обрабатываться посредством лазера импульсами длительностью более 100 нс, в частности более 500 нс. Эти области обозначены поз. 25.
Критическая краевая область 28, например в зоне раструба 13, на котором имеются загрязнения, обрабатывается посредством лазера 19' импульсами длительностью ≤500 нс, в частности менее 100 нс.
Устройство
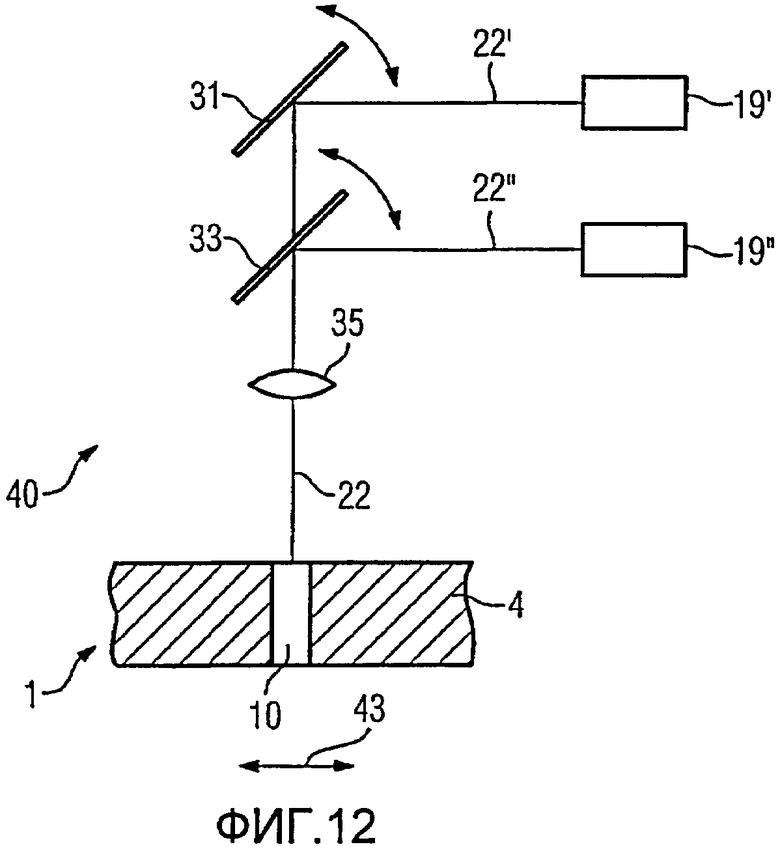
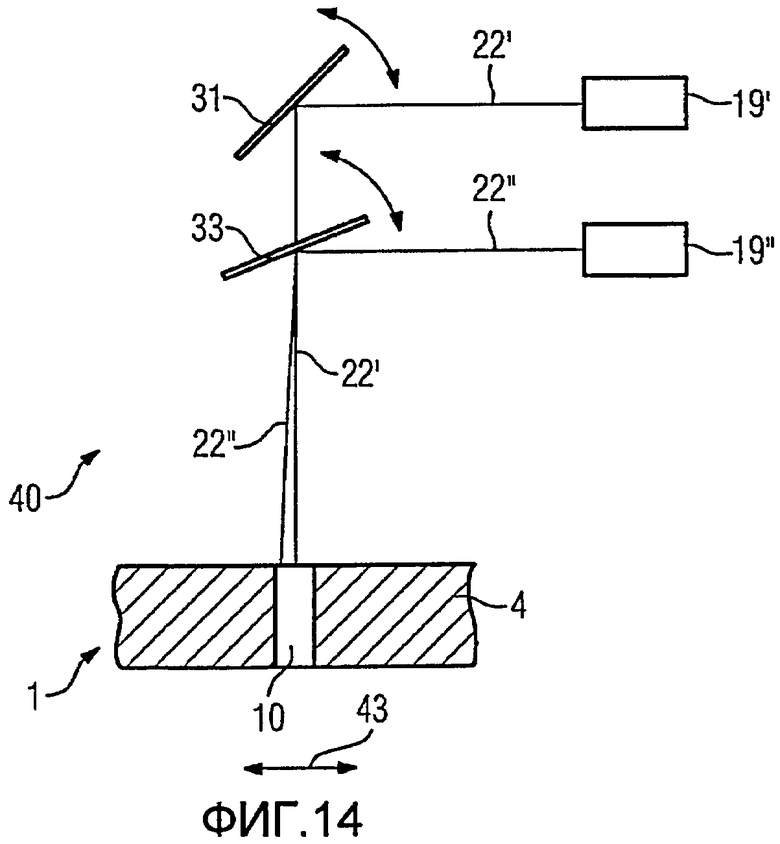
На фиг. 12-15 изображены примеры устройств 40 для осуществления предложенного в изобретении способа. Устройства 40 состоят, по меньшей мере, из одного оптического прибора 35, 35', в частности, по меньшей мере, одной линзы 35, 35', которая направляет, по меньшей мере, один лазерный луч 22, 22', 22'' на подложку 4 для изготовления отверстия 7.
Имеются один, два или более лазеров 19, 19', 19''. Лазерные лучи 22, 22', 22'' могут направляться к оптическому прибору 35, 35' через зеркала 31, 33.
Зеркала 31, 33 установлены с возможностью перемещения или вращения так, что, например, соответственно только один лазер 19', 19'' может посылать свои лучи 22' или 22'' через зеркало 31 или 33 и линзу 35 на деталь 1.
Деталь 1, 120, 130, 155 или оптический прибор 35, 35' или зеркала 31, 33 установлены с возможностью перемещения в направлении 43, так что лазерный луч 22, 22' может перемещаться, например на фиг. 5, по детали 1.
Лазеры 19, 19', 19'' могут иметь длину волны, например, либо 1064 нм, либо 532 нм. Лазеры 19', 19'' могут иметь разную длину волн: 1064 и 532 нм. В отношении длительности импульсов, например, лазер 19' может быть настроен на 0,1-5 мс, а лазер 19''- на 50-500 нс.
За счет перемещения зеркал 31, 33 (фиг. 12-14) соответствующий луч лазера 19', 19'' может быть введен через оптический прибор 35 в деталь 1 с такой длительностью импульсов, которая необходима, чтобы изготовить внешнюю краевую область 28 или внутреннюю область 25.
На фиг. 12 изображены два лазера 19', 19'', два зеркала 31, 33 и оптический прибор в виде линзы 35.
Если сначала изготавливается, например, внешняя краевая область 28 на фиг. 6, то активируется первый лазер 19' с короткими импульсами.
Если затем изготавливается внутренняя область 25, то за счет перемещения зеркала 31 первый лазер 19' дезактивируется, а за счет перемещения зеркала 33 активируется второй лазер 19'' с длинными импульсами.
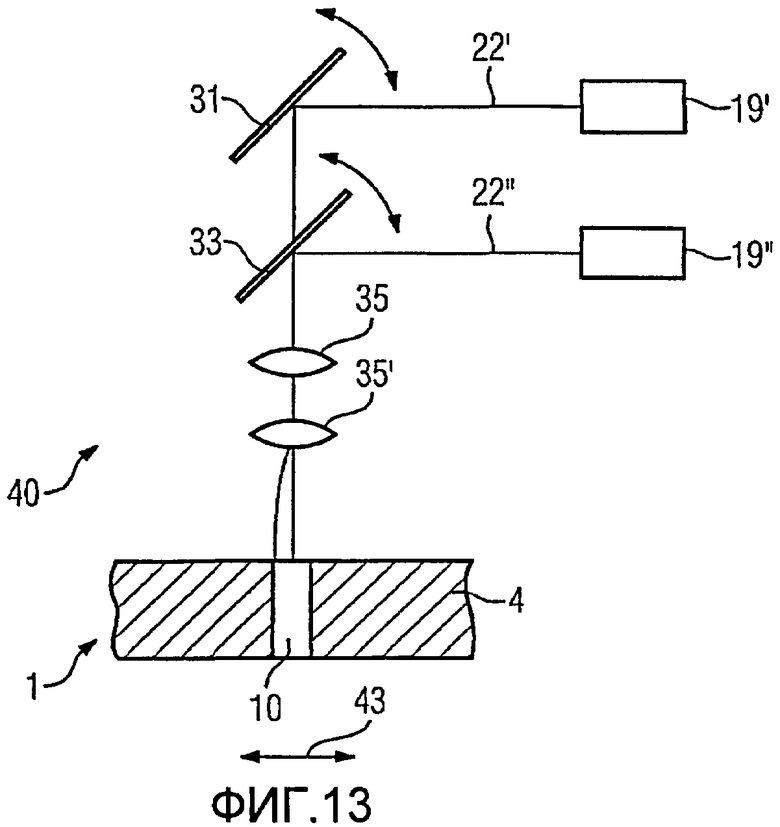
На фиг. 13 изображено устройство, аналогичное изображенному на фиг. 12, однако здесь имеются два оптических прибора, например две линзы 35, 35', которые позволяют направлять на различные области 25, 28 детали 1, 120, 130, 155 одновременно лучи 22', 22'' лазеров 19', 19''.
Если изготавливается, например, внешняя область 28, то лазерный луч 22' может быть направлен на первое место этой оболочкообразной области 28 и на диаметрально противоположное первому месту второе место, в результате чего время обработки значительно сокращается.
Оптический прибор 35 может использоваться для первых лазерных лучей 22', а второй оптический прибор 35' - для вторых лазерных лучей 22''.
В соответствии с этим устройством 40 лазеры 19', 19'' могут использоваться последовательно или одновременно с импульсами одинаковой или разной длительности.
На фиг. 14 отсутствуют оптические приборы в виде линз, а имеются лишь зеркала 31, 33, которые направляют лазерные лучи 22', 22'' на деталь 1 и за счет движения используются для того, чтобы перемещать в одной плоскости по детали, по меньшей мере, лазерные лучи 22', 22''.
Здесь лазеры 19', 19'' могут использоваться также одновременно.
В соответствии с этим устройством 40 лазеры 19', 19'' могут использоваться последовательно или одновременно с импульсами одинаковой или разной длительности.
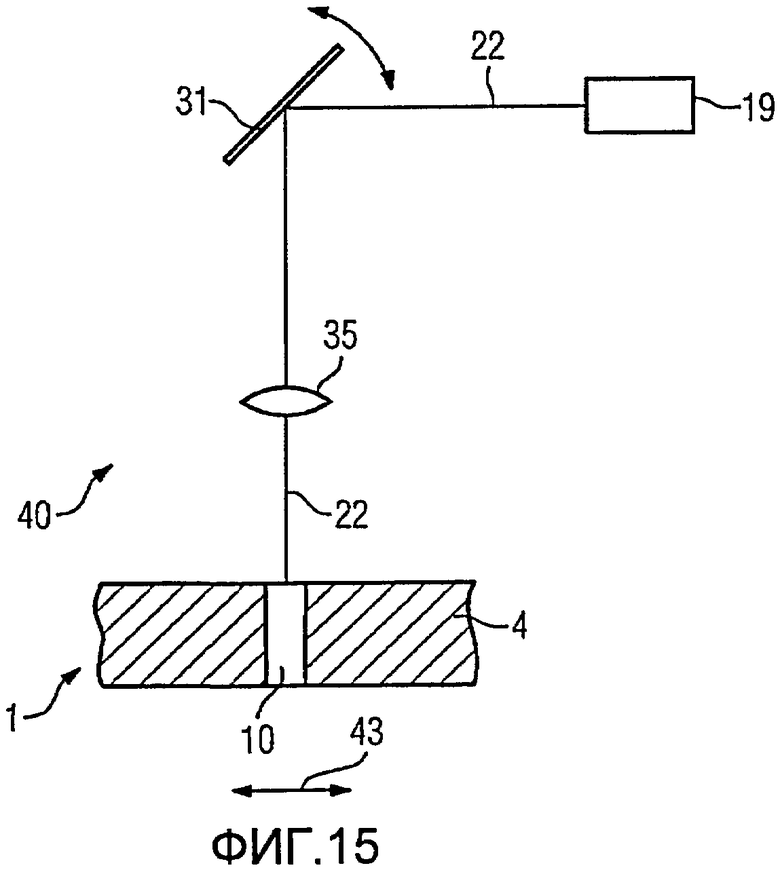
На фиг. 15 изображено устройство 40 только с одним лазером 19, луч 22 которого направляется на деталь 1, например, посредством зеркала 31.
Также в этом случае оптический прибор, например в виде линзы, не нужен. Лазерный луч 22 перемещается по поверхности детали 1, например, за счет движения зеркала 31. Это необходимо при использовании коротких импульсов. В случае длинных импульсов лазерный луч 22 необязательно должен перемещаться, так что зеркало 31 не движется.
В устройстве на фиг. 15 может использоваться одна линза или две линзы 35, 35', чтобы направить лазерный луч одновременно на различные области 25, 28 детали 1, 120, 130, 155.
Детали
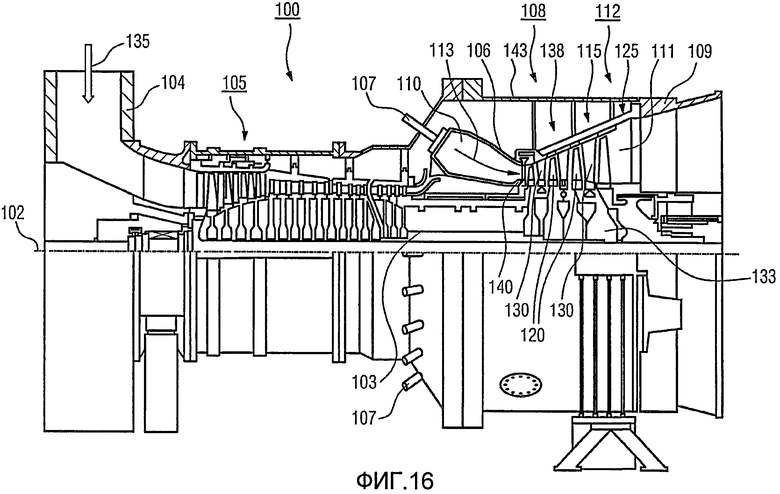
На фиг. 16 в качестве примера в продольном частичном разрезе изображена газовая турбина 100.
Внутри нее с возможностью вращения вокруг оси 102 установлен ротор 103 с валом 101, называемый также рабочим колесом турбины. Вдоль ротора 103 друг за другом следуют воздухозаборник 104, компрессор 105, например, тороидальная камера 110 сгорания, в частности кольцевая камера сгорания, с несколькими коаксиально расположенными горелками 107, турбина 108 и выхлопная камера 109.
Кольцевая камера 110 сгорания сообщена, например, с кольцеобразным каналом 111 для горячих газов. Там, например, четыре последовательные ступени 112 образуют турбину 108.
Каждая ступень 112 образована, например, двумя лопаточными кольцами. В направлении течения рабочей среды 113 в канале 111 за рядом 115 направляющих лопаток следует образованный рабочими лопатками 120 ряд 125.
При этом направляющие лопатки 130 закреплены на внутреннем корпусе 138 статора 143, а рабочие лопатки 120 ряда 125 размещены на роторе 103, например, посредством диска 133 турбины. С ротором 103 соединен генератор или рабочая машина (не показана).
Во время работы газовой турбины 100 компрессор 105 через воздухозаборник 104 всасывает воздух 135 и сжимает его. Сжатый на конце компрессора 105 со стороны турбины воздух подается к горелкам 107 и там смешивается с горючим. Затем смесь с образованием рабочей среды 113 сжигается в камере 110 сгорания. Оттуда рабочая среда 113 течет по каналу 111 мимо направляющих 130 и рабочих 120 лопаток. На рабочих лопатках 120 рабочая среда 113 расширяется, передавая импульс, в результате чего они приводят в действие ротор 103, а тот - соединенную с ним рабочую машину.
Подверженные воздействию горячей рабочей среды 113 детали подвергаются во время работы газовой турбины 100 термическим нагрузкам. Направляющие 130 и рабочие 120 лопатки первой, если смотреть в направлении течения рабочей среды 113, ступени 112 турбины помимо облицовывающих кольцевую камеру 110 сгорания элементов теплозащитного экрана термически нагружены сильнее всего.
Чтобы выдерживать господствующие там температуры, лопатки могут охлаждаться охлаждающей средой. Подложки деталей могут иметь также направленную структуру, т.е. они монокристаллические (SX-структура) или имеют только продольно направленные зерна (DS-структура). В качестве материала деталей, в частности лопаток 120, 130 и деталей камеры 110 сгорания, применяются, например, жаропрочные сплавы на основе железа, никеля или кобальта.
Такие жаропрочные сплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 319729 А1, WO 99/67435 или WO 00/44949; эти публикации в отношении химического состава сплавов являются частью данной заявки.
Направляющая лопатка 130 содержит обращенный к внутреннему корпусу 138 турбины 108 хвостовик (не показан) и противоположную ему головку. Головка обращена к ротору 103 и закреплена на крепежном кольце 140 статора 143.
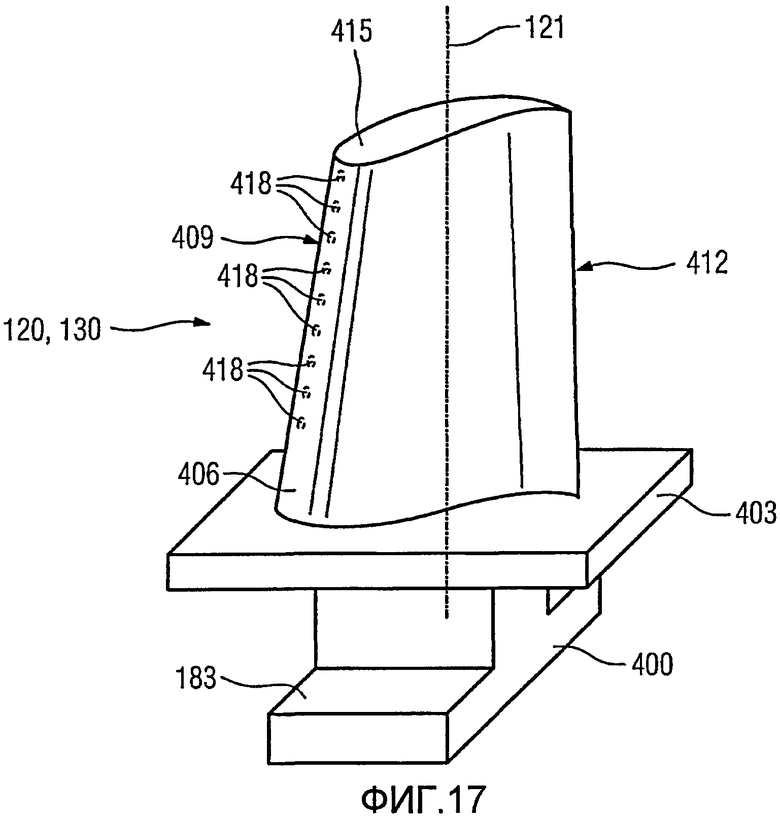
На фиг. 17 в перспективе изображена рабочая 120 или направляющая 130 лопатка лопаточной машины, проходящая вдоль продольной оси 121.
Лопаточная машина может быть газовой турбиной самолета или электростанции, паровой турбиной или компрессором.
Лопатка 120, 130 имеет вдоль продольной оси 121 последовательно крепежный участок 400, примыкающую к нему платформу 403, перо 406 и вершину 415.
В качестве направляющей лопатки 130 она может иметь на своей вершине 415 дополнительную платформу (не показана).
На крепежном участке 400 выполнен хвостовик 183, который служит для закрепления лопаток 120, 130 на валу или диске (не показан).
Хвостовик 183 выполнен, например, Т-образным. Возможны другие выполнения в виде подставки для елки или ласточкина хвоста.
Для среды, протекающей мимо пера 406, лопатка 120, 130 имеет переднюю 409 и заднюю 412 кромки.
В традиционных лопатках 120, 130 на всех их участках 400, 403, 406 применяются, например, массивные металлические материалы, в частности жаропрочные сплавы.
Такие жаропрочные сплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 319729 А1, WO 99/67435 или WO 00/44949; эти публикации в отношении химического состава сплавов являются частью данной заявки.
Лопатка 120, 130 может быть изготовлена способом литья, направленной кристаллизации, ковки, фрезерования или комбинаций этих способов.
Заготовки с монокристаллической структурой или структурами используются в качестве деталей для машин, подверженных при эксплуатации высоким механическим, термическим и/или химическим нагрузкам.
Изготовление таких монокристаллических заготовок осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о способах литья, при которых жидкий металлический сплав затвердевает в монокристаллическую структуру, т.е. в монокристаллическую заготовку, или направленно.
При этом вдоль теплового потока ориентируются дендритные кристаллы, образующие либо столбчатую кристаллическую структуру зерен (колумнарную, т.е. зерна, которые проходят по всей длине заготовки и здесь в соответствии с общим словоупотреблением называются направленно закристаллизовавшимися), либо монокристаллическую структуру, т.е. вся заготовка состоит из единственного кристалла. В этих способах следует избегать перехода к глобулярной (поликристаллической) кристаллизации, поскольку в результате ненаправленного роста образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно закристаллизовавшейся или монокристаллической детали.
Если речь идет вообще о направленно закристаллизовавшихся структурах, то под этим подразумеваются как монокристаллы, не имеющие никаких границ зерен или имеющие самое большее малоугловые границы зерен, так и столбчатые кристаллические структуры, которые имеют границы зерен в продольном направлении, но не имеют никаких поперечных границ зерен. В случае этих двух кристаллических структур говорят также о направленно закристаллизовавшихся структурах (directionally solidified structures).
Такие способы известны из US 6024792 и ЕР 0892090 А1; эти публикации в отношении способа кристаллизации являются частью данной заявки.
Лопатки 120, 130 могут иметь также покрытия против коррозии или окисления, например MCrAlX, где M обозначает, по меньшей мере, один элемент группы железа (Fe), кобальта (Co), никеля (Ni), а X - активный элемент и замещает иттрий (Y), и/или кремний, и/или, по меньшей мере, один редкоземельный элемент, например гафний (Hf). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1; эти публикации в отношении химического состава сплавов являются частью данной заявки. Плотность составляет преимущественно 95% от теоретической плотности.
На слое MCrAlX образуется в качестве промежуточного или внешнего слоя защитный слой оксида алюминия (TGO = thermal grown oxide layer).
На слое MCrAlX может быть еще теплоизолирующий слой, который является внешним слоем и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, стабилизирован частично или полностью оксидом иттрия, и/или оксидом кальция, и/или оксидом магния.
Теплоизолирующий слой покрывает весь слой MCrAlX. Посредством подходящих способов нанесения покрытий, например EB-PVD (физическое осаждение паров электронным лучом), в теплоизолирующем слое образуются столбчатые зерна.
Возможны другие способы нанесения покрытий, например APS, LPPS, VPS или CVD (химическое осаждение из паровой фазы). Теплоизолирующий слой может иметь пористые, пораженные микро- или макротрещинами зерна для повышения стойкости к тепловому удару. Следовательно, теплоизолирующий слой преимущественно более пористый, чем слой MCrAlX.
Лопатка 120, 130 может быть выполнена полой или сплошной. Если она должна охлаждаться, то она выполнена полой и имеет, при необходимости, отверстия 418 для пленочного охлаждения (обозначены штриховыми линиями), которые изготавливаются предложенным в изобретении способом.
На фиг. 18 изображена камера 110 сгорания газовой турбины 100. Камера 110 сгорания выполнена, например, в виде так называемой кольцевой камеры сгорания, у которой множество расположенных в направлении периферии вокруг оси 102 вращения горелок 107 впадают в общее пространство 154 камеры сгорания и создают пламя 156. Для этого камера 110 сгорания в своей совокупности выполнена в виде кольцеобразной структуры, расположенной вокруг оси 102 вращения.
Для достижения сравнительно высокого к.п.д. камера 110 сгорания рассчитана на сравнительно высокую температуру рабочей среды М от 1000 до 1600°С. Чтобы даже при таких неблагоприятных для материалов эксплуатационных параметрах обеспечить сравнительно длительный срок службы, стенка 153 камеры сгорания на своей обращенной к рабочей среде М стороне снабжена внутренней облицовкой, образованной элементами 155 теплозащитного экрана.
Из-за высоких температур внутри камеры 110 сгорания для элементов 155 теплозащитного экрана или их держателей может быть предусмотрена система охлаждения. В этом случае элементы 155 выполнены, например, полыми и имеют, при необходимости, впадающие в пространство 154 камеры сгорания охлаждающие отверстия (не показаны), изготавливаемые предложенным в изобретении способом.
Каждый элемент 155 теплозащитного экрана из сплава со стороны рабочей среды снабжен особенно жаростойким защитным слоем (слой MCrAlX и/или керамическое покрытие) или изготовлен из высокотемпературостойкого материала (массивные керамические камни).
Эти защитные слои могут быть аналогичны турбинным лопаткам, т.е., например, MCrAlX обозначает: M - по меньшей мере, один элемент группы железа (Fe), кобальта (Co), никеля (Ni), а X- активный элемент и замещает иттрий (Y), и/или кремний, и/или, по меньшей мере, один редкоземельный элемент, например гафний (Hf). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1; эти публикации в отношении химического состава сплавов являются частью данной заявки.
На слое MCrAlX может быть еще, например, керамический теплоизолирующий слой, состоящий, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, стабилизирован частично или полностью оксидом иттрия, и/или оксидом кальция, и/или оксидом магния.
Посредством подходящих способов нанесения покрытий, например EB-PVD, в теплоизолирующем слое образуются столбчатые зерна.
Возможны другие способы нанесения покрытий, например APS, LPPS, VPS или CVD. Теплоизолирующий слой может иметь пористые, пораженные микро- или макротрещинами зерна для повышения стойкости к тепловому удару.
Восстановление (refurbishment) обозначает, что турбинные лопатки 120, 130 и элементы 155 теплозащитного экрана после их использования должны быть, при необходимости, освобождены от защитных слоев, например посредством пескоструйной обработки. После этого осуществляется удаление слоев или продуктов коррозии и/или окисления. При необходимости заделываются также трещины в лопатке 120, 130 или в элементе 155. Вслед за этим осуществляется повторное покрытие лопаток 120, 130 и элементов 155 и их повторное использование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЯ С ПРИМЕНЕНИЕМ РАЗЛИЧНЫХ ПОЛОЖЕНИЙ ЛАЗЕРА | 2010 |
|
RU2542871C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИММЕТРИЧНОГО ДИФФУЗОРА С ПРИМЕНЕНИЕМ РАЗЛИЧНЫХ ПОЛОЖЕНИЙ ЛАЗЕРА | 2009 |
|
RU2505387C2 |
| МОНОКРИСТАЛЛИЧЕСКАЯ СВАРКА НАПРАВЛЕННО УПРОЧНЕННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2516021C2 |
| МОНОКРИСТАЛЛИЧЕСКАЯ СВАРКА НАПРАВЛЕННО УПРОЧНЕННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2509639C2 |
| АНАЛИЗ ПОВЕРХНОСТИ ДЛЯ ОБНАРУЖЕНИЯ ЗАКРЫТЫХ ОТВЕРСТИЙ И УСТРОЙСТВО | 2010 |
|
RU2532616C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОСТОЙКИХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2008 |
|
RU2466841C2 |
| МАТРИЦА И СЛОИСТАЯ СИСТЕМА С НЕСТЕХИОМЕТРИЧЕСКИМИ ЧАСТИЦАМИ | 2007 |
|
RU2412277C2 |
| СПОСОБ СВАРКИ ЗАГОТОВОК ИЗ ВЫСОКОЖАРОПРОЧНЫХ СУПЕРСПЛАВОВ С ОСОБОЙ МАССОВОЙ СКОРОСТЬЮ ПОДАЧИ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА | 2010 |
|
RU2510994C2 |
| ВЫСОКОТЕМПЕРАТУРНАЯ СЛОИСТАЯ СИСТЕМА ДЛЯ ТЕПЛООТВОДА И СПОСОБ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2330162C2 |
| УСТАНОВКА ДЛЯ ХОЛОДНОГО ГАЗОВОГО РАСПЫЛЕНИЯ И СПОСОБ ХОЛОДНОГО ГАЗОВОГО РАСПЫЛЕНИЯ С МОДУЛИРОВАННЫМ ГАЗОВЫМ ПОТОКОМ | 2007 |
|
RU2426602C2 |





Изобретение относится к способу изготовления отверстия и может найти применение при изготовлении деталей турбин. Выполняют отверстия в многослойной системе, содержащей, по меньшей мере, одну металлическую подложку и внешний керамический слой, посредством, по меньшей мере, одного импульсного луча лазера. Отверстие выполняют за несколько этапов съема короткими и длинными импульсами. На одном из первых этапов съема используют импульсы иной длительности, нежели на одном из последних этапов съема. Длинные импульсы имеют длительность более 0,4 мс. Для длинных импульсов используют выходную мощность лазера в несколько сот ватт, в частности 500 Вт. В результате повышается точность изготовления отверстий в многослойных системах. 40 з.п. ф-лы, 18 ил.
1. Способ изготовления отверстия (7) в многослойной системе (1, 120, 130, 155), содержащей, по меньшей мере, одну металлическую подложку (4) и внешний керамический слой (16"), посредством импульсного энергетического луча (22, 22', 22"), в частности посредством, по меньшей мере, одного импульсного лазерного луча (22, 22', 22") по меньшей мере одного лазера (19, 19', 19"), имеющего длительность импульсов, причем способ осуществляют за несколько этапов съема, используют короткие и длинные импульсы, на одном из первых этапов съема используют импульсы иной длительности, нежели на одном из последних этапов съема, и длинные импульсы имеют длительность более 0,4 мс, при этом для длинных импульсов используют выходную мощность лазера (19, 19', 19") в несколько сот ватт, в частности 500 Вт.
2. Способ по п.1, при котором во время этапов съема короткими импульсами, по меньшей мере, один энергетический луч (22, 22', 22") перемещают по поверхности детали (1, 120, 130, 155) для съема материала в зоне одной плоскости изготавливаемого отверстия (7).
3. Способ по п.1, при котором на первых этапах съема используют более длинные импульсы, нежели на одном из последних этапов съема.
4. Способ по любому из п.1 или 2, при котором на первых этапах съема используют более короткие импульсы, нежели на одном из последних этапов съема.
5. Способ по любому из пп.1, 2 или 3, при котором для съема металлического промежуточного слоя (16") или металлической подложки (4) используют длинные импульсы.
6. Способ по любому из пп.1, 2, или 3, при котором длительность импульсов во время изготовления отверстия (7) изменяют непрерывно.
7. Способ по любому из пп.1, 2, или 3, при котором длительность импульсов во время изготовления отверстия (7) изменяют периодически.
8. Способ по любому из п.1 или 3, при котором используют постоянные длинные импульсы.
9. Способ по любому из п.1 или 2, при котором используют постоянные короткие импульсы.
10. Способ по п.1, при котором используют две разные длительности импульсов.
11. Способ по любому из п.1 или 3, при котором в случае длинных импульсов, по меньшей мере, один энергетический луч (22, 22', 22") не перемещают по поверхности детали (1, 120, 130, 155).
12. Способ по п.1, при котором используют только один лазер (19), в частности с длиной волны 1064 нм.
13. Способ по п.1, при котором для изготовления отверстия (7) используют два или более лазеров (19', 19").
14. Способ по п.13, при котором для лазеров (19', 19") используют одинаковую длину волны, в частности 1064 или 532 нм.
15. Способ по п.13, при котором для лазеров (19', 19") используют разные длины волн, в частности 1064 и 532 нм.
16. Способ по п.13, при котором лазеры (19', 19") выполнены с возможностью вырабатывания одинаковых диапазонов длительностей импульсов.
17. Способ по п.13, при котором лазеры (19', 19") выполнены с возможностью вырабатывания разных диапазонов длительностей импульсов.
18. Способ по любому из пп.13-17, при котором лазеры (19', 19") используют одновременно.
19. Способ по любому из пп.13-17, при котором лазеры (19', 19") используют по времени последовательно.
20. Способ по любому из п.1 или 3, при котором на последних этапах съема используют короткие импульсы длительностью ≤500 нс, в частности ≤100 нс.
21. Способ по п.2, при котором на первых этапах съема используют короткие импульсы длительностью ≤500 нс, в частности ≤100 нс.
22. Способ по любому из пп.1, 2 или 21, при котором сначала короткими импульсами выполняют внешний верхний участок (13), а затем длинными импульсами - нижний участок (10) отверстия (7).
23. Способ по любому из пп.1, 2 или 21, при котором сначала короткими импульсами выполняют внешнюю краевую область (28), а затем длинными импульсами - внутреннюю область (25) отверстия (7).
24. Способ по любому из пп.1, 2 или 21, при котором сначала длинными импульсами выполняют внутреннюю область (25), а затем короткими импульсами - внешнюю краевую область (28) отверстия (7).
25. Способ по п.6, при котором отверстие (7) изготавливают, начиная с поверхности (14) детали (1), и длительность импульсов изменяют от внешней поверхности (14) вглубь отверстия (7).
26. Способ по любому из п.1 или 3, при котором длинные импульсы имеют длительность от более чем 0,4 до 1,2 мс.
27. Способ по любому из п.1 или 3, при котором длинные импульсы имеют энергию от 6 до 21 Дж, в частности 8 Дж.
28. Способ по любому из п.1 или 3, при котором длинные импульсы имеют мощность от 10 до 50 кВт, в частности 20 кВт.
29. Способ по любому из пп.1, 2 или 21, при котором энергия коротких импульсов лежит в двузначном или ниже двузначного, в частности в однозначном, мДж-диапазоне.
30. Способ по любому из пп.1, 2 или 21, при котором короткие импульсы имеют мощность в однозначном кВт-диапазоне.
31. Способ по любому из пп.1,3, или 21, при котором длинные импульсы создают площадь (А) сечения снимаемого участка на детали (1) в соответствии с площадью сечения изготавливаемого отверстия (7, 10).
32. Способ по любому из пп.1, 2 или 3, при котором при использовании длинных и коротких импульсов (16) выходная мощность лазера (19, 19', 19") постоянная, пока длительность длинных или коротких импульсов не изменяется.
33. Способ по любому из пп.1, 2 или 3, при котором для коротких импульсов выходная мощность лазера (19, 19', 19") составляет менее 300 Вт.
34. Способ по п.1, при котором обрабатывают деталь (1), представляющую собой многослойную систему.
35. Способ по п.34, при котором обрабатывают многослойную систему, состоящую из металлической подложки (4) и, по меньшей мере, одного керамического слоя (16").
36. Способ по любому из п.34 или 35, при котором многослойная система (1) состоит из подложки (4) и металлического слоя (16'), имеющего состав типа MCrAlX, где М обозначает, по меньшей мере, один элемент группы железа, кобальта или никеля, а Х - иттрий и/или, по меньшей мере, один редкоземельный элемент.
37. Способ по любому из п.34 или 35, при котором многослойная система (1) состоит из подложки (4) и слоя (16), имеющего металлический промежуточный слой (16') и внешний керамический слой (16").
38. Способ по п.35, при котором подложка (4) представляет собой жаропрочный сплав на основе никеля, кобальта или железа.
39. Способ по п.34, при котором обрабатывают деталь (1), представляющую собой лопатку (120, 130) турбины, элемент (155) теплозащитного экрана или иную деталь или корпусную деталь (138) газовой турбины (100) или паровой турбины.
40. Способ по любому из п.1 или 39, при котором его применяют при изготовлении новой детали (1, 120, 130, 155).
41. Способ по любому из п.1 или 39, при котором его применяют для восстанавливаемой детали (1, 120, 130, 155).
| WO 2005044508 A1, 19.05.2005 | |||
| US 6479788 A, 12.11.2002 | |||
| US 5073687 A, 17.12.1991 | |||
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОТИТЕЛЯ ЭНЕРГИИ В СВЧ-ПРИБОРАХ | 2001 |
|
RU2193957C2 |
| US 5939010 A, 17.08.1999 | |||
| DE 10063309 A, 11.07.2002 | |||
| US 6054673 A, 25.04.2000 | |||
| US 6172331 A, 09.01.2001. | |||

