Изобретение относится к области электротехники и может быть использовано в конструкциях и технологии изготовления магнитопроводов для многофазных (многообмоточных) трансформаторов, реакторов и дросселей.
Наиболее близким по технической сущности и достигаемому техническому результату к заявляемому изобретению является магнитопровод индукционного устройства (см. патент Украины на изобретение №46630 от 12.10.2001, опубл. 15.03.2005, М. Кл.7 H01F 27/24), включающий ярмо, намотанное из ленты электротехнической стали, стержни под обмотки в виде пакета слоев электротехнической стали, продольные кромки слоев которых примыкают к радиальной плоскости ярма, перекрывая продольные кромки слоев его витков в радиальном направлении, при этом стержни выполнены в виде многовитковых вытянутых по оси стержней петель, намотанных из лент электротехнической стали и спрессованных до сближения смежных плоскостей ленты внутреннего витка, ярмо разделено на два и более параллельных ярмовых участка, примыкающих к противоположным продольным кромкам слоев стержня.
Стержень под обмотки выполнен из нескольких смежных петель уменьшенной толщины, собранных в пакет, соответствующий сечению стержня. Магнитопровод содержит несколько стержней под обмотки, расположенных в одной плоскости и несколько ярмовых участков, ограничивающих и разделяющих стержни под обмотки.
Известный магнитопровод индукционного устройства характеризуется большими материалоемкостью и трудоемкостью в изготовлении, а также высокими энергетическими потерями и повышенным нагревом индукционных устройств с его использованием.
Это объясняется тем, что известный магнитопровод имеет большое количество угловых участков, то есть участков сопряжения стержневых и ярмовых участков. Каждый такой угловой участок обуславливает повышенный расход стали, так как чем больше угловых участков, тем больше расход стали. В угловом участке направление линий магнитного потока перпендикулярно направлению проката электротехнической стали. При несовпадении направлений проката и линий магнитного потока, особенно при их перпендикулярном направлении относительно друг друга, энергетические потери в стали возрастают приблизительно в два раза. Повышенные энергетические потери вызывают повышенный нагрев стали. Процесс изготовления такого магнитопровода трудоемкий, так как он имеет большое количество элементов и возникает необходимость постоянно следить за сопряжением стержневых и ярмовых участков. Кроме того, при таком конструктивном выполнении магнитопровода невозможно добиться полной симметрии фаз, что не позволяет получить необходимые технические характеристики индукционного устройства.
В основу изобретения поставлена задача усовершенствовать магнитопровод индукционного устройства путем нового конструктивного его выполнения и нового конструктивного выполнения его элементов, что обеспечивает уменьшение материалоемкости магнитопровода и трудоемкости его изготовления, а также энергетических потерь и нагрева индукционных устройств с его использованием.
Поставленная задача решается тем, что в магнитопроводе индукционного устройства, включающем ярмо, намотанное из ленты электротехнической стали, стержни под обмотки в виде пакета слоев электротехнической стали, продольные кромки слоев которых примыкают к радиальной плоскости ярма, перекрывая продольные кромки слоев его витков в радиальном направлении, при этом стержни выполнены в виде многовитковых вытянутых по осям стержней петель, намотанных из лент электротехнической стали и спрессованных до сближения смежных плоскостей ленты внутреннего витка, ярмо разделено на два и более параллельных ярмовых участка, примыкающих к противоположным продольным кромкам слоев стержня, согласно изобретению, новым является то, что многовитковые вытянутые по оси стержней петли изогнуты в средней части и собранны в пакеты с сечением, соответствующим сечению стержня, и количественно равные числу фаз устройства, стержни под обмотки расположены в одной плоскости, а их оси расположены радиально.
Новым является также то, что в поперечном сечении ярмо имеет форму кольца или многоугольника.
Причинно-следственная связь между совокупностью существенных признаков изобретения и достигаемым техническим результатом заключается в следующем.
За счет того, что, в совокупности с известными признаками, многовитковые вытянутые по осям стержней петли изогнуты в средней части и собраны в пакеты с сечением, соответствующим сечению стержня, и количественно равные числу фаз устройства, и при этом стержни под обмотки расположены в одной плоскости, а их оси расположены радиально, количество угловых участков, то есть участков сопряжения стержневых и ярмовых участков, уменьшается вдвое и равно количеству фаз (стержней), так как отсутствуют угловые участки в середине магнитопровода в местах изгибов стержней. При таком выполнении магнитопровода часть стержня одной фазы переходит в часть стержня другой фазы. Благодаря этому расход стали существенно снижается. В местах перехода части стержня одной фазы в часть стержня другой фазы направление проката электротехнической стали совпадает с направлением линий магнитного потока, что способствует снижению энергетических потерь. За счет снижения энергетических потерь уменьшается нагрев стали. Процесс изготовления заявляемого магнитопровода менее трудоемкий, так как значительно уменьшается количество элементов магнитопровода и угловых участков, на которых необходимо следить за сопряжением стержневых и ярмовых участков. При таком конструктивном выполнении магнитопровода обеспечивается полная симметрия фаз, что позволяет существенно повысить технические характеристики индукционного устройства.
Таким образом, заявляемый магнитопровод индукционного устройства обеспечивает решение поставленной задачи - существенное снижение материалоемкости магнитопровода и трудоемкости его изготовления, а также энергетических потерь и нагрева индукционных устройств с его использованием.
Наиболее близким по технической сущности и достигаемому техническому результату к заявляемому изобретению является способ изготовления магнитопровода индукционного устройства (см. патент Украины на изобретение №46630 от 12.10.2001, опубл. 15.03.2005, М. Кл.7 Н01F 27/24), включающий раскрой электротехнической стали на ленты с продольным направлением проката стали, намотку на цилиндрическую оправку ярма, намотку на цилиндрическую оправку стержня с образованием колец, освобождение колец от оправок, опрессовывание их до сближения плоскостей ленты внутренних витков с образованием вытянутой по оси стержня петли.
Для стержня наматывают несколько торов с уменьшенным количеством витков, а из полученных после спрессовывания торов петель набирают пакет стержня заданного сечения.
Изготовление известного магнитопровода индукционного устройства характеризуется большими материалоемкостью и трудоемкостью в изготовлении, а изготовленный таким способом магнитопровод имеет большие энергетические потери и является причиной повышенного нагрева индукционных устройств с его использованием.
Это объясняется тем, что изготовленный таким способом магнитопровод имеет большое количество элементов и угловых участков, то есть участков сопряжения стержневых и ярмовых участков. Каждый такой угловой участок обуславливает повышенный расход стали, так как чем больше угловых участков, тем больше расход стали. В угловом участке направление линий магнитного потока перпендикулярно направлению проката электротехнической стали. При несовпадении направлений проката и линий магнитного потока, особенно при их перпендикулярном направлении относительно друг друга, энергетические потери в стали возрастают приблизительно в два раза. Повышенные энергетические потери вызывают повышенный нагрев стали. Процесс намотки и сборки изготовленного таким способом магнитопровода трудоемкий, так как требует изготовления большого количества элементов и возникает необходимость постоянно следить за сопряжением стержневых и ярмовых участков. Кроме того, в выполненном таким способом магнитопроводе невозможно добиться полной симметрии фаз, что не позволяет получить необходимые технические характеристики индукционного устройства.
В основу изобретения поставлена задача усовершенствовать способ изготовления магнитопровода индукционного устройства путем выполнения новых операций, что обеспечивает снижение материалоемкости и трудоемкости его изготовления, снижение энергетических потерь и уменьшение нагрева индукционных устройств с его использованием.
Поставленная задача решается тем, что в способе изготовления магнитопровода индукционного устройства, включающем раскрой электротехнической стали на ленты с продольным направлением проката стали, намотку на цилиндрическую оправку ярма, намотку на цилиндрическую оправку стержня с образованием колец, освобождение колец от оправок, опрессовывание их до сближения плоскостей ленты внутренних витков с образованием вытянутой по оси стержня петли, согласно изобретению, новым является то, что ленты одновременно изгибают в средней части под углом, зависящим от количества фаз, из полученных вытянутых и изогнутых в средней части петель формируют пакеты стержней, оси которых расположены радиально, при этом каждая петля принадлежит двум стержням.
Причинно-следственная связь между совокупностью существенных признаков изобретения и достигаемым техническим результатом заключается в следующем.
За счет того, что, в совокупности с известными признаками, при изготовлении магнитопровода выполняют многовитковые вытянутые по осям стержней петли, которые одновременно изгибают в средней части и собирают в пакеты с сечением, соответствующим сечению стержня, и количественно равные числу фаз магнитопровода, а также за счет того, что стержни под обмотки располагают в одной плоскости, а их оси располагают радиально, количество угловых участков, то есть участков сопряжения стержневых и ярмовых участков, уменьшается вдвое и равно количеству фаз (стержней), так как отсутствуют угловые участки в середине магнитопровода в местах изгибов стержней. При таком способе изготовления магнитопровода часть стержня одной фазы переходит в часть стержня другой фазы. Благодаря этому расход стали существенно снижается. В местах перехода части стержня одной фазы в часть стержня другой фазы направление проката электротехнической стали совпадает с направлением линий магнитного потока, что способствует снижению энергетических потерь. За счет снижения энергетических потерь уменьшается нагрев стали. Процесс изготовления магнитопровода заявляемым способом менее трудоемкий, так как значительно уменьшается количество его элементов и угловых участков, на которых необходимо следить за сопряжением стержневых и ярмовых участков. В выполненном таким способом магнитопроводе достигается полная симметрия фаз, что позволяет получить высокие технические характеристики индукционного устройства.
Таким образом, заявляемый способ изготовления магнитопровода индукционного устройства обеспечивает решение поставленной задачи - существенное снижение материалоемкости магнитопровода и трудоемкости его изготовления, а также энергетических потерь и нагрева индукционных устройств с его использованием.
Сущность изобретения поясняется чертежом, где схематично представлен магнитопровод индукционного устройства.
Магнитопровод индукционного устройства содержит ярмо 1, намотанное из ленты электротехнической стали, и стержни 2 под обмотки в виде пакета слоев электротехнической стали. Продольные кромки 3 слоев стержней 2 примыкают к радиальной плоскости ярма 1, перекрывая продольные кромки слоев 3 его витков в радиальном направлении. Стержни 2 выполнены в виде многовитковых вытянутых по осям стержней петель 4, намотанных из лент электротехнической стали и опрессованных до сближения смежных плоскостей ленты внутреннего витка. Ярмо 1 разделено на два и более параллельных ярмовых участка 5. Многовитковые вытянутые по оси стержней 2 петли 4 изогнуты в средней части и собранны в пакеты 6 с сечением, соответствующим сечению стержня 2, и количественно равные числу фаз устройства. Стержни 2 под обмотки расположены в одной плоскости, а их оси расположены радиально. Ярмо 1 в поперечном сечении имеет форму кольца или многоугольника.
Магнитопровод индукционного устройства изготавливают следующим образом.
При изготовлении заявляемого магнитопровода индукционного устройства рулон электротехнической стали раскраивают на ленты заданной ширины в направлении прокатки стали вдоль длины лент. Из полученных лент на цилиндрическую оправку наматывают ярмо 1, разделенное на два и более параллельных ярмовых участка 5. Многовитковые петли 4 стержней 2 под обмотки наматывают на цилиндрические оправки, снимают с оправки и опрессовывают их до сближения плоскостей ленты внутренних витков с образованием вытянутой по оси стержня петли с одновременным ее изгибом в средней части. Стержни 2, выполненные в виде многовитковых вытянутых по осям стержней петель 4, располагают так, что продольные кромки 3 слоев стержней 2 примыкают к радиальной плоскости ярма 1. Многовитковые вытянутые по оси стержней 2 петли 4 изгибают в средней части и собирают в пакеты 6 с сечением, соответствующим сечению стержня 2, и количественно равные числу фаз устройства. Стержни 2 под обмотки располагают в одной плоскости, а их оси располагают радиально. Ярмо 1 выполняют так, что оно в поперечном сечении имеет форму кольца или многоугольника.
Изготовленный таким образом магнитопровод индукционного устройства обеспечивает снижение трудоемкости и повышение технологичности его изготовления, а также уменьшение его габаритов, в частности длины. Это значительно улучшает электромагнитные и эксплуатационные характеристики индукционного устройства.
Заявляемый магнитопровод индукционного устройства может быть изготовлен на известном оборудовании с использованием известных материалов и средств, что подтверждает промышленную пригодность объекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Стыкованный магнитопровод и способ сборки его | 1980 |
|
SU900322A1 |
| ИНДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1998 |
|
RU2139622C1 |
| Витой пространственный магнитопровод трехфазного трансформатора | 1984 |
|
SU1658223A1 |
| Остов индукционного аппарата | 1981 |
|
SU955230A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Якорь многофазной электрической машины | 2018 |
|
RU2684898C1 |
| Способ изготовления статора электрической машины | 1986 |
|
SU1437951A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1994 |
|
RU2086029C1 |
Изобретение относится к электротехнике и может быть использовано в магнитопроводах для многофазных (многообмоточных) трансформаторов, реакторов и дросселей и их изготовлении. Технический результат состоит в снижении материалоемкости и трудоемкости изготовления, а также энергетических потерь и нагрева индукционных устройств. Магнитопровод включает ярмо, намотанное из ленты электротехнической стали, стержни под обмотки в виде пакета слоев электротехнической стали. Продольные кромки слоев примыкают к радиальной плоскости ярма, перекрывая продольные кромки слоев его витков в радиальном направлении. Стержни в виде многовитковых вытянутых по осям стержней петель, намотанных из лент электротехнической стали и спрессованных до сближения смежных плоскостей ленты внутреннего витка. Ярмо разделено на два и более параллельных ярмовых участка, примыкающих к противоположным продольным кромкам слоев стержня. Многовитковые вытянутые по оси стержней петли изогнуты в средней части и собраны в пакеты с сечением, соответствующим сечению стержня, и количественно равные числу фаз устройства. Стержни под обмотки расположены в одной плоскости, а их оси - радиально. Способ изготовления магнитопровода включает раскрой электротехнической стали на ленты с продольным направлением проката стали, намотку на цилиндрическую оправку ярма и стержня с образованием колец, освобождение колец от оправок, спрессовывание их до сближения плоскостей ленты внутренних витков до образования вытянутой по оси стержня петли. Ленты одновременно изгибают в средней части под углом, зависящим от количества фаз. Из вытянутых и изогнутых в средней части петель формируют пакеты стержней, оси которых расположены радиально. Каждая петля принадлежит двум стержням. 2 н. и 1 з.п. ф-лы, 1 ил.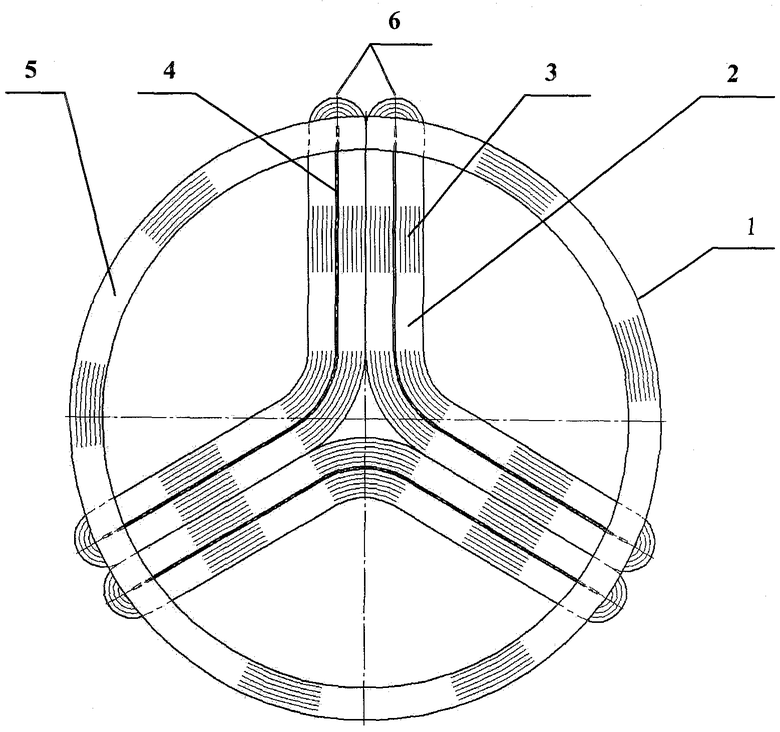
1. Магнитопровод индукционного устройства, включающий ярмо, намотанное из ленты электротехнической стали, стержни под обмотки в виде пакета слоев электротехнической стали, продольные кромки слоев которых примыкают к радиальной плоскости ярма, перекрывая продольные кромки слоев его витков в радиальном направлении, при этом стержни выполнены в виде многовитковых вытянутых по осям стержней петель, намотанных из лент электротехнической стали и спрессованных до сближения смежных плоскостей ленты внутреннего витка, ярмо разделено на два и более параллельных ярмовых участка, примыкающих к противоположным продольным кромкам слоев стержня, отличающийся тем, что многовитковые вытянутые по оси стержней петли изогнуты в средней части и собраны в пакеты с сечением, соответствующим сечению стержня, и количественно равные числу фаз устройства, стержни под обмотки расположены в одной плоскости, а их оси расположены радиально.
2. Магнитопровод индукционного устройства по п.1, отличающийся тем, что в поперечном сечении ярмо имеет форму кольца или многоугольника.
3. Способ изготовления магнитопровода индукционного устройства, включающий раскрой электротехнической стали на ленты с продольным направлением проката стали, намотку на цилиндрическую оправку ярма, намотку на цилиндрическую оправку стержня с образованием колец, освобождение колец от оправок, спрессовывание их до сближения плоскостей ленты внутренних витков с образованием вытянутой по оси стержня петли, отличающийся тем, что ленты одновременно изгибают в средней части под углом, зависящим от количества фаз, из полученных вытянутых и изогнутых в средней части петель формируют пакеты стержней, оси которых расположены радиально, при этом каждая петля принадлежит двум стержням.
| КАТОДНЫЙ ОСЦИЛЛОГРАФ | 1935 |
|
SU46630A1 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| RU 2000618 С, 07.09.1993 | |||
| МНОГОСТЕРЖНЕВОЙ СТЫКОВОЙ МАГНИТОПРОВОД | 1991 |
|
RU2012939C1 |
| Многостержневой магнитопровод с разветвленными зазорами | 1991 |
|
SU1836735A3 |
| Многостержневой магнитопровод | 1990 |
|
SU1775737A1 |
| Магнитопровод индукционного аппарата | 1978 |
|
SU765893A1 |
| Планарный магнитопровод | 1990 |
|
SU1764088A1 |
| Магнитопровод ошева для электроиндукционного устройства | 1977 |
|
SU734821A1 |
| Магнитопровод | 1978 |
|
SU765892A1 |
| Электрический трансформатор | 1930 |
|
SU45238A1 |
| Корпус плуга | 1964 |
|
SU1009292A1 |
| УСТРОЙСТВО ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ И БЛОКИРОВКИ ДВЕРЕЙ ЛИФТА | 2005 |
|
RU2373133C2 |

