Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Целью изобретения является упрощение технологии.
На чертеже изображена часть витка спирали в процессе навивки на секции обмотки, установленные в оправке
Способ осуществляют следующий образом.
Предварительно изготовленные секции оЬмотки в виде монолитных стержней 1 с поиеречньш сечением в форме паза будущего магнитопровода устанавливают на поворотной оправке 2 при помощи проф1тьных шайб 3 и бандажа 4. Затем непрерывную ленту 5 электротехнической стали с вырубленными в ней прямоугольными пазами 6 с помощью опорного ролика 7 наклоняют к плоскости навивки под углом, достаточным для прохода широкой части зубцов 8 в каналы 9 между стержнями 1 обмотки. Зубцы 8 вводят в каналы 9 между стержнями 1 обмотки, а лента 5 направляется в конические ролики 10, осуществляющие протяжку, а также формирующие гофры 11 в ярмовой зоне над пазами 6 при помощи имею1цихся на роликах 10 выступов 12 и впадин 13. Благодаря гофрам 11 лента 5 принимает форму спирали, при этом в процессе навивки гофры каждого последующего слоя снирали совмещают с гофрами предыдущего слоя. После намотки необходимого числа витков ленту 5 отрез шот, профштьные шайбы 3 и бандаж 4 удаляют, а полученный таким образом статор подают на калибровку внутреннего диаметра и опрессовку.
Технико-экономические преимущества предлагаемого способа заключаются в упрощении технологии изготовления статоров за счет применения шаблонны обмоток, что, кроме того, улучшает энергетические параметры электрической машины в целом.
Формула изоб р-етения
Способ изготовления статора электрической машины, включающий изготовление обмотки, магнитопровода и размещение обмотки в пазах магнитопровода, отличающийся тем, что, с целью упрощения технологии, перед изготовлением магнитопровода обмотку размещают на поворотной оправке, магнитопровод изготавливают из непрерывной ленты с зубцами навивкой на ребро на обмотку путем формирования гофр в ярмовой зоне, при этом перед заходом зубцов между пазовыми частями обмоткрг ленту отгибают под углом к плоскости навивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1737635A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| Способ изготовления магнитопроводов электрических машин | 1987 |
|
SU1494141A1 |
| Автоматическая линия для изготовления витых ленточных пакетов магнитопроводов с пазами | 1988 |
|
SU1693690A1 |
| Заготовка для изготовления магнитопровода электрической машины | 1988 |
|
SU1777204A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промьшшенности. Целью .изобретения является упрощение технологии. Предварительно изготовленные секции обмотки в виде монолитных стержней 1 с поперечным сечением в форме паза будущего магнитопровода, устанавливают на поворотной оправке 2 при ПОМО1ЦИ профильных шайб 3 и бандажа 4. Затем непрерьшную ленту 5 электротехнической стали с вырубленными в ней прямоугольными пазами б с помощью опорного ролика 7 наклоняют к плоскости навивки под углом, достаточным для прохода широкой части зубцов в каналы 9 между стержнями 1 обмотки. Наклоненные таким образсм зубцы 8 вводят в каналы 9 между стержнями 1 обмотки, а лента 5 направляется в конические ролики 10, осуществляющие протяжку, а также формирующие гофры 11 в ярмовой зоне над пазами 6 при помощи имекнцихся на роликах 1.0 выступов 12 и впадин 13. Благодаря гофрам 11 лента 5 принимает форму § спирали, при этом в процессе навивки гофры каждого последующего слоя спи- W/ рали совмещают с гофрами предыдущего слоя. После намотки необходимого числа витков ленту 5 отрезают, профиль- S ные шайбы 3 и бандаж 4 удаляют, а полученный таким образом статор подают на калибровку внутреннего диаметра и опрессовку. 1 ил. 1 со s| СЛ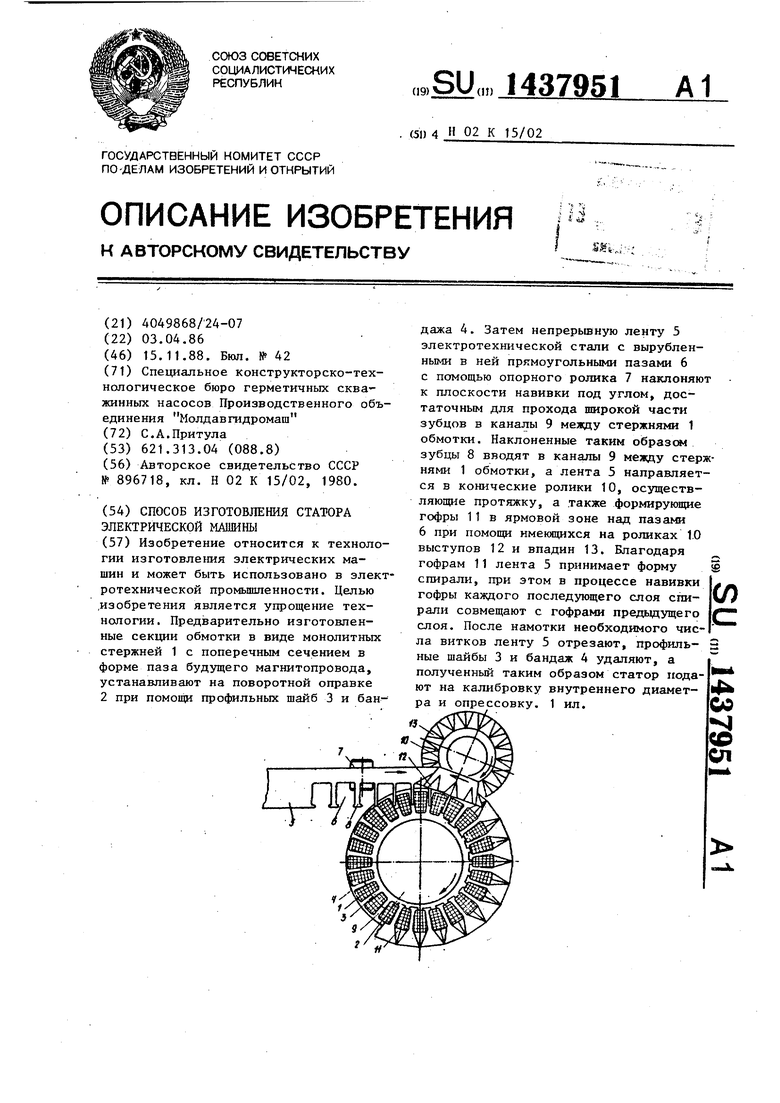
| Способ изготовления статора электрической машины со скошенными пазами | 1980 |
|
SU896718A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
