Изобретение относится к металлургии, в частности к производству горячекатаного листового проката, и может быть использовано при горячей прокатке полос на широкополосных станах с непрерывной группой клетей.
На широкополосных станах горячей прокатки нагретый в печах сляб прокатывают в черновой группе клетей до промежуточной толщины раската. Раскат транспортируют к чистовой непрерывной группе по промежуточному рольгангу. Затем раскат задают в чистовую группу клетей, где обжимают его в полосу заданной толщины. Прокатанная полоса по отводящему рольгангу транспортируется к группе моталок, где сматывается в рулон.
При движении по промежуточному рольгангу раскат остывает. Причем задний конец полосы остывает дольше, чем передний, что приводит к уменьшению температуры конца прокатки от переднего конца к заднему по длине полосы. Такое снижение температуры конца прокатки по длине полосы от переднего к заднему концу принято называть «температурным клином». Для устранения температурного клина широко используется прокатка с ускорением при прокатке слябов большой массы. Это позволяет уменьшить температурный клин по длине полосы.
Общепринято поддерживать температуру конца прокатки постоянной по длине полосы во время прокатки для получения стабильных механических и металлографических характеристик по длине проката. Вначале прокатку ведут на заправочной скорости, обеспечивающей получение требуемой величины температуры конца прокатки на переднем конце полосы. После выхода переднего конца полосы из чистовой группы или после заправки полосы в моталку скорость прокатки постепенно увеличивается с некоторым ускорением, обеспечивающим постоянную по длине полосы температуру конца прокатки - аналог [Грудев А.П. Технология прокатного производства. Учебник для вузов / А.П.Грудев, Л.Ф.Машкин, М.И.Ханин. - М.: Металлургия, 1994, с. 361-362; Беняковский М.А. Технология прокатного производства. В 2-х книгах: Справочник // М.А.Беняковский, К.Н.Богоявленский, А.И.Виткин и др. - М.: Металлургия, 1991. 864 с. (с. 574-575)].
Недостатками этого способа прокатки являются:
- ограничение производительности стана условием обеспечения постоянной температуры конца прокатки по длине полосы, что, в свою очередь, ограничивает величину достигаемой скорости прокатки;
- различие механических свойств по длине полосы.
Различие механических свойств по длине полосы обусловлено различием структуры материала полосы. При постоянной температуре полосы и степени деформации в последних клетях, по мере увеличения скорости прокатки, время нахождения участков полосы в межклетевых промежутках непрерывной группы клетей сокращается от переднего к заднему концу полосы. Сокращается время на рекристаллизацию и, соответственно, изменяется степень рекристаллизации материала полосы. Неравномерность образующейся по длине полосы структуры на выходе из стана приводит к неравномерности механических свойств материала полосы.
Известен способ горячей прокатки на непрерывных станах, повышающий производительность прокатного стана. Способ включает прокатку в многоклетевой непрерывной группе на заправочной скорости и разгон клетей после заправки полосы в моталку. Прокатку переднего конца раската в первых клетях непрерывной группы ведут на скорости, превышающей заправочную не менее чем в 1,1 раза, а после прохождения этих клетей передним концом раската их скорость снижают до заправочной. Затем прокатку ведут с некоторым ускорением, обеспечивающим постоянную по длине полосы температуру конца прокатки. Такой способ обеспечивает интенсификацию процесса прокатки при заполнении металлом непрерывной группы клетей стана. В результате достигается повышение производительности прокатного стана [RU 2203747 С2, 10.05.2001] - прототип.
Недостатками этого способа прокатки, как и предыдущего, являются:
- ограничение производительности стана на основной части длины полосы условием обеспечения постоянной температуры конца прокатки;
- различие механических свойств по длине полосы.
Предлагаемое изобретение позволит решить две технические задачи:
- повышение производительности стана горячей прокатки полос с непрерывной группой клетей;
- стабилизация механических свойств на основной части по длине горячекатаной полосы.
Задача повышения производительности стана горячей прокатки полос в известном способе производства горячекатаного проката, достигается прокаткой переднего конца раската в первых клетях непрерывной группы на скорости, превышающей заправочную не менее чем в 1,1 раза, а после прохождения этих клетей передним концом раската их скорость снижается до заправочной и последующая прокатка ведется с некоторым ускорением, обеспечивающим постоянную по длине полосы температуру конца прокатки, согласно предложению ускорение выбирается таким, чтобы температура конца прокатки возрастала от переднего к заднему концу полосы. При этом решается и вторая задача - задача стабилизации по длине полосы механических свойств, которая достигается согласно предложению прокаткой с ускорением, большим, чем требуется для обеспечения постоянной температуры конца прокатки, т.е. чтобы температура конца прокатки возрастала от переднего к заднему концу полосы.
Способ производства горячекатаной полосы поясняется чертежом.
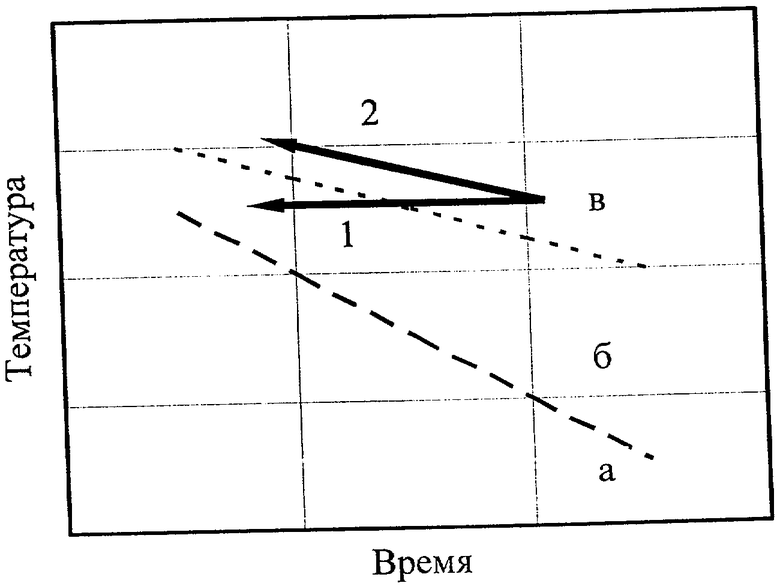
На чертеже приведена диаграмма рекристаллизации стали.
На чертеже обозначено: а - область нерекристаллизованной структуры металла; б - частично рекристаллизованного металла; в - рекристаллизованная область; 1 - изменение состояния металла по длине полосы при постоянной температуре конца прокатки и полной рекристаллизации металла на переднем конце полосы; 2 - состояние металла по длине полосы при возрастающей температуре конца прокатки и полной рекристаллизации металла на переднем конце полосы.
Сущность изобретения заключается в следующем.
После деформации в клети наклепанная структура полосы рекристаллизуется. Процесс рекристаллизации начинается через некоторый промежуток времени после деформации. Полностью рекристаллизация завершается через некоторый больший промежуток времени после деформации. Временные интервалы начала и завершения рекристаллизации зависят от величины наклепа структуры и температуры металла.
На выходе из последней клети непрерывной группы клетей при заданных режимах деформации и температуре конца прокатки формируется структура, обеспечивающая требуемые механические свойства материала полосы. При прокатке с ускорением, по мере повышения скорости, длительность междеформационных пауз уменьшается, что приводит к изменению состояния структуры на выходе стана. Особенно это актуально при прокатке тонких и тончайших полос, когда температура металла существенно снижается, а время пауз между деформациями составляет доли секунды. Разная степень наклепа отдельных участков по длине полосы приводит к разнозернистости после рекристаллизации.
Для получения одинаковой степени рекристаллизации по длине прокатываемой полосы при сокращении времени междеформационной паузы температуру деформации следует повышать, т.е. прокатку следует вести с повышением температуры по длине полосы, обеспечивающим постоянную по длине полосы степень рекристаллизации на входе в последнюю клеть. Технически это достигается применением ускорения, обеспечивающего обратный температурный клин на выходе из непрерывной группы клетей.
Экспериментально установлено, что обратный температурный клин 30-50°С не вызывает неравномерности свойств по длине полосы. На стане прокатываются полосы толщиной от 1,45 до 16,00 мм и шириной от 900 до 1850 мм из слябов толщиной 250 мм и максимальной длиной 10500 мм. Соответственно, требуемое повышение температуры конца прокатки по длине полосы (на каждые 100 м полосы) можно определить по выражению:
 ,
,
где ΔTK - величина обратного температурного клина, °С;
h, b - соответственно толщина и ширина готовой полосы, мм;
H, B, L - соответственно толщина, ширина и длина сляба, мм.
Для всего сортамента прокатываемых полос и максимальной величине обратного температурного клина, равной 50°С, повышение температуры конца прокатки по длине полосы (на каждые 100 м полосы) должно составлять примерно 3-30°С.
Пример реализации способа.
При прокатке полосы с поперечным сечением 2,0×1250 мм из низкоуглеродистой стали температуру конца прокатки, равную 810°С, получают при заправочной скорости 10,1 м/с. Постоянная по длине полосы температура конца прокатки обеспечивается при ускорении 0,025 м/с2. Максимальная скорость прокатки достигает 12,9 м/с при длине полосы 1288 м. При ускорении полосы от момента выхода из последней клети непрерывной группы стана общее время прокатки полосы составит 112 с. Условная производительность (без учета пауз) составит 807,3 т/час. Экспериментально установлено, что обратный температурный клин по длине полосы, при котором механические свойства стабильны по длине полосы, и равный 50°С, обеспечивается при ускорении 0,051 м/с2. При этом условная производительность составляет 889,8 т/час, т.е. увеличится на 10,2%.
Таким образом, применение большей величины ускорения, чем требуется для обеспечения постоянной по длине полосы температуры конца прокатки, позволяет существенно повысить производительность стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2445178C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203747C2 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2455088C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2350412C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499638C1 |
Изобретение предназначено для повышения производительности стана горячей прокатки полос с непрерывной группой клетей и стабилизации механических свойств на основной части по длине горячекатаной полосы. Способ включает прокатку полосы с ускорением в клетях непрерывной группы стана. Постоянство степени рекристаллизации по длине полосы при сокращении времени междеформационной паузы возможно за счет того, что прокатку ведут с ускорением, обеспечивающим повышение температуры конца прокатки от переднего конца полосы к заднему на 3-30°С на каждые 100 м длины полосы. 1 ил.
Способ производства горячекатаной полосы, включающий прокатку полосы с ускорением в клетях непрерывной группы стана, отличающийся тем, что прокатку полосы осуществляют с повышением температуры конца прокатки от переднего конца полосы к заднему на 3-30°С на каждые 100 м длины полосы.
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203747C2 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1687314A1 |
| US 5133205 A, 28.07.1992. | |||

