Изобретение относится к металлургии, в частности, к производству сортового проката, и может быть реализовано при производстве железнодорожных рельсов длиной 100 м и более на станах с непрерывной реверсивной группой клетей.
Рельсы длиной 12,5 м и 25,0 м производятся на станах линейного типа. Например, рельсобалочный стан 900/800 состоит из четырех двух- и трехвалковых клетей, расположенных в три линии. В первой линии прокатка проводится в двухвалковой реверсивной клети (малый блюминг). Вторая линия стана состоит из двух черновых трехвалковых клетей. Чистовая двухвалковая клеть установлена в третьей линии стана. Чистовая клеть установлена на одной оси с линией черновых клетей, но имеет свой привод.
На стане 900/800 прокатка осуществляется в обжимной клети за 5-7 проходов, после чего грубопрофилированная полоса поступает к черновой линии клетей трио. В каждой черновой клети осуществляется 3-4 прохода, в которых постепенно формируется заданный профиль. Полученный раскат передается в чистовую рабочую двухвалковую клеть, где за один проход окончательно формируется профиль готового рельса. Масса заготовки составляет около 3,5 т.Из заготовки получают прокат длиной до 50 м, который затем разделяют пилами на рельсы требуемой длины. [Технология прокатного производства: Учебник для вузов / Грудев А. П., Машкин Л. Ф., Ханин М. И - М.: Металлургия, 1994, с. 656].
Недостатком данного способа является невозможность прокатки рельсов длиной 100 м и более. Для производства рельс длиной 100 м и более требуется заготовка большей массы. Длительность прокатки возрастает, что не позволяет получать требуемую температуру конца прокатки. Рельсы длиной 100 м прокатывают на станах с непрерывной группой клетей. Непрерывная группа клетей сокращает пространство, занимаемое оборудованием стана, и снижает потери тепла заготовки во время прокатки, что позволяет обеспечить требуемую температуру конца прокатки. В состав стана входят 6 клетей: черновая обжимная клеть; обжимная клеть; непрерывная реверсивная группа из 3 клетей и калибровочная клеть [Головатенко А.В. Ввод в эксплуатацию универсального рельсобалочного стана и освоение технологии производства рельсов на современном оборудовании в рельсобалочном цехе ОАО «ЕВРАЗ ЗСМК» / Головатенко А.В., Волков К.В., Александров И.В. и др. // Черная металлургия. Бюллетень научно-технической и экономической информации. №6 (1374), 2014. С. 32-38].
Известен способ прокатки (аналог изобретения), регламентирующий температурные и деформационные режимы прокатки железнодорожных рельсов на станах с непрерывной реверсивной группой клетей. В соответствии с этим способом осуществляют нагрев заготовки под прокатку, многопроходные черновую и чистовую прокатки соответственно в дуо-реверсивных клетях и в универсальных клетях непрерывной реверсивной группы, последующее дифференцированное охлаждение по головке и подошве рельса от температуры 720-870°С до температуры 450-600°С. Черновую прокатку проводят в температурном интервале 950-1100°C с коэффициентом вытяжки за проход в пределах 1,12-1,30. Чистовую прокатку проводят в температурном интервале 850-1000°C с коэффициентом вытяжки в универсальных калибрах в пределах 1,07-1,18, после чего проводят финишную прокатку в отдельно стоящей универсальной нереверсивной клети в температурном интервале 820-880°C с коэффициентом вытяжки в пределах 1,07-1,10. В результате изготавливают рельсы повышенной износостойкости и контактной выносливости [RU 2743534 С1. Способ изготовления железнодорожных рельсов повышенной износостойкости и контактной выносливости. Опубликовано 19.02.2021. Бюл. №5].
Выбор в изобретении-аналоге заявленной температуры прокатки в последних пропусках группы тандем от 820 до 880°С обусловлен тем, что при температурах свыше 880°С не достигается эффективное измельчение аустенитного зерна, а при температурах менее 820°С существенно уменьшается пластичность металла, возрастают нагрузки на прокатные валки, и возникает риск получения закалочных структур в поверхностных слоях рельсов вследствие контакта с водой, подаваемой для охлаждения прокатных валков.
Процесс чистовой многопроходной прокатки в клетях непрерывно-реверсивной группы в температурных интервалах 850-1000°C с коэффициентом вытяжки за проход в пределах 1,07-1,18 позволяет получить наиболее мелкозернистую структуру и высокие механические свойства рельсовой стали, за счет экспериментально установленной зависимости по увеличению количества образований центров новых зерен при деформации металла в этом диапазоне вытяжек.
Прокатка в чистовой непрерывной реверсивной группе клетей производится за три прохода. В первом проходе используются первая универсальная клеть, вспомогательная клеть и вторая универсальная клеть. Во втором проходе, после реверса непрерывной группы клетей стана, раскат также деформируется в трех клетях, но в обратной последовательности. В третьем проходе используются первая универсальная клеть и вспомогательная клеть. Завершается прокатка в отдельно стоящей нереверсивной калибровочной клети.
Чистовая прокатка при температурах свыше 1000°С не обеспечивает подавление рекристаллизационных процессов и эффективное измельчение зерна, а при температурах ниже 850°С уменьшается пластичность стали, возрастают нагрузки на валки и увеличивается риск образования поверхностных дефектов.
Вытяжка менее 1,07 в температурном интервале от 850 до 1000°С не позволяет эффективно измельчить структуру головки рельса, величина вытяжки в универсальном четырехвалковом калибре более 1,18 в рассматриваемом температурном интервале может привести к появлению анизотропии механических свойств в головке рельса, что ухудшает качество рельса.
Для соблюдения прямолинейности и обеспечения требуемых геометрических размеров профиля рельсов по всей их длине в заданном диапазоне допусков проводят финишную прокатку в отдельно стоящей универсальной нереверсивной клети в температурном интервале 820-880°C с коэффициентом вытяжки в пределах 1,07-1,10.
При температурах финишной прокатки не ниже 820°С и не выше 880°С вытяжка раската с коэффициентом более чем 1,1 приводит к возрастанию контактных нагрузок, увеличению износа валков, ухудшению получения точной геометрии профиля. Вытяжка раската менее 1,07 приводит к невыполнению высоты выпуклой маркировки по шейке профиля в пределах требуемых ГОСТом.
В качестве недостатков следует отметить, что в рассматриваемом способе определены предпочтительные диапазоны температур прокатки в чистовой группе клетей и конца прокатки (финишной прокатки), но задача обеспечения одинаковой температуры конца прокатки по длине проката не рассмотрена. Указано, что возможно ухудшение профиля рельса при деформации за пределами диапазона 1,07-1,10 по коэффициенту вытяжки, но влияние температуры конца прокатки на точность профиля по длине рельс не рассмотрено.
Для повышения точности размеров и формы профиля предлагается использовать специальную калибровку в черной клети.
Известен способ прокатки (аналог изобретения) на рельсобалочном стане с непрерывной реверсивной группой клетей, включающий получение в реверсивных черновых клетях промежуточного рельсового раската с использованием закрытых рельсовых калибров и дальнейшую его прокатку в непрерывной реверсивной группе клетей с использованием двухвалковых калибров вспомогательной клети, а также четырех- и трехвалковых калибров универсальных клетей. Возможность повышения точности симметричного профиля подката, задаваемого в универсальные клети, обеспечивается за счет того, что прокатку в черновых реверсивных клетях дуо завершают после прокатки в закрытых разрезных калибрах, при этом симметрирование с одновременным контролем высоты фланцев промежуточного сечения осуществляют в двухвалковом открытом калибре интенсивной деформации во вспомогательной клети дуо чистовой непрерывно-реверсивной группы клетей [RU 2717251 С1. Способ прокатки рельсов. Опубликовано 19.03.2020. Бюл. №8].
Затем раскат чернового рельса передают в чистовую непрерывно-реверсивную группу клетей. В первом проходе раската через чистовую группу клетей валки первой универсальной клети разводят и пропускают полосу через клеть без обжатия. Во вспомогательной клети используют открытый рельсовый калибр, основная цель которого - обеспечить получение максимально симметричного и точного подката для последующей прокатки в универсальных клетях. Для этого необходимо иметь достаточно высокую степень заполнения этого калибра, имея минимальные свободные, не контролируемые валками поверхности прокатываемого профиля. Важность обеспечения высокой точности и симметричности чернового профиля именно в этом калибре объясняется тем, что при последующей прокатке в универсальных и вспомогательных калибрах практически невозможно исправить ряд возможных несовершенств профиля, и, прежде всего, разнополочность фланцев.
Полученный таким образом высокоточный подкат в дальнейшем прокатывается в универсальных и вспомогательных калибрах непрерывной реверсивной группы клетей. Завершается прокатка в отдельно стоящей нереверсивной калибровочной клети.
Данный способ прокатки рельсов позволяет получить следующие технические результаты:
- улучшение качества рельсов за счет повышения точности формы и размеров профиля, что обеспечивается большей точностью настройки симметричного двухвалкового рельсового калибра при расположении его на валках вспомогательной клети, а также повышенной жесткостью вспомогательной клети;
- уменьшение общего количества необходимых калибров за счет объединения функций открытого симметричного рельсового калибра и первого контрольного калибров, что снижает затраты на изготовление прокатных валков и привалковой арматуры;
- уменьшение количества калибров, которые необходимо разместить на валках черновой клети, что позволит или использовать валки с меньшей длиной и диаметром бочки, или разместить на тех же валках дополнительный (запасной) калибр, имеющий повышенный износ и сократить тем самым коэффициент расхода прокатных валков;
- увеличение производительности стана за счет уменьшения количества проходов в черновой клети дуо и уменьшения, таким образом, такта прокатки в черновой клети, что приведет к выравниванию и общему сокращению тактов прокатки в черновой клети и непрерывной реверсивной чистовой группе;
- повышение температуры прокатки в непрерывной реверсивной группе за счет снижения такта прокатки в черновой клети и передачи из черновой клети раската с более массивным, а значит и более горячим поперечным сечением.
Недостаток данного способа заключается в том, что изменение калибровки в черной клети не обеспечивает повышение точности по длине одного рельса.
Известен способ прокатки (аналог изобретения) для увеличения производительности непрерывных реверсивных прокатных станов и улучшения качества железнодорожных рельсов, который включает получение в обжимной и черновой реверсивных клетях чернового рельсового раската и дальнейшую его прокатку в чистовой непрерывной реверсивной группе клетей. Уменьшение числа пропускаемых клетей (холостых проходов), компактность расположения оборудования стана, повышение температуры конца прокатки обеспечивается за счет того, что в чистовую непрерывно реверсивную группу клетей раскат задают с задней стороны, против хода прокатки и прокатывают за два прохода с применением в первом проходе системы калибров: универсальный четырехвалковый калибр -вспомогательный двухвалковый калибр - универсальный четырехвалковый калибр; во втором проходе системы калибров: универсальный четырех универсальный четырехвалковый калибр - вспомогательный двухвалковый калибр - универсальный четырехвалковый калибр - универсальный трехвалковый калибр [RU 2429090 С1. Способ прокатки рельсов. Опубликовано 20.09.2011. Бюл. №26].
Предлагаемая последовательность прокатки рельсов в чистовой непрерывной реверсивной группе клетей позволяет увеличить производительность стана за счет уменьшения числа проходов в непрерывной реверсивной группе клетей до двух и повысить температуру конца прокатки вследствие уменьшения затрат времени на прокатку и реверсирование раската.
Изменение последовательности прокатки раската в чистовой группе клетей позволяет повысить температуру конца прокатки, но не позволяет получать одинаковую температуру конца прокатки по длине проката.
Известен способ прокатки на стане с непрерывной реверсивной группой клетей ОАО «ЕВРАЗ ЗСМК», принятый за прототип.
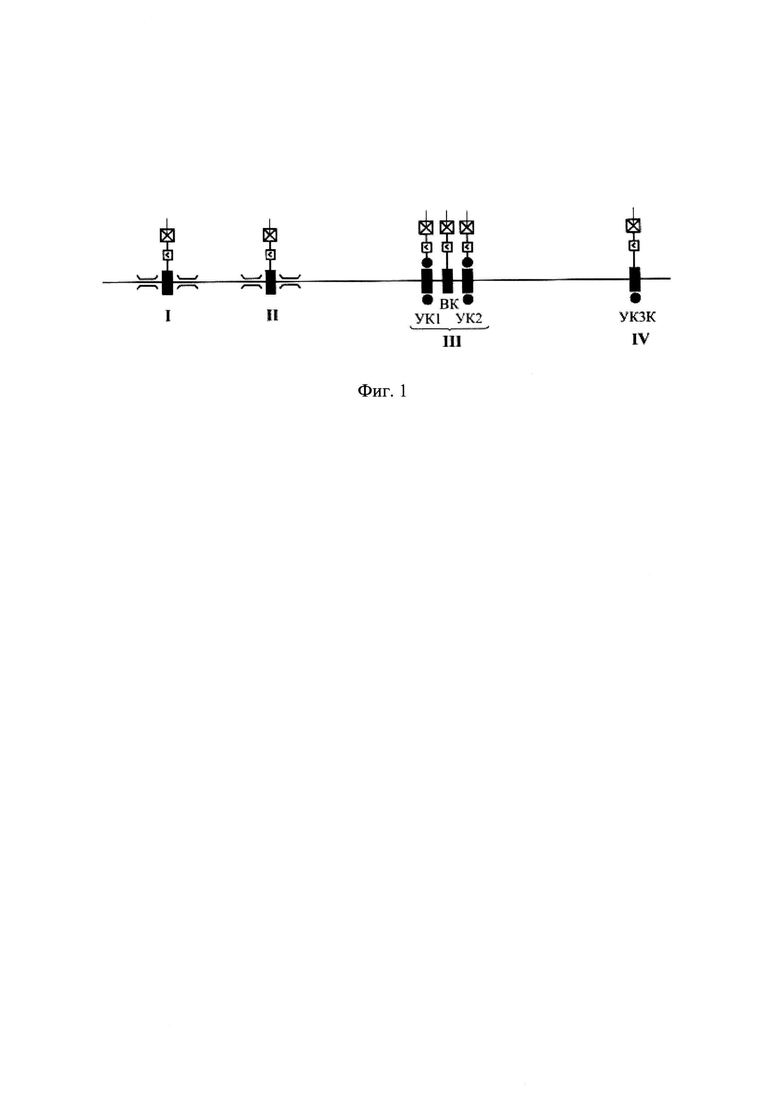
Последовательность расположения прокатных клетей стана показана на фиг. 1. На валках обжимной клети I расположены три тавровых калибра, а также ящичные калибры для получения из исходной непрерывнолитой заготовки раската прямоугольного сечения, задаваемого в первый тавровый калибр. В черновой клети II производится разрезка полученного таврового профиля в закрытом разрезном калибре и дальнейшая прокатка вначале в закрытом рельсовом калибре, а затем в открытом рельсовом калибре с целью получения профиля симметричного относительно горизонтальной оси прокатки в универсальных клетях [Развитие оборудования для производства рельс высокоскоростных железных дорог / Белолипецкая Е.С., Соловьев В.Н. // Сборник материалов областного профильного семинара «Школа молодых ученых» по проблемам технических наук. Липецк: Издательство Липецкого государственного технического университета, 2019. С 9-12].
В непрерывной реверсивной группе клетей (III) прокатка производится за три прохода. В 1-ом проходе используется универсальная клеть УК1 и вспомогательная клеть ВК, у которой на линии прокатки установлен черновой контрольный калибр для обжатия высоты фланцев, полученных в УК1. Клеть УК2 не участвует в прокатке: валки ее автоматически разводятся нажимным устройством, пропуская раскат без обжатия.
После первого прохода клеть ВК выводится с линии прокатки. Во 2-ом проходе, после реверса непрерывной группы клетей стана, раскат получает обжатие только в клети УК1. В 3-ем проходе после поджатая валков в клетях УК1 и УК2 используются все три клети непрерывной группы, причем во вспомогательной клети ВК на линию прокатки устанавливаются предчистовой контрольный калибр. Таким образом, раскат деформируется за 4 прохода в универсальных клетях УК1 и УК2 и за 2 прохода в контрольных калибрах вспомогательной клети ВК. В клети УКЗК (IV) производится горячее калибрование готового профиля за один проход. Цель калибрования - повышение точности размеров поперечного сечения рельса и получение одинаковых размеров рельса по длине, что снижает расход металла. После прокатки рельс подвергается дифференцированному охлаждению по сечению рельса.
Однако на размеры готовой рельсовой продукции оказывает влияние не только точность и форма калибров, схема калибровки (последовательность деформации в калибрах), но и температурные условия получения размеров рельсы.
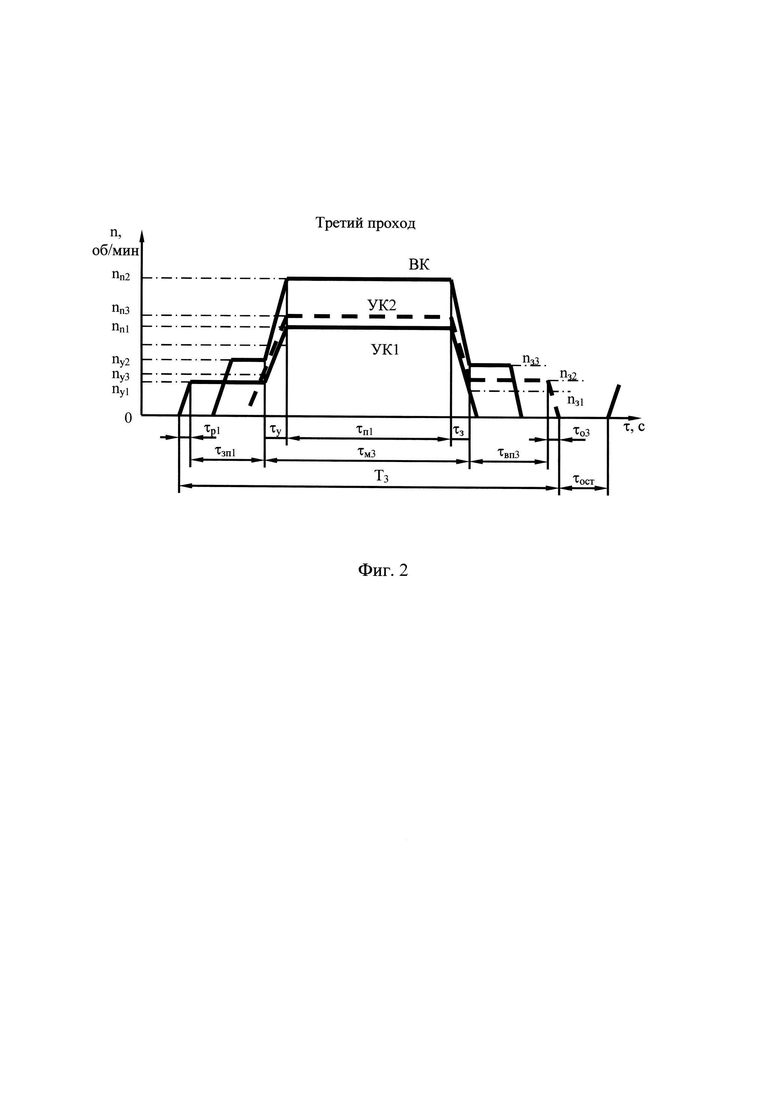
Прокатка основной части заготовки во всех клетях непрерывной реверсивной группы клетей ведется на постоянной скорости. В частности, вначале третьего прохода передний конец раската проходит межклетевые промежутки с постоянной, заправочной скоростью прокатки, соответствующей моменту времени окончания разгона валков и начала захвата металла валками при частоте вращения валков ny1, ny2, ny3 соответственно (фиг. 2). Разгон валков с раскатом до рабочей скорости начинается одновременно во всех трех клетях группы после того, как передний конец раската на заправочной скорости пройдет все межклетевые промежутки и достигнет последней клети. Скорости по клетям различаются пропорционально коэффициентам вытяжки раската в клетях.
При достижении рабочей скорости, соответственно nn1, nn2, nn3 по клетям, прокатка основной части раската проводится с постоянной скоростью. Замедление валков с раскатом начинается одновременно во всех клетях группы после окончания прокатки с максимальной скоростью в первой клети.
Во время прокатки металл раската остывает. Существенная длина заготовки при производстве рельсы длиной 100 м приводит к образованию «температурного клина» - снижению температуры конца прокатки по длине рельсы во время прокатки в клети УКЗК.
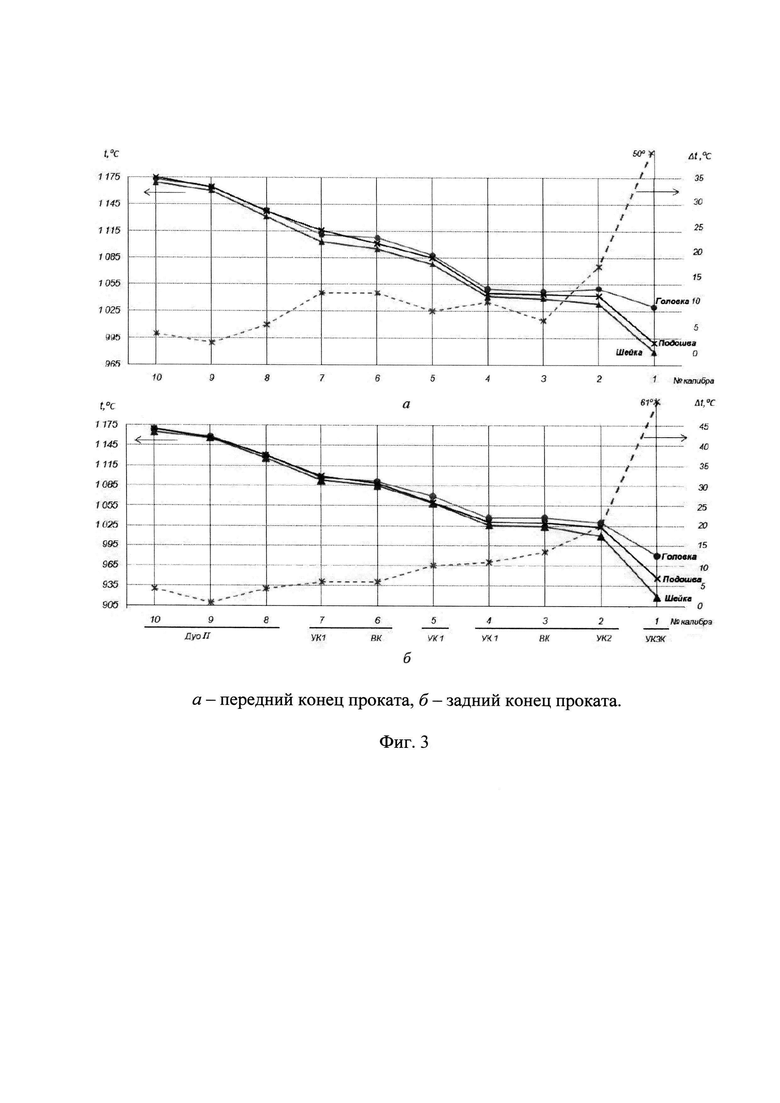
Образование температурного клина обусловлено более длительным охлаждением заднего конца раската, по сравнению с передним, перед последним проходом. Определение изменения температуры элементов рельсы по клетям стана проводится методами математического моделирования [Шварц Д.Л. Исследование температурных условий прокатки длинномерных рельсов на универсальном рельсобалочном стане / Е.О. Скосарь, В.А. Шилов, Д.Л. Шварц // Производство проката. - 2012. - №11. - С. 7-11].
Расчет в разных сечениях рельсы позволяет оценить изменение температуры по длине проката (фиг. 3). Для рассматриваемого состава оборудования и схемы прокатки рельс, различие температуры шейки по длине проката может составлять 75°С (AT) в калибровочной клети. Следовательно, в калибровочной клети получаем одинаковый размер рельса, но при разных температурах. При дальнейшем охлаждении до комнатной температуры переднего и заднего концов рельсы разность температур может приводить к образованию разности высоты переднего и заднего концов рельсы, а также микроструктуры при дифференцированном упрочнении.
Рассмотрим возможность образования разности высоты переднего и заднего концов рельсы на примере наиболее востребованного типоразмера рельс Р65.
Рельсы длиной 100 м служат основой бесстыкового пути, в котором рельсы соединяют сваркой. ОАО «ЕВРАЗ ЗСМК» выпускает рельсы железнодорожные широкой колеи Р65 дифференцированно термоупрочненные с прокатного нагрева длиной 12,5; 25 и 100 м. В том числе рельсы категории ДТ350 ВС - рельсы с улучшенными геометрическими параметрами для движения поездов со скоростью более 200 км/ч.
Важным параметром рельсы с улучшенными геометрическими параметрами является высота рельс. Отклонения сварных стыков рельсов от прямолинейности в виде горбов по поверхности катания головки в вертикальной плоскости и по боковой рабочей грани головки в горизонтальной плоскости на длине 1 м после шлифования не должны превышать 0,2 мм для железнодорожных путей скоростного и высокоскоростного движения [Положение о системе ведения рельсового хозяйства ОАО «РЖД». Утверждено распоряжением №2334р ОАО «РЖД» от 31 октября 2013 г., ТУ 0921-323-01124323-2014. Рельсы железнодорожные типа Р65 категории ДТ370ИК производства ОАО «ЕВРАЗ ЗСМК», сваренные электроконтактным способом].
При более высоком отклонении на стыке при сваривании двух рельс образуется небольшое возвышение, которое в процессе эксплуатации способствует появлению вмятины на рельсе. Для того что бы устранить разность высоты, рельсы шлифуют в месте стыка после сварки. Если разность высоты присутствует на всех рельсах, то шлифовку приходится проводить на всех стыках, что требует дополнительных затрат. Поэтому использование калибровочной клети в составе прокатного стана существенно снижает расход металла и затраты на строительство железных дорог. Однако разность температуры по длине рельс может приводить к образованию разности высоты концов рельса именно в калибровочной клети.
Определим разность высоты рельса по длине рельсы из-за разности температур шейки, так как основную долю в высоте рельсы составляет шейка рельса. Рельсы для высокоскоростных железных дорог категории ДТ350 ВС производятся из стали марки 76ХФ. Коэффициент теплового расширения (α) для стали марки 76ХФ составляет 14,8⋅10-6 1/°С [Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др. - М.: Машиностроение, 1989.-640 с].
Высота рельса (Н) Р65 составляет 180 мм. [ГОСТ Р 51685-2013. Рельсы железнодорожные. Общие технические условия].
Тогда разность высоты шейки по длине рельса составит:
ΔН = Н ⋅ α ⋅ ΔT, = 180⋅14,8⋅10-6-75 = 0,1998 мм,
где Н - высота рельса;
α - коэффициент теплового расширения;
ΔT - разность температуры шейки по длине рельса.
Разность высоты переднего и заднего концов рельс равна предельно допустимой, составляющей 0,2 мм.
Таким образом, существенным недостатком способа-прототипа является образование различия высоты рельса по его длине, обусловленное разностью температур деформации в калибровочной клети прокатного стана. Различие по температуре сохраняется и после прокатки, при дифференцированном охлаждении рельса, что может привести к неоднородным свойствам по длине рельса.
Рассмотренные выше способы производства рельсов направлены на повышение температуры конца прокатки, точности формы и геометрических размеров сечений рельсы. Однако общим недостатком существующих способов прокатки на станах с непрерывной реверсивной группой клетей является то, что не учитывается влияние изменения температуры конца прокатки по длине одной рельсы на точность геометрических размеров по длине рельсы.
Получение рельс с одинаковой по длине высоты профиля позволит:
- уменьшить затраты на шлифовку стыков рельс;
- ускорить монтаж рельсового пути;
- повысить потребительский спрос и конкурентоспособность рельс длиной 100 м для высокоскоростных железных дорог.
Для устранения разности высоты по длине готового рельса необходимо исключить образование разности температуры рельса по длине во время прокатки в калибровочной клети. Иными словами, нужно изменить технологию прокатки так, чтобы температура конца прокатки на всех участках по длине одной рельсы была одинакова для повышения точности размеров рельс.
Для решения данной проблемы предлагается использовать похожее техническое решение, применяемое в листопрокатном производстве при прокатке горячекатаных тонких полос.
Известен способ горячей прокатки полос с ускорением на станах с непрерывной группой клетей (аналог изобретения).
Например, в состав оборудования непрерывного широкополосного стана горячей прокатки полос 2000 ПАО «НЛМК» входит двенадцать клетей, разделенных на две группы клетей - черновую и чистовую. Черновая включает 5 последовательно расположенных клетей, а чистовая - 7 клетей, образующих непрерывную группу. Черновая и чистовая группы клетей разделены промежуточным рольгангом, на котором умещается раскат.[Грудев А.П. Технология прокатного производства. Учебник для вузов / А.П. Грудев, Л.Ф. Машкин, М.И.Ханин. - М.: Металлургия, 1994, с. 361-362; Беняковский М.А. Технология прокатного производства. В 2-х книгах: Справочник // М.А. Беняковский, К.Н.Богоявленский, А.И.Виткин и др. - М.: Металлургия, 1991. 864 с. (с. 574-575)].
На непрерывном широкополосном стане горячей прокатки (НШСГП) нагретый в печах сляб прокатывают в черновой группе клетей до промежуточной толщины раската. Раскат транспортируют к чистовой непрерывной группе по промежуточному рольгангу. Затем раскат задают в чистовую группу клетей, где обжимают его в полосу заданной толщины. Прокатанная полоса по отводящему рольгангу транспортируется к группе моталок, где сматывается в рулон.
При движении по промежуточному рольгангу раскат остывает. Причем задний конец полосы остывает дольше, чем передний, что приводит к уменьшению температуры конца прокатки от переднего конца к заднему по длине полосы. Такое снижение температуры конца прокатки по длине полосы от переднего к заднему концу принято называть «температурным клином». Для устранения температурного клина используется прокатка с ускорением в чистовой непрерывной группе клетей при прокатке слябов большой массы. При этом сокращается время нахождения заднего конца раската на промежуточном рольганге и происходит разогрев металла из-за большей скорости деформации. Величина деформации по коэффициенту вытяжки находится в интервале от 7 до 10 при производстве тонких полос.
Температуру конца прокатки поддерживают одинаковой по длине полосы во время прокатки для получения стабильных механических и металлографических характеристик по длине проката. Вначале прокатку ведут на заправочной скорости, обеспечивающей получение требуемой величины температуры конца прокатки на переднем конце полосы. После выхода переднего конца полосы из чистовой группы, или после заправки полосы в моталку, скорость прокатки постепенно увеличивается с некоторым ускорением, обеспечивающим постоянную по длине полосы температуру конца прокатки.
В предлагаемом способе производства рельсов предлагается повысить точность высоты профиля по длине рельсы за счет обеспечения постоянной температуры конца прокатки в калибровочной клети.
Сущность изобретения в следующем. Во время прокатки в калибровочной клети переднего конца рельсы, задний конец остывает на рольганге между непрерывной реверсивной группой клетей и калибровочной клетью. В результате образуется «температурный клин» - температура переднего конца рельсы выше температуры заднего конца рельсы. Разность температур приводит к формированию разности по высоте профиля готовой рельсы в холодном состоянии. «Разогреть» полосу за счет увеличения скорости деформации при прокатке с ускорением в калибровочной клети невозможно из-за малой величины деформации. Поэтому предлагается заранее, в непререрывной группе клетей создать «обратный температурный клин». Обратный температурный клин - увеличение температуры по длине проката от переднего конца к заднему концу рельсы. Величина обратного температурного клина должна быть такой, чтобы при прокатке в калибровочной клети задний конец остывал до температуры равной температуре переднего конца рельсы. С этой целью прокатка в последнем проходе в непрерывной реверсивной группе проводится с ускорением, обеспечивающим «обратный температурный клин» по длине раската по температуре шейки. В остальных проходах прокатка может вестись без ускорения, так как при реверсировании изменение температуры по длине раската нивелируется.
Предлагаемый способ прокатки рельс с ускорением в непрерывной реверсивной группе клетей имеет следующие отличия от способа прокатки полос с ускорением в непрерывной группе клетей.
Первое отличие заявляемого способа прокатки рельсы в том, что прокатка с ускорением при производстве листа используется для обеспечения одинаковых механических свойств по длине полос, а в предлагаемом способе - для обеспечения одинаковой высоты по длине рельсы.
Второе отличие прокатки рельс от прокатки полос - невозможность получения одинаковой температуры по поперечному сечению изделия. Полоса в сечении представляет собой прямоугольник, температура по сечению которого примерно одинакова. Рельсы имеют сложное строение поперечного сечения. Рельс в поперечном сечении состоит из трех элементов: головки, шейки и подошвы. Каждый элемент имеет разные размеры и охлаждается с разной скоростью, что делает получение одинаковой температуры в поперечном сечении невозможным. Кроме того, получение одинаковой температуры конца прокатки по длине полос происходит не только за счет сокращения времени нахождения заднего конца раската на промежуточном рольганге, но и разогрева металла из-за большей скорости деформации, в то время как рельс является объемным изделием, поэтому разогрев от деформации и снижение температуры его элементов не могут быть одинаковыми. Поэтому термин «температура конца прокатки» для рельсы не применим без уточнения.
Третье отличие обусловлено разными принципами получения постоянной температуры конца прокатки, которые определяются принципиально другим составом оборудования и технологией производства. На НШСГП деформация завершается в чистовой группе, а на рельсовом стане деформация в чистовой непрерывной реверсивной группе не завершается. Прокатка завершается в отдельно стоящей калибровочной клети, где необходимо обеспечить постоянную по длине рельсы температуру конца прокатки. В отличие от НШСГП, где окончательная деформация проводится с коэффициентом вытяжки 7-10, в калибровочной клети деформация небольшая (коэффициент вытяжки 1,07-1,10) и существенного разогрева не происходит, что не позволит повысить температуру конца прокатки за счет ее ускорения в последней клети стана.
Четвертое отличие - прокатка рельсы в непрерывной реверсивной группе клетей проводится в реверсивном режиме, а в непрерывной группе НШСГП - в одном направлении.
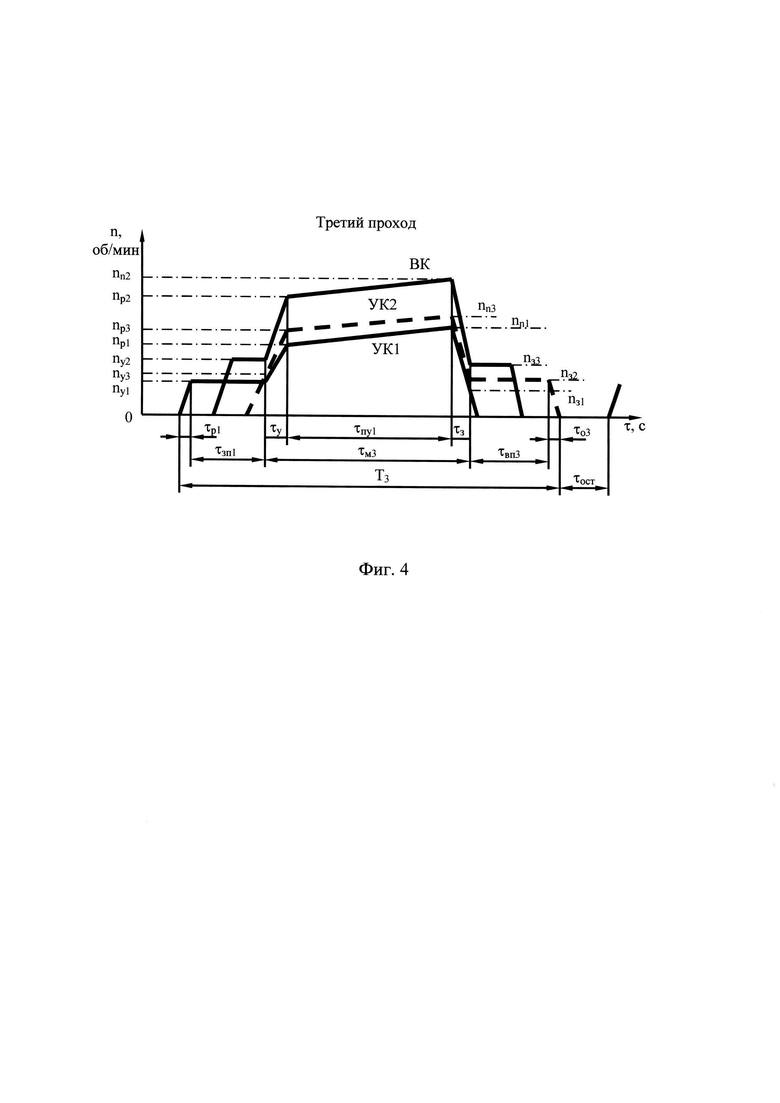
Технически прокатка с ускорением реализуется следующим образом. Как и в способе-прототипе, передний конец раската проходит межклетевые промежутки с постоянной, заправочной скоростью прокатки, соответствующей моменту времени окончания разгона валков и начала захвата металла валками при частоте вращения валков ny1, ny2, ny3 соответственно. Разгон валков с раскатом до рабочей скорости начинается одновременно во всех клетях группы после того, как передний конец раската на заправочной скорости пройдет все межклетевые промежутки и достигнет последней клети. Скорости по клетям различаются пропорционально коэффициентам вытяжки раската в клетях.
В отличие от прототипа, рабочая скорость np1, np2, np3 меньше максимально возможной nn1, nn2, nn3. От рабочей скорости до максимальной прокатка основной части раската проводится с ускорением, обеспечивающим по длине рельсы «обратный температурный клин» по температуре шейки. Обратный температурный клин - увеличение температуры по длине проката от переднего конца к заднему концу рельсы. Ускорение и рабочая скорость выбираются таким образом, чтобы к окончанию прокатки основной части раската скорость равнялась максимально возможной. Замедление валков с полосой до скорости выпуска раската nз1, nз2, nз3 должно начинаться одновременно во всех клетях группы после окончания прокатки с максимальной скоростью в первой клети (фиг. 4).
Величина максимальной скорости прокатки определяется технической возможностью стана и условием обеспечения требуемой температуры конца прокатки рельсы. Ожидаемая величина ускорения, на основе опыта прокатки толстых полос на НШСГП, составит 0,005-0,010 м/с.Величина обратного температурного клина должна обеспечивать одинаковую температуру шейки по длине рельса (температуру конца прокатки) в калибровочной клети для получения одинаковой высоты по длине рельсы.
Данный способ не исключает, при технической возможности, прокатку с ускорением в калибровочной клети. Прокатка в калибровочной клети с ускорением сократит время остывания заднего конца раската перед клетью и позволит уменьшить величину ускорения в последнем проходе в чистовой непрерывной реверсивной группе клетей.
Заявляемый способ применим при различных схемах калибровки валков клетей и стана в целом.
Второй вариант прокатки направлен на решение задачи получения одинаковых свойств по длине рельсы. Прокатка также проводится с ускорением, но в качестве целевой (температуры конца прокатки) контролируется температура головки рельсы. Постоянная температура головки рельса в начальный момент дифференцированного охлаждения позволит получать одинаковые свойства по длине рельсы.
Краткое описание фигур
На фиг. 1 приведена последовательность расположения прокатных клетей стана: I - реверсивная обжимная клеть; II - черновая реверсивная клеть; III - непрерывная реверсивная группа клетей; IV - калибровочная нереверсивная клеть; УК1 - первая универсальная клеть; ВК -вспомогательная клеть; УК2 - вторая универсальная клеть; УКЗК - третья универсальная клеть - калибровочная.
На фиг. 2 приведены параметры третьего прохода в непрерывной реверсивной клети при прокатке основной части раската без ускорения: nу1, ny2, ny3 - частота вращения валков в момент захвата раската; nn1, nn2, nn3 -частота вращения валков в период прокатки основной части раската; nз1, nз2, nз3 - частота вращения валков в момент выпуска раската; τp1 - время разгона валков клети УК1 до скорости захвата; τу - время разгона непрервной группы клетей до рабочей скорости; τп1 - время прокатки основной части раската на постоянной скорости; τз - время замедления непрервной группы клетей до скорости выпуска раската; τзп1 - время прокатки раската на заправочной скорости в клети УК1; τм3 - время прокатки раската в клети УК2 до момента выпуска раската из клети УК1; τвп3 - время выпуска раската из непрерывной группы; τо3 - время торможения клети УК2 до остановки; τост - время паузы на реверс клетей; Т3 - время третьего прохода.
На фиг. 3 представлены результаты расчета температур элементов рельсы по проходам, с нумерацией проходов от последнего.
На фиг. 4 приведены параметры третьего прохода в непрерывной реверсивной клети при прокатке основной части раската с ускорением: nу1, ny2, ny3 - частота вращения валков в момент захвата раската; nn1, nn2, nn3 -частота вращения валков в период прокатки основной части раската; nз1, nз2, nз3 - частота вращения валков в момент выпуска раската; τp1 - время разгона валков клети УК1 до скорости захвата; τу - время разгона непрервной группы клетей до рабочей скорости; τп1 - время прокатки основной части раската на постоянной скорости; τз - время замедления непрервной группы клетей до скорости выпуска раската; τзп1 - время прокатки раската на заправочной скорости в клети УК1; τм3 - время прокатки раската в клети УК2 до момента выпуска раската из клети УК1; τвп3 - время выпуска раската из непрерывной группы; τо3 - время торможения клети УК2 до остановки; τост - время паузы на реверс клетей; Т3 - время третьего прохода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2010 |
|
RU2429090C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
Изобретение относится прокатке рельса на стане с непрерывной реверсивной группой клетей. Осуществляют получение в реверсивных черновых клетях промежуточного рельсового раската и дальнейшую его прокатку в непрерывной реверсивной группе клетей и калибровочной клети. Прокатку основной части промежуточного рельсового раската в непрерывной реверсивной группе клетей проводят с ускорением в последнем проходе, обеспечивающим по длине рельса «обратный температурный клин» по температуре шейки рельса. Прокатку в калибровочной клети осуществляют с обеспечением в конце прокатки одинаковой температуры шейки по длине готового рельса для получения одинаковой высоты по длине рельса. В результате обеспечивается одинаковая высота по длине рельса. 1 з.п. ф-лы, 4 ил. 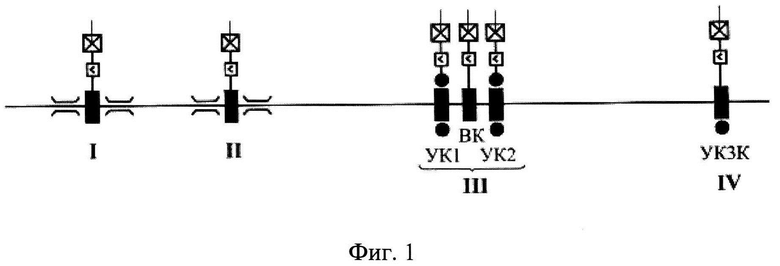
1. Способ прокатки рельса на стане с непрерывной реверсивной группой клетей, включающий получение в реверсивных черновых клетях промежуточного рельсового раската и дальнейшую его прокатку в непрерывной реверсивной группе клетей и калибровочной клети, отличающийся тем, что прокатку основной части промежуточного рельсового раската в непрерывной реверсивной группе клетей проводят с ускорением в последнем проходе, обеспечивающим по длине рельса «обратный температурный клин» по температуре шейки рельса, а прокатку в калибровочной клети осуществляют с обеспечением в конце прокатки одинаковой температуры шейки по длине готового рельса для получения одинаковой высоты по длине рельса.
2. Способ прокатки рельса по п. 1, отличающийся тем, что прокатку в калибровочной клети проводят с ускорением, обеспечивающим сокращение времени остывания заднего конца раската для уменьшения величины ускорения в последнем проходе в непрерывной реверсивной группе клетей.
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2010 |
|
RU2429090C1 |
| SU 1665599 A1, 27.04.1999 | |||
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА И КАТАНКИ НА НЕПРЕРЫВНОМ СТАНЕ | 2001 |
|
RU2201819C1 |
| JP 61289908 A, 19.12.1986. | |||

