Изобретение относится к процессу горячей прокатки полос в черной металлургии на непрерывных широкополосовых станах. В большей мере изложенное в описании изобретения техническое решение направлено на повышение эффективности эксплуатации действующих непрерывных широкополосовых станов горячей прокатки (НШПС г.п.), а не на строительство новых НШПС г.п.
Известно, что основную часть горячекатаной полосовой стали производят на непрерывных и полунепрерывных широкополосовых станах [НШПС г.п., ПНШПС г.п. (см., например, стр.374, Полухин П.И. и др. Прокатное производство. Металлургия, 1982 г. [1])].
При этом наиболее производительные НШПС г.п. содержат нагревательные печи, черновую группу клетей, промежуточный рольганг, чистовую группу клетей, отводящий рольганг и моталки (см., например, J.M.Keefe, I.Earshaw and P.A.Schofield "Review of hot strip mills developments" Jronmaking and Steelmaking, 1979, №4 [2]).
Особенностью НШПС г.п. является черновая группа клетей с последовательным расположением рабочих клетей (см. [1] и [2]).
В последующем появился ряд НШПС г.п. (путем реконструкции действующего или строительства нового стана), в которых последние по ходу прокатки две черновых клети объединены в непрерывную подгруппу (см. рис.2 и 3 источника [2]).
Два в мире НШПС г.п. были построены с непрерывной подгруппой из 3-х последних черновых клетей (СССР, станы 2000 г.п. ЧерМК и ММК). Настоящее техническое решение не распространяется на эти станы.
Все действующие НШПС г.п. рассчитаны на поштучную прокатку подкатов в чистовой группе клетей с ускорением, при этом при использовании непрерывнолитых слябов (более массивных в сравнении с катаными слябами) расстояние между осями последней черновой клети и летучими ножницами составляет от 114 м [для  кг/(мм ширины)] до 157 м [(для
кг/(мм ширины)] до 157 м [(для  кг/(мм ширины)], где
кг/(мм ширины)], где  - удельная масса прокатываемых слябов. Например, для НШПС г.п. 2000 ОАО «НЛМК» указанное расстояние составляет 119,45 м (см. рис.252 в источнике [1]). «Узким местом» всех НШПС г.п. является чистовая группа клетей, которая определяет реализуемую паузу прокатки на стане (τпауз) и его производительность. В последние годы ряд НШПС г.п. оборудован на промежуточном рольганге теплосохраняющей установкой с теплоаккумулирующими экранами (ТАЭ).
- удельная масса прокатываемых слябов. Например, для НШПС г.п. 2000 ОАО «НЛМК» указанное расстояние составляет 119,45 м (см. рис.252 в источнике [1]). «Узким местом» всех НШПС г.п. является чистовая группа клетей, которая определяет реализуемую паузу прокатки на стане (τпауз) и его производительность. В последние годы ряд НШПС г.п. оборудован на промежуточном рольганге теплосохраняющей установкой с теплоаккумулирующими экранами (ТАЭ).
Известен способ горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане, включающий прокатку горячего сляба в черновой группе клетей, каждого до подката, передачу подката по промежуточному рольгангу, оборудованному теплосохраняющей установкой (экранами), в чистовую группу клетей, прокатку подката в чистовой группе клетей с ускорением до полосы, принудительное охлаждение полосы на отводящем рольганге и сматывание готовой полосы в рулон на моталке (см., например, «Черные металлы» перевод с немецкого февраль 2002 г., стр.13…18).
Известный способ горячей прокатки по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Основной недостаток известного способа горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане состоит в существенных потерях календарного времени на паузы между штуками подкатов, поступающих в чистовую группу клетей: на большинстве НШПС г.п. продолжительность паузы в среднем (в течение года) составляет 20…30 с и более.
Предлагаемый способ горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане свободен от указанного недостатка известного способа и его применение обеспечивает существенную экономию календарного времени работы стана в течение года. Последнее позволяет иметь заметный эффект за счет производства полос в течение этого сэкономленного времени. Кроме того, применение способа позволяет иметь экономию топлива при нагреве, обеспечивает улучшение качества прокатываемых полос.
Отмеченный технический эффект обеспечен благодаря тому, что в способе горячей прокатки непрерывнолитых слябов на непрерывном, широкополосовом стане, включающем прокатку горячих слябов до подката в черновой группе клетей, передачу подката по промежуточному рольгангу, оборудованному теплосохраняющей установкой, в чистовую группу клетей, прокатку подката до полосы в чистовой группе клетей, принудительное охлаждение полосы на отводящем рольганге и сматывание полосы в рулон на моталке, согласно изобретению в черновой группе клетей прокатку производят группами из нескольких слябов, прокатку в чистовой группе клетей осуществляют с временным интервалом между группами подкатов и с постоянной скоростью, к моменту входа в моталку в группе полос между ними временной интервал, по меньшей мере, равен продолжительности времени закрытия доступа очередной полосы из группы полос в моталку, при этом в теплосохраняющей установке путем экранирования обеспечивают равномерное распределение температуры по длине подката в момент его входа в первую клеть чистовой группы. Кроме того, до начала прокатки в черновой группе клетей группу слябов формируют с временным интервалом между слябами. Также в черновой группе клетей осуществляют прокатку группы слябов, расположенных вплотную друг к другу, при этом до прокатки в первой клети чистовой группы в группе подкатов обеспечивают временной интервал между ними. При этом к моменту входа в моталку в группе полос временной интервал между ними увеличивают путем ускорения заднего конца полосы в группе после его выхода из последней клети чистовой группы. Причем группа слябов состоит из двух слябов, из которых получают подкаты максимальной длины. К тому же полосы толщиной 4 мм и выше прокатывают в чистовой группе клетей со скоростью, равной максимальной заправочной скорости на моталке для каждой соответствующей толщины полосы.
Известен непрерывный широкополосовой стан горячей прокатки, содержащий черновую и чистовую группы клетей, соединенные промежуточным рольгангом, снабженным теплосохраняющей установкой (экранами), отводящий рольганг с системой принудительного охлаждения полосы и группу моталок (см., например, «Черные металлы», перевод с немецкого, февраль 2002 г., с.13…18).
Известный непрерывный широкополосовой стан горячей прокатки по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Основной недостаток известного стана состоит в недостаточной протяженности промежуточного рольганга, исключающей размещение на нем группы из нескольких подкатов. В результате прокатку слябов осуществляют поштучно с паузой между штуками перед чистовой группой клетей, в среднем (по году) равной 20…30 с. При массовом производстве проката в течение года образуются существенные потери календарного времени работы стана по выпуску готовых полос.
В предлагаемом непрерывном широкополосовом стане горячей прокатки устранен отмеченный недостаток известного НШПС г.п., что позволяет существенно увеличить часть календарного времени в году, в течение которого стан производит готовые полосы. В предлагаемом непрерывном широкополосовом стане горячей прокатки осуществляют совокупность приемов способа прокатки согласно изобретению.
Непрерывный широкополосовой стан горячей прокатки непрерывнолитых слябов, содержащий черновую и чистовую группы клетей, соединенные промежуточным рольгангом, оборудованным теплосохраняющей установкой - экранами, отводящий рольганг с системой принудительного охлаждения полосы и группу моталок, отличающийся тем, что протяженность промежуточного рольганга на стане превышает суммарную длину двух подкатов максимальной длины, теплосохраняющая установка выполнена с возможностью предварительного нагрева рабочей поверхности экранов до температуры поступающих в нее подкатов, при этом все клети черновой группы стана снабжены двигателями привода вращения рабочих валков с регулируемой угловой скоростью.
Способ горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане и непрерывный стан для его осуществления пояснены схематичными чертежами на 1-10.
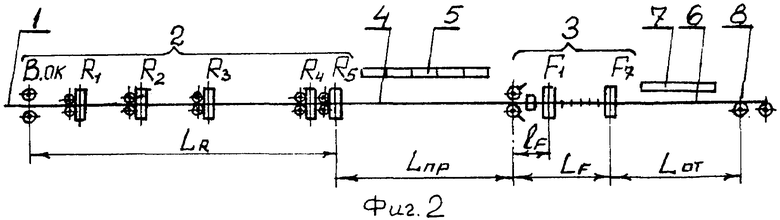
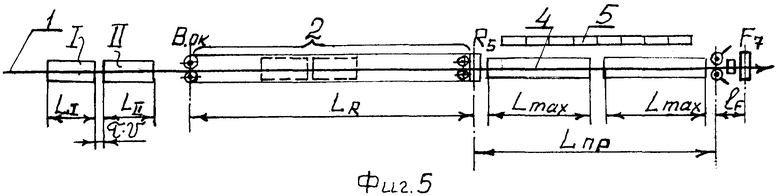
На фиг.1 приведена конфигурация расположения оборудования известного непрерывного широкополосового стана горячей прокатки (НШПС г.п.) с последовательным расположением черновых клетей, в технологической линии прокатки которого реализуют поштучную прокатку слябов; на фиг.2 - известного НШПС г.п., в черновой группе которого две последние клети образуют непрерывную подгруппу клетей, но в технологической линии прокатки которого также реализуют; поштучную прокатку слябов; на фиг.3 и 4 приведено расположение основного оборудования в технологической линии прокатки НШПС г.п., в которых протяженность промежуточного рольганга (взятая как расстояние между летучими ножницами и осью последней черновой клети) обеспечивает возможность размещения на нем нескольких подкатов (не менее двух максимальной длины). Различие в технологических линиях НШПС г.п. на фиг.3 и 4 состоит в месте установки клети R5 относительно клети R4 при демонтаже клети R5 действующего стана, и это различие определено максимальной длиной подкатов и необходимостью их размещения на промежуточном рольганге. На фиг.5 показана последовательность перемещения группы из двух слябов (соответственно раскатов и подкатов) в технологической линии станов на фиг.3 и 4, когда временной интервал в группе слябов образуют до входа в черновую группу клетей; на фиг.6 показана схема перемещения группы слябов по аналогии с фиг.5, но когда прокатку группы слябов в черновой группе клетей осуществляют с расположением слябов (раскатов) вплотную друг к другу вплоть до промежуточного рольганга, а временной интервал в группе подкатов создают до их входа в первую клеть чистовой группы. При этом на фиг.5 и 6 протяженность слябов, раскатов и подкатов из них показана условно. На фиг.7 приведено графическое отражение процесса прокатки на непрерывном широкополосовом стане горячей прокатки, когда временной интервал τ в группе из двух слябов максимальной длины образуют до входа в черновую группу клетей (см. фиг.5) стана на фиг.3; на фиг.8 - графическое отражение процесса прокатки, когда прокатку группы из двух слябов максимальной длины в черновой группе клетей стана на фиг.3 осуществляют с расположением слябов (раскатов) вплотную друг к другу (см. фиг.6). На фиг.9 приведено графическое изображение процесса прокатки, когда временной интервал τ в группе из трех слябов образуют на входе в черновую группу клетей стана на фиг.3; на фиг.10 приведено графическое изображение процесса прокатки, когда прокатку группы из трех слябов в черновой группе клетей стана на фиг.3 осуществляют с расположением слябов вплотную друг к другу.
Технологическая линия прокатки 1 непрерывного широкополосового стана горячей прокатки содержит черновую группу клетей 2 (черновой окалиноломатель В.ок., клети R1…R5), чистовую группу клетей 3 (летучие ножницы Л.Н., окалиноломатель, клети F1…F7), соединенные промежуточным рольгангом 4, оборудованным теплосохраняющей установкой 5, отводящим рольгангом 6, снабженным системой принудительного охлаждения 7 полосы с температуры конца прокатки tкп до температуры смотки tсм, и группой моталок 8.
Протяженность черновой группы клетей LR, чистовой группы клетей LF, промежуточного рольганга Lпр, отводящего рольганга Lот. При этом в черновой группе клетей 2 на фиг.1 клети R1…R5 расположены последовательно, в черновой группе клетей 2 на фиг.2 две последние клети R4 и R5 объединены в непрерывную подгруппу. Однако протяженность промежуточного рольганга Lпр 4 на фиг.1 и 2 позволяет размещать на нем только один подкат максимальной длины, прокатываемой на стане. На станах на фиг.1 и 2 осуществляют поштучную прокатку непрерывнолитых слябов с разгоном (ускорением) в чистовых клетях для стабилизации tкп по длине полосы.
Путем демонтажа клети R5 на фиг.1 и ее установки к клети R4 с образованием непрерывной подгруппы из двух клетей R4 и R5 увеличивают протяженность промежуточного рольганга (взятую по расстоянию между осями клети R5 и летучими ножницами Л.Н.) так, что протяженность промежуточного рольганга Lпр превышает суммарную длину двух подкатов максимальной длины Lmax. В результате имеют НШПС г.п., показанный на фиг.3. В ряде (редких) случаев для размещения двух подкатов максимальной длины протяженность промежуточного рольганга увеличивают путем монтажа клети R5 перед клетью R4 и имеют конфигурацию НШПС г.п., показанную на фиг.4. Черновые клети R1…R5 на НШПС г.п. снабжены двигателями привода вращения рабочих валков с регулируемой угловой скоростью.
Промежуточные рольганги 4 НШПС г.п. оборудованы теплосохраняющей установкой 5, при этом на промежуточном рольганге 4 НШПС г.п. на фиг.3 и 4 теплосохраняющая установка 5 выполнена с возможностью предварительного нагрева рабочей поверхности экранов до температуры поступающих в нее подкатов (см., например, патент РФ №2.268791). В результате подкаты покидают теплосохраняющую установку 5 на фиг.3 и 4 с равномерным распределением температуры по их длине (отсутствует температурный клин), и с этим распределением температуры подкаты поступают в чистовую группу клетей 3. Исходя из отмеченного прокатку в чистовой группе клетей 3 НШПС г.п. на фиг.3 и 4 осуществляют при постоянной скорости. [Естественно, НШПС г.п. на фиг.3 и 4 допускают возможность поштучной прокатки при постоянной или переменной (с ускорением) скоростями чистовой группы клетей.]
Способ горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане реализуют следующим образом.
Непрерывнолитые слябы в горячем состоянии (нагретые в печах или поступившие с МНЛЗ при прямой прокатке) группами из нескольких штук (далее на фиг.5 и 6 рассмотрена прокатка группы слябов из двух штук I и II каждого на подкаты максимальной длины. Группа слябов, подаваемых на прокатку, может также состоять из большего числа слябов. Важным при этом является размещение полученных из этих слябов подкатов на промежуточном рольганге.
Предусмотрено два варианта реализации способа. По первому варианту (фиг.5) до начала прокатки в черновой группе клетей группу из двух слябов I и II формируют с временным интервалом τ между слябами. С этим интервалом τ слябы проходят черновую группу клетей 2 и поступают на промежуточный рольганг 4. Первые два подката из слябов I и II транспортируют по промежуточному рольгангу 4 в сторону чистовой группы клетей 3 со скоростью прокатки в черновой клети R5. Следующие группы слябов (III и IV и т.д.; на фиг.5 условно не показаны) с временным интервалом τ в группе и с временным интервалом τпауз между группами раскатов слябов I-II и III-IV подают в черновую группу клетей 2, при этом учитывают скорость поступления подкатов из слябов I и II в первую чистовую клеть F1.
По второму варианту (фиг.6) группы из двух слябов (I и II) формируют вплотную друг к другу и в этом положении осуществляют прокатку в черновых клетях R1-R5 до подката и в виде двух подкатов в пределе длиной 2·Lmax (на фиг.6); подкаты поступают на промежуточный рольганг 4. Таким образом, в черновой группе клетей осуществляют прокатку группы слябов, расположенных вплотную друг к другу. Первые два подката из слябов I и II транспортируют по промежуточному рольгангу 4 в сторону летучих ножниц (Л.Н.) со скоростью прокатки в черновой клети R5, следующие группы слябов (III и IV и т.д.; на фиг.6 условно не показаны) с временным интервалом τпауз между группами, учитывающим скорость прокатки в первой чистовой клети F1 подкатов из слябов I и II, подают в черновую группу клетей для прокатки.
Временной интервал τ между подкатами в каждой группе слябов (раскатов) создают до входа каждого подката в первую чистовую клеть F1, в том числе на промежуточном рольганге или на участке между летучими ножницами (Л.Н.) и первой чистовой клетью F1 путем притормаживания второго (четвертого, шестого и т.д.) подката.
В процессе реализации второго варианта способа прокатки стык слябов (раскатов), стык С на фиг.6, последовательно проходит очаги деформации клетей R1…R5. Отмеченное явление существенно изменяет условия формирования (в плане) переднего и заднего концов раскатов (подкатов) в месте стыка С (фиг.6): уменьшает различия в вытяжках по ширине концевых частей слябов, тем самым снижают потери металла в обрезь на летучих ножницах.
Для реализации предложенного способа прокатки клети черновой группы R1…R5 снабжены двигателями вращения рабочих валков с регулируемой угловой скоростью (скоростью прокатки) так, чтобы соблюдалось известное условие постоянства секундного объема при прохождении очага деформации каждой клети R1…R5, особенно при прокатке стыка С обоих раскатов из группы. Нарушение этого условия может привести к образованию зазора между раскатами вместо их стыка С по торцам. При этом, так как в черновой группе клетей прокатку обычно осуществляют с большими углами захвата (часто близкими к допустимым значениям угла α≤18…20°), нет оснований опасаться затягивания второго II сляба в очаг деформации в случае расположения внахлест заднего конца уходящего сляба (I) и переднего конца следующего за ним сляба (II).
При реализации обоих вариантов способа прокатки в процессе нахождения подкатов на промежуточном рольганге путем их экранирования в теплосохраняющей установке 5 (установка выполнена с использованием патентов РФ №2268791 и №2275975, оба В21В 1/26) исключают ускоренное охлаждение подкатов и обеспечивают равномерное распределение температуры по длине каждого подката на входе в первую клеть F1 чистовой группы и подкаты из групп (I и II, III и IV и т.д.) поступают в клеть F1 с временным интервалом между ними, равным τ, и с временным интервалом между группами, т.е. между подкатами II и III, IV и V и т.д., равным τ пауз. Прокатку в чистовых клетях 3 осуществляют на постоянной скорости. После выхода полосы из чистовой группы клетей 3 с температурой tкп ее транспортируют по отводящему рольгангу 6, при этом под установкой охлаждения 7 полосы принудительно охлаждают до температуры смотки tсм и далее сматывают в рулон на одной из моталок 8.
Указанный в обоих вариантах реализации способа прокатки временной интервал τ в группе подкатов в момент входа в первую клеть F1 чистовой группы обеспечивают по меньшей мере равным продолжительности времени закрытия доступа очередной полосы из группы готовых полос в моталку 8, который составляет 2…3 с. Тем самым исключают вероятность поступления очередной полосы на моталку, на барабане которой сформирован рулон из предыдущей полосы (из этой группы полос).
На НШПС г.п. обусловленное значение τ в группе полос к моменту входа в моталку увеличивают путем ускорения заднего конца полосы в группе после его выхода из последней клети чистовой группы 3. Таким образом временной интервал τ между полосами в группе к моменту их входа в моталку увеличивают путем ускорения заднего конца идущей первой полосы в группе после его выхода из последней чистовой клети.
[На НШПС г.п. с повышенной протяженностью отводящего рольганга (Lот на фиг.3 и 4) отмеченный прием используют также не только для увеличения величин τ, но и для создания значения τ. В этом случае в чистовых клетях прокатку раскатов в группе осуществляют вплотную друг к другу, при этом в момент прохождения стыка раскатов между клетями работу петледержателей между этими клетями отключают.]
Возможное снижение производительности стана из-за прокатки в чистовой группе клетей на постоянной скорости (особенно для полос толщиной 3 мм и ниже) компенсируют ростом производительности стана в течение года за счет экономии календарного времени прокатки благодаря реализации предложенного способа прокатки.
Полосы толщиной 4 мм и выше прокатывают в чистовой группе клетей с постоянной скоростью V, равной Vmах максимальной заправочной скорости на моталках 8 для каждой соответствующей толщины полосы.
Для полос толщиной 2,0…3,99 мм прокатку в чистовой группе осуществляют с постоянной скоростью, по меньшей мере равной средней скорости прокатки, реализуемой на стане при поштучной прокатке подкатов с разгоном чистовых клетей.
В рассмотренных случаях прокатки полос толщиной 4 мм и выше и толщиной 2,0…3,99 мм система охлаждения 7 не является ограничивающим фактором принятой скорости прокатки, так как при поштучной прокатке с разгоном чистовых клетей конечная скорость прокатки превышает реализуемые скорости в предложенном способе прокатки.
Таким образом, предложены способ горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане и стан для его осуществления, применение которых позволяет:
- во-первых, на 3…8% повысить календарное время в году, в течение которого стан осуществляет выпуск полосового металла, т.е. существенно увеличить годовое производство;
- во-вторых, на 20…30°С снизить температуру нагрева слябов в печах, что позволит уменьшить расход топлива на нагрев на 3,8…5,7%;
- в-третьих, при прокатке в черновых клетях с расположением группы слябов (раскатов) вплотную уменьшить потери металла в обрезь на летучих ножницах, а также исключить число ударов в главной линии каждой черновой клети при захвате и на этой основе увеличить работоспособность оборудования главных линий черновых клетей;
- в-четвертых, путем прокатки в чистовых клетях на повышенной постоянной скорости снизить расход электрической энергии на привод клетей в процессе прокатки;
- в-пятых, улучшить показатели качества готовых полос благодаря реализации во всех чистовых клетях постоянных температурно-скоростных и деформационных условий прокатки.
Учитывая уникальность непрерывных широкополосовых станов горячей прокатки ниже рассмотрены примеры реализации предложенного способа прокатки непрерывнолитых слябов применительно к непрерывному широкополосовому стану 2000 горячей прокатки ОАО «НЛМК» после его реконструкции, предусматривающей переход от схемы на фиг.1 к схеме на фиг.3.
Пример 1. Непрерывный широкополосовой стан горячей прокатки 2000 ОАО «НЛМК» оборудован черновым окалиноломателем (фиг.1) В.ок. и пятью черновыми клетями R1…R5 с расстояниями между клетями (согласно рис.252 источника [1]) L1=18200 мм, L2=19850 мм, L3=29300 мм, L4=41300 мм и L5=65300 мм. Чистовая группа стана содержит летучие ножницы Л.Н., чистовой окалиноломатель (на фиг.1 показан, но не обозначен) и чистовую группу клетей F1…F7. Отводящий рольганг имеет протяженность Lот=206700 мм и две группы моталок.
Черновая и чистовая группы клетей соединены промежуточным рольгангом (ниже рассмотрен по осям клети R5 и летучих ножниц Л.Н.) протяженностью Lпр=119450 мм, оснащенным теплосохраняющей установкой.
На стане прокатывают полосы толщиной 1,2…16 мм и шириной В=900…1850 мм из непрерывнолитых слябов толщиной Нсл=240…250 мм и максимальной длиной Lсл=10400 мм, максимальная масса G=36 т.
Для реализации предложенного способа прокатки описанную технологическую линию прокатки НШПС 2000 г.п. OAO «НЛМК» реконструируют:
1. В черновой группе клеть R5 устанавливают к клети R4 (фиг.3), при этом расстояние L4-5 на фиг.3 равно порядка 10000 мм.
2. Действием по п.1 длину промежуточного рольганга увеличивают до 174830 мм. При этом промежуточный рольганг оснащают теплосохраняющей установкой согласно патентам РФ №2268791 и 2275975, чем обеспечивают равномерное распределение температуры по длине подкатов на входе в первую клеть F1 чистовой группы. К тому же создают возможность размещения на промежуточном рольганге двух подкатов максимальной длины (порядка 80 м).
3. Получают технологическую линию непрерывного широкополосового стана горячей прокатки, представленную на фиг.3, при Lпр=174830 мм.
4. На черновых клетях стана (R1-R5) устанавливают двигатели привода вращения валков с регулируемой угловой скоростью.
На фиг.7 приведено графическое изображение процесса прокатки на стане 2000 г.п. ОАО «НЛМК» (после описанной его реконструкции, на фиг.7 черновой вертикальный окалиноломатель условно не показан, т.к. его наличие по существу не влияет на реализацию предложенного способа прокатки), когда прокатывают непрерывнолитые слябы толщиной 250 мм и длиной 10400 мм (максимальной для этого стана) группами из двух слябов I и II, III и IV и т.д. с подачей их в черновую группу клетей с временной паузой, например, τ=5 с, которую поддерживают до входа в первую клеть F1 чистовой группы клетей.
Скорость прокатки обеспечивают на уровне  =0,55 м/с;
=0,55 м/с;  =0,75 м/с;
=0,75 м/с;  =1,16 м/с;
=1,16 м/с;  =2,09 м/с и
=2,09 м/с и  =3,27 м/с. На фиг.7 ПКi - обозначена кривая движения переднего конца раскатов в процессе прокатки, ЗКi - заднего конца раскатов.
=3,27 м/с. На фиг.7 ПКi - обозначена кривая движения переднего конца раскатов в процессе прокатки, ЗКi - заднего конца раскатов.
После черновой группы получают два подката толщиной 32 мм и каждый длиной 81250 мм, которые размещаются на удлиненном промежуточном рольганге.
В чистовой группе клетей из указанных подкатов прокатывают полосы толщиной 3 мм на постоянной скорости, на отводящем рольганге полосы охлаждают до температуры смотки и сматывают на моталках. Временной интервал между полосами в группе, равный τ, в случае необходимости увеличивают путем разгона заднего конца полосы I (III и т.д.) после выхода из последней клети чистовой группы.
Обеспечивают временной разрыв τпауз между группами слябов в процессе прокатки таким, что в среднем (по году) он составляет 20…30 с.
Пример 2. При соблюдении параметров, описанных в примере 1, осуществляют прокатку, подавая непрерывнолитые слябы группами по два сляба максимальной длины в черновую группу клетей вплотную друг к другу (фиг.6). Временной интервал между подкатами τ в группе создают до начала прокатки в чистовой группе клетей: на участке промежуточного рольганга и вплоть до поступления в летучие ножницы (Л.Н.) или даже в первую клеть F1 (фиг.8) чистовой группы. Материалы на фиг.8 графически отражают рассматриваемый пример применения предложенного способа.
Так же как в примере 1, в случае необходимости временной интервал τ в группе увеличивают путем разгона заднего конца полосы I (III и т.д.) после выхода из последней чистовой клети.
Пример 3. На НШПС ОАО «НЛМК», реконструированном согласно описанию примера 1 (фиг.3), осуществляют прокатку, подавая непрерывнолитые слябы группами из 3-х слябов с временным интервалом τ между слябами в группе на входе в черновую группу клетей (в клеть R1). После прохождения черновой группы клетей получают подкат толщиной 50 мм и длиной 52000 мм. При этом в черновой группе клетей реализуют скорости прокатки =0,65 м/с; =1,02 м/с; =1,56 м/с; =2,32 м/с и =3,44 м/с (фиг.9).
С временным интервалом τ группу подкатов подают в летучие ножницы (Л.Н.) и в первую чистовую клеть F1 и осуществляют прокатку полос толщиной 10 мм на постоянной скорости (значение скорости зависит также от уровня температуры конца прокатки), охлаждают на отводящем рольганге до температуры смотки и сматывают на моталку.
В случае необходимости временной интервал τ в группе увеличивают путем разгона заднего конца полосы I и II после выхода их заднего конца из последней чистовой клети. При этом для полос этой толщины и более этим приемом увеличения τ пользуются как исключением.
Пример 4. При соблюдении условий, описанных в примере 3, осуществляют прокатку непрерывнолитых слябов. В черновую группу из 3-х слябов слябы подают вплотную друг к другу (фиг.10). Временной интервал между подкатами τ в группе создают до начала прокатки в клети F1: на участке промежуточного рольганга и вплоть до поступления в летучие ножницы (Л.Н.) или даже в первую чистовую клеть F1.
Графическое отражение движения передних (ПКi) и задних (ЗКi) концов раскатов в рассматриваемом примере реализации предложенного способа прокатки представлено на фиг.10.
В случае необходимости временной интервал τ в группе увеличивают путем разгона заднего конца полос I и II после их выхода из последней чистовой клети.








Изобретение предназначено для повышения экономичности производства горячекатаных полос на непрерывных широкополосовых станах. Способ включает горячую прокатку полос на непрерывном широкополосовом стане горячей прокатки, снабженном промежуточным рольгангом, протяженность которого позволяет размещать на нем несколько подкаток, причем не менее двух подкатов максимальной длины. На промежуточном рольганге подкаты экранируют с использованием теплосохраняющей установки. Увеличение объема производства, снижение расхода топлива на нагрев, расхода электроэнергии, повышение качества полос за счет стабилизации режимов прокатки обеспечивается за счет того, что слябы подают группами из, по меньшей мере, двух штук, при этом в чистовую группу клетей слябы из подаваемой группы поступают с временным интервалом между ними, равным, по меньшей мере, продолжительности времени закрытия доступа очередной из группы полосы в моталку. Интервал создают до входа подката в первую чистовую клеть и при необходимости увеличивают за счет ускорения полосы после выхода ее заднего конца из последней чистовой клети. Отмеченный временной интервал создают также при подаче группы слябов в черновую группу клетей. Предусмотрена также подача группы слябов в черновую группу клетей стана вплотную друг к другу 2 н. и 5 з.п. ф-лы, 10 ил.
1. Способ горячей прокатки непрерывнолитых слябов на непрерывном широкополосовом стане, включающий прокатку горячих слябов до подката в черновой группе клетей, передачу подката по промежуточному рольгангу, оборудованному теплосохраняющей установкой, в чистовую группу клетей, прокатку подката до полосы в чистовой группе клетей, принудительное охлаждение полосы на отводящем рольганге и сматывание полосы в рулон на моталке, отличающийся тем, что в черновой группе клетей прокатку производят группами из нескольких слябов, прокатку в чистовой группе клетей осуществляют с временным интервалом между группами подкатов и с постоянной скоростью, к моменту входа в моталку в группе полос между ними временной интервал, по меньшей мере, равен продолжительности времени закрытия доступа очередной полосы из группы полос в моталку, при этом в теплосохраняющей установке путем экранирования обеспечивают равномерное распределение температуры по длине подката в момент его входа в первую клеть чистовой группы.
2. Способ прокатки по п.1, отличающийся тем, что до начала прокатки в черновой группе клетей группу слябов формируют с временным интервалом между слябами.
3. Способ прокатки по п.1, отличающийся тем, что в черновой группе клетей осуществляют прокатку группы слябов, расположенных вплотную друг к другу, при этом до прокатки в первой клети чистовой группы в группе подкатов обеспечивают временной интервал между ними.
4. Способ прокатки по п.1, отличающийся тем, что к моменту входа в моталку в группе полос временной интервал между ними увеличивают путем ускорения заднего конца полосы в группе после его выхода из последней клети чистовой группы.
5. Способ прокатки по п.1, отличающийся тем, что группа слябов состоит из двух слябов, из которых получают подкаты максимальной длины.
6. Способ прокатки по п.1, отличающийся тем, что полосы толщиной 4 мм и выше прокатывают в чистовой группе клетей со скоростью, равной максимальной заправочной скорости на моталке для каждой соответствующей толщины полосы.
7. Непрерывный широкополосовой стан горячей прокатки непрерывнолитых слябов, содержащий черновую и чистовую группы клетей, соединенные промежуточным рольгангом, оборудованным теплосохраняющей установкой - экранами, отводящий рольганг с системой принудительного охлаждения полосы и группу моталок, отличающийся тем, что протяженность промежуточного рольганга на стане превышает суммарную длину двух подкатов максимальной длины, теплосохраняющая установка выполнена с возможностью предварительного нагрева рабочей поверхности экранов до температуры поступающих в нее подкатов, при этом все клети черновой группы стана снабжены двигателями привода вращения рабочих валков с регулируемой скоростью.
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| ИНЕРЦИОННЫЙ СТАРТЕР ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2163689C2 |
| УСТРОЙСТВО для БРИКЕТИРОВАНИЯ СУШЕНЫХ ЯГОДи ФРУКТОВ | 0 |
|
SU266564A1 |

