И iOOpCH IHK О Г К i. . I- 1 чл Н(,М
nino,KTtu и мо/ьсг I biii) 1ЧмН1 DBai o прокатке ПОКА н чш. гсл.ы кктя широко полосных сгачоь горячей прикагки (ШСГП)
Целью изобретения является повышение качества полос путем снижения продогьнон рачнотолщинности
Согласно способу горячей прокатки на широкополосном стане деформацию раската в клетях непрерывной чистовой ос шествляют с переменнои скоростью, причем величину ускорения при прокат м- сынан ги- вакл в зависимости от толщины раската и толщины полосы ia поо к шей чтенью и i)ii ре дел я ют по зависимостям
а 0.77 0,19 А/7i
m 1,2 5-4-1,075 10 Нц 8,5-10 //,,, (2) где а величина ускорения при прокатке в последней клети чисювои п ы, м /«.,
//,, толщина раската на входе в чистовую группу стана, мм,
/и конечная тотшина полосы за последней клетью чистовой группы стана, мм
Ускорение поддерживают постоянным до окончания дефорации, скорость прокатки также увеличивается до конца обжатия полосы в чистовой группе
Сущность изобретения заключается в уменьшении величины температурного клина и выравнивании по длине полосы темпера- турно-деформационных параметров процесса прокатки Ишенение толщины раската и топцины готовых полос сказывается на продолжительности нахождения основной части раската перед клетями чистовой группы ШСГП, на величине обжатий и скорости деформации и т д Это, в свою очередь, определяет величину температурного клина
05 00
СО
lla основании статистической обработки ре ;v.штатов вычислительного эксперимента для словий тейетв ющих ШСГП установлена степенная зависимость (1) для определения рациональной величины чскорения и зависимость (2) 1ля величины показателя степе ни Совместное использование выражении (1) и (2) позволяет для всего диапазо на го ицин раскатов и готовых полос ста повить ветчины ускорений, обеспечивающие выр.шнивание температур по длине и повышение точности геометрических размеров ютовых полос связанное с меньшением ммебаний np r их деформации рабочих вал ков за время прокатки полосы
В прете iax реальных интервалов и те иония Т01ЩНН Н, и h. зависимости (Пи (2) оби лавливают ве шчение ветчины хекоре ния с ростом ю нцины раската Н„ и мень шение скорения с ростом толщины гото вой по юсы Нц
Призер На ШСГП 1700 ос ШСЧТВ1Я1И прокатк полос в чистовой
0
0
не клетей в соответствии со скоростным режимом, определяемым зависимостями (1) и (2) В частности, при толщине раската мм и толщине полосы мм показатель степени т 1,23+1,075-Ю 2 4- -8,5- ,9755, а соответствующее значение ускорения ,77-0,019-35-0,9755 0,1б м/с2
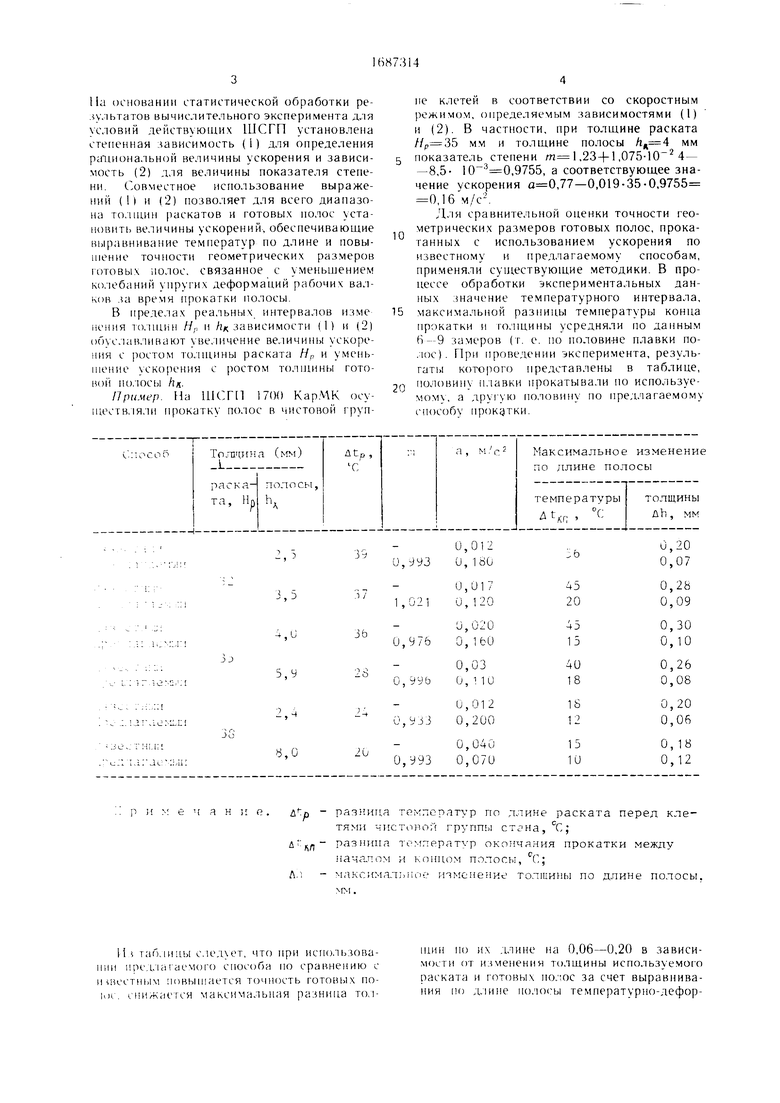
Для сравнительной оценки точности геометрических размеров готовых полос, прокатанных с использованием ускорения по известном) и предчагаемому способам, применяли существующие методики В про цессе обработки экспериментальных данных значение температурного интервала, максимальной разницы температ ры конца прокатки и толщины чсредняли по данным h 9 замеров (г е по половине плавки по- юс) При проведении эксперимента, резуль таты которою представлены в таблице, половит и 1авки прокагывати по используе мом, а почовинч по предлагаемому iиособч прокатки
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полос на широкополосном стане | 1988 |
|
SU1664430A1 |
| Способ горячей прокатки полос на широкополосном стане | 1990 |
|
SU1752456A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1616728A1 |
| Способ горячей прокатки полос на широкополосном стане | 1989 |
|
SU1659141A1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| Способ горячей прокатки полос | 1990 |
|
SU1801630A1 |
| Способ горячей прокатки полос на широкополосовом стане | 1981 |
|
SU990351A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке полос в чистовых клетях широко- полосных станов горячей прокатки Цель ичобретения - повышение качества полос nvrt-M снижения продольной разнотолшин- ности Прокатку в чистовой группе с ускорением, величину которого определяют, исходя и тотщины раската перед чисто- вон л.:егсм и толщины готовой по лоси v-з последней клетью, по зависимостям пол иеиным на основе обработки эк- (.П1-ри им17, льных яанкых Использование -моирек ния позволяет уменьшить разницу гем1ич а р конца прокатки между передним и задним концами полосы и снизить npi. lo.ibHVHj pj i м TILUHHHOCI ь 1 табл Ј /
Р и е ч ч н и Р. - разница геупсплтл-р по пине раската перед клетями -истопол группы cTjna,cC; разпипа окпнчяния прокатки между
нача. и юнцом , СГ;
Л - MaKcuMaij.iH)-- итмсненис по длине полосы, мм.
Нз тао in (Ы ie иет что при испотьзова нии щн Mai aevioi о способа по сравнению известным повышается точность готовых по loi максимальная разница то i
тин по их иине на 0,06-0,20 в зависи- мос i и ог изменения толщины использ емого раската и юсовых по-ос за счет выравнивания по полосы температ рно-дефор
мационных параметров прокатки ч го подтверждается уменьшением максимальной разницы температуры конца прокатки по длине полос на 5-34°С.
Использование предлагаемого способа позволяет повысить точность готовых полос и снизить отбраковку по величине продольной разнотолшинности.
Формула изобретения
Способ горячей прокатки на широкополосном стане, включающий прокатку раската с ускорением в клетях непрерывной чистовой группы, отличающийся тем, что.
с целью повышения качества полос н 1ем снижения продольной разнотолшинности. неличину ускорения устанавливают в зависимости от толщины раската на входе в чистовую группу и толщины полосы в соотне г ствии с выражением
,77-0.19/С
где m
показатель степени (;«,23 +
+ 1,075-1 (Г2 ,,,); а - величина ускорения при прокатке
в последней клети чистовой iруппы. м/с2; HP - толщина раската на входе в чштовую группу, мм; /U - толщина готовой полосы, ;м
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
