ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка основана на прошлой японской патентной заявке №JP2008-204647, поданной 7 августа 2008 г., все содержимое которой включено в эту заявку в качестве ссылки, и приняты на ее приоритет.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к устройству для резки и способу получения поглощающего изделия, в котором полотно транспортируют между обжимным роликом и упорным роликом, и для резки полотна.
2. Описание предшествующего уровня техники
До настоящего времени способ получения поглощающего изделия, например подгузника одноразового использования, предусматривает следующие этапы: (1) размещение каждого из элементов (например, сборок, водонепроницаемого листа, поглощающего слоя и верхнего листа) на полотне; (2) вырезание области отверстий для ног (например, ножного отверстия), соответствующей зоне отверстий для ног; 3) складывание полотна пополам; и (4) резку полотна для образования конечного поглощающего изделия посредством использования устройства для резки (то есть резка и профилирование изделия) (см., например, публикацию японской заявки №2003-38566 (стр.2-4 и фиг.1)).
Транспортируемое полотно направляют на этап резки (вышеуказанный этап 4); продукт режут и профилируют, то есть полотно, разрезаемое посредством устройства для резки, включает в себя непрерывную часть и дискретную часть. Непрерывная часть является непрерывной в направлении движения (в дальнейшем, в MD-направлении) полотна и соответствует поясной области поглощающего изделия. С другой стороны дискретная часть соответствует области ластовицы и области отверстий для ног, расположенной между парой поясных областей, и имеет область отверстий для ног, образованную в ней, в соответствии с этим являясь дискретной в MD-направлении.
В этом случае вышеупомянутое устройство для резки включает в себя: обжимной ролик, внешняя периферийная окружная поверхность которого предусмотрена с режущей пластиной, конфигурированной для резки непрерывной части полотна; опорный ролик, расположенный обращенным к обжимному ролику; узел транспортировки непрерывной части, конфигурированный для транспортировки непрерывной части к зоне (в дальнейшем пресс-контактной зоне), в которой обжимной ролик и опорный ролик входят в контактное взаимодействие и обжимают друг друга; и узел транспортировки изделия, конфигурированный для транспортировки поглощающего изделия, полученного путем резки полотна посредством режущей пластины.
Непрерывная часть транспортируется из узла транспортировки непрерывной части к местоположению между обжимным роликом и опорным роликом (то есть к пресс-контактной зоне). После этого непрерывную часть режут посредством режущей пластины. Поглощающее изделие, полученное путем резки, транспортируют из местоположения между обжимным роликом и опорным роликом (то есть из пресс-контактной зоны) к узлу транспортировки изделия.
Между тем, важно, что конечное поглощающее изделие имеет плоскость резания, по существу параллельную направлению (в дальнейшем, CD-направлению), пересекающему MD-направление, поскольку плоскость резания, наклонная относительно CD-направления, может, возможно, вызывать производственные дефекты (например, нарушение соединения), плохой внешний вид или подобные дефекты поглощающего изделия.
Однако в вышеупомянутом стандартном устройстве для резки непрерывная часть полотна, движущаяся из узла транспортировки непрерывной части к пресс-контактной зоне, является неудерживаемой/незажимаемой посредством узла транспортировки непрерывной части. Аналогичным образом поглощающее изделие, движущееся из пресс-контактной зоны к узлу транспортировки изделия, является неудерживаемым/незажимаемым посредством узла транспортировки изделия.
Это может привести к смещению плоскости резания полотна, когда режущая пластина режет полотно. Как результат, непрерывная часть полотна может быть разрезана в смещенном положении. Это вызывает проблему в том отношении, что плоскость резания может быть наклонной относительно CD-направления, вызывая в соответствии с этим производственные дефекты или плохой внешний вид поглощающего изделия, полученного резанием.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Аспект настоящего изобретения кратко формулируется как устройство для резки (устройство 100 для резки), предназначенное для движения полотна (полотна 200) между обжимным роликом (роликом 10) и опорным роликом (опорным роликом 20), и для резки полотна. Устройство для резки включает в себя первый ленточный транспортер (узел 30 транспортировки непрерывной части), конфигурированный для удерживания и транспортировки непрерывной части полотна (непрерывной части 210), являющейся непрерывной в направлении движения полотна, и второй ленточный транспортер (узел 40 транспортировки дискретной части), конфигурированный для удерживания и транспортировки дискретной части полотна (дискретной части 220), являющейся дискретной в направлении движения полотна. Обжимной ролик включает в себя первую часть большого диаметра (первую часть 12 большого диаметра), внешняя периферийная окружная поверхность которой предусмотрена с режущей пластиной (режущей пластиной 15), конфигурированной для резки непрерывной части полотна. Опорный ролик включает в себя вторую часть большого диаметра (вторую часть 22 большого диаметра), расположенную обращенной к первой части большого диаметра. Первый ленточный транспортер конфигурирован для подачи непрерывной части к зоне (пресс-контактной зоне Т), в которой первая часть большого диаметра и вторая часть большого диаметра входят в контактное взаимодействие между собой и обжимают друг друга. Посредством второго ленточного транспортера дискретная часть проходит между обжимным роликом 10 и опорным роликом 20 без контактного взаимодействия с первой частью большого диаметра и второй частью большого диаметра.
Настоящее изобретение может обеспечить устройство для резки и способ получения поглощающего изделия, которые могут пресекать возникновение производственных дефектов или получение плохого внешнего вида, в поглощающем изделии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
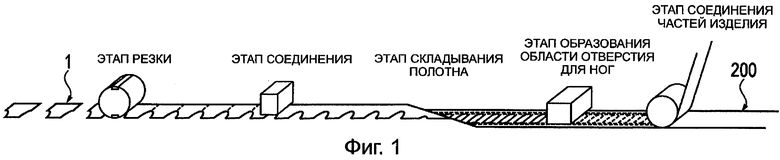
Фиг.1 - схематическое представление, иллюстрирующее способ получения поглощающего изделия 1, соответствующий варианту осуществления настоящего изобретения.
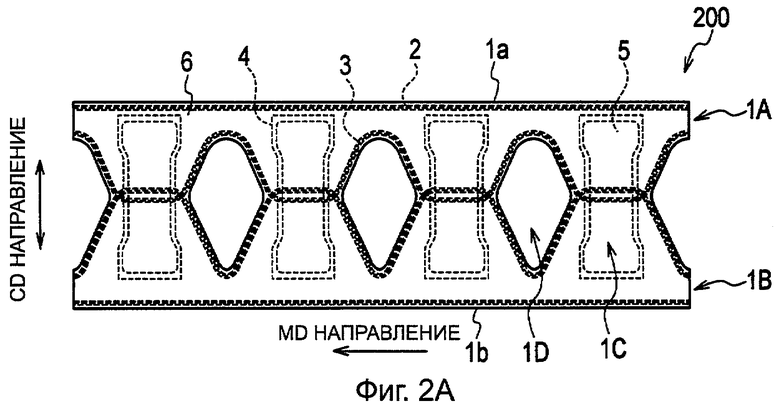
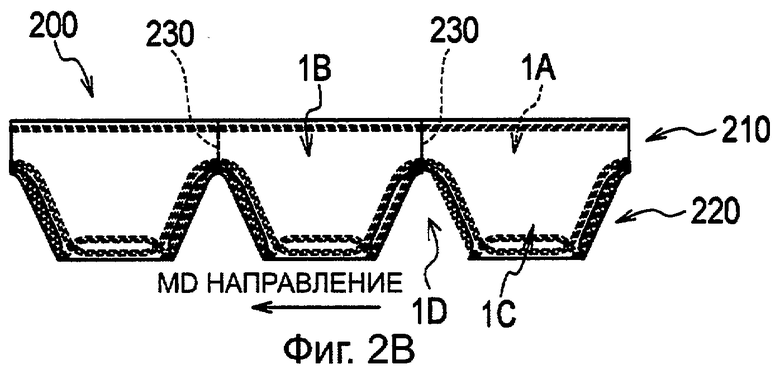
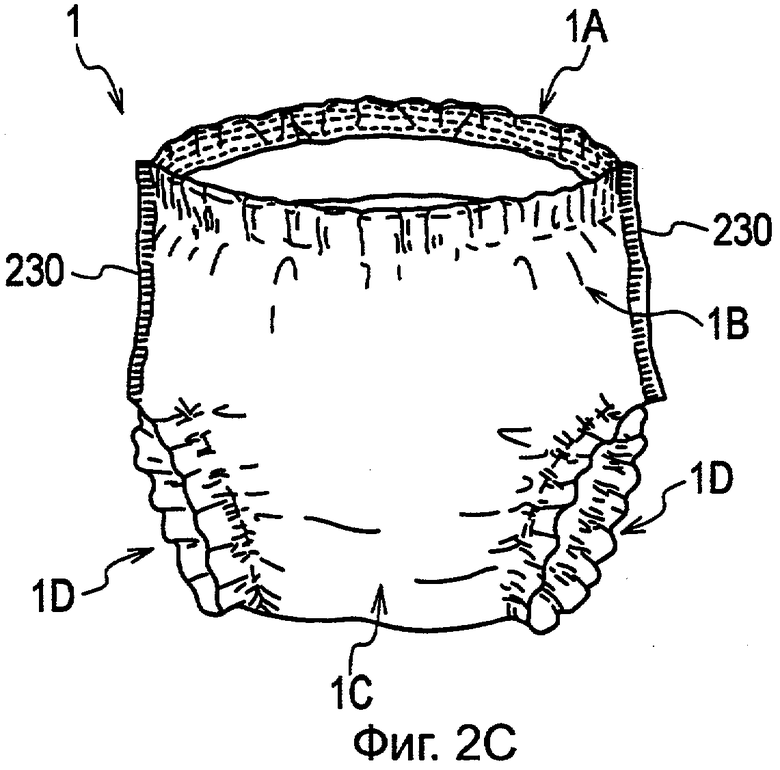
Фиг.2А-2С - виды, иллюстрирующие полотно 200 (или поглощающее изделие 1), соответствующее варианту осуществления настоящего изобретения.
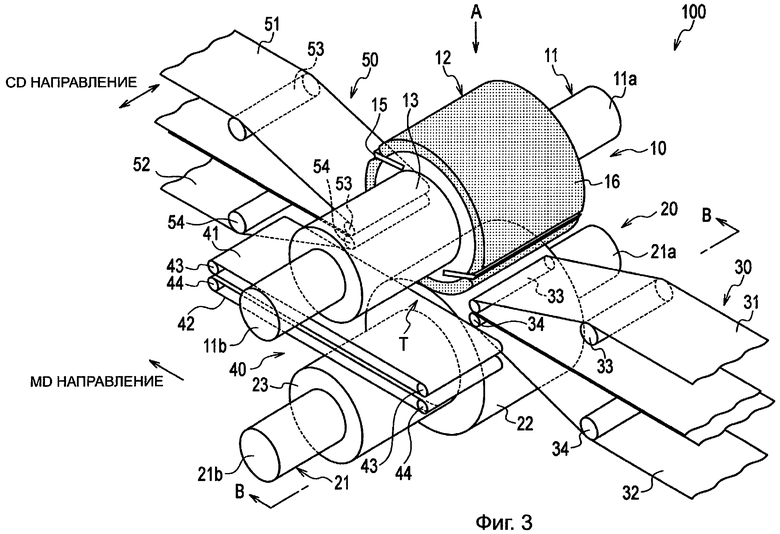
Фиг.3 - частичное изометрическое изображение, иллюстрирующее устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
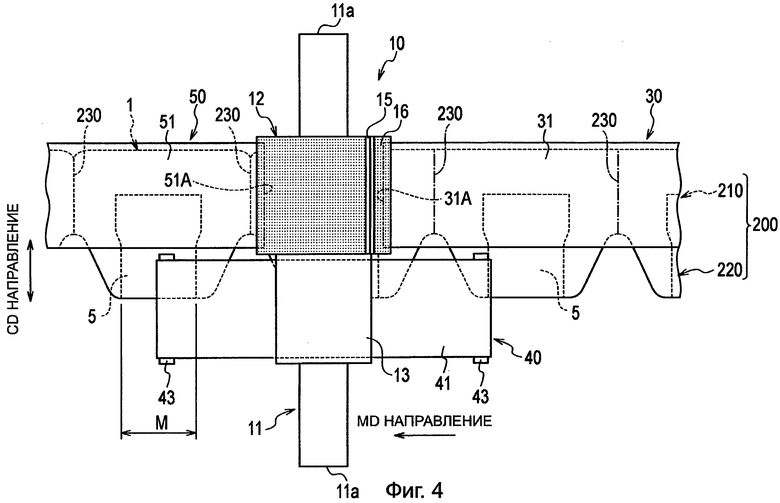
Фиг.4 - вид сверху, иллюстрирующий устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения (если смотреть в направлении стрелки А, показанной на фиг.3).
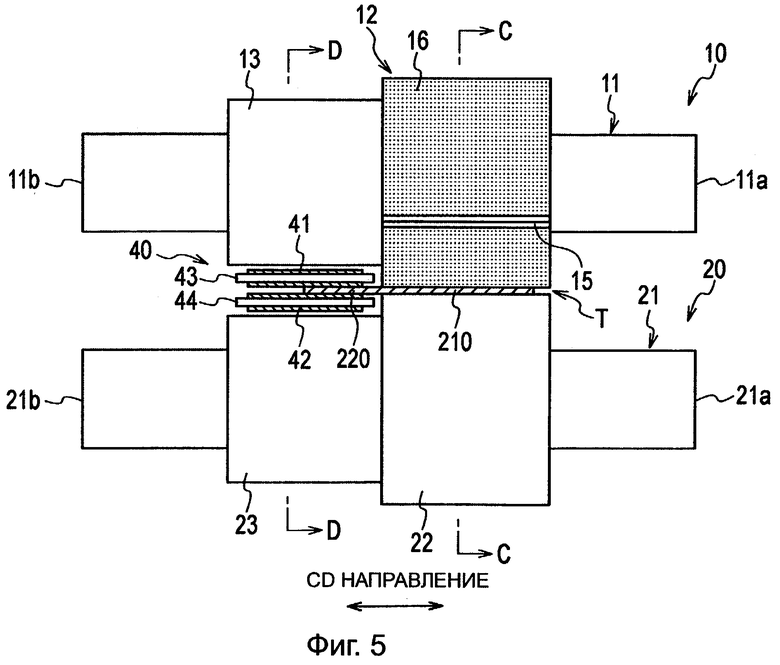
Фиг.5 - изображение частичного разреза (сделанный по линии В-В, показанной на фиг.3), иллюстрирующее устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
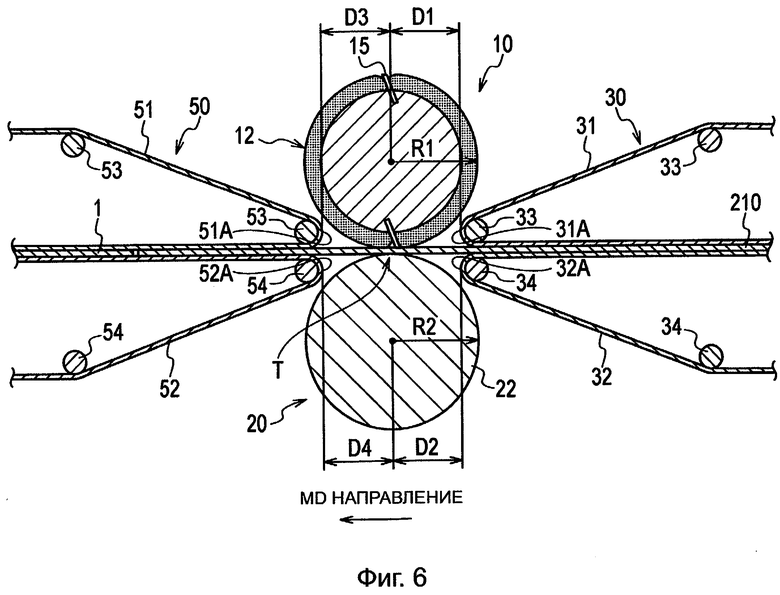
Фиг.6 - изображение сечения (сделанное по линии С-С, показанной на фиг.5), иллюстрирующее устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
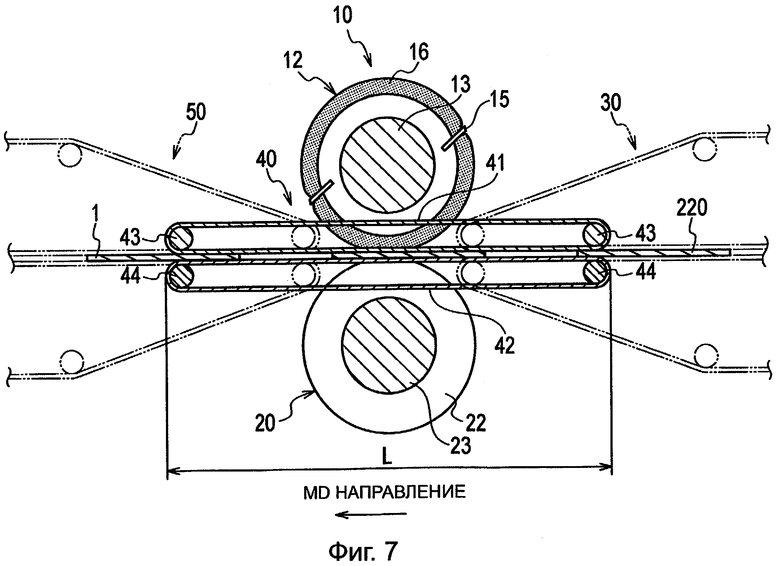
Фиг.7 - изображение сечения (сделанное по линии D-D, показанной на фиг.5), иллюстрирующее устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
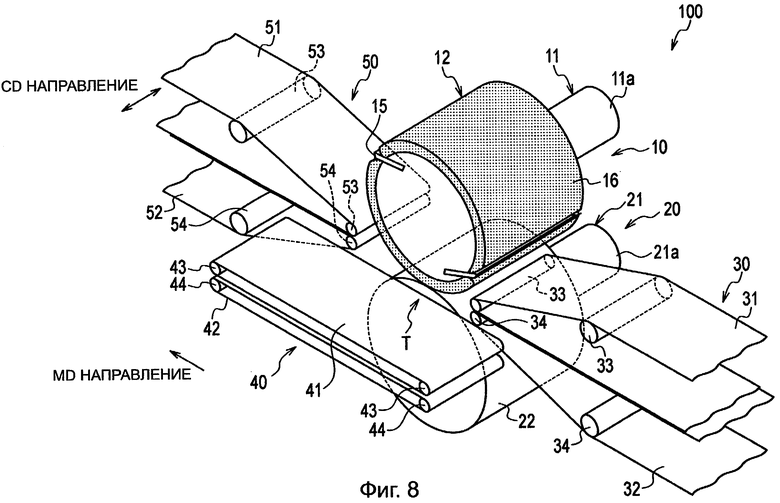
Фиг.8 - частичное изометрическое изображение, иллюстрирующее устройство 100 для резки, соответствующее модифицированному варианту осуществления настоящего изобретения.
Описание будет приведено ниже со ссылкой на сопроводительные чертежи, иллюстрирующие варианты осуществления настоящего изобретения. В частности, описание будет дано в отношении (1) способа получения поглощающего изделия, (2) конфигурации устройства для резки, (3) конфигурации узла транспортировки непрерывной части, (4) конфигурации узла для транспортировки дискретной части, (5) конфигурации узла транспортировки изделия, (6) технологических операций и эффектов, (7) модифицированных вариантов осуществления и (8) других вариантов осуществления.
Следует отметить, что на приведенных сопроводительных чертежах подобные или аналогичные детали указаны подобными или аналогичными ссылочными номерами. Необходимо отметить, что чертежи приведены в схематическом виде, размерные и другие соотношения отличаются от фактических значений.
По этой причине должно быть очевидным, что характерные размеры и другие параметры должны быть ограничены на основе следующего описания. Безусловно, также очевидно, что в отношениях и соотношениях между размерами на чертежах могут существовать различия.
1. Способ получения поглощающего изделия
Во-первых, описание будет сделано со ссылкой на фиг.1 и фиг.2А-2С в отношении способа получения поглощающего изделия, соответствующего варианту осуществления настоящего изобретения. На фиг.1 приведено схематическое представление, иллюстрирующее способ получения поглощающего изделия 1, соответствующий варианту осуществления настоящего изобретения. На фиг.2А-2С приведены виды, иллюстрирующие полотно 200 (для получения поглощающих изделий 1), соответствующее варианту осуществления настоящего изобретения. Между тем, поглощающее изделие 1, соответствующее варианту осуществления настоящего изобретения, представляет собой подгузник одноразового использования, имеющий поясной элемент.
Как показано на фиг.1, способ получения поглощающего изделия 1 предусматривает, по меньшей мере, этап образования области отверстия для ног, этап складывания полотна, этап соединения и этап резки.
1. Этап размещения элементов
На этапе размещения элементов каждый из элементов размещают на полотне 200 (например, на непрерывной среде внешнего листа). Элементы включают в себя сборки (например, подгоночные сборки 2 и ножные сборки 3), водонепроницаемый лист 4, поглощающий слой 5 и верхний лист 6, как показано, например, на фиг.2А.
В этом случае, как показано на фиг.2А и фиг.2В, полотно 200 включает в себя поясные области 1А и 1В, соответствующие поясному элементу (или поясной области) поглощающего изделия 1, области 1C ластовицы, расположенной между поясными областями 1А и 1В, и область 1D отверстий для ног, расположенную на обеих сторонах каждой области 1C ластовицы.
Поясные области 1А и 1В имеют свойство растяжения в направлении движения (или в MD-направлении) полотна 200. В этом случае выражение «поясные области 1А и 1В имеют свойство растяжения» указывает, например, на то, что обеспечение подгоночных сборок 2 сохраняет эти области поддающимися растяжению, и что само полотно 200 получено из листа, имеющего свойства растяжения или подобные свойства.
Область 1C ластовицы имеет свойство растяжения в направлении (или в CD-направлении), пересекающем MD-направление. В этом случае выражение «область 1C ластовицы имеет свойство растяжения» указывает, например, на то, что обеспечение ножных сборок 3 сохраняет эту область поддающейся растяжению и что само полотно 200 получено из листа, имеющего свойства растяжения или подобные свойства.
2. Этап образования области отверстий для ног
Этап образования области отверстий для ног предусматривает образование зон 1D отверстий для ног (например, ножных отверстий) на полотне 200.
3. Этап складывания полотна
Этап складывания полотна предусматривает складывание полотна 200 пополам в середине полотна 200 в CD-направлении. Полотно 200 складывают в областях 1C ластовицы так, чтобы конец 1а поясной области 1А был совмещен с концом 1b поясной области 1В (см. фиг.2В).
В этом случае полотно 200, сложенное пополам, включает в себя непрерывную часть 210 и дискретную часть 220. Непрерывная часть 210 является непрерывной в MD-направлении и включает в себя поясные области 1А и 1В. С другой стороны, дискретная часть 220 является дискретной в MD-направлении и имеет области 1C ластовицы и области 1D отверстий для ног.
4. Этап соединения
На этапе соединения плоскость 230 резания непрерывной части 210, то есть граничная область каждого поглощающего изделия 1, соединяют путем использования метода ультразвуковой сварки, метода термотиснения или подобного метода. Следует отметить, что этап соединения выполняют между этапом складывания полотна и этапом резки.
5. Этап резки
На этапе резки плоскость 230 резания (или граничную область) непрерывной части 210 режут для образования поглощающего изделия 1(см. фиг.2С) путем использования устройства 100 для резки, описываемого позднее.
2. Конфигурация устройства для резки
Теперь описание будет делаться со ссылкой на фиг.3-5 в отношении устройства 100 для резки, соответствующего варианту осуществления настоящего изобретения. На фиг.3 приведено частичное изометрическое изображение, иллюстрирующее устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения. На фиг.4 приведен вид сверху, иллюстрирующий устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения (если смотреть в направлении стрелки А, показанной на фиг.3). На фиг.5 приведен частичный разрез (сделанный по линии В-В, показанной на фиг.3), иллюстрирующий устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
Как показано на фиг.3-5, устройство 100 для резки режет непрерывную часть 210 так, чтобы плоскость 230 резания (см. фиг.4) непрерывной части 210 могла быть по существу параллельной CD-направлению. В частности, устройство 100 для резки включает в себя обжимной ролик 10, опорный ролик 20, узел 30 транспортировки непрерывной части, узел 40 транспортировки дискретной части и узел 50 транспортировки изделия.
Обжимной ролик 10 включает в себя элемент 11 первого вала, вращаемый посредством приводного узла (не показанного), первую часть 12 большого диаметра, предусмотренную интегрально с элементом 11 первого вала и первую часть 13 небольшого диаметра, интегральную с элементом 11 первого вала и имеющую меньший диаметр, чем первая часть 12 большого диаметра.
Оба конца 11а и 11b элемента 11 первого вала соединены с рамой (не показанной). Первая часть 12 большого диаметра и первая часть 13 небольшого диаметра расположены коаксиально элементу 11 первого вала.
Внешняя периферийная окружная поверхность первой части 12 большого диаметра предусмотрена с режущей пластиной 15, конфигурированной для резки непрерывной части 210. Внешняя периферийная окружная поверхность первой части 12 большого диаметра предусмотрена с захватывающим (закусывающим) элементом 16, конфигурированным для удерживания и захватывания непрерывной части 210 между обжимным роликом 10 и опорным роликом 20 (или второй частью 22 большого диаметра, описываемой позднее). Следует отметить, что захватывающий элемент 16 расположен на внешней периферийной окружной поверхности первой части 12 большого диаметра, за исключением внешней периферийной окружной поверхности, предусмотренной с режущей пластиной 15.
В этом случае захватывающий элемент 16 может быть получен, например, из губки, металлической пружины, игольчатого кристалла или подобного материала. Другими словами, захватывающий элемент 16 может быть получен из любого материала при условии, что захватывающий элемент 16 может удерживать и захватывать непрерывную часть 210 между обжимным роликом 10 и опорным роликом 20.
Опорный ролик 20 включает в себя элемент 21 второго вала, вторую часть 22 большого диаметра и вторую часть 23 небольшого диаметра. Элемент 21 второго вала вращается посредством приводного узла (непоказанного). Вторая большая часть 22 большого диаметра предусмотрена интегрально с элементом 21 второго вала и имеет меньший диаметр, чем вторая часть 22 большого диаметра.
Оба конца 21а и 21b элемента 21 второго вала соединены с рамой (непоказанной). Вторая часть 22 большого диаметра и вторая часть 23 небольшого диаметра расположены коаксиально элементу 21 второго вала. Вторая часть 22 большого диаметра и вторая часть 23 небольшого диаметра расположены обращенными к первой части 12 большого диаметра и первой части 13 небольшого диаметра, соответственно.
Узел 30 транспортировки непрерывной части конфигурирован из первого ленточного транспортера. Первый ленточный транспортер транспортирует непрерывную часть 210, удерживая в то же самое время непрерывную часть 210. Конфигурация узла 30 транспортировки непрерывной части будет описана позднее (см. фиг.3-6).
Узел 40 транспортировки дискретной части конфигурирован из второго ленточного транспортера. Второй ленточный транспортер транспортирует дискретную часть 220, удерживая в то же самое время дискретную часть 220, когда непрерывную часть 210 режут посредством режущей пластины 15 обжимного ролика 10 (в дальнейшем, во время резки полотна). Конфигурация узла 40 транспортировки дискретной части будет описана позднее (см. фиг.3-5 и 7).
Узел 50 транспортировки изделия конфигурирован из третьего ленточного транспортера. Третий ленточный транспортер транспортирует поглощающее изделие 1, полученное после резки непрерывной части 210 посредством режущей пластины 15 обжимного ролика 10, удерживая в то же самое время поглощающее изделие 1. Конфигурация узла 50 транспортировки изделия будет описана позднее (см. фиг.3-6)
3. Конфигурация узла транспортировки непрерывной части
Теперь описание будет сделано со ссылкой на фиг.3-6 в отношении конфигурации узла 30 транспортировки непрерывной части, соответствующего варианту осуществления настоящего изобретения. Следует отметить, что на фиг.6 приведено сечение (сделанное по линии С-С, показанной на фиг.5), иллюстрирующее устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
Как показано на фиг.3-6, узел 30 транспортировки непрерывной части конфигурирован для подачи непрерывной части 210 к зоне (в дальнейшем, к пресс-контактной зоне Т), в которой обжимной ролик 10 (или первая часть 12 большого диаметра) и опорный ролик 20 (или вторая часть 22 большого диаметра) входят в контактное взаимодействие и обжимают друг друга.
В частности, узел 30 транспортировки непрерывной части включает в себя первую верхнюю ленту 31, расположенную над непрерывной частью 210, и первую нижнюю ленту 32, расположенную под непрерывной частью 210.
Первая верхняя лента 31 обертывается вокруг множества роликов 33. Расстояние (D1) от конца 31А первой верхней ленты 31 обжимного ролика 10 на стороне обжимного ролика 10 до пресс-контактной зоны Т короче радиуса (R1) обжимного ролика 10. Между тем, радиус (R1) обжимного ролика 10 включает в себя вышеупомянутый захватывающий элемент 16. Другими словами, радиус (R1) обжимного ролика 10 показывает расстояние от центра обжимного ролика 10 до внешней периферийной окружной поверхности захватывающего элемента 16. В этом случае предпочтительно, чтобы расстояние (D1) было короче длины (М) поглощающего слоя 5 (см. фиг.4) в MD-направлении.
Первая нижняя лента 32 обертывается вокруг множества роликов 34. Расстояние (D2) от конца 32А первой нижней ленты 32 на стороне обжимного ролика 10 до пресс-контактной зоны Т короче радиуса (R2) опорного ролика 20. В этом случае предпочтительно, чтобы расстояние (D2) было короче длины (М) поглощающего слоя 5 (см. фиг.4) в MD-направлении.
4. Конфигурация узла транспортировки дискретной части
Теперь описание будет сделано со ссылкой на фиг.3-5 и 7 в отношении конфигурации узла 40 транспортировки дискретной части, соответствующего варианту осуществления настоящего изобретения. Между тем, на фиг.7 приведен разрез (сделанный по линии D-D, показанной на фиг.5), иллюстрирующий устройство 100 для резки, соответствующее варианту осуществления настоящего изобретения.
Как показано на фиг.3-5 и 7, благодаря узлу 40 транспортировки дискретной части, дискретная часть 220 проходит между обжимным роликом 10 и опорным роликом 20 без контактного взаимодействия первой части 12 большого диаметра и второй части 22 большого диаметра.
В частности, узел 40 транспортировки дискретной части включает в себя вторую верхнюю ленту 41, расположенную над дискретной частью 220, и вторую нижнюю ленту 42, расположенную под дискретной частью 220.
Вторая верхняя лента 41 обертывается вокруг множества роликов 43. Аналогичным образом вторая нижняя лента 42 обертывается вокруг множества роликов 44.
Максимальная длина (в дальнейшем длина L ленты) второй верхней ленты 41 и второй нижней ленты 42 может быть установлена произвольно при условии, что дискретная часть 220 может удерживаться и захватываться между второй верхней лентой 41 и второй нижней лентой 42 во время резки полотна. Например, длину L ленты устанавливают так, чтобы дискретная часть 220, соответствующая, по меньшей мере, одному поглощающему изделию 1 (или одной области 1C ластовицы конечного изделия), могла удерживаться и захватываться между второй верхней лентой 41 и второй нижней лентой 42.
5. Конфигурация узла транспортировки изделия
Теперь описание будет сделано со ссылкой на фиг.3-6 в отношении конфигурации узла 50 транспортировки изделия, соответствующего варианту осуществления настоящего изобретения.
Как показано на фиг.3-6, узел 50 транспортировки изделия конфигурирован для транспортировки полотна 200 после прохождения через пресс-контактную зону Т (то есть поглощающего изделия 1, полученного резкой непрерывной части 210 посредством режущей пластины 15) к следующему этапу (например, этапу контроля).
В частности, узел 50 транспортировки изделия включает в себя третью верхнюю ленту 51, расположенную над поглощающим изделием 1, и третью нижнюю ленту 52, расположенную под поглощающим изделием 1.
Третья верхняя лента 51 обертывается вокруг множества роликов 53. Расстояние (D3) от конца 51А третьей верхней ленты 51 на стороне обжимного ролика 10 до пресс-контактной зоны Т короче радиуса (R1) обжимного ролика 10. В частности, предпочтительно, чтобы расстояние (D3) было короче длины (М) поглощающего слоя 5 (см. фиг.4) в MD-направлении.
Третья нижняя лента 52 обертывается вокруг множества роликов 54. Расстояние (D4) от конца 52А третьей нижней ленты 52 на стороне обжимного ролика 10 до пресс-контактной зоны Т короче радиуса (R2) опорного ролика 20. В частности, предпочтительно, чтобы расстояние (D4) было короче длины (М) поглощающего слоя 5 (см. фиг.4) в MD-направлении.
6. Технологические операции и эффекты
В общем на этапе резки полотна, когда прорезают плоскость резания 230 (или граничную зону) непрерывной части 210, непрерывная часть 210, движущаяся от узла 30 транспортировки непрерывной части к пресс-контактной зоне Т, становится неудерживаемой/незахватываемой, поскольку поясные области 1А и 1В имеют свойство растяжения в MD-направлении. Таким образом, поясные области 1А и 1В сокращаются и задерживают время резки непрерывной части 210 посредством устройства 100 для резки (или режущей пластины 15). В частности, полотно 200 имеет трудность вхождения в пресс-контактную зону Т, поскольку полотно 200 получено из мягкого материала. Помимо всего прочего, область 1C ластовицы имеет свойство растяжения в CD-направлении, в соответствии с этим может задерживаться время резки, как в случае поясных областей 1А и 1В. Это затрудняет вхождение полотна в пресс-контактную зону Т.
В соответствии с этим в вышеупомянутом варианте осуществления, благодаря узлу 40 транспортировки дискретной части, дискретная часть 220 проходит между обжимным роликом 10 (или первой частью 12 большого диаметра) и опорным роликом 20 (или второй частью 22 большого диаметра) без контактного взаимодействия обжимного ролика 10 (или первой части 12 большого диаметра) и опорного ролика 20 (или второй части 22 большого диаметра). В соответствии с этим дискретная часть 220 может транспортироваться от непрерывной части из узла 30 транспортировки непрерывной части к узлу 40 транспортировки дискретной части прежде, чем непрерывная часть 210 транспортируется из узла 30 транспортировки непрерывной части к пресс-контактной зоне Т. Кроме того, плоскость 230 резания (или граничная зона) непрерывной части 210 прорезается устройством 100 для резки (или режущей пластиной 15), в то время как дискретная часть 220 транспортируется посредством узла 40 транспортировки дискретной части. Это делает возможной стабильную транспортировку непрерывной части 210 к пресс-контактной зоне Т и предотвращение смещения непрерывной части 210 во время резки полотна. По этой причине это дает возможность исключения этапа резки непрерывной части 210 в смещенном положении, или эквивалентно, предотвращает наклон плоскости 210 резания относительно CD-направления. Как результат, могут быть предотвращены возникновение производственных дефектов в поглощающем изделии 1 и ухудшение внешнего вида поглощающего изделия 1, полученного резкой непрерывной части 210.
В соответствии с вышеописанным вариантом осуществления расстояние (D1) от концов (а именно концов 31А и 32А) узла 30 транспортировки непрерывной части на стороне обжимного ролика 10 до пресс-контактной зоны Т короче радиуса (R1) обжимного ролика 10. В соответствии с этим узел 30 транспортировки непрерывной части может удерживать и захватывать непрерывную часть 210 до тех пор, пока непрерывная часть 210 достигает окрестность пресс-контактной зоны Т. По этой причине смещение непрерывной части 210 может быть дополнительно предотвращено.
В соответствии с вышеописанным вариантом осуществления устройство 100 для резки дополнительно включает в себя узел 50 транспортировки изделия помимо узла 30 транспортировки непрерывной части и узла 40 транспортировки дискретной части. В соответствии с этим поглощающее изделие 1, получаемое резкой, транспортируют из узла 40 транспортировки дискретной части к узлу 50 транспортировки изделия. Таким образом, поглощающее изделие 1 не становится неудерживаемым/незахватываемым, делая в соответствии с этим возможной стабильную транспортировку поглощающего изделия 1 помимо непрерывной части 210.
В соответствии с вышеописанным вариантом осуществления внешняя периферийная окружная поверхность первой части 12 большого диаметра предусматривается с захватывающим элементом 16, конфигурированным для удерживания и захвата непрерывной части 210 между первой частью 12 большого диаметра и второй частью 22 большого диаметра. В соответствии с этим непрерывная часть 210 может удерживаться и захватываться в пресс-контактной зоне Т даже в любое другое время, чем время резки полотна. По этой причине может быть дополнительно предотвращено смещение непрерывной части 210.
7. Модифицированные варианты осуществления
Обжимной ролик 10 и опорный ролик 20, описанные в варианте осуществления, приведенном выше, могут быть модифицированы так, как описано ниже. Следует отметить, что детали, идентичные или подобные деталям устройства для резки, соответствующего вышеупомянутому варианту осуществлению, указаны идентичными или подобными ссылочными номерами, а различия будут главным образом описаны ниже.
На фиг.8 приведено частичное изометрическое изображение, иллюстрирующее устройство 100 для резки, соответствующее модифицированному варианту осуществления. Как показано на фиг.8, обжимной ролик 10 включает в себя элемент 11 первого вала и первую часть 12 большого диаметра. Другими словами, обжимной ролик 10 не содержит первую часть небольшого диаметра, диаметр которой меньше диаметра первой части 12 большого диаметра. Между тем, один конец 11а элемента 11 первого вала связан с рамой (не показано).
Опорный ролик 20 включает в себя элемент 21 второго вала и вторую часть 22 большого диаметра. Другими словами, опорный ролик 20 не содержит вторую часть небольшого диаметра, диаметр которой меньше диаметра второй части 22 большого диаметра. Между тем, один конец 21а элемента 21 второго вала соединен с рамой (не показано).
В устройстве 100 для резки, соответствующем модифицированному варианту осуществления настоящего изобретения, обжимной ролик 10 не содержит первой части небольшого диаметра, и опорный ролик 20 не содержит второй части небольшого диаметра. Это обеспечивает упрощение конфигурации устройства 100 для резки и, таким образом, уменьшает затраты на производство устройства 100 для резки.
Необходимо отметить, что, безусловно, обжимной ролик 10 или опорный ролик 20 может иметь вторую часть небольшого диаметра.
8. Другие варианты осуществления
Хотя описание настоящего изобретение было сделано, основываясь на вариантах осуществления настоящего изобретения, как указано выше, должно быть очевидным, что описание и сопроводительные чертежи, которые образуют часть этого описания, не предназначены для ограничения объема настоящего изобретения.
В частности, описание было предусмотрено для узла 40 транспортировки дискретной части, включающего в себя пару лент (а именно второй верхней ленты 41 и второй нижней ленты 42), но это не ограничено для следующего. Например, одна лента, способная к присасыванию дискретной части 220, может быть использована как узел 40 транспортировки дискретной части.
Аналогичным образом, узел 30 транспортировки непрерывной части или узел 50 транспортировки изделия не обязательно образованы парой лент, они могут быть образованы одной лентой, способной к присасыванию непрерывной части 210 или поглощающего изделия 1. Следует отметить, что устройство 100 для резки не обязательно включает в себя узел 50 транспортировки изделия.
Узел 30 транспортировки непрерывной части также был описан как подающий непрерывную часть 210 к пресс-контактной зоне Т, удерживая и захватывая непрерывную часть 210 между первой верхней лентой 31 и первой нижней лентой 32; однако это не ограничивает эту конфигурацию. Например, узел 30 транспортировки непрерывной части может быть конфигурирован для подачи непрерывной части 210 к пресс-контактной зоне Т, удерживая и захватывая непрерывную часть 210 между внешней периферийной окружной поверхностью опорного ролика 20 и одной лентой, расположенной напротив внешней периферийной окружной поверхности.
Аналогичным образом узел 40 транспортировки дискретной части был описан как транспортирующий дискретную часть 220 от пресс-контактной зоны Т удерживанием и захватыванием дискретной части 220 между второй верхней лентой 41 и второй нижней лентой 42. Однако это не ограничивает эту конфигурацию. Например, узел 40 транспортировки дискретной части может быть конфигурирован для транспортировки дискретной части 220 от пресс-контактной зоны Т удерживанием и захватыванием дискретной части 220 между внешней периферийной окружной поверхностью опорного ролика 20 и одной лентой, расположенной против внешней периферийной окружной поверхности.
Необходимо отметить, что, безусловно, узел 50 транспортировки изделия может быть конфигурирован для удерживания и захватывания непрерывной части 210 между внешней периферийной окружной поверхностью опорного ролика 20 и одной лентой, расположенной напротив внешней периферийной окружной поверхности, как в случае узла 30 транспортировки непрерывной части или узла 40 транспортировки дискретной части.
Кроме того, первая часть 12 большого диаметра и первая часть 13 небольшого диаметра обжимного ролика 10 были описаны как предусмотренные интегрально с элементом 11 первого вала; однако это не ограничивает эту конфигурацию. Первая часть 12 большого диаметра и первая часть 13 небольшого диаметра могут быть предусмотрены отдельно от элемента 11 первого вала. Аналогичным образом вторая часть 22 большого диаметра и вторая часть 23 небольшого диаметра опорного ролика 20 были описаны как предусмотренные интегрально с элементом 21 второго вала; однако это не ограничивается этой конфигурацией. Вторая часть 22 большого диаметра и вторая часть 23 небольшого диаметра могут быть предусмотрены отдельно от элемента 21 второго вала.
Квалифицированным специалистам в этой области техники из этого описания станут очевидными различные альтернативные варианты осуществления, примеры и практические технологии. По этой причине должно быть очевидным, что технологический объем настоящего изобретения ограничен только заявляемыми элементами, соответствующими объему формулы изобретения, целесообразно очевидному из вышеприведенного описания.
Изобретение относится к устройству для резки и способу получения поглощающего изделия, в котором полотно транспортируют между обжимным роликом и упорным роликом, и для резки полотна. Устройство содержит обжимной ролик, включающий в себя первую часть большого диаметра, внешнюю периферийную окружную поверхность, предусмотренную с режущей пластиной, конфигурированной для резки непрерывной части полотна. Также устройство содержит опорный ролик, включающий в себя вторую часть большого диаметра, расположенную обращенной к первой части большого диаметра, первый ленточный транспортер, конфигурированный для удерживания и транспортировки непрерывной части полотна, являющейся непрерывной в направлении движения полотна, второй ленточный транспортер. Второй ленточный транспортер служит для удерживания и транспортировки дискретной части полотна, являющейся дискретной в направлении движения полотна. Первый ленточный транспортер конфигурирован для подачи непрерывной части к зоне, в которой первая часть большого диаметра и вторая часть большого диаметра входят в контактное взаимодействие между собой и обжимают друг друга. Посредством второго ленточного транспортера дискретная часть проходит между обжимным роликом и опорным роликом без контактного взаимодействия с первой частью большого диаметра и второй частью большого диаметра. Технический результат направлен на устранение производственных дефектов или плохого внешнего вида. 2 н. и 6 з.п. ф-лы, 10 ил.
1. Устройство для резки полотна, содержащее обжимной ролик, включающий в себя первую часть большого диаметра, внешняя периферийная окружная поверхность которой предусмотрена с режущей пластиной, конфигурированной для резки непрерывной части полотна; опорный ролик, включающий в себя вторую часть большого диаметра, расположенную обращенной к первой части большого диаметра; первый ленточный транспортер, конфигурированный для удерживания и транспортировки непрерывной части полотна, являющейся непрерывной в направлении движения полотна; и второй ленточный транспортер, конфигурированный для удерживания и транспортировки дискретной части полотна, являющейся дискретной в направлении движения полотна, в котором первый ленточный транспортер конфигурирован для подачи непрерывной части к зоне, в которой первая часть большого диаметра и вторая часть большого диаметра входят в контактное взаимодействие между собой и обжимают друг друга, и посредством второго ленточного транспортера дискретная часть проходит между обжимным роликом и опорным роликом без контактного взаимодействия с первой частью большого диаметра и второй частью большого диаметра.
2. Устройство по п.1, в котором первый ленточный транспортер включает в себя первую верхнюю ленту и первую нижнюю ленту, которые конфигурированы для удерживания и захватывания непрерывной части полотна между первой верхней лентой и первой нижней лентой, и второй ленточный транспортер включает в себя вторую верхнюю ленту и вторую нижнюю ленту, которые конфигурированы для удерживания и захватывания дискретной части полотна между второй верхней лентой и второй нижней лентой.
3. Устройство по п.1 или 2, в котором расстояние от конца первого ленточного транспортера на стороне обжимного ролика до зоны, в которой обжимной ролик и опорный ролик входят в контактное взаимодействие и обжимают друг друга, короче радиуса обжимного ролика.
4. Устройство по п.1 или 2, дополнительно содержащее третий ленточный транспортер, конфигурированный для удерживания и транспортировки поглощающего изделия, получаемого путем разрезания непрерывной части посредством режущей пластины, в котором третий ленточный транспортер включает в себя третью верхнюю ленту и третью нижнюю ленту, которые конфигурированы для захватывания поглощающего изделия между третьей верхней лентой и третьей нижней лентой.
5. Устройство по п.1, в котором обжимной ролик или опорный ролик включает в себя часть небольшого диаметра, диаметр которой меньше диаметра соответствующей первой части большого диаметра или второй части большого диаметра, и посредством второго ленточного транспортера дискретная часть проходит между обжимным роликом и опорным роликом на стороне, с которой предусмотрена часть небольшого диаметра.
6. Устройство по п.1, в котором внешняя периферийная окружная поверхность первой части большого диаметра предусмотрена с захватывающим элементом, конфигурированным для захватывания непрерывной части полотна между захватывающим элементом и второй частью большого диаметра.
7. Способ получения поглощающего изделия, предусматривающий складывание полотна, имеющего непрерывную часть и дискретную часть, в середине полотна в направлении, пересекающем направление движения полотна; и резание, используя устройство для резки по п.1, непрерывной части полотна, которое сложено пополам по линии сгиба, и образование поглощающего изделия, в котором поглощающее изделие является подгузником одноразового использования, имеющим поясные элементы, непрерывная часть включает в себя поясные области, соответствующие поясным элементам, дискретная часть включает в себя область ластовицы, расположенную между одной из поясных областей и другой из поясных областей, и области отверстий для ног, расположенные на обеих сторонах области ластовицы, поясные области имеют свойство растяжения в направлении движения полотна, область ластовицы имеет свойство растяжения в направлении, пересекающем направление движения, и при складывании полотно складывают в области ластовицы для совмещения конца одной из поясных областей с концом другой одной из поясных областей.
8. Способ по п.7, дополнительно предусматривающий соединение граничной зоны каждого поглощающего изделия в непрерывной части полотна после складывания полотна и перед разрезанием непрерывной части, в котором граничную область режут при разрезании непрерывной части.
| JP 2004136068 А, 13.05.2004 | |||
| JP 2006130053 A, 25.05.2006 | |||
| DE 69910196 T2, 17.06.2004 | |||
| JP 57181865 A, 09.11.1982 | |||
| Станок для вырезки деталей из ткани, резины и т.п. | 1933 |
|
SU42023A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2316300C2 |

