ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ НАСТОЯЩЕЕ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к транспортеру и способу получения поглощающего изделия, использующему такой транспортер для избирательного транспортирования непрерывных полотен разных размеров.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Способ получения поглощающего изделия, например подгузника типа трусов, гигиенической салфетки и прокладки для трусов, реализуют на сборочной линии. Например, непрерывное полотно, включающее в себя континуум верхних листов и континуум тыльных листов для образования поглощающих изделий, транспортируют под натяжением посредством транспортера в направлении транспортирования полотна. Затем на полотне, транспортируемом под натяжением в направлении транспортирования полотна, размещают составляющие элементы, например, сборку (упругий элемент) и непромокаемую пленку.
В некоторых случаях, боковая краевая часть полотна во время транспортирования может становиться некоаксиальной (смещенной) в поперечном направлении (направлении ширины полотна), перпендикулярном направлению транспортирования полотна. Для решения этой проблемы имеется известный транспортер, конфигурированный для регулирования (корректирования) положения прохождения, в котором боковая краевая часть полотна проходит во время транспортирования (смотри, например, ПАТЕНТНУЮ ЛИТЕРАТУРУ 1). В частности, транспортер включает в себя прижимные ролики, силовой привод и датчик в качестве механизма детектирования.
Прижимные ролики включают в себя два ролика, конфигурированных для удерживания, по меньшей мере, одного из боковых краевых частей полотна. Каждый из прижимных роликов поддается вращению вокруг одного конца вала на горизонтальной проекции полотна. Силовой привод связан с прижимными роликами через рычаг и подобное приспособление, и вращает прижимные ролики. Датчик детектирует положение прохождения боковой краевой части полотна после прохождения между прижимными роликами.
В транспортере, конфигурированном таким образом, когда датчик определяет, что положение прохождения боковой краевой части полотна смещено из заданного положения, прижимные ролики поворачиваются посредством силового привода для направления боковой краевой части полотна наружу или внутрь в направлении ширины полотна. В соответствии с этим, транспортер может корректировать положение прохождения боковой краевой части полотна.
Производят поглощающие изделия разных размеров, например размер S, размер М и размер L. В этом отношении, вышеупомянутый транспортер может транспортировать полотна разных размеров, посредством движения силового привода, связанного с прижимными роликами, и датчика, не зависимых друг от друга в поперечном направлении полотна.
Изобретатели обнаружили, что, когда размер транспортируемого полотна изменяется на другой, а силовой привод и датчик независимо движутся в поперечном направлении полотна, по этой причине прижимные ролики (силовой привод) и датчик могут иногда быть смещены в несоответствующее относительное положение. В этом случае несоответствующее относительное положение побуждает прижимные ролики поворачиваться на ошибочное значение. Для предотвращения этого, относительное положение между прижимными роликами и датчиком необходимо корректировать до заданного относительного положения, что, в свою очередь, требует сложного управления для этой коррекции. Требуется обеспечить транспортер и способ получения поглощающих изделий, которые являются способными к избирательному транспортированию полотен разных размеров, благодаря изменению положения прохождения боковой краевой части полотна, без выполнения сложного управления и/или регулировки.
В этих обстоятельствах настоящее изобретение имеет целью обеспечение транспортера и способа получения поглощающего изделия, которые являются способными к избирательному транспортированию любых из полотен для двух или более размеров, благодаря простому изменению положения прохождения боковой краевой части полотна без выполнения сложного управления.
СПИСОК ССЫЛОК
Патентная литература
ПАТЕНТНАЯ ЛИТЕРАТУРА 1. Публикация №2004-262556 японской патентной заявки (стр.2 и стр.3, фиг.2 и фиг.3)
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Для решения проблемы, описанной выше, настоящее изобретение имеет следующие аспекты. В одном аспекте настоящее изобретение обеспечивает получение транспортера, который избирательно транспортирует непрерывное полотно для первого размера или непрерывное полотно для второго размера, содержащий направляющий механизм, конфигурированный для изменения положения прохождения, по меньшей мере, одной из боковых краевых частей полотна, благодаря нахождению в контактном взаимодействии с боковой краевой частью полотна; механизм детектирования, конфигурированный для детектирования положения прохождения боковой краевой части полотна; и приводной механизм, конфигурированный для движения направляющего механизма и механизма детектирования в поперечном направлении, перпендикулярном направлению транспортирования полотна, соответствующего первому размеру или второму размеру, на одинаковое расстояние перемещения в поперечном направлении полотна.
В соответствии с этим аспектом настоящего изобретения, может быть предусмотрен транспортер и способ получения поглощающего изделия, которые являются способными к избирательному транспортированию любого из полотен для двух или более размеров, благодаря простому изменению положения прохождения боковой краевой части полотна, без осуществления сложного управления.
КРАТКОЕ ОПИСАНИЕ СОПРОВОДИТЕЛЬНЫХ ЧЕРТЕЖЕЙ
Фиг.1 - изометрическое изображение, сделанное с частичным вырезом, поглощающего изделия, соответствующего одному или более вариантам осуществления настоящего изобретения.
Фиг.2 - схематическая иллюстрация соответствующей части способа получения поглощающих изделий, соответствующей одному или более вариантам осуществления настоящего изобретения.
Фиг.3 - вид сверху транспортера, соответствующего одному или более вариантам осуществления настоящего изобретения.
Фиг.4 - вид спереди транспортера, иллюстрируемого на фиг.3.
Фиг.5 - вид сбоку транспортера, иллюстрируемого на фиг.3.
Фиг.6 - вид сбоку механизма корректировки положения бокового края, соответствующего МОДИФИЦИРОВАННОМУ ПРИМЕРУ 1.
Фиг.7 - вид спереди механизма корректировки положения бокового края, соответствующего МОДИФИЦИРОВАННОМУ ПРИМЕРУ 2.
Фиг.8 - изометрическое изображение транспортера, соответствующего МОДИФИЦИРОВАННОМУ ПРИМЕРУ 3.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Ниже со ссылкой на сопроводительные чертежи будут описаны транспортер и способ получения поглощающего изделия, соответствующие одному или более вариантам осуществления настоящего изобретения. Следует отметить, что в следующем описании сопроводительных чертежей подобными или аналогичными ссылочными символами указаны подобные или аналогичные элементы и части. Помимо всего прочего, необходимо отметить, что сопроводительные чертежи являются схематическими, и не выполнены в масштабе, если не указано обратного. По этой причине, характерные размеры и подобные характеристики должны определяться, принимая во внимание следующее описание. Кроме того, сопроводительные чертежи не обязательно отображают реальные размерные взаимосвязи и отношения компонентов.
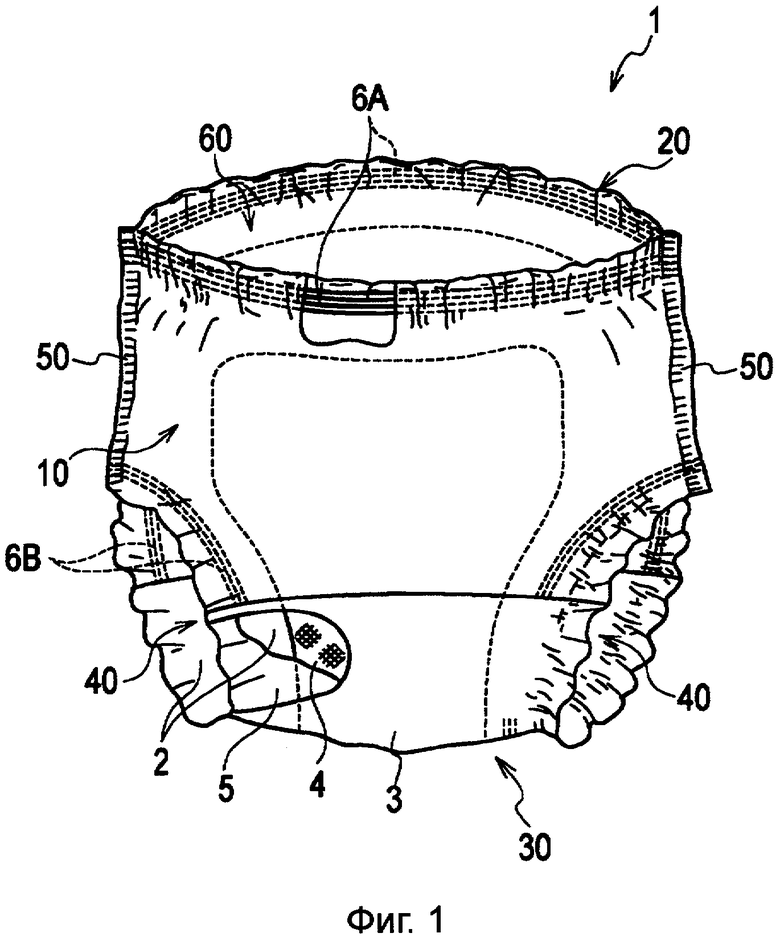
Во-первых, конфигурация поглощающего изделия 1, соответствующая одному или более вариантам осуществления, будет описана со ссылкой на фиг.1, где приведено изометрическое изображение поглощающего изделия 1, сделанное с частичным вырезом. В этом конкретном иллюстрируемом варианте осуществления поглощающее изделие 1 является подгузником типа трусов одноразового использования, предназначенным для взрослых. Поглощающее изделие 1 может иметь другие размеры, например, размер L (первый размер) и размер М (второй размер).
Как показано на фиг.1, поглощающее изделие 1 главным образом включает в себя верхний лист 2, тыльный лист 3, поглощающий элемент 4 и непромокаемый лист 5.
Верхний лист 2 адаптирован для вхождения в контактное взаимодействие с кожей тела субъекта, носящего поглощающее изделие 1 (в дальнейшем, «того, на ком надето поглощающее изделие»). Верхний лист 2 выполнен из проницаемого для жидкости листа, например, нетканого материала или перфорированной полимерной пленки. Тыльный лист 3 предусмотрен на внешней стороне верхнего листа 2 (на стороне, обращенной от кожи тела того, на ком надето поглощающее изделие). Тыльный лист 3 выполнен из нетканого материала или подобного материала.
Поглощающий элемент 4 предусмотрен между верхним листом 2 и тыльным листом 3 и конфигурирован для поглощения выделений из тела того, на ком надето поглощающее изделие. Поглощающий элемент 4 получен из смеси измельченной целлюлозы и сверхпоглощающих полимерных частиц, или подобных материалов. Непромокаемый лист 5 предусмотрен между тыльным листом 3 и поглощающим элементом 4 и конфигурирован для блокирования прохождения через него выделений того, на ком надето поглощающее изделие, к внешней стороне поглощающего изделия 1. Непромокаемый лист 5 выполнен из непроницаемого для жидкости листа.
Поглощающее изделие 1, конфигурированное таким образом, включает в себя комбинацию передней области 10 линии талии для прилегания к талии того, на ком надето поглощающее изделие, спереди, задней области 20 линии талии для прилегания к талии того, на ком надето поглощающее изделие, сзади, и области 30 ластовицы для прилегания к промежности того, на ком надето поглощающее изделие. Между прочим, отверстия 40, окружающие ноги, в которые вставляют ноги того, на ком надето поглощающее изделие, образованы на обеих сторонах области 30 ластовицы.
Передняя область 10 линии талии и задняя область 20 линии талии соединены вместе посредством соединительных частей 50, и в соответствии с этим образуют поясное отверстие для прилегания вокруг тела того, на ком надето поглощающее изделие. Поясная сборка 6А, полученная из резиновой нити или подобного материала, поддающегося растяжению, предусмотрена на всем периферийном крае передней области 10 линии талии и задней области 20 линии талии.
Например, передняя область 10 линии талии и задняя область 20 линии талии могут быть предусмотрены с поясной сборкой 6А, чтобы, таким образом, поддаваться растяжению в поперечном направлении, перпендикулярном продольному направлению, от передней области 10 линии талии к задней области 20 линии талии, или сами могут быть получены из листа, поддающегося растяжению.
Область 30 ластовицы предусмотрена между передней областью 10 линии талии и задней областью 20 линии талии. Ножные сборки 6В, полученные из резиновых нитей или подобного материала, поддающегося растяжению, предусмотрены на обеих сторонах области 30 ластовицы.
Например, для получения области 30 ластовицы, поддающейся растяжению в направлении, окружающем ноги, область 30 ластовицы может быть предусмотрена с ножными сборками 6В, или сама может быть получена из листа, поддающегося растяжению.
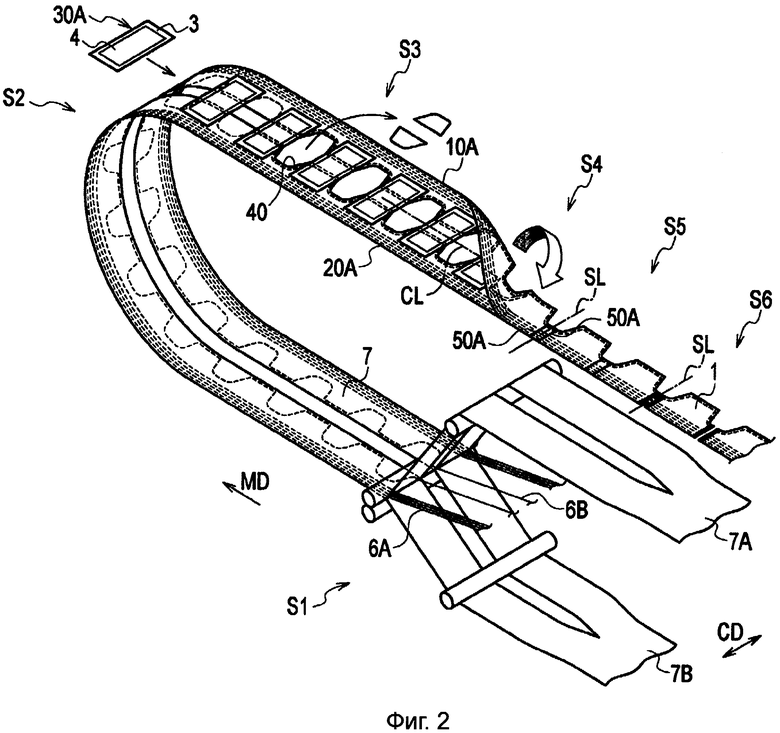
Во-вторых, со ссылкой на фиг.2, где приведена схематическая иллюстрация соответствующей части способа получения поглощающего изделия, будет описан один или более вариантов осуществления способа получения поглощающих изделий.
Как показано на фиг.2, способ получения поглощающих изделий предусматривает, по меньшей мере, этап S1 образования области линии талии, этап S2 передачи поглощающего элемента, этап S3 образования отверстий, окружающих ноги, этап S4 складывания, этап S5 соединения и этап S6 резки.
На этапе S1 образования области линии талии, сборки (поясная сборка 6А и/или ножная сборки 6В) размещают между полотном 7А и полотном 7В, и в соответствии с этим образуют полотно 7, приготовленное для образования передней области 10 линии талии и задней области 20 линии талии.
Следует отметить, что полотно 7 (полотна 7А, 7В) во время транспортирования поддается растяжению в поперечном направлении CD (в направлении ширины), перпендикулярном направлению MD транспортирования (направлению движения полуфабриката поглощающего изделия в производственной технологической установке) полотна 7. Помимо всего прочего, полотно 7 является асимметричным относительно средней линии CL, которая делит пополам ширину в поперечном направлении CD полотна 7 и проходит в направлении MD транспортирования полотна 7.
На этапе S2 передачи поглощающего элемента, элемент 30А области ластовицы для образования области 30 ластовицы, передают на полотно 7, а более конкретно, между передней областью 10 линии талии и задней областью 20 линии талии, после осуществления этапа S1 образования области линии талии. В этом случае элемент 30А области ластовицы включает в себя тыльный лист 3 и поглощающий элемент 4.
На этапе S3 образования отверстий, окружающих ноги, отверстия 40, окружающие ноги (так называемые, ножные отверстия), образуют путем резания полотна 7 (полотен 7А, 7В) после осуществления этапа S2 передачи поглощающего элемента. В этом случае, образование отверстий 40, окружающих ноги, не обязательно вовлекает резание только полотна 7А и полотна 7В, но может вовлекать резание, вместе с полотном 7А и полотном 7В, тыльного листа 3, составляющего элемент 30А области ластовицы.
Следует отметить, что этап S2 передачи поглощающего элемента и этап S3 образования отверстий, окружающих ноги, могут выполняться в обратном порядке.
На этапе S4 складывания, полотно 7 складывают на две части вдоль линии складывания, проходящей в направлении MD транспортирования полотна 7, путем приведения боковой краевой части (первой боковой краевой части 10А) передней области 10 линии талии к боковой краевой части (второй боковой краевой части 20А) задней области 20 линии талии, после выполнения этапа S3 образования отверстий, окружающих ноги.
Следует отметить, что в этом конкретном иллюстрируемом варианте осуществления, линией складывания является средняя линия CL. Однако линия складывания не обязательно является средней линией CL, и она может быть смещена от средней линии CL к первой боковой краевой части 10А или второй боковой краевой части 20А.
На этапе S5 соединения, сложенные части полотна 7 соединяют вместе в соединительных областях 50А посредством ультразвуковой технологической обработки или термической технологической обработки, после выполнения этапа S4 складывания. Соединительная область 50А проходит в направлении MD транспортирования через воображаемую линию SL, которая показывает положение линии резки, проходящей в поперечном направлении CD полотна 7.
На этапе S6 резки, полотно 7, соединенное в соединительных областях 50А, режут вдоль воображаемых линий SL после выполнения этапа S5 соединения. В соответствии с этим получают поглощающее изделие 1.
В этом случае, способ получения поглощающих изделий включает в себя этапы транспортирования между этапами (S1-S6). На каждом из этапов транспортирования полотно 7, подлежащее технологической обработке в поглощающее изделие 1, транспортируют посредством транспортера 100, который будет описан позднее. Этот этап транспортирования включает в себя этап изменения положения прохождения боковой краевой части непрерывного полотна 7, подлежащего технологической обработке в поглощающее изделие 1 во время транспортирования полотна 7.
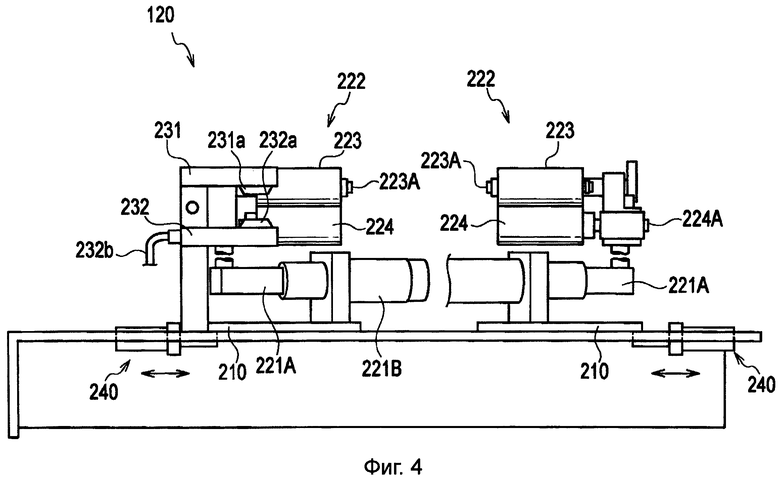
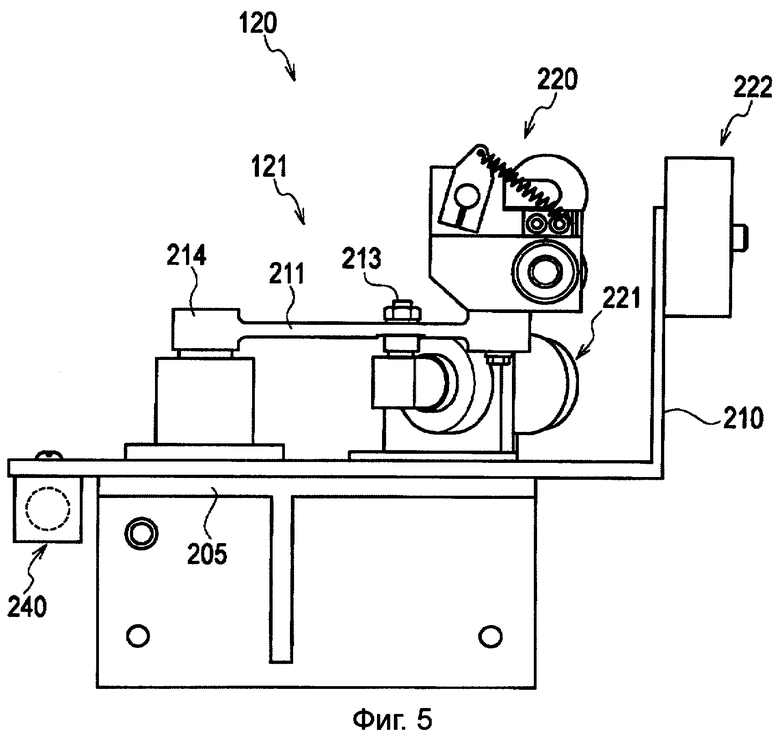
Ниже со ссылкой на фиг.3-5 будет описана конфигурация транспортера 100, используемая на этапе транспортирования и этапе измерения положения. На Фиг.3 приведен вид сверху транспортера 100, соответствующего одному или более вариантам осуществления настоящего изобретения. На Фиг.4 приведен вид спереди транспортера 100, при наблюдении в направлении стрелки А, показанной на фиг.3. На Фиг.5 приведен вид сбоку транспортера 100, при наблюдении в направлении стрелки В, показанной на фиг.3.
Поскольку транспортеры 100, используемые на этапах транспортирования перед этапами (S1-S6), имеют подобную конфигурацию, будет сделано описание, например, транспортера 100, который транспортирует полотно перед этапом S1 образования области линии талии
Как показано на фиг.3-5, транспортер 100 транспортирует полотно 7 под натяжением в направлении MD транспортирования полотна 7. Транспортер 100 может транспортировать полотна 7 разных размеров (то есть разной ширины), например, полотно 7L для размера L или полотно 7М для размера М. На фиг.3 транспортер 100 иллюстрируется как транспортирующий полотно 7L для размера L. Транспортер 100 включает в себя транспортный механизм 110 и механизм 120 корректировки положения бокового края.
Транспортный механизм 110 включает в себя множество роликов 111, конфигурированных для вращения вместе с транспортированием полотна 7. По меньшей мере, один ролик 111 из множества роликов 111 приводится в движение для вращения вокруг вала 111А посредством приводного узла (не показанного). Приводной узел включает в себя двигатель или подобное устройство, конфигурированное для вращения ролика 111 посредством вала 111А.
Механизм 120 корректировки положения бокового края изменяет положение (положение Pr1, Pr2, фиг.3) прохождения боковой краевой части (первой боковой краевой части 10А или второй боковой краевой части 20А) полотна 7, транспортируемого посредством транспортного механизма 110. Механизм 120 корректировки положения бокового края включает в себя первый регулировочный механизм 121 и второй регулировочный механизм 122. Первый регулировочный механизм 121 конфигурирован для изменения положения (положения Pr1, фиг.3) прохождения первой боковой краевой части 10А полотна 7 во время транспортирования, а второй регулировочный механизм 122 конфигурирован для изменения положения (положения Pr2, фиг.3) прохождения второй боковой краевой части 20А полотна 7 во время транспортирования.
Первый регулировочный механизм 121 и второй регулировочный механизм 122 прикреплены к базовой плите 205, через которую движется полотно 7. Первый регулировочный механизм 121 и второй регулировочный механизм 122 работают независимо друг от друга, но практически имеют подобную конфигурацию. По этой причине, будет главным образом описана только конфигурация первого регулировочного механизма 121. На сопроводительных чертежах подобными ссылочными номерами указаны подобные элементы или части в первом регулировочном механизме 121 и втором регулировочном механизме 122.
Первый регулировочный механизм 121 включает в себя подвижную плиту 210, направляющий механизм 220, механизм 230 детектирования и проводной механизм 240. Подвижная плита 210 прикреплена к базовой плите 205 так, чтобы быть подвижной в поперечном направлении CD полотна 7.
Направляющий механизм 220 прикреплен к подвижной плите 210. Направляющий механизм 220 изменяет положение прохождения первой боковой краевой части 10А полотна 7. В частности, направляющий механизм 220 включает в себя силовой привод 221 и роликовый узел 222.
На виде полотна 7 сверху (фиг.3) силовой привод 221 поворачивает верхний прижимной ролик 223 и нижний прижимной ролик 224, которые будут описаны позднее, вокруг одного конца вала 223А верхнего прижимного ролика 223 и одного конца вала 224А нижнего прижимного ролика 224, соответственно. Силовой привод 221 включает в себя подвижный рычаг 221А, серводвигатель 221, конфигурированный для удлинения и сокращения подвижного рычага 221, и шаровой шарнирный узел винтового соединения (не показанный), размещенный между серводвигателем 221В и подвижным рычагом 221А.
Концевая часть подвижного рычага 221А соединена с концевой частью 212 качающегося рычага 211 с соединительной осью 213. Качающийся рычаг 211 присоединен к подвижной плите 210, а, более конкретно, присоединен с возможностью поворота к подвижной плите 210 неподвижной осью 214.
Роликовый узел 222 присоединен к концевой части 212 качающегося рычага 211. Роликовый узел 222 включает в себя верхний прижимной ролик 223 и нижний прижимной ролик 224. Верхний прижимной ролик 223 вращается вокруг вала 223А и входит в контактное взаимодействие с одной из поверхностей (с верхней поверхностью) полотна 7. Нижний прижимной ролик 224 вращается вокруг вала 224А и входит в контактное взаимодействие с одной из поверхностей (с нижней поверхностью) полотна 7. Другими словами, нижний прижимной ролик 224 обращен к верхнему прижимному ролику 223 через полотно 7.
Механизм 230 детектирования предусмотрен ниже по технологической цепочке от направляющего механизма 220 в направлении MD транспортирования полотна 7. Механизм 230 детектирования электрически соединен с силовым приводом 221 и детектирует положение прохождения первой боковой краевой части 10А полотна 7. Механизм 230 детектирования сравнивает детектированное положение прохождения первой боковой краевой части 10А полотна 7 (положение Pr1, смотри фиг.3) с заданным положением, где предполагается прохождение первой боковой краевой части 10А полотна 7 (с положением Рр1, смотри фиг.3) в процессе получения поглощающего изделия 1. Механизм 230 детектирования вычисляет направление и расстояние, на которое необходимо сдвинуть первую боковую краевую часть 10А до заданного положения.
Механизм 230 детектирования включает в себя проектор 231а, смонтированный на верхнем рычаге 231, и фотодетектор 232а, предусмотренный под проектором 231а через полотно 7, и смонтированный на нижнем рычаге 232. Фотодетектор 232а соединен с силовым приводом 221 выходным проводом 232b. Механизм 230 детектирования детектирует свет, излучаемый из верхнего проектора 231а, используя фотодетектор 232а. В частности, механизм 230 детектирования детектирует положение полотна 7, основываясь на величине света, детектируемого посредством фотодетектора 232а. Между прочим проектор 231а может быть смонтирован на нижнем рычаге 232. Кроме того, фотодетектор 232а может быть смонтирован на верхнем рычаге 231. Как показано на фиг.4, механизм 230 детектирования второго регулировочного механизма 122 аннулирован.
В этом случае направляющий механизм 220 и механизм 230 детектирования связаны между собой посредством подвижной плиты 210. Другими словами, направляющий механизм 220 и механизм 230 детектирования двигаются вместе в поперечном направлении CD полотна 7 посредством приводного механизма 240, как описано в этой заявке. В этом случае, это совместное движение включает в себя движение, в котором направляющий механизм 220 и механизм 230 детектирования двигаются вместе, а также движение, в котором направляющий механизм 220 и механизм 230 детектирования двигаются вместе во время изменения положения прохождения боковой краевой части полотна 7.
Приводной механизм 240 движет подвижную плиту 210 для движения в соответствии с этим направляющего механизма 220 и механизма 230 детектирования вместе в поперечном направлении CD полотна 7, соответствующего размеру полотна 7, например, размеру L или размеру М. Более конкретно, приводной механизм 240 движет направляющий механизм 220 и механизм 230 детектирования вместе посредством движения подвижной плиты 210 в поперечном направлении CD полотна 7, соответствующего ширине WL полотна 7 для размера L, или ширине WM полотна 7 для размера М.
Таким образом, приводной механизм 240 движет направляющий механизм 220 и механизм 230 детектирования на одинаковое расстояние перемещения в поперечном направлении CD полотна 7. Приводной механизм 240 включает в себя силовой привод или подобное устройство, электрически соединенное с механизмом 230 детектирования.
Далее со ссылкой на фиг.3-5 будет описана работа вышеуказанного первого регулировочного механизма 121. В частности, следующее описание будет предусмотрено для работы первого регулировочного механизма 121 при изменении размера получаемого поглощающего изделия 1.
Как показано на фиг.3-5, механизм 230 детектирования сравнивает детектированное положение прохождения первой боковой краевой части 10А с заданным положением для заданного размера поглощающего изделия 1. Приводной механизм 240 движет направляющий механизм 220 и механизм 230 детектирования в поперечном направлении CD полотна 7, соответствующего размеру, например, размеру L или размеру М, то есть в соответствии с командой из механизма 230 детектирования. После этого, направляющий механизм 220 поворачивает роликовый узел 222 на определенный угол путем приведения в действие силового привода 221 в соответствии с командой из механизма 230 детектирования.
В том случае, если размер М изменяют на размер L, например, то заданное положение изменяется до соответствия размеру L. Другими словами, транспортер 100 переключается от транспортирования полотна 7М для размера М для транспортирования полотна 7L для размера L. Для этого переключения приводной механизм 240 движет направляющий механизм 220 и механизм 230 детектирования в направлении наружу в поперечном направлении CD полотна 7. После этого, благодаря повороту роликового узла 222 на определенный угол, направляющий механизм 220 может двигать с помощью соответствующего усилия края 10А, 20А полотна 7 до требуемых положений для увеличения или уменьшения ширины WL или WM полотна 7.
Как описано в этой заявке, приводной механизм 240 движет направляющий механизм 220 и механизм 230 детектирования вместе в поперечном направлении CD полотна 7 (в направлении ширины полотна), соответствующего определенному размеру, например, размеру L или размеру М, а также делает равными расстояния перемещения направляющего механизма 220 и механизма 230 детектирования друг другу в поперечном направлении CD полотна 7. В этом случае направляющий механизм 220 (силовой привод 221 и роликовый узел 222) и механизм 230 детектирования предотвращаются от становления не коаксиальными в несоответствующем относительном положении, в отличие от случая, где направляющий механизм 220 и механизм 230 детектирования перемещаются (двигаются) независимо. Соответственно, даже если размер получаемого поглощающего изделия 1 изменяется, то роликовый узел 222 предотвращается от поворота на неправильную величину, и регулировка не требуется для корректирования относительного положения между направляющим механизмом 220 и механизмом 230 детектирования до заданного соотношения. Таким образом, положения прохождения первой боковой краевой части 10А и второй боковой краевой части 20А полотна 7 могут быть изменены без необходимости выполнения сложного управления.
Как описано в этой заявке, направляющий механизм 220 и механизм 230 детектирования связаны друг с другом посредством единой подвижной плиты 210, и двигаются в поперечном направлении CD полотна 7 посредством приводного механизма 240. При такой конфигурации, направляющий механизм 220 и механизм 230 детектирования перемещаются гарантированно на одно расстояние перемещения в поперечном направлении CD полотна 7. Таким образом, направляющий механизм 220 и механизм 230 детектирования более гарантированно предотвращаются от неправильного смещения в несоответствующее относительное положение.
Как описано в этой заявке, направляющий механизм 220 движется над подвижной плитой 210 в поперечном направлении CD полотна 7. При такой конфигурации направляющий механизм 220 способен к тонкой регулировке в изменениях положений прохождения первой боковой краевой части 10А и второй боковой краевой части 20А полотна 7. Таким образом, положения прохождения первой боковой краевой части 10А и второй боковой краевой части 20 могут быть более просто изменены.
МОДИФИЦИРОВАННЫЕ ПРИМЕРЫ
Механизм 120 корректировки положения бокового края, соответствующий описанию, приведенному выше, может быть модифицирован следующим образом. В этом случае описание будет предусмотрено главным образом описанием отличий от предшествующего описания, с подобными или аналогичными ссылочными символами, указывающими подобные или аналогичные элементы.
МОДИФИЦИРОВАННЫЙ ПРИМЕР 1
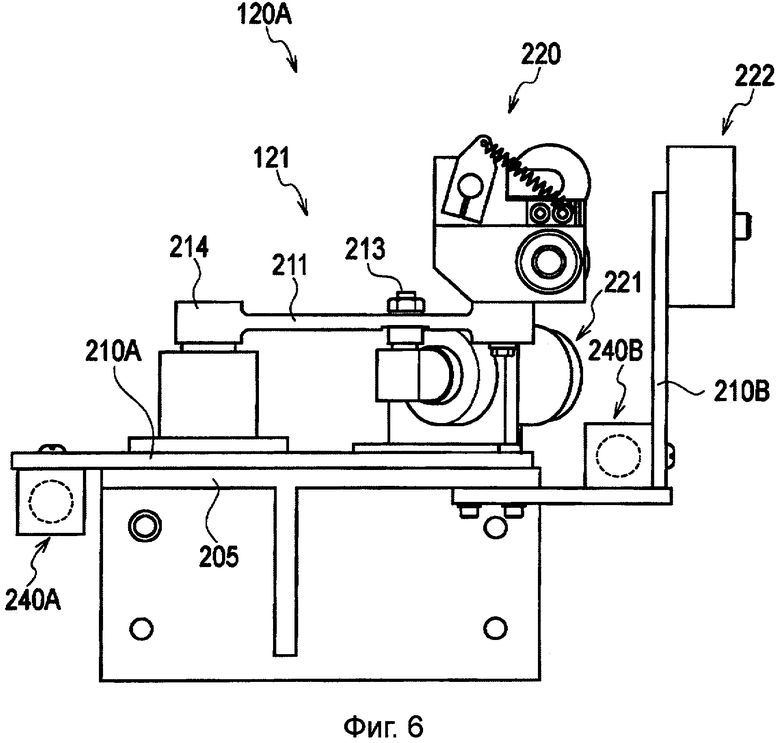
На фиг.6 приведен вид сбоку механизма 120А корректировки положения бокового края, соответствующий МОДИФИЦИРОВАННОМУ ПРИМЕРУ 1. В вышеприведенном описании направляющий механизм 220 и механизм 230 детектирования связаны в одной подвижной плите 210. В противоположность этому, в МОДИФИЦИРОВАННОМ ПРИМЕРЕ 1 направляющий механизм 220 и механизм детектирования 230 являются независимыми друг от друга.
В частности, как показано на фиг.6, направляющий механизм 220 и механизм 230 детектирования не связаны друг с другом посредством подвижной плиты 210. Направляющий механизм 220 связан с подвижной плитой 210А и является подвижным в поперечном направлении CD полотна 7 посредством приводного механизма 240А. Механизм 230 детектирования связан с подвижной плитой 210В и является подвижным в поперечном направлении CD полотна 7 посредством приводного механизма 240В.
Приводные механизмы 240А и 240В независимо двигают направляющий механизм 220 и механизм 230 детектирования, соответственно, при условии, что направляющий механизм 220 и механизм 230 детектирования двигаются на одно расстояние перемещения в поперечном направлении CD полотна 7. Таким образом, приводные механизмы 240А и 240В способны к тонкому регулированию направляющего механизма 220 и механизма 230 детектирования независимо без смещения направляющего механизма 220 и механизма 230 детектирования в несоответствующее относительное положение. Соответственно, положения прохождения первой боковой краевой части 10А и второй боковой краевой части 20А полотна 7 могут быть просто изменены.
МОДИФИЦИРОВАННЫЙ ПРИМЕР 2
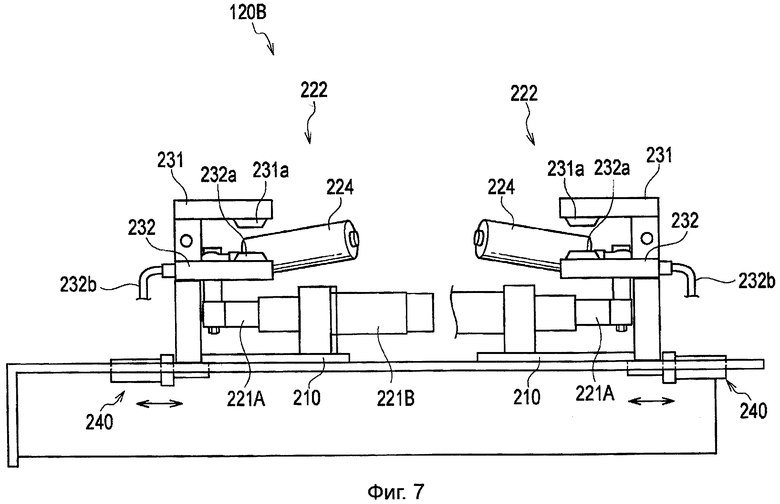
На фиг.7 приведен вид спереди механизма 120В корректировки положения бокового края, соответствующий МОДИФИЦИРОВАННОМУ ПРИМЕРУ 2. В вышеупомянутом описании роликовый узел 222 включает в себя верхний прижимной ролик 223 и нижний прижимной ролик 224. В противоположность этому в МОДИФИЦИРОВАННОМ ПРИМЕРЕ 2 роликовый узел 222 включает в себя только нижний прижимной ролик 224.
В частности, как показано на фиг.7, нижний прижимной ролик 224 наклонен, чтобы иметь наклон вверх к полотну 7 для вхождения в прижимное контактное взаимодействие с полотном 7 снизу. При такой конфигурации нижний прижимной ролик 224 способен к направлению первой боковой краевой части 10А полотна 7 к заданному положению. Наклон нижнего прижимного ролика 224 может регулироваться до степени адекватного соответствия свойствам, например, гибкости, способности к растяжению и скользкости поверхности полотна 7.
Роликовый узел 222 не обязательно включает в себя только нижний прижимной ролик 224, но может включать в себя только верхний прижимной ролик 223. В этом случае верхний прижимной ролик 223 наклонен, чтобы иметь наклон вниз к полотну 7 для вхождения в прижимное контактное взаимодействие с полотном 7 сверху.
В МОДИФИЦИРОВАННОМ ПРИМЕРЕ 2, имеющем только любой один из прижимных роликов верхний прижимной ролик 223 или нижний прижимной ролик 224, роликовый узел 222 способен к получению подобных предпочтительных эффектов, что и в вышеупомянутом описании.
МОДИФИЦИРОВАННЫЙ ПРИМЕР 3
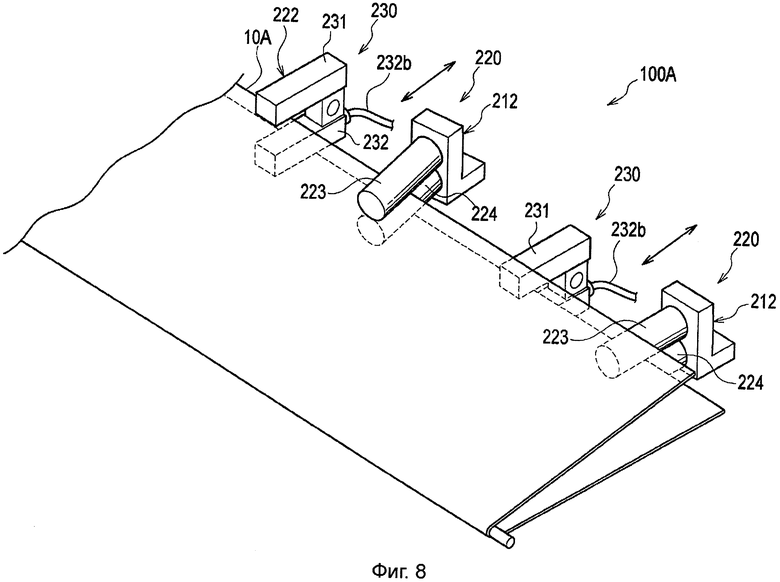
На фиг.8 приведено изометрическое изображение транспортера 100А, соответствующего МОДИФИЦИРОВАННОМУ ПРИМЕРУ 3. В вышеупомянутом описании, транспортер 100 используют между этапами (S1-S6). В противоположность этому транспортер 100А в МОДИФИЦИРОВАННОМ ПРИМЕРЕ 3 используют только на этапе S4 складывания.
В частности, как показано на фиг.8, транспортер 100А предусмотрен в местоположении, где полотно 7 складывают вдоль линии складывания путем приведения первой боковой краевой части 10А ко второй боковой краевой части 20А. Точнее говоря, для каждой из боковых краевых частей (для боковой краевой части 10А и боковой краевой части 20А) предусмотрены подвижная плита 210 (не показана), направляющий механизм 220, механизм 230 детектирования и приводной механизм 240 (не показан).
В МОДИФИЦИРОВАННОМ ПРИМЕРЕ 3 на этапе S4 складывания транспортер 100А используется и дает подобные предпочтительные эффекты, что и в вышеупомянутом описании, даже если изменяется размер поглощающего изделия 1. Как результат, транспортер 100А обеспечивает возможность более гарантированного размещения первой боковой краевой части 10А на второй боковой краевой части 20А в полотне 7.
ДОПОЛНИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ
Как описано выше, детали нескольких вариантов осуществления были описаны в качестве примеров. Должно быть очевидным, что описание и сопроводительные чертежи, которые составляют неотъемлемую часть этого описания, не ограничивают настоящего изобретения. На основе этого описания квалифицированные специалисты в этой области техники могут просто предложить различные альтернативные варианты осуществления, примеры и технологические приемы.
Например, могут быть предусмотрены следующие дополнительные варианты осуществления. В частности, поглощающее изделие 1 было описано как включающее в себя в комбинации переднюю область 10 линии талии, заднюю область 20 линии талии и область 30 ластовицы. Поглощающее изделие 1 не ограничено этой конфигурацией, но может быть образовано полностью как одна компоновка. В этом случае нет необходимости говорить, что используется другой способ получения поглощающего изделия.
Помимо всего прочего, описание было предусмотрено для транспортера 100, используемого в получении подгузника одноразового использования типа трусов. Однако транспортер 100 не ограничен таким использованием. Например, транспортер 100 может быть использован для получения другого изделия, например, подгузника одноразового использования открытого типа. Другими словами, транспортер 100 может быть использован, по меньшей мере, для транспортирования любого полотна 7, которое поддается растяжению в поперечном направлении CD полотна 7, не обязательно для получения поглощающего изделия 1. Пока транспортер 100 транспортирует поддающееся растяжению полотно 7, транспортер 100 может быть использован между этапами, другими, чем этапы, описанные со ссылкой на фиг.2.
Кроме того, описание было предусмотрено для транспортера 100, используемого для транспортирования единого полотна 7. Однако транспортер 100 не ограничен таким использованием. Например, если полотно, включающее в себя континуум передних областей 10 линии талии, и полотно, включающее в себя континуум задних областей 20 линии талии, транспортируют одновременно, то один транспортер 100 может быть предусмотрен для каждого или обоих полотен. Помимо всего прочего, множество транспортеров 100 может быть предусмотрено между любыми двумя из технологических этапов.
Помимо всего прочего, поглощающее изделие 1 было описано как имеющее размерные изменения, например, размер L и размер М. Размерные изменения не ограничены для этих размеров, но могут включать в себя два или более разных размеров. Например, размерные изменения могут включать в себя три размера, например, размер L, размер М и размер S.
Кроме того, транспортный механизм 110 был описан как механизм, включающий в себя множество роликов 111. Однако транспортный механизм 110 не должен ограничиваться этой конфигурацией, и может иметь другую конфигурацию, например, ленточный транспортер, пока эта конфигурация разрешает транспортному механизму 110 транспортировать полотно 7.
Механизм 120 корректировки положения бокового края был описан как механизм, включающий в себя первый регулировочный механизм 121 и второй регулировочный механизм 122. Однако механизм 120 корректировки положения бокового края не должен ограничиваться этой конфигурацией, а может включать в себя только один из регулировочных механизмов. Другими словами, механизм 120 корректировки положения бокового края может быть предусмотрен, по меньшей мере, для одной из боковых краевых частей полотна 7.
Дополнительно, хотя подвижная плита 210 была описана как плита, связывающая направляющий механизм 220 и механизм 230 детектирования друг с другом, рама, способная к соединению (креплению) направляющего механизма 220 и механизма 230 детектирования друг с другом, может быть использована вместо подвижной плиты 210.
Кроме того, нет ограничения для любого относительного положения между направляющим механизмом 220, механизмом 230 детектирования и приводным механизмом 240, и в соответствии с этим при необходимости может быть выбрано любое адекватное относительное положение.
Кроме того, материал, условие поверхностной отделки и длина, и диаметр прижимных роликов могут быть адекватно выбраны в соответствии с состояниями полотна 7, например, условием технологической обработки полотна 7 и состоянием нанесенного адгезива, который нанесен на полотно 7 заранее. Например, материалы, пригодные в качестве поверхностного материала роликов, включают в себя полиуретан, каучук или силиконовый каучук, поропласт, полученный из такого каучука, и метал.
Как описано выше, настоящее изобретение естественно включает в себя различные варианты осуществления, которые не описаны в этой заявке. Соответственно, технический объем настоящего изобретения должен ограничиваться только объектами для ограничения настоящего изобретения в объеме формулы изобретения, рассматриваемого, соответственно, на основе описания.
Полное содержание японских патентных заявок, заявки №2009-048418 (поданной 2 марта 2009 года) и заявки №2010-042003 (поданной 26 февраля 2010 года), включены в эту заявку в качестве ссылки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Таким образом, поскольку транспортер и способ получения поглощающего изделия, соответствующие настоящему изобретению, способны к избирательному транспортированию любого из полотен двух или более размеров простым изменением положения прохождения боковой краевой части полотна без выполнения сложного управления, они являются пригодными в технологии производства поглощающих изделий.
СПИСОК ССЫЛОЧНЫХ СИМВОЛОВ
1 - поглощающее изделие
2 - верхний лист
3 - тыльный лист
4 - поглощающий элемент
5 - непромокаемый лист
6 - сборка
6А - поясная сборка
6В - ножная сборка
7, 7А, 7В, 7L, 7М - полотно
10 - передняя область линии талии
10А - передний боковой край
20 - задняя область линии талии
20А - второй боковой край
30 - область ластовицы
30А - элемент области ластовицы
40 - отверстия, окружающие ноги
50 - соединительные части
50А - заданная область
60 - поясные отверстия
100, 100А - транспортер
110 - транспортный механизм
111 - ролик
111А - основной вал
120 (120А, 120В) - механизм коррекции положения бокового края
121 - первый регулировочный механизм
122 - второй регулировочный механизм
205 - базовая плита
210 - подвижная плита
220 - направляющий механизм
221 - силовой привод
222 - роликовый узел
223 - верхний прижимной ролик
224 - нижний прижимной ролик
230 - механизм детектирования
231 - верхний рычаг
231а - верхний проектор
232 - нижний рычаг
232а - нижний проектор
232b - выходной провод
240 (240А, 240В) - приводной механизм.
Настоящее изобретение относится к транспортеру и способу получения поглощающего изделия, использующему такой транспортер для избирательного транспортирования непрерывных полотен разных размеров.
Транспортер, избирательно транспортирующий непрерывное полотно, имеющее первый размер изделия, или непрерывное полотно, имеющее второй размер изделия, который отличается от первого размера изделия, содержит направляющий механизм, выполненный с возможностью изменения положения прохождения, по меньшей мере, одной из первой и второй боковых краевых частей полотна, посредством контактного взаимодействия по меньшей мере с боковой краевой частью полотна. Механизм детектирования, конфигурированный для детектирования положения прохождения боковой краевой части полотна, и приводной механизм, приводящий в движение направляющий механизм и механизм детектирования на одинаковое расстояние в поперечном направлении, перпендикулярном направлению транспортирования полотна, соответствующего первому размеру или второму размеру полотна. Механизм детектирования и направляющий механизм установлены с возможностью совместного перемещения, механизм детектирования электрически соединен с силовым приводом, который является частью направляющего механизма и детектирует прохождение краевой части полотна, а направляющий механизм корректирует положение роликового узла, который является частью направляющего механизма, посредством силового привода на основе данных механизма детектирования.
Настоящее изобретение имеет целью обеспечение транспортера и способа получения поглощающего изделия, которые являются способными к избирательному транспортированию любых из полотен для двух или более размеров, благодаря простому изменению положения прохождения боковой краевой части полотна без выполнения сложного управления. 2 н. и 8 з.п. ф-лы, 8 ил.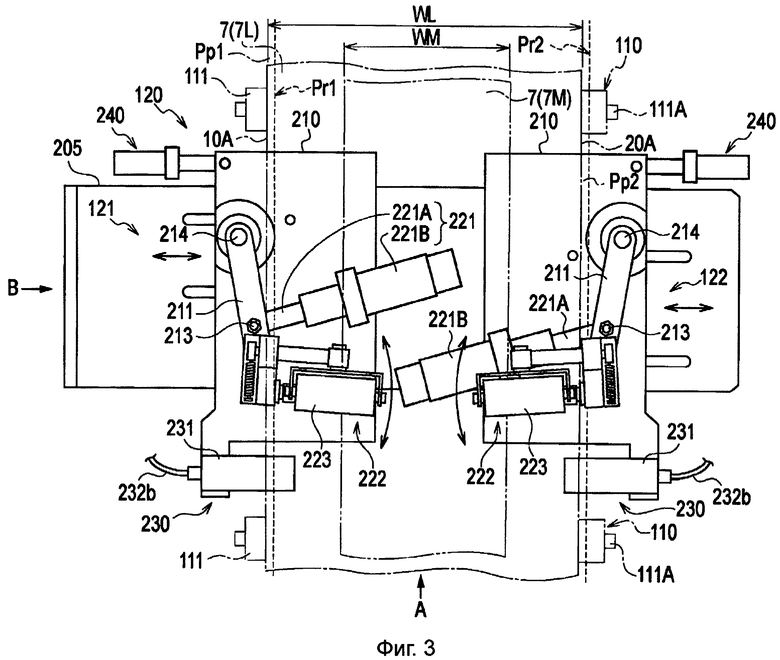
1. Транспортер, избирательно транспортирующий непрерывное полотно, имеющее первый размер изделия, или непрерывное полотно, имеющее второй размер изделия, который отличается от первого размера изделия, содержащий
направляющий механизм (220), выполненный с возможностью изменения положения прохождения, по меньшей мере, одной из первой и второй боковых краевых частей (10А и 20А) полотна (7), посредством контактного взаимодействия по меньшей мере с боковой краевой частью полотна;
механизм детектирования (230), конфигурированный для детектирования положения прохождения боковой краевой части полотна; и
приводной механизм (240), приводящий в движение направляющий механизм и механизм детектирования на одинаковое расстояние в поперечном направлении, перпендикулярном направлению транспортирования полотна, соответствующего первому размеру или второму размеру транспортируемого полотна, причем
механизм детектирования и направляющий механизм установлены с возможностью совместного перемещения,
механизм детектирования электрически соединен с силовым приводом (221), который является частью направляющего механизма, и детектирует прохождение краевой части полотна,
направляющий механизм корректирует положение роликового узла (222), который является частью направляющего механизма, посредством силового привода на основе данных механизма детектирования.
2. Транспортер по п.1, в котором приводной механизм приводит в движение направляющий механизм и механизм детектирования вместе в поперечном направлении независимо друг от друга.
3. Транспортер по п.1, в котором направляющий механизм и механизм детектирования соединены одной рамой, и приводной механизм движет раму в поперечном направлении полотна.
4. Транспортер по п.3, в котором направляющий механизм является подвижным на раме в поперечном направлении полотна.
5. Транспортер по любому одному из пп.1-4, в котором
направляющий механизм включает в себя
прижимной роликовый узел, содержащий основной вал (111А), для контактного взаимодействия с боковой краевой частью полотна, и
силовой привод, выполненный с возможностью поворота основного вала прижимного роликового узла вокруг одного конца основного вала прижимного роликового узла в горизонтальной проекции полотна.
6. Транспортер по п.5, в котором
прижимной роликовый узел включает в себя
первый прижимной ролик, выполненный с возможностью контактного взаимодействия с одной из поверхностей полотна, и
второй прижимной ролик, обращенный к первому прижимному ролику через полотно и выполненный с возможностью контактного взаимодействия с другой поверхностью полотна.
7. Способ получения поглощающего изделия, имеющего, по меньшей мере, первый размер и второй размер, который отличается от первого размера, предусматривающий
этап изменения положения прохождения боковой краевой части непрерывного полотна во время транспортирования полотна посредством транспортера, содержащего направляющий механизм, механизм детектирования и приводной механизм, причем полотно подвергают технологической обработке (переработке) в поглощающее изделие, в котором
изменяют положение прохождения направляющим механизмом, по меньшей мере, одной из первой (10А) или второй (20А) боковых краевых частей полотна, благодаря вхождению в контактное взаимодействие с боковой краевой частью полотна;
детектируют положение прохождения по меньшей мере боковой краевой части полотна механизмом детектирования; и
перемещают направляющий механизм и механизм детектирования приводным механизмом в поперечном направлении, перпендикулярном направлению транспортирования полотна, соответствующего первому размеру или второму размеру транспортируемого полотна, причем
механизм детектирования и направляющий механизм установлены с возможностью совместного перемещения,
механизм детектирования электрически соединен с силовым приводом (221), который является частью направляющего механизма, и детектирует прохождение краевой части полотна,
направляющий механизм корректирует положение роликового узла (222), который является частью направляющего механизма, посредством силового привода на основе данных механизма детектирования.
8. Способ по п.7, дополнительно предусматривающий этап складывания полотна вдоль положения складывания, проходящего в направлении транспортирования полотна, путем приведения одной из боковых краевых частей полотна к другой боковой краевой части полотна, в котором
обеспечивают направляющий механизм, механизм детектирования и приводной механизм для каждой одной и другой боковых краевых частей полотна.
| US 0001591906 A1,06.07.1926, | |||
| СЕСОЮЗИДЯ I | 0 |
|
SU352670A1 |
| US 0006357212 B1, 19.03.2002, | |||
| US 0007039997 B2, 09.05.2006, | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2316300C2 |

