ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к бритвенным лезвиям и способам их изготовления, в частности, включающим автоматическое управление процессом окрашивания лезвий при их изготовлении.
УРОВЕНЬ ТЕХНИКИ
Обычно бритвенные лезвия изготавливают из подходящего металлического листового материала, такого как нержавеющая сталь, который разрезают в длину на полоски желаемой ширины и подвергают термообработке для закалки металла. Операцию закалки производят в высокотемпературной печи, где металл может подвергаться температурному воздействию свыше 1100°С в течение времени до 10 секунд с последующим охлаждением. После закалки на лезвии формируют режущую кромку. Режущая кромка обычно имеет клиновидную форму с завершающим заостренным концом, имеющим радиус меньше, чем примерно 1000 Å, например, около 200-300 Å. На режущую кромку могут быть нанесены различные покрытия. Например, для улучшения прочности, сопротивления коррозии и бреющей способности для режущей кромки или заостренного конца часто применяются твердые покрытия, такие как алмаз, аморфный алмаз, углеродный алмазоподобный материал, нитриды, карбиды, оксиды керамик. Для улучшения сцепления между подложной, обычно нержавеющей сталью, и твердыми покрытиями могут применяться промежуточные слои из материалов, содержащих ниобий или хром. Для уменьшения трения может использоваться политетрафторэтиленовый внешний слой.
Важно, чтобы нанесение этих покрытий и любые другие операции по обработке лезвия, выполняемые после закалки, осуществлялось при достаточно низкой температуре, чтобы закаленная и заточенная сталь не была отпущена. Если сталь будет отпущена, она потеряет свою твердость и не сможет должным образом работать при использовании бритвенного лезвия.
Примеры выполнения режущей кромки бритвенного лезвия и процессов производства описаны в патентах США №№5,295,305, 5,232,568, 4,933,058, 5,032,243, 5,497,550, 5,940,975, 5,669,144, а также ЕР 0591334 и PCT/US92/03330, которые включены в список принятых во внимание источников.
Бритвенные лезвия могут включать цветное покрытие, т.е. слой, имеющий цветовое отличие от цвета собственно материала лезвия. Термин "цветной", как он используется здесь, включает все цвета, в том числе черный и белый. Цветное покрытие обеспечивает желаемый эстетический эффект, не оказывая отрицательного влияния на работу или физические свойства лезвия. Цвет бритвенных лезвий может сочетаться по цвету с цветом корпуса картриджа бритвы, или ручки, или других элементов бритвенной системы. В некоторых вариантах предпочтительного выполнения покрытие нанесено по существу на всю поверхность лезвия, что улучшает эффект восприятия цвета лезвия и упрощает производство. Оксидные покрытия долговечны, проявляют превосходное сцепление с материалом лезвия и могут изготавливаться единообразно и относительно недорого.
Бритвенные лезвия можно окрашивать во время закалки лезвийной стали, используя такие технологии, как (а) термическое окисление стали или (b) восстановление и управляемое повторное окисление нанесенного на поверхность стали покрытия из оксида твердого металла, например диоксида титана. Чтобы сократить издержки, уменьшить вероятность брака, достичь качественного окрашивания и возможности управления таким окрашиванием, при осуществлении этих двух технологий, необходимо автоматическое управление процессом окрашивания и соответствующее для этого оборудование.
При термическом окислении материал лезвия во время закалки подвергается воздействию чистого сухого воздуха, чтобы на нем образовался оксидный слой. Способ также включает последующее охлаждение материала лезвия, чтобы инициировать мартенситное преобразование стали, и формование бритвенного лезвия из закаленного материала, причем оксидное покрытие придает бритвенному лезвию определенный цвет. Предпочтительные варианты осуществления способа не оказывают отрицательного влияния на конечные свойства лезвия.
Процесс окрашивания материала лезвия за счет покрытия из оксида твердых металлов, осуществляемый путем восстановления и управляемого повторного окисления, включает нанесение на лист мягкого материала лезвия равномерного по толщине слоя оксида твердого металла и/или оксинитрида металла, например оксида титана и/или других оксидов переходных металлов, в том числе циркония, алюминия, кремния, вольфрама, тантала, ниобия, железа и их смесей, например, путем физического осаждения из газовой фазы, плазмохимического осаждения из газовой фазы или другим методом осаждения. Затем материал лезвия, покрытый оксидом металла, подвергается закалке, в процессе этой операции уменьшается содержание кислорода в существующем оксидном или оксинитридном покрытии, затем осуществляется повторная операция окисления, при которой покрытие подвергается воздействию чистого сухого воздуха, количество которого может задаваться в зависимости от желаемого цвета покрытия. Этот способ также включает охлаждение материала лезвия после повторной операции окисления для того, чтобы инициировать мартенситное преобразование стали, и формование бритвенного лезвия из закаленного материала. Предпочтительные варианты осуществления способа не оказывают отрицательного влияния на конечные свойства лезвия.
Технология термического окисления включает прохождение материала лезвия через туннельную печь, состоящую из двух зон. Первая зона предназначена для аустенизации лезвийной стали и удаления любого окисла на ее поверхности. Первая зона содержит преимущественно водород и азот. Вторая зона туннельной печи, называемая зоной окисления и которая размещается непосредственно за первой зоной, предназначена для окисления поверхности стали. На протяжении практически всей длины первой зоны поддерживается температура порядка 1100°С. Температурный режим печи таков, что температура материала лезвия на выходе из первой зоны, непосредственно перед зоной окисления, снижается от температуры аустенизации, составляющей свыше 1100°С, до менее чем 800°С при входе материала лезвия во вторую зону. Количество кислорода в зоне окисления туннельной печи определяется количеством сухого воздуха и азота, подаваемых в эту зону. Регулируя подачу кислорода в зону окисления, можно добиваться нужного цвета полученного оксидного покрытия. После того, как сталь проходит через зону окисления туннельной печи, инициируется ее закалка с помощью охлаждающих блоков с водяным охлаждением. Результатом закалки является мартенситное преобразование лезвийной стали.
Вышеописанные процессы термического окисления обеспечивают образование цветной оксидной пленки на лезвийной стали во время процесса закалки после аустенизации и до мартенситного преобразования. Если бы вместо этого сталь была окрашена путем термического окисления до закалки, то во время последующей операции закалки интенсивность цвета, как правило, ослабевала бы. Если же процесс термического окисления применить после мартенситного преобразования, это, как правило, нарушило бы мартенситные свойства стали. Описанные выше процессы в общем случае обеспечивают нанесение защитного оксидного покрытия с высокой степенью сцепления, при этом есть возможность превосходно регулировать цвет и не оказывать отрицательного влияния на металлургические свойства закаленных полосок лезвий из нержавеющей стали.
Процесс восстановления и управляемого повторного окисления твердого оксидного покрытия и закалки включает прохождение материала лезвия через туннельную печь, состоящую из двух зон. Первая зона предназначена для аустенизации стали и для восстановления нанесенного на ее поверхность оксидного покрытия. Такая первая зона содержит преимущественно водород и азот. Вторая зона туннельной печи, которая размещается непосредственно за первой зоной, предназначена для повторного окисления покрытия. Во второй зоне туннельной печи, независимо от внешних условий в ее первой зоне, можно управлять парциальным давлением кислорода. Управляя парциальным давлением кислорода во второй зоне туннельной печи, можно дополнительно задавать и регулировать желаемый цвет оксидной пленки на поверхности стали. После того, как окисленная сталь проходит зону окисления туннельной печи, за счет охлаждающих блоков с водяным охлаждением инициируется ее закалка. Результатом процесса закалки является мартенситное преобразование лезвийной стали.
Описанный выше процесс окрашивания лезвия путем восстановления и повторного окисления оксидного покрытия позволяет особенным образом модифицировать (окрашивать) слой оксида переходного металла во время процесса закалки мартенситной нержавеющей стали. Если бы слой оксида переходного металла окрашивался до закалки, интенсивность цвета, как правило, ослабевала бы во время последующей операции закалки. Если бы процесс окрашивания применялся после мартенситного преобразования, он бы либо нарушил мартенситные свойства лезвийной стали, либо потребовал бы управления высокотемпературными процессами и особого обращения с материалом лезвия. Описанные выше способы в общем случае обеспечивают нанесение защитных оксидных покрытий с высокой степенью сцепления, при этом есть возможность превосходно регулировать цвет наносимого покрытия и не оказывать отрицательного влияния на металлургические свойства закаленных полосок лезвий из нержавеющей стали.
В описанных выше обоих способах изготовления цветных лезвий как за счет процесса окисления материала лезвия, так и за счет восстановления и повторного окисления покрытия из оксида твердого металла, на поверхности лезвия образуется цветное покрытие, при этом цвет создается тонкой оксидной пленкой в результате интерференции частичного отраженного света от границы воздух/оксид и света, отраженного от границы оксид/сталь. Усиливающая интерференция происходит, когда отраженный свет от одной границы вкладывается в фазе с отраженным светом от другой границы, при этом получается более яркий свет. Гасящая интерференция происходит, когда отраженные от упомянутых поверхностей световые потоки складываются в противофазе, при этом наблюдается минимум интерференционной картины. Разность фаз между отраженными от указанных границ световыми потоками зависит от оптической разности хода лучей (OPL), проходящих через тонкую оксидную пленку и отраженных от ее внешней поверхности. Условие минимума интерференционной картины определяется по формуле

где nf - коэффициент преломления пленки;
d - толщина пленки;
θ - угол преломления падающего пучка света относительно нормали к поверхности пленки;
коэффициент 2 учитывает двойное прохождение света через пленку за счет отражения от границы оксид/сталь.
В случае термического окисления лезвийной стали без покрытия коэффициент преломления оксида считается практически постоянным, а цвет главным образом будет определяться конечной толщиной d оксидного слоя. В случае повторного окисления и получения пленки из оксида твердого металла на лезвийной стали толщина оксидной пленки является практически постоянной величиной, а цвет главным образом зависит от степени реакции повторного окисления, с которой связано увеличение коэффициента преломления.
Результатом разброса параметров, связанных с процессом закалки, в том числе температуры, расхода газа и утечек газа, является изменение цвета, достигаемого в процессе окрашивания путем термического окисления. Разброс параметров процесса закалки, так же как и разброс в толщине или коэффициенте преломления пленки из оксида/оксинитрида твердого металла до процесса закалки, если их не скомпенсировать, также приведет к соответствующему изменению цвета закаленной лезвийной стали в процессе восстановления/повторного окисления. Кроме того, когда для осуществления непрерывного процесса разрезанные полоски свариваются друг с другом, могут происходить резкие изменения толщины предварительно нанесенного слоя оксида металла, и, как результат, резко изменяется цвет конечного продукта.
В описанных выше процессах окрашивания лезвий разброс параметров можно скомпенсировать, обеспечив тем самым получение желаемого цвета, посредством визуального наблюдения за цветом закаленной стали лезвия и последующей регулировки расхода чистого сухого воздуха, подаваемого во время операций окисления или повторного окисления. Однако ручное управление увеличивает себестоимость и не позволяет достаточно быстро корректировать изменение цвета, что увеличивает количество бракованного материала в процессе изготовления лезвий.
Данное изобретение относится к усовершенствованному способу изготовления бритвенных лезвий с автоматическим управлением, обеспечивающим заданный цвет лезвий. Ниже описаны такой способ и система для его осуществления. Эти способ и система приемлемы для использования в различных окислительных процессах при окрашивании стали бритвенных лезвий. Описан контур обратной связи (замкнутая система управления), включающий операции измерения параметра цвета, сравнения измеренного параметра цвета с заданным значением и количественной оценки разницы между этими параметрами, и, в случае превышения разницы некоторого заданного предела - операцию регулировки технологического параметра, изменяющего цвет, в частности расхода воздуха в зоне окисления, чтобы измеренный и заданный параметры цвета были равными по значению или отличались в пределах установленной величины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Данное изобретение относится к способу изготовления бритвенного лезвия, включающему осуществляемые в автоматическом режиме с обратной связью измерение параметра цвета полоски стали после операции окрашивания, сравнение измеренного параметра цвета с заданным параметром цвета и определение разницы между ними, при этом в случае, если разница превышает установленную пороговую величину, регулируют изменяющий цвет технологический параметр, в частности расход воздуха в зоне окисления, так, чтобы измеряемый и заданный параметры цвета были равными по значению или отличались в пределах установленной величины.
Другим объектом изобретения является система автоматического управления процессом окрашивания бритвенных лезвий при их изготовлении, содержащая закалочную печь с зоной окисления, спектрометр, выполненный с возможностью измерения спектра отражения от лезвийной стали непосредственно после операции окрашивания, контроллер, выполненный с возможностью регулирования изменяющего цвет технологического параметра, процессор, выполненный с возможностью определения значения параметра цвета, соответствующего измеренному спектру отражения, определения разности между этим значением параметра цвета и заданным значением параметра и формирования сигнала управления для регулятора массового расхода воздуха, если разница превышает установленную пороговую величину.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 представлена технологическая карта, показывающая операции процесса изготовления бритвенных лезвий, в том числе окрашивание лезвий во время операции термического окисления, согласно одному из примеров осуществления изобретения.
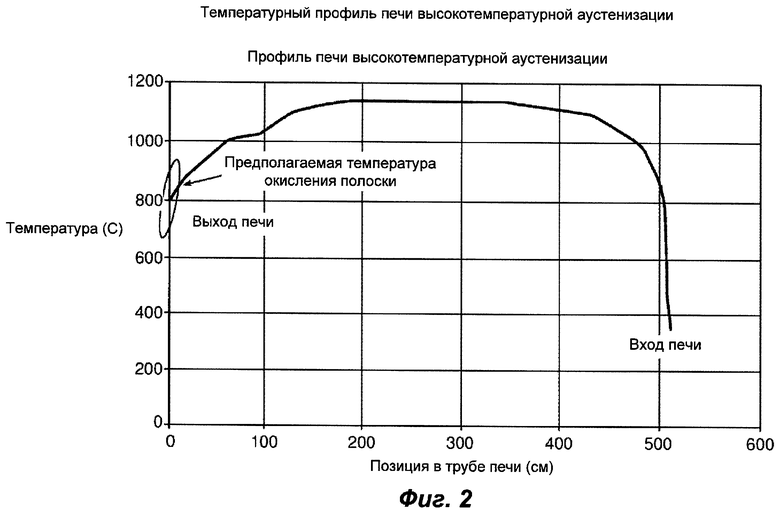
На Фиг.2 показан температурный профиль печи для закалки.
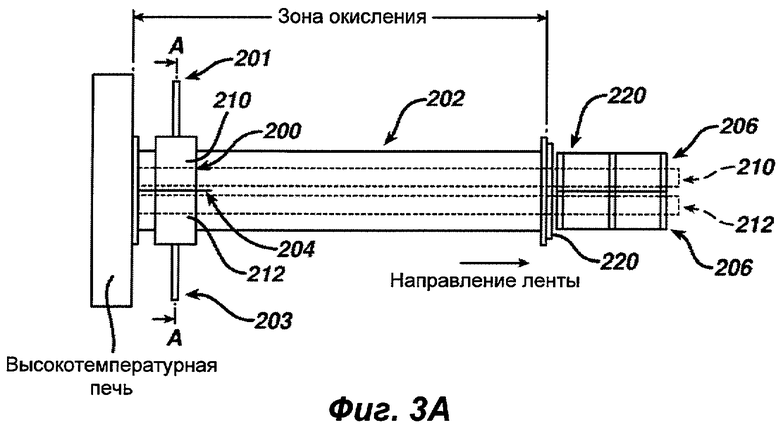
На Фиг.3А схематично показана горизонтальная проекция зоны окисления.
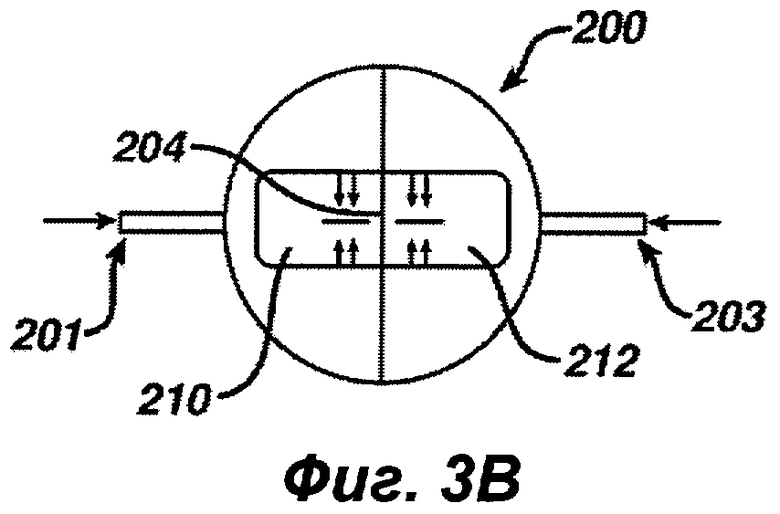
На Фиг.3В схематично показан вид поперечного сечения распылителя вдоль линии А-А, указанной на Фиг.3А.
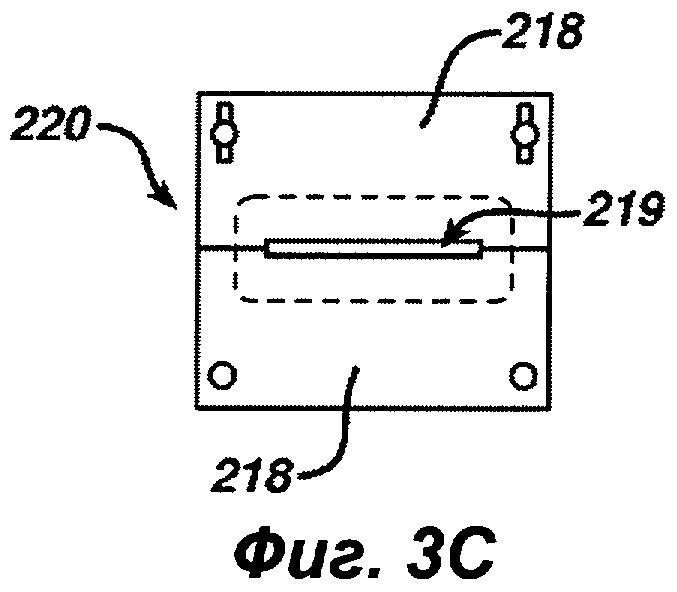
На Фиг.3С схематично показан фронтальный вид выходной заслонки, используемой в зоне окисления, показанной на Фиг.3А.
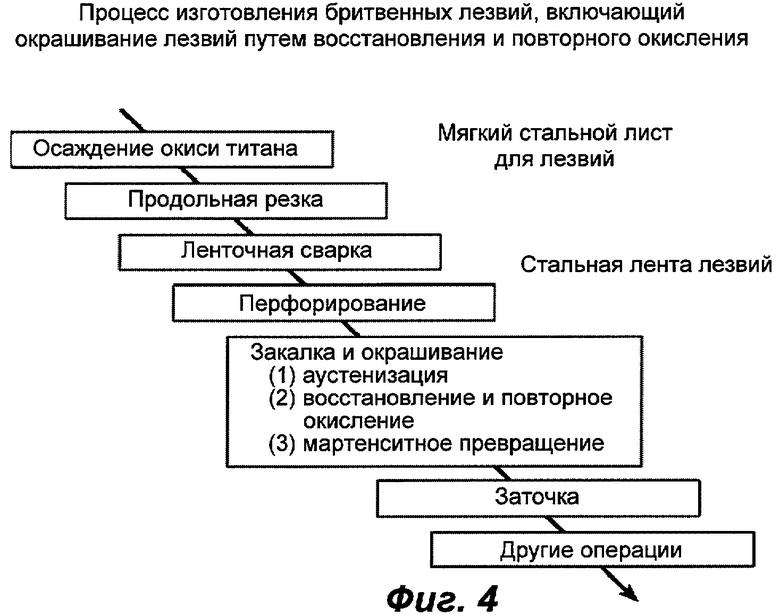
На Фиг.4 представлена технологическая карта, показывающая операции процесса изготовления бритвенных лезвий, в том числе окрашивания лезвий во время восстановления и управляемого повторного окисления, согласно одному из примеров осуществления изобретения.
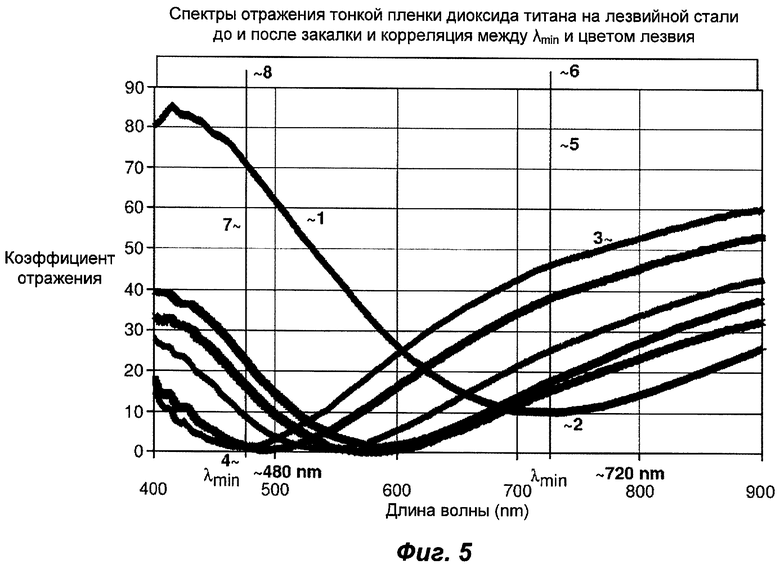
На Фиг.5 представлены спектры отражения для лезвийной стали с покрытием из оксида твердого металла до процесса закалки и после него в различных условиях (закалка проводилась с различными значениями расхода воздуха в зоне окисления). График также показывает соотношение между длиной волны λmin, соответствующей минимуму в спектре, и приблизительным цветом бритвенного лезвия.
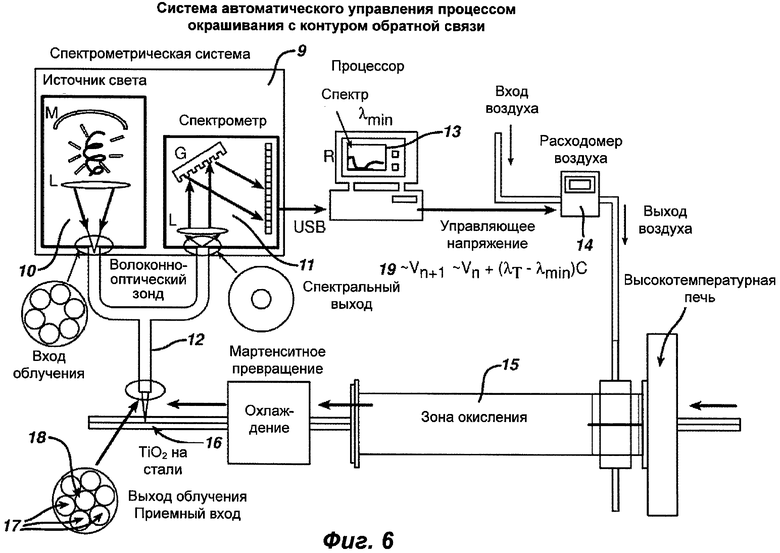
На Фиг.6 показана блок-схема системы автоматического управления цветом с контуром обратной связи, состоящей из спектрометрической системы, процессора, расходомера воздуха и печи для закалки, имеющей зону окисления.
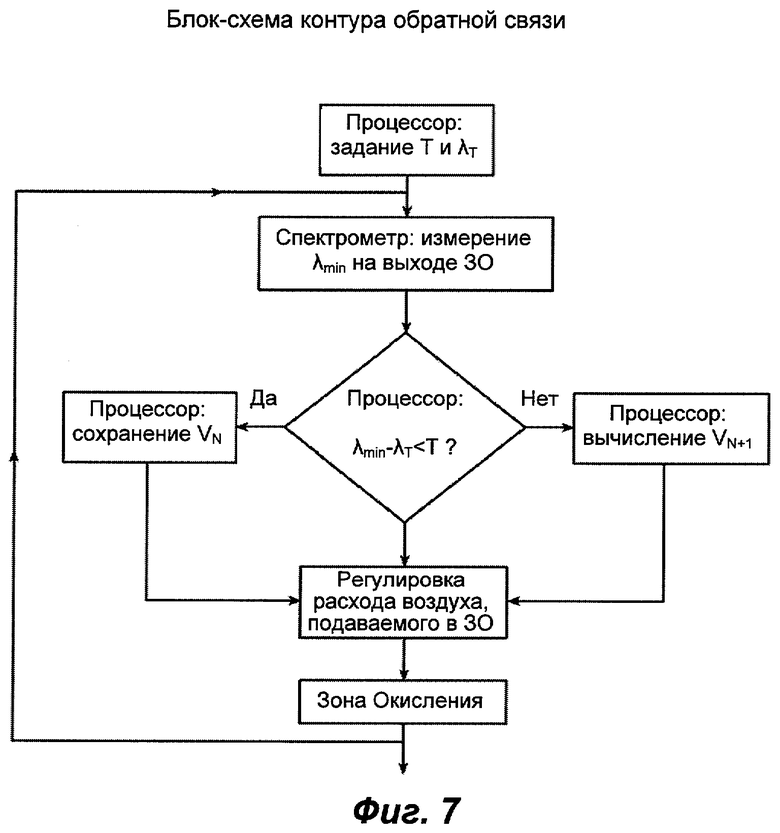
На Фиг.7 представлена блок-схема процесса управления цветом с контуром обратной связи.
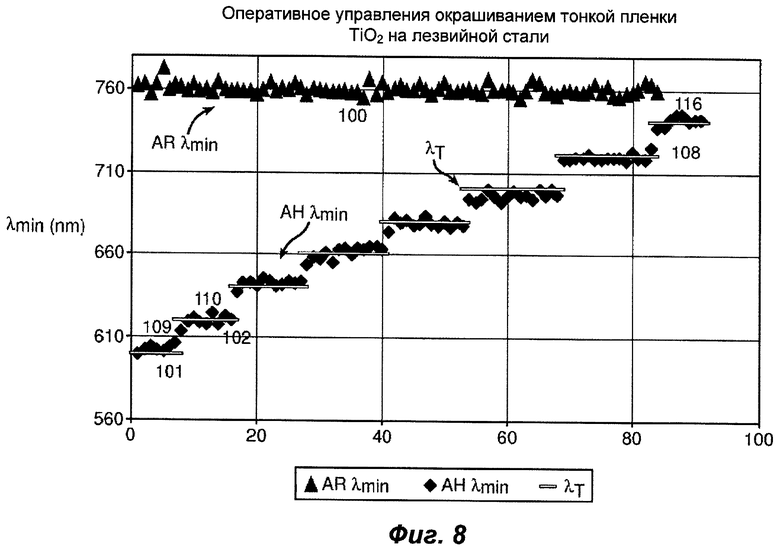
На Фиг.8 представлен график, показывающий λmin для пленки из оксида тяжелого металла на лезвийной стали до закалки, λmin для пленки из оксида тяжелого металла закаленной лезвийной стали при условии управления цветом с обратной связью, а также заданную длину волны λT для минимума в спектре отражения.
На чертежах одинаковые элементы обозначены одинаковыми позициями.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На Фиг.1 схематично показан примерный процесс изготовления бритвенных лезвий, включающий термическое окисление для образования цветного оксидного слоя. Вначале лист стали, из которой изготавливаются лезвия, разрезают на полоски. Затем полоски соединяют вместе путем сварки и перфорируют для удобства в обращении во время последующей обработки.
После того как необходимые до закалки операции завершены, материал лезвия подвергают процессу закалки, который включает аустенизацию нержавеющей стали. Типичный температурный профиль процесса закалки, который осуществляют в туннельной печи, показан на фиг.2. Материал лезвия быстро изменяет температуру по линейному закону до высокой температуры, например, около 1160°С, выдерживается при этой температуре определенное время, в течение которого происходит аустенизация нержавеющей стали, и затем его быстро охлаждают. Во время аустенизации в этой высокотемпературной печи течет формирующий газ, например, включающий водород и азот. Состав и расход формирующего газа регулируют для того, чтобы не происходило окисления, и содержание любого природного оксида уменьшалось. В примере осуществления изобретения формирующий газ включает водород для предотвращения окисления и сокращения содержания любого природного оксида, и азот, поскольку инертный газ снижает концентрацию водорода в целом. В некоторых вариантах осуществления изобретения формирующий газ может включать около 75% водорода и около 25% азота и его расход может составлять от 7 до 38 л/мин.
После аустенизации полоски проходят через зону окисления, при этом на поверхности стали образуется цветной оксидный слой. Формирующий газ течет из печи закалки в зону окисления. Окисляющий газ (например, включающий кислород) включается в состав формирующего газа при желаемой температуре в зоне окисления (температуре, при которой полоски стали достигли температуры, пригодной для окисления) и запускает процесс окисления. Кислород может подаваться в виде сухого воздуха. Зона окисления и условия, при которых происходит окисление (например, соотношение водорода и кислорода), детально рассматриваются ниже. После выхода из зоны окисления материал лезвия быстро охлаждают, в результате чего происходит мартенситное преобразование нержавеющей стали. Охлаждение не оказывает отрицательного влияния на цвет оксидного покрытия.
Описанные процессы могут быть добавлены к существующему процессу закалки лезвийной стали с минимальными его изменениями. Например, в одном из существующих процессов закалки стали для лезвий используют высокотемпературную печь (выше 1100°С), содержащую проточную среду формирующего газа. Через эту высокотемпературную печь пропускают параллельно две непрерывные полоски из нержавеющей стали со скоростью 36,6 м/мин (120 фут/мин). Эта высокотемпературная обработка используется для аустенизации нержавеющей стали. Рядом с выходом печи расположена охлаждаемая водой закрытая кожухом труба (также называемая муфельной трубой с водяным охлаждением). Эта часть используется для того, чтобы начать процесс охлаждения полосок из нержавеющей стали. Сразу за муфельной трубой полоски из нержавеющей стали пропускают через ряд охлаждающих блоков с водяным охлаждением. Блоки охлаждения инициируют мартенситное преобразование стали. Для образования цветного оксидного покрытия этот процесс можно модифицировать, заменив муфельную трубу с водяным охлаждением, расположенную между высокотемпературной печью и охлаждающими блоками, на зону окисления, упомянутую выше. В некоторых примерах температурный профиль печи можно модифицировать с таким расчетом, чтобы полоски выходили из печи при температуре менее 800°С, например от 400 до 750°С или даже от 600 до 700°С.
Пригодная зона окисления схематично показана на фиг.3А. Зоной окисления может быть, например, труба из инконеля, присоединенная к трубопроводу, используемому в высокотемпературной печи линии закалки. В одном из вариантов выполнения система газового распыления - распылитель 200 установлен примерно в 2,9 см от входа в трубу 202 и имеет такие размеры, что проходит в трубу на 5,1 см. Распылитель имеет впускные каналы для газа, общее число которых равно 16 (не показаны), и спроектирован таким образом, что газ, впрыскиваемый через распылитель (стрелки на фиг.3В), будет равномерно попадать на полоски из нержавеющей стали. Газ подается в распылитель через пару впускных труб 201, 203. Газоразделительная перегородка 204 может быть установлена так, чтобы две полоски из нержавеющей стали были отделены друг от друга, благодаря чему состав газа с каждой стороны перегородки можно задавать независимо. Перегородка 204 может определять границы двух камер (полостей) 210, 212, как показано на фиг.3В. В этом случае газоразделительная перегородка может, например, начинаться в 0,3 см от входа в зону окисления и проходить в трубу на 10,2 см. При желании, газоразделительная перегородка 204 может быть выполнена вдоль всей зоны окисления так, чтобы не происходило перемешивание газовых потоков, подаваемых через впускные трубы 201 и 203, что позволяет независимо регулировать газовый состав с обеих сторон газоразделительной перегородки внутри камер 210 и 212. Газовый распылитель спроектирован так, что возможно управление двойным потоком газа, позволяющим обрабатывать две полоски одновременно, используя одну и ту же печь. Расход газа может контролироваться с использованием расходомера газа. Выход каждой камеры зоны окисления может быть выполнен при помощи фланца и двух стальных деталей 218, которые определяют прорезь 219 и таким образом действуют как выходной шлюз 220 (фиг.3С). Ширина прорези может быть, например, от 0,1 до 0,2 см. Этот выходной шлюз предотвращает какой-либо обратный поток окружающего воздуха в зону окисления, а также способствует лучшему перемешиванию газов внутри зоны окисления. Как было описано выше, сразу после зоны окисления полоски из нержавеющей стали протягивают через ряд блоков 206 охлаждения с водяным охлаждением. Блоки охлаждения инициируют мартенситное преобразование стали.
Желаемый цвет обычно достигается за счет толщины и состава оксидного покрытия. Толщина и состав оксидного покрытия будут зависеть от нескольких параметров. Например, толщина оксидного покрытия будет зависеть от температуры полоски из нержавеющей стали при подаче окисляющего газа и соотношения водорода и кислорода в смеси формирующего газа и окисляющего газа в зоне окисления. Состав, или стехиометрический состав оксидного покрытия будет зависеть от аналогичных факторов, а также от структуры и состава оксидного покрытия. Обычно при более низкой температуре и низком расходе газа получается золотой цвет, а при более высоких температуре и расходе газа получаются цвета от фиолетового до синего. В некоторых вариантах выполнения соотношение водорода и кислорода составляет от 100:1 до 500:1. Когда соотношение водорода и кислорода для данного типа материала лезвия находится в пределах среднего значения данного диапазона, можно получить темно-синее оксидное покрытие. Увеличение относительного количества кислорода приведет к светло-синему и светло-сине-зеленому цвету, тогда как уменьшение относительного количества кислорода приведет к фиолетовому, а затем к золотому цвету.
Скорость, с которой материал проходит сквозь зону окисления, и длина зоны окисления также оказывают влияние на окрашивание. Например, значение пригодной скорости может составлять от 15 до 40 м/мин.
В некоторых случаях может возникнуть необходимость отрегулировать параметры процесса закалки и/или процесса окисления для того, чтобы получить однородный конечный продукт. Температуру полоски на входе в зону окисления можно изменять посредством регулирования температуры последних зон в печи для закалки и/или использования нагревательных элементов в зоне окисления. Если увеличить температуру полоски на входе в зону окисления, то увеличивается толщина оксидного покрытия, формирующегося во время нахождения полоски в зоне окисления. Когда процесс осуществляется в самых обычных печах, температура полоски на входе в зону окисления может регулироваться только в самом начале процесса. Поскольку состав окисляющего газа в зоне окисления можно быстро отрегулировать, как правило, используют именно этот параметр, чтобы компенсировать вариантивность материала полоски и точно регулировать цвет оксидного покрытия. Конкретная температура последних зон в печи для закалки и конкретный состав окисляющего газа, среди прочих факторов, выбираются с учетом желаемого цвета, размера, формы, состава и скорости перемещения стальной полоски в зоне окисления.
На Фиг.4. схематично показан процесс изготовления бритвенных лезвий, включающий окрашивание лезвий за счет процессов восстановления и повторного окисления. Как показано на Фиг.4, предпочтительно, чтобы оксидный или оксинитридный слой наносился на лист материала, из которого изготавливаются лезвия, до его разрезания на полоски желаемой ширины, которая, как правило, значительно больше получаемой ширины лезвий. Выполнение операции нанесения покрытия на этом этапе упрощает изготовление, так как одновременно можно нанести покрытие на поверхность большой площади. Оксидное покрытие наносится равномерным слоем на лист мягкой стали, из которой изготавливается лезвие, например, путем физического осаждения из газовой фазы, плазмохимического осаждения из газовой фазы или другим методом осаждения. Нанесенный слой, как правило, имеет толщину от 400 до 10.000 Å, например, от 500 до 800 Å.
После того как желаемая до закалки последовательность операций завершена, материал лезвия подвергается закалке, результатом которой является мартенситное преобразование нержавеющей стали. Типичный температурный профиль туннельной печи, в которой осуществляют процесс закалки, показан на фиг.2. При таком температурном профиле внутри печи материал лезвия быстро изменяет температуру по линейному закону до высокой температуры, например, около 1160°С, выдерживается при этой температуре определенное время, в течение которого происходит аустенизация нержавеющей стали. После того, как материал выходит из печи, его быстро охлаждают, результатом чего является мартенситное преобразование нержавеющей стали.
Во время процесса закалки оксидное покрытие "расцвечивается", т.е. меняется насыщенность цвета оксидного покрытия и/или цвет изменяется. Результатом такого расцвечивания может быть усиление оттенка цвета, например, от более светлого оттенка к более яркому, и/или покрытие может приобрести другой цвет, например, от сине-серого до фиолетового, золотого или голубого, или от темно-зеленого до светлого зелено-желтого, темно-зеленого или сине-зеленого. Такое расцвечивание происходит в результате изменения коэффициента преломления оксидного покрытия, что, в свою очередь, является следствием изменения состава, стехиометрического состава, и/или кристаллической структуры оксидного покрытия. Желаемый цвет покрытия зависит от степени изменения его коэффициента преломления.
Состав и кристаллическая структура покрытия после окрашивания и, следовательно, окончательный цвет покрытия будут зависеть от нескольких параметров. Например, состав, или стехиометрический состав, покрытия будет зависеть от того, какие газы подаются в печь во время операции закалки. Когда в печь подается только азот, то, как правило, изначально серо-голубое покрытие из оксида титана меняет свой цвет на светло-синий или сине-фиолетовый. Такое изменение цвета происходит за счет уменьшения содержания кислорода в покрытии из оксида титана. Уменьшение содержания кислорода в покрытии из оксида титана не происходит так сильно, если в печь подаются воздух и/или влага, и, как следствие, коэффициент преломления пленки будет выше.
Другими параметрами, которые влияют на окрашивание, являются исходная толщина и состав оксидного покрытия, температурный профиль печи закалки и скорость, с которой материал проходит через печь. Если толщина и/или состав покрытия варьируются по длине материала, может возникнуть необходимость отрегулировать параметры процесса закалки для того, чтобы получить однородный конечный продукт. Поскольку в больших туннельных печах, которые, как правило, используют для закалки, трудно быстро отрегулировать температуру и окружающие условия, желательно иметь отдельную, более короткую печь (ниже называется «зона окисления»), в которой такие параметры можно отрегулировать гораздо быстрее. Таким образом, обычная большая туннельная печь может быть использована для осуществления высокотемпературного этапа операции закалки и для незначительного уменьшения оксидного покрытия (которое также может улучшить равномерность его состава), и дополнительная, более короткая печь может быть использована для осуществления окисления/окрашивания, образуя зону окисления, в которой можно относительно быстро отрегулировать состав газа для того, чтобы компенсировать разброс параметров в материале. Температуру полоски в такой зоне окисления, а следовательно, управление окрашиванием в окружающей среде, можно повысить или уменьшить посредством регулирования заданного параметра в последних зонах высокотемпературной печи. Состав и/или расход газа (газов), подаваемых в зону окисления, затем может быть изменен, в зависимости от цвета материала, выходящего из зоны окисления и зоны охлаждения.
Зона окисления может быть подобна той, которая была описана выше для термического оксидного окрашивания лезвия, и показана на Фиг.3А. При использовании зона окисления размещается между высокотемпературной печью и первым рядом охлаждающих блоков с водяным охлаждением и заменяет муфельную трубу с водяным охлаждением, используемую в обычной линии закалки. Температурный профиль печи может быть модифицирован так, чтобы покрытые полоски лезвия из нержавеющей стали выходили из печи закалки и входили в зону окисления при температуре, установленной приблизительно равной или чуть ниже 1160°С. Для улучшения стабильности процесса, например в самом начале, в зоне окисления также могут использоваться нагревательные элементы. Окислительный газ, например смесь кислорода и азота, подаваемый в виде сухого воздуха и азота, может быть использован для управления процессом окрашивания, и в этом случае он добавляется непосредственно в поток газов, подаваемый из высокотемпературной печи. Изобретатели усовершенствовали способ и систему автоматического управления окрашиванием, которые приемлемы для любого из вышеописанных процессов окрашивания, но не ограничены ими. Предлагается способ с использованием контура обратной связи (замкнутой системы управления), включающий измерение параметра цвета, сравнение измеренного параметра цвета с заданным и определение разницы между ними, при этом в случае, если разница превышает установленную пороговую величину, регулируют изменяющий цвет технологический параметр, например расход подаваемого в зону окисления воздуха, так, чтобы измеряемый и заданный параметры цвета были равными по значению или отличались в пределах установленной величины. Предпочтительные системы и способы существенно уменьшают заметную неравномерность окраски или ее изменение во времени.
Одним из объектов изобретения является система автоматического управления процессом окрашивания бритвенных лезвий, включающая спектрометр, процессор, расходомер газа и печь закалки, оснащенную зоной окисления. Посредством спектрометра измеряется спектр отражения от лезвийной стали после окончания процесса ее окрашивания (например, закаленная и повторно окисленная сталь с покрытием из оксида металла или термически окисленная сталь). Спектр отражения определяется процентным соотношением интенсивности отраженного света, который попадает в спектрометр, в зависимости от длины волны. Процессор определяет параметр цвета, относящийся к измеренному спектру отражения, например длину волны λmin, соответствующую минимуму в спектре отражения, и определяет разницу между измеренным параметром и установленной желаемой величиной. Если эта разница оказывается больше установленного предела, процессор изменяет напряжение, подаваемое на расходомер газа, чтобы либо увеличить, либо уменьшить подачу чистого сухого воздуха в зону окисления так, чтобы получить желаемую окраску. В некоторых вариантах осуществления изобретения параметром цвета является длина волны λmax, соответствующая максимуму в спектре отражения. Результаты измерения параметров цвета могут существенно зависеть от способа измерения, в частности в связи с разнообразными измерительными приборами, стандартами и способами, а также количеством координат цветности, используемых для описания "цветового пространства". Международная комиссия по освещению (МКО) разработала стандарты измерения и количественного выражения цвета. В соответствии со стандартами МКО цвет, как правило, определяется тремя параметрами, так называемыми координатами цветности. Трехмерное цветовое пространство может быть представлено одним числом с использование одного параметра для обозначения цвета, например, λmin или λmax. Это число затем можно легко использовать в качестве параметра управления цветом, чтобы отрегулировать технологический параметр, изменяющий цвет (например, расход воздуха) в контуре обратной связи в реальном времени.
Что касается данного изобретения, то первым этапом к достижению автоматического управления цветом является измерение параметра цвета и его оценка. Спектр отражения оксида твердого металла или оксидной пленки на поверхности лезвийной стали является следствием интерференции в тонкой пленке, что может быть выражено последующим уравнением, которое может быть производным приведенного выше уравнения (1):

где nf - коэффициент преломления пленки из оксида металла;
d - толщина пленки;
m - целое, отображающее порядок интерференции;
λmin - длина волны, соответствующая минимальному значению отражательной способности пленки, при θ=0, то есть для света, нормально падающего на оксидную пленку.
Уравнение (2) получено при условии, что nf>ns, где ns - коэффициент преломления подложки (стали, из которой изготавливается лезвие). Когда nf<ns, отношение интерференции в тонкой пленке изменяется так, как показано ниже:
Каждый спектр имеет минимальное значение при длине волны λmin, которая пропорциональна толщине d пленки и коэффициенту преломления nf.
На Фиг.5 показан график измеренного волоконно-оптическим спектрометром спектров отражения (соотношения интенсивности отраженного света к длине волны) для покрытой диоксидом титана стали, из которой изготавливается лезвие, до закалки и после нее. Каждая кривая соответствует одинаковой толщине пленки, но разным коэффициентам преломления. Спектральная кривая 1 с λmin в точке 2, равной приблизительно 720 нм, соответствует пленке до закалки. В процессе закалки содержание оксида в пленке уменьшается, что уменьшает показатель nf и соответственно изменяет спектр и соответствующий показатель λmin на более короткую длину волн. Другие спектральные кривые соответствуют закаленным пленкам из диоксида титана, которые в зоне окисления подвергались воздействию воздуха с различным расходом. Например, кривая спектра отражения 3 после закалки имеет λmin 4, равную приблизительно 480 нм. Этот образец был изготовлен без подачи воздуха в зону окисления. Соседние спектральные кривые с возрастающей λmin соответствуют закаленным пленкам из диоксида титана при увеличивающемся расходе воздуха, подаваемого в зону окисления. Поскольку степень окисления возрастает с увеличением количества подаваемого воздуха, коэффициент преломления также увеличивается. Это изменяет спектры и связанные с ними значения λmin в сторону увеличения. В примерах, проиллюстрированных Фиг.5, расход воздуха, используемого для получения закаленных пленок из диоксида титана при прочих равных условиях, находится в диапазоне (но не ограничивается им) 0-200 мл/мин. Каждый спектр и соответствующее ему значение λmin соотносятся с четко выраженным цветом, как видно на колориметрической шкале наверху графика (колориметрическая шкала представлена в черно-белом цвете - оригинальная шкала вначале соответствует розовому цвету, затем более темному до фиолетового, сине-фиолетового и темно-синему в центре, а затем - менее интенсивному цвету до светло-синего в конце шкалы). Линия 5, следующая от минимума 2 на спектральной кривой 1 до колориметрической шкалы наверху графика, показывает, что λmin, равная 720 нм, соответствует светло-синему цвету 6. Линия 7, следующая от минимума 4 на спектральной кривой 3 до колориметрической шкалы наверху графика, показывает, что λmin, равная 480 нм, соответствует фиолетовому цвету 8. Следовательно, использование λmin в качестве задания цвета пленки дает возможность отображать трехмерное цветовое пространство с помощью одного параметра.
Вторым этапом к достижению автоматического управления цветом является создание контура обратной связи, который позволяет выдерживать желаемый цвет несмотря на изменения толщины пленки из оксида твердого металла и коэффициента преломления или параметров, относящихся к процессу окрашивания путем термического окисления (например, температуры, концентрации газа и т.д.). На Фиг.6 показан пример системы автоматического управления цветом с контуром обратной связи, состоящей из спектрометрической системы 9, процессора 13, расходомера воздуха 14 и высокотемпературной закалочной печи с зоной окисления 15. Установленная в процессоре компьютерная программа обеспечивает управление спектрометром и обмен данными, анализирует спектр отражения, передает данные и управляет расходомером воздуха. Спектрометрическая система 9 состоит из источника света 10, например вольфрамового источника света, спектрометра 11 и волоконно-оптического зонда 12 для излучения и регистрации отраженного оптического сигнала. Свет от источника света 10 объединяется в пучок из шести освещающих волокон 17. Эти шесть освещающих волокон окружают размещенное в центре считывающее оптоволокно 18, соединенное со спектрометром 11. Излучаемый освещающими волокнами 17 свет направляется на образец 16. Отраженный от образца свет затем принимается центральным считывающим волокном 18, по которому поступает в спектрометр 11. В спектрометре 11 этот свет преобразуется в параллельный пучок и, рассеиваясь на дифракционной решетке, попадает на линейку фотоприемников, элементы которой соответствуют конкретным значениям длины волны. Процессор 13 отображает на экране распределение по длине волны интенсивности отраженного света. Диаметр центрального считывающего оптоволокна, как правило, находится в диапазоне (но не ограничен им) 100-400 мкм. При меньшем диаметре центрального оптоволокна получим световой пучок меньшего диаметра, в результате световой поток для измерения будет меньше. Процессор определяет длину волны, для которой интенсивность отраженного света минимальна, и формирует напряжение VN+1 19, соответствующее вычисляемому значению и которое подается на расходомер воздуха 14, который, в свою очередь, управляет расходом воздуха, подаваемого в зону окисления 15, замыкая таким образом контур обратной связи. Рассчитанное управляющее напряжение соответствует разнице между желаемой длиной волны λТ и измеренной длиной волны λmin. Для вычисления управляющего напряжения можно использовать обычную схему с обратной связью типа пропорционально-интегрально-дифференциального регулирования (ПИД-регулятор), действующую на разнице в цвете, и/или использовать комбинацию методов регулирования с упреждением и адаптивного моделирования для уменьшения неравномерности цвета, причиной которой также является шумовой сигнал. Примером алгоритма, использованного для определения управляющего напряжения на расходомер воздуха, необходимого для достижения разности (λT-λmin) меньше установленного предела, является следующее уравнение:

где Vn+1 - очередное значение управляющего напряжения на расходомер газа, в вольтах,
Vn - предыдущее значение управляющего напряжения на расходомер газа, в вольтах,
ΔV - приращение управляющего напряжения, необходимое для сохранения соотношения, когда (λT-λmin) < установленного предела, в вольтах,
λT - желаемая заданная длина волны, соответствующая минимуму в спектре отражения, в нм,
λmin - измеренная длина волны, соответствующая минимуму в спектре отражения, в нм,
G - коэффициент усиления контура обратной связи, безразмерный параметр,
Mcolor - крутизна цветовой характеристики, в (нм·мин)/мл,
MMFC - крутизна характеристики расходомера воздуха, в мл/(мин·В).
В уравнении (4) очередное значение напряжения на расходомер газа Vn+1, необходимое для получения разницы (λT-λmin) меньше установленного предела Т, равно сумме предыдущего значения напряжения Vn и приращения управляющего напряжения ΔV. Крутизна цветовой характеристики Mcolor, устанавливаемая опытным путем, определяется как изменение λmin к расходу воздуха для отдельного оксидного покрытия на стали, из которой изготовлено лезвие, и параметров печи закалки. Крутизна характеристики расходомера воздуха определяется уравнением, описывающим соотношение между напряжением, подаваемым на расходомер воздуха, и соответствующим расходом воздуха. Например, если расходу воздуха в пределах 0-200 мл/мин соответствует управляющее напряжение 0-5 В, крутизна характеристики расходомера воздуха составляет 40 мл/(мин·В). Чтобы осуществлять точное регулирование цвета, значение предела Т может быть установлено очень малым или даже близким к нулю. На Фиг.7 показана технологическая карта, описывающая процесс регулирования цвета с использованием контура обратной связи.
На Фиг.8 показан график, иллюстрирующий работу контура обратной связи. Треугольные отметки 100 в верхней части графика отображают длину волны (AR λmin), соответствующую минимуму в спектре отражения пленки из диоксида титана на поверхности стали до закалки. Среднее значение составляет 760,4 нм со среднеквадратической погрешностью в 2,8 нм. Чтобы получить большую разницу между λmin пленки из оксида твердого металла на поверхности лезвийной стали до закалки и желаемой длиной волны λT и продемонстрировать диапазон регулирования цвета, заданная величина, или желаемый цвет с длиной волны λT, изменялся в порядке возрастания, как видно по ступенчатой форме отрезков 101, 102, …108. Ромбовидные отметки 109, 110, …116, окружающие эти отрезки, обозначают длину волны минимума в спектре отражения после закалки (АН λmin) с использованием контура обратной связи. Значение измеренной λmin отслеживает заданное значение λT со среднеквадратической погрешностью в 3,3 нм. Чтобы улучшить соотношение сигнал/шум и уменьшить погрешность измерения за счет более длительного времени задержки между обновлениями данных, можно использовать метод усреднения при измерении спектра отражения.
Чтобы увеличить чувствительность контура обратной связи, расходомер воздуха должен реагировать настолько быстро, насколько это возможно, а объем пространства, включающего зону окисления и соответствующую трубу, по которой в эту зону окисления подается чистый сухой воздух, должен быть уменьшен до минимума. Также, поскольку лезвийная сталь проходит через печь закалки и зону окисления с относительно высокой скоростью (например, 24 дюйма/с), важно размещать волоконно-оптический зонд спектрометра (или другой измерительный прибор) как можно ближе к выходному отверстию из зоны окисления.
Поскольку пленка становится толще, спектры отражения могут иметь многократные максимальные и минимальные значения, соответствующие последовательным порядкам интерференции - m. Если многократные минимальные значения коэффициента отражения находятся в рабочем диапазоне длин волн спектрометра, то чтобы выделить минимальное значение в спектре, соответствующее определенному порядку интерференции, в программном обеспечении процессора есть функция стробирования, позволяющая ограничить поиск λmin в определенном диапазоне длин волн. С помощью более сложного программного обеспечения можно контролировать цвет и управлять процессом окрашивания полоски, используя порядок и положение множественных максимумов и минимумов в спектре отражения.
Выше были описаны примеры осуществления изобретения. Тем не менее, понятно, что можно осуществить различные модификации, не выходя за рамки сущности данного изобретения.
В частности, в дополнение к использованию параметра измеренного спектрометром спектра отражения как параметра контура обратной связи, можно использовать другие виды систем измерения с их собственными параметрами, чтобы определить параметр управления в контуре обратной связи. Например, это может быть RGB-система, когда с помощью датчика, регистрирующего излучение в трех оптических диапазонах, можно представить цвет в виде коэффициентов отражения материала образца для красного, зеленого и синего цветов, используемых для сравнения с коэффициентами, соответствующими заданному цвету. Датчик показывает процентное соотношение, отображающее, насколько точно цвет материала образца соответствует желаемому цвету материала лезвия. Показания датчика могут быть использованы как параметры управления в контуре обратной связи.
Кроме того, как было упомянуто выше, для обозначения цвета можно использовать значение длины волны λmax, соответствующее максимуму в спектре отражения, а не λmin, и оно может отображать такую же взаимосвязь с интерференцией в тонкой пленке. Соответственно, другие примеры выполнения данного изобретения находятся в рамках сущности изобретения, охарактеризованного последующей формулой.
Описанные в данном изобретении величины и параметры не следует понимать, как строго ограниченные указанными численными значениями. Наоборот, во всех случаях, если это не оговорено специально, предполагается, что под каждой такой величиной подразумеваются описанный параметр и функционально эквивалентный диапазон значений такого параметра. Например, предполагается, что под величиной, описанной как "40 мм", подразумевается величина "порядка 40 мм".
Все документы, указанные в разделе "Осуществление изобретения", в соответствующей части включены в данное описание изобретения путем ссылки, упоминание любого документа не следует толковать как признание того, что он включен в уровень техники в отношении данного изобретения. В тех случаях, когда любое значение или определение любого термина в данном описании противоречит любому значению или определению такого же термина в документе, включенном в данное описание путем ссылки, такое значение или определение, присвоенное такому термину в данном описании, должно быть приоритетным.
Несмотря на то, что были проиллюстрированы и описаны конкретные примеры осуществления изобретения, для специалистов в данной области техники очевидно, что можно осуществить и другие различные варианты и модификации, не выходя за рамки сущности данного изобретения. Соответственно, предполагается, что формула изобретения включает такие варианты и модификации, которые находятся в рамках сущности этого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТНЫХ БРИТВЕННЫХ ЛЕЗВИЙ | 2005 |
|
RU2356727C2 |
| ЦВЕТНЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ | 2005 |
|
RU2354540C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ, БРИТВЕННЫЙ КАРТРИДЖ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ | 2012 |
|
RU2630092C2 |
| ЦЕЛЬНОЕ ЖЕСТКОЕ БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2733516C2 |
| ИЗОГНУТЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2530919C2 |
| Бритвенные лезвия | 2015 |
|
RU2662177C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2567169C2 |
| ЛЕЗВИЯ БРИТВЕННОГО ПРИБОРА | 2009 |
|
RU2450916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ ДЛЯ БРИТЬЯ, ЛЕЗВИЕ ДЛЯ БРИТЬЯ И БРИТВЕННЫЙ БЛОК (ВАРИАНТЫ) | 1992 |
|
RU2110399C1 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С БОЛЬШИМ РАДИУСОМ ОСТРИЯ ЛЕЗВИЯ | 2012 |
|
RU2553158C1 |
Изобретение относится к изготовлению цветных бритвенных лезвий. Окрашивание лезвий осуществляют с использованием закалочной печи с зоной окисления, в которую подают окисляющий газ, включающий воздух. Система автоматического управления процессом окрашивания содержит спектрометр, контроллер и процессор. Спектрометр предназначен для измерения спектра отражения от стали лезвия непосредственно после его окрашивания. Контроллер обеспечивает регулирование технологического параметра, изменяющего цвет лезвия. Процессор определяет значение параметра цвета, соответствующего измеренному спектру отражения, разность между этим значением параметра и заданным значением и формирует сигнал управления для регулятора массового расхода воздуха в зоне окисления печи, если указанная разность превышает установленную пороговую величину. В результате обеспечивается повышение качества полученных бритвенных лезвий. 4 з.п. ф-лы, 10 ил.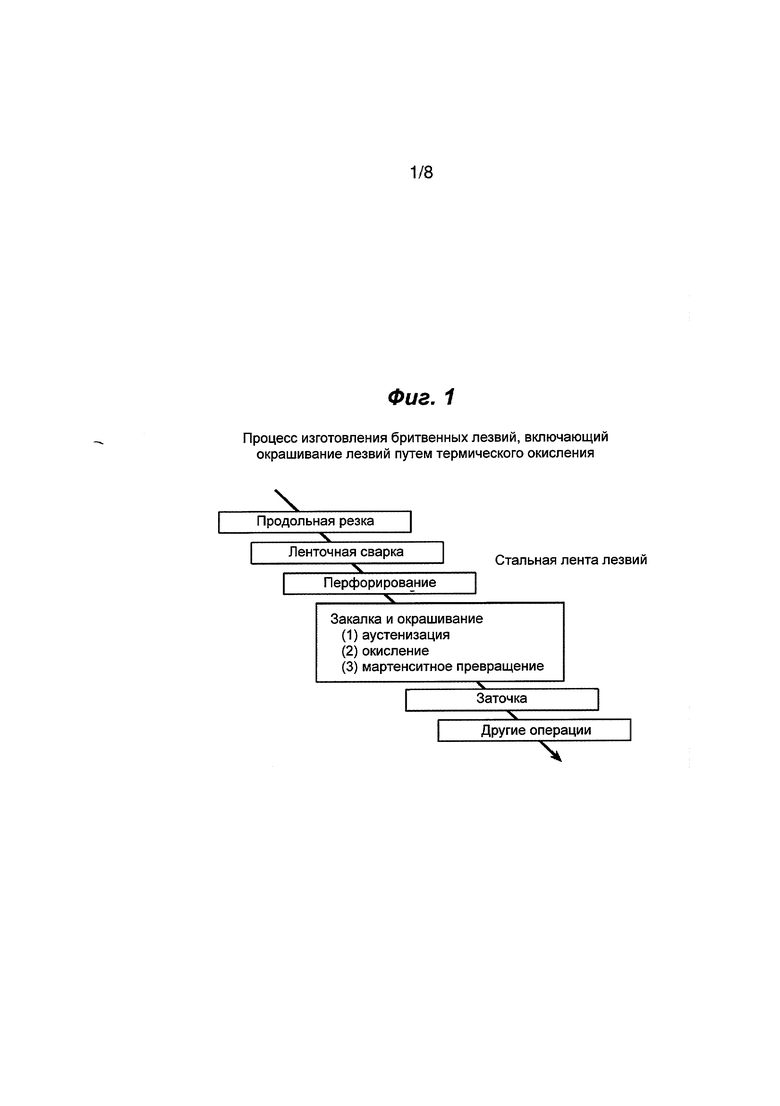
1. Система автоматического управления процессом окрашивания стальных бритвенных лезвий с использованием закалочной печи с зоной окисления и подаваемым в эту зону окисляющим газом, включающим воздух, при изготовлении цветных бритвенных лезвий, характеризующаяся тем, что она содержит спектрометр, выполненный с возможностью измерения спектра отражения от стали лезвия непосредственно после его окрашивания, контроллер, выполненный с возможностью регулирования изменяющего цвет лезвия технологического параметра, и процессор, выполненный с возможностью определения значения параметра цвета, соответствующего измеренному спектру отражения, определения разности между этим значением параметра цвета и заданным значением параметра и формирования сигнала управления для регулятора массового расхода воздуха в зоне окисления закалочной печи, если указанная разность превышает установленную пороговую величину.
2. Система по п.1, характеризующаяся тем, что в качестве параметра цвета, соответствующего измеренному спектру отражения, использована длина волны минимума (λmin) или длина волны максимума (λmax) в спектре отражения, или длина волны минимума или максимума в спектре отражения более высокого порядка.
3. Система по п.1, характеризующаяся тем, что контроллер включает контроллер массового расхода, выполненный с возможностью уменьшения или увеличения расхода окисляющего газа, подаваемого в зону окисления закалочной печи, для обеспечения заданного значения параметра цвета.
4. Система по п.2, характеризующаяся тем, что окисляющий газ включает чистый сухой воздух.
5. Система по п.2, характеризующаяся тем, что для уменьшения времени срабатывания системы дополнительно использован инертный газ, смешанный с окисляющим газом.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА РЕЖУЩИЕ КРОМКИ | 1994 |
|
RU2146565C1 |
| Устройство для контроля цветности | 1983 |
|
SU1239527A1 |
| US 5458928 A, 17.10.1995 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

