Область применения
Настоящее изобретение относится к бритвенным приборам и, в частности, к лезвиям бритвенных приборов, имеющим острые и прочные режущие кромки.
Уровень техники
Лезвия бритвенных приборов, как правило, формируются из подходящего материала основы, такого как нержавеющая сталь, а их режущие кромки формируются в виде клина, самый край которого имеет определенный радиус закругления. Для повышения прочности и устойчивости к коррозии, а также для улучшения характеристик, определяющих качество бритья, например, для уменьшения толщины кромки и силы, требующейся для резания, при сохранении показателей прочности кромки лезвия, на основу часто наносятся твердые покрытия, например, из алмазов, аморфных алмазов, алмазоподобных углеродных материалов, нитридов, карбидов, оксидов или керамики. Для уменьшения трения может быть использован наружный слой из тетрафторполиэтилена. Промежуточный слой из материалов, содержащих ниобий или хром, может способствовать образованию связей, обеспечивающих скрепление основы, которой обычно является нержавеющая сталь, с твердым углеродным покрытием, таким как покрытия из алмазоподобных углеродных материалов.
Желательно улучшить форму основы лезвия бритвенного прибора в целях снижения усилия, требующегося для срезания волос. Снижение усилия для резания позволит обеспечить более комфортное бритье.
Сущность изобретения
В настоящем изобретении предлагается лезвие бритвенного прибора, содержащее основу. Основа имеет режущую кромку, имеющую заостренный край. Основа имеет толщину примерно от 1,3 до 1,6 мкм, измеренную на расстоянии 4 мкм от края лезвия, примерно от 2,2 до 2,7 мкм, измеренную на расстоянии 8 мкм от края лезвия, и примерно от 3,8 до 4,9 мкм, измеренную на расстоянии 16 мкм от края лезвия, отношение толщины, измеренной на расстоянии 4 мкм от края, к толщине, измеренной на расстоянии 8 мкм от края, составляющее по меньшей мере 0,55, и отношение толщины, измеренной на расстоянии 4 мкм от края, к толщине, измеренной на расстоянии 16 мкм от края, составляющее по меньшей мере 0,30. Радиус закругления края основы предпочтительно должен составлять от 125 до 300 Å.
Лезвие бритвенного прибора может содержать промежуточный слой, прилегающий к основе. Промежуточный слой предпочтительно должен содержать ниобий.
Лезвие бритвенного прибора может содержать покровный слой, прилегающий к промежуточному слою. Покровный слой предпочтительно содержит частично аморфный материал, содержащий углерод.
Лезвие бритвенного прибора может содержать слой внешнего покрытия, прилегающий к покровному слою. Слой внешнего покрытия предпочтительно содержит хром.
Лезвие бритвенного прибора может содержать наружный слой, прилегающий к слою внешнего покрытия. Наружный слой предпочтительно содержит полимер. Наружный слой может содержать политетрафторэтилен.
Краткое описание чертежей
Хотя к настоящей заявке приложена формула изобретения, в которой четко формулируется предмет настоящего изобретения, предполагается, что изобретение будет более понятным из нижеследующего подробного описания и сопровождающих его чертежей.
Фиг.1. Вид сбоку основы лезвия бритвенного прибора.
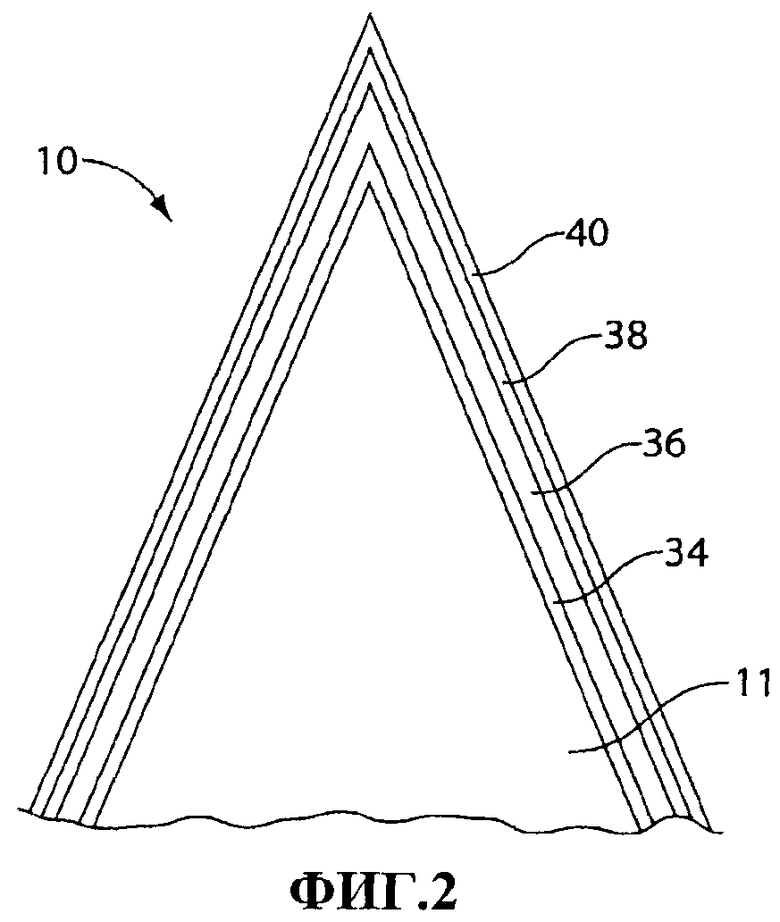
Фиг.2. Поперечное сечение края лезвия бритвенного прибора.
Подробное описание изобретения
На фиг.1 изображено лезвие 10 бритвенного прибора. Лезвие 10 бритвенного прибора включает его основу 11 из нержавеющей стали с клиновидной заостренной кромкой, имеющей край 12. Край 12 имеет радиус закругления, предпочтительно составляющий от 125 до 300 Å, и грани 14 и 16, расходящиеся в стороны от края 12. Основа 11 имеет толщину 21, равную примерно от 1,3 до 1,6 мкм, измеренную на расстоянии 20, равном 4 мкм, от края лезвия. Основа 11 имеет толщину 23, равную примерно от 2,2 до 2,7 мкм, измеренную на расстоянии 22, равном 8 мкм от края лезвия. Основа 11 имеет толщину 25, равную примерно от 3,8 до 4,9 мкм, измеренную на расстоянии 24, равном 16 мкм от края лезвия. Основа 11 имеет отношение толщины 21, измеренной на расстоянии 4 мкм от края, к толщине 23, измеренной на расстоянии 8 мкм от края, составляющее по меньшей мере 0,55, и отношение толщины 21, измеренной на расстоянии 4 мкм от края, к толщине 25, измеренной на расстоянии 16 мкм от края, составляющее по меньшей мере 0,30.
В правильном подборе значений толщины и их отношений лежит потенциал улучшения качества бритья, обеспечиваемого лезвием. Значения толщины и их отношения определяют прочность кромки с одной стороны, и силу, требующуюся для бритья, с другой стороны. Основа, характеризующаяся низкими отношениями значений толщины, будет иметь недостаточную прочность, и кромка будет склонна к разрушению. Основа, характеризующаяся большими значениями толщины, будет требовать большей силы для бритья, что вызовет дискомфорт пользователя при бритье.
Одним из материалов основы 11, который может обеспечить хорошее заострение кромки, является мартенситная нержавеющая сталь с распределенными в виде достаточно мелких частиц карбидами, но с тем же суммарным содержанием углерода в процентах по весу. Основа из материала с мелко распределенными карбидами является более твердой и хрупкой после закалки, что позволяет изготовить из нее более тонкую, но более прочную кромку. Примером такого материала для основы является мартенситная нержавеющая сталь с достаточно малым средним размером карбидов и плотностью карбидов по меньшей мере около 200 карбидов на 100 мкм2, более предпочтительно - по меньшей мере около 300 карбидов на 100 мкм2, и наиболее предпочтительно - по меньшей мере около 400 карбидов на 100 мкм2 (данное количество определяется рассмотрением среза в оптический микроскоп).
На фиг.2 представлено готовое лезвие 10 бритвенного прибора, включающее основу 11, промежуточный слой 34, твердый покровный слой 36, слой внешнего покрытия 38 и наружный слой 40. Основа 11, как правило, изготавливается из нержавеющей стали, хотя возможно использование и других материалов. Пример лезвия для бритвенного прибора, имеющего основу, промежуточный слой, твердый покровный слой, слой внешнего покрытия и наружный слой, описан в патенте США 6684513.
Промежуточный слой 34 используется для облегчения скрепления твердого покровного слоя 36 с основой 11. Примерами подходящих материалов для промежуточного слоя являются материалы, содержащие ниобий, титан и хром. Например, промежуточный слой может быть изготовлен из ниобия и иметь толщину более чем примерно 100 Å и предпочтительно менее чем 500 Å. Промежуточный слой может иметь толщину от примерно 150 Å до примерно 350 Å. В РСТ 92/03330 описаны преимущества применения промежуточного слоя из ниобия. Твердый покровный слой 36 обеспечивает повышенную прочность, устойчивость к коррозии и лучшее качество бритья и может быть изготовлен из мелко-, микро- и нанокристаллических материалов, содержащих углерод (например, алмазов, аморфных алмазов и алмазоподобных углеродных материалов), нитридов (например, нитрида бора, нитрида ниобия, нитрида хрома, нитрида циркония или нитрида титана), карбидов (например, карбида кремния), оксидов (например, оксида алюминия или оксида циркония) или керамических материалов (включая нанослои или нанокомпозиты). Углеродсодержащие материалы могут содержать добавки в виде прочих элементов, таких как вольфрам, титан, серебро или хром, которые могут быть, например, включены в мишень при нанесении покрытия методом ионного напыления. Материалы могут также иметь водородные включения (как, например, гидрогенизованные алмазоподобные углеродные материалы). Предпочтительным является изготовление покровного слоя 36 из алмазов, аморфных алмазов или алмазоподобных углеродных материалов. В одном из воплощений данный слой включает алмазоподобные углеродные материалы и имеет толщину менее чем примерно 3000 Å, и предпочтительно - примерно от 500 Å до 1500 Å. Слои из алмазоподобных углеродных материалов и способы их нанесения описаны в патенте США 5232568. Как указано в «Руководстве по нанесению покрытий методом осаждения паров», «алмазоподобные углеродные материалы представляют собой аморфные углеродные материалы, обладающие многими полезными свойствами алмазов, но не имеющие кристаллической структуры алмазов».
Для предотвращения преждевременного закругления (затупления) края кромки, на которую нанесено твердое покрытие, и для улучшения скрепления наружного слоя с твердым покрытием, с одновременным сохранением преимуществ обоих данных слоев, используется слой внешнего покрытия 38. Слой внешнего покрытия 38 предпочтительно изготавливается из материала, содержащего хром, например, из самого хрома, хромовых сплавов или хромовых компаундов, совместимых с политетрафторэтиленом, например, CrPt. В одном из воплощений слой внешнего покрытия изготовлен из хрома и имеет толщину примерно 100-200 Å. Слой внешнего покрытия может иметь толщину примерно от 50 Å до 500 Å, предпочтительно - от 100 Å до 300 Å. Лезвие 10 бритвенного прибора, содержащее слой внешнего покрытия, имеет режущую кромку, меньше подверженную закруглению (затуплению) края после многих сеансов бритья, чем лезвия без слоя внешнего покрытия.
Для уменьшения трения используется наружный слой 40. Наружный слой может быть выполнен в виде полимерной композиции или модифицированной полимерной композиции. Полимерная композиция может быть полифтороуглеродом. Подходящим полифтороуглеродом является политетрафторэтилен, называемый также теломером. В частности, может использоваться политетрафторэтиленовый материал Krytox LW 1200 производства DuPont. Данный материал является не воспламеняющимся и стабильным сухим смазочным материалом, состоящим из мелких частиц, образующих устойчивые дисперсии. Он поставляется в виде водной дисперсии, содержащей 20% твердых частиц (по весу), и может наноситься методами напыления, погружения или кистью, после чего может быть высушен или может наноситься в расплаве. Данный слой предпочтительно должен иметь толщину менее чем 5000 Å; наиболее типичной является толщина от 1500 Å до 4000 Å, хотя он может быть и достаточно тонким, вплоть до 100 Å, при условии сохранения непрерывности покрытия. Опять же, при условии сохранения непрерывности данного покрытия, меньшая толщина теломерного покрытия может давать лучшие результаты при первом сеансе бритья. В патентах США 5263256 и 5985459, которые в настоящем описании упоминаются для ссылки, описаны способы снижения толщины наносимого теломерного покрытия.
Лезвие 10 бритвенного прибора в целом изготавливается способами, описанными в упомянутых выше патентах. Одно из воплощений включает промежуточный слой 34 из ниобия, твердый покровный слой 36 из алмазоподобного углеродного материала, слой внешнего покрытия 38 из хрома и наружный слой 40 из политетрафторэтилена Krytox LW 1200. Слой 38 внешнего покрытия из хрома наносится до получения его толщины минимум 100 Å и максимум 500 Å. Он наносится методом ионного напыления при постоянном напряжении смещения ниже -50 В, а предпочтительно, ниже -200 В, в атмосфере аргона с давлением около 2 миллиторр. Считается, что чем ниже отрицательное напряжение смещения, тем выше получается модуль сжатия (в противоположность модулю растяжения) внешнего покрытия из хрома, что обеспечивает повышенную устойчивость острия к затуплению края и хорошее качество бритья. Лезвие 10 бритвенного прибора предпочтительно имеет радиус острия около 200-400 Å, измеренный при помощи сканирующего электронного микроскопа после нанесения слоя внешнего покрытия 38 и до нанесения наружного слоя 40.
Профиль основы лезвия для бритвенного прибора в соответствии с настоящим изобретением обеспечивает повышение остроты лезвия. Острота лезвия может быть охарактеризована количественно путем измерения силы, требующейся для резания, которая коррелирует с остротой лезвия. Сила, требующаяся для резания, определяется посредством специального теста с войлоком и резаком, в котором определяется сила, которая должна быть приложена к каждому из лезвий, чтобы оно могло прорезать слой войлока. Каждое из лезвий заправляется в резак, и 5 раз с помощью данного лезвия производится разрезание войлока. Каждый раз записывается значение силы, которая должна быть приложена к лезвию, чтобы оно могло разрезать войлок. Минимальное из полученных пяти значений считается силой, требующейся для резания.
Готовое лезвие 10 характеризуется значением силы, требующейся для резания, не превышающим примерно 1,10 фунт-силы, предпочтительно - не превышающим 1,05 фунт-силы. Такое лезвие считается достаточно острым лезвием бритвенного прибора.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций в изделие, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бритвенные лезвия | 2015 |
|
RU2662177C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2567169C2 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С БОЛЬШИМ РАДИУСОМ ОСТРИЯ ЛЕЗВИЯ | 2012 |
|
RU2553158C1 |
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2258602C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2004 |
|
RU2377118C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТНЫХ БРИТВЕННЫХ ЛЕЗВИЙ | 2005 |
|
RU2356727C2 |
| ЦВЕТНЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ | 2005 |
|
RU2354540C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ ДЛЯ БРИТЬЯ, ЛЕЗВИЕ ДЛЯ БРИТЬЯ И БРИТВЕННЫЙ БЛОК (ВАРИАНТЫ) | 1992 |
|
RU2110399C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТОНКОПЛЕНОЧНОГО ПОКРЫТИЯ НА БРИТВЕННОМ ЛЕЗВИИ | 2008 |
|
RU2446042C2 |
| ЛЕЗВИЕ БРИТВЫ | 2018 |
|
RU2751615C2 |
Лезвие (10) бритвенного прибора содержит основу (11) с режущей кромкой, образованной заостренным краем (12). Основа (11) имеет толщину (21) от 1,3 до 1,6 мкм, измеренную на расстоянии (20) 4 мкм от края лезвия, толщину (23) от 2,2 до 2,7 мкм, измеренную на расстоянии (22) 8 мкм от края лезвия, толщину от 3,8 до 4,9 мкм, измеренную на расстоянии 16 мкм от края лезвия. Отношение толщины (25), измеренной на расстоянии (24) 4 мкм от края лезвия, к значению толщины, измеренной на расстоянии 8 мкм от края лезвия, равно по меньшей мере 0,55. Отношение толщины, измеренной на расстоянии 4 мкм от края лезвия, к значению толщины, измеренной на расстоянии 16 мкм от края лезвия, равно по меньшей мере 0,30. Обеспечивается снижение усилия для срезания волос и более комфортное бритье. 11 з.п. ф-лы, 2 ил.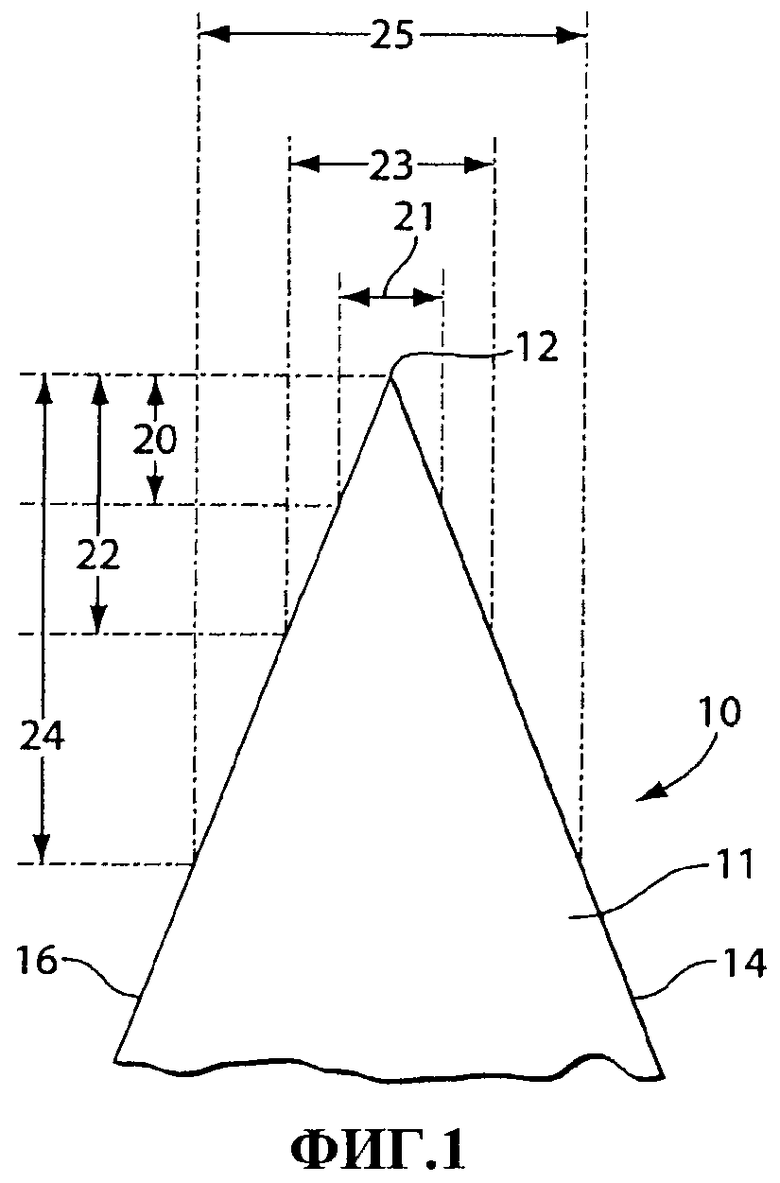
1. Лезвие бритвенного прибора, содержащее основу с режущей кромкой, образованной заостренным краем, при этом упомянутая основа имеет толщину в пределах от 1,3 до 1,6 мкм, измеренную на расстоянии 4 мкм от края лезвия, толщину в пределах от 2,2 до 2,7 мкм, измеренную на расстоянии 8 мкм от края лезвия, толщину в пределах от 3,8 до 4,9 мкм, измеренную на расстоянии 16 мкм от края лезвия, причем отношение толщины, измеренной на расстоянии 4 мкм от края лезвия, к значению толщины, измеренной на расстоянии 8 мкм от края лезвия, равно по меньшей мере 0,55, а отношение толщины, измеренной на расстоянии 4 мкм от края лезвия, к значению толщины, измеренной на расстоянии 16 мкм от края лезвия, равно по меньшей мере 0,30.
2. Лезвие по п.1, в котором основа выполнена из мартенситной нержавеющей стали с содержанием по меньшей мере 200 карбидов на 100 мкм2, измеренным при рассмотрении среза в оптический микроскоп.
3. Лезвие по п.1, в котором основа имеет радиус закругления края в пределах от 125 до 300 Å.
4. Лезвие по п.1, которое дополнительно содержит промежуточный слой, прилегающий к упомянутой основе.
5. Лезвие по п.4, в котором упомянутый промежуточный слой содержит ниобий.
6. Лезвие по п.4, которое дополнительно содержит покровный слой, прилегающий к упомянутому промежуточному слою.
7. Лезвие по п.6, в котором упомянутый покровный слой содержит аморфный материал, включающий углерод.
8. Лезвие по п.6, которое дополнительно содержит слой внешнего покрытия, прилегающий к упомянутому покровному слою.
9. Лезвие по п.8, в котором упомянутый слой внешнего покрытия содержит хром.
10. Лезвие по п.8, которое дополнительно содержит наружный слой, прилегающий к упомянутому слою внешнего покрытия.
11. Лезвие по п.10, в котором упомянутый наружный слой содержит полимер.
12. Лезвие по п.10, в котором упомянутый наружный слой содержит политетрафторэтилен.
| US 5232568 А, 03.08.1993 | |||
| WO 2003006218 A, 23.01.2003 | |||
| Устройство для передачи заданного направления визирования | 1984 |
|
SU1465697A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1984 |
|
SU1287953A1 |
| WO 2002100610 A, 19.12.2002. | |||

