Изобретение относится к области изготовления абразивного инструмента (АИ), в частности шлифовальных кругов (ШК) для выполнения операций круглого внутреннего и наружного шлифований с врезной подачей на каждый рабочий ход с перебегами ШК за торцы обрабатываемой заготовки.
Известен составной ШК (см. Салов П.М. Принципы самоорганизации износа шлифовальных кругов / П.М.Салов, Б.А.Кравченко. - Самара: СамГТУ, 2001. - С.105), состоящий из трех частей; увеличение стойкости крайних частей ШК обеспечивается за счет их импрегнирования и позволяет регулировать износ составных ШК и поддерживать их форму, что дает возможность управлять геометрической точностью обрабатываемых поверхностей и стабилизировать форму ШК (внешнее очертание (контур) продольного сечения ШК) за счет повышения его стойкости.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного ШК, относится то, что у этого составного ШК средняя часть не импрегнирована, следовательно, аналог может работать только с применением СОЖ. Однако общеизвестно, что эффект от использования импрегнированных ШК при «сухом» шлифовании выше, чем при шлифовании с применением СОЖ (см. Худобин Л.В. Шлифование композиционными кругами / Л.В.Худобин, Н.И.Веткасов. - Ульяновск: УлГТУ, 2004. - С.29), следовательно, указанный ШК имеет недостаточную износостойкость.
Известен комбинированно-импрегнированный АИ (см. Б.А.Шевелева. Совершенствование чистовых операций изготовления прецизионных деталей двигателей топливной аппаратуры путем применения сложноимпрегнированного инструмента / Е.А.Шевелева, С.Л.Леонов, Е.Ю.Татаркин // Ползуновский вестник. - 2007. - №4. - С.227, рис.6), в котором различные зоны (объемы) ШК пропитаны различными импрегнаторами с различными свойствами - бакелитом и парафином, принятый за прототип. Увеличение твердости АИ при шлифовании с продольной подачей, уменьшение прижогов на обрабатываемой поверхности и налипания металла на поверхность АИ достигается тем, что в качестве импрегнатора заборной части объема ШК, длина которой составляет 15% длины его рабочей поверхности (его высоты), использован бакелит, позволяющий повысить прочность удержания абразивных зерен (AЗ) на рабочей поверхности ШК, так как основной припуск снимается только заборной частью ШК; оставшийся припуск, обусловленный остаточной шероховатостью и релаксацией упругих деформаций в зоне снятия основного припуска, удаляется практически неизношенной оставшейся частью высоты ШК; в качестве импрегнатора остальной цилиндрической части рабочей поверхности ШК выбран парафин, обладающий некоторыми смазывающими свойствами.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного ШК, принятого за прототип, относится то, что заборная часть ШК импрегнирована бакелитом, а другая парафином; вследствие этого такой ШК может эффективно работать только с врезной подачей на каждый двойной ход, причем таким образом, чтобы на первом ходе (и далее на всех нечетных ходах - третьем, пятом и т.д.) ШК работал в основном своей импрегнированной бакелитом частью; на обратном ходе снимается лишь небольшой припуск, обусловленный релаксацией упругих деформаций технологической системы станок-приспособление-инструмент-заготовка, вызванных действием сил резания на первом и последующих нечетных ходах ШК.
Сущность изобретения заключается в следующем. Как и в прототипе, различные зоны (объемы) ШК импрегнированы различными импрегнаторами: в отличие от прототипа таких зон три - две прилегающие к торцам ШК зоны пропитаны бакелитом, а серединная часть ШК - парафином.
Технический результат заявляемого изобретения заключается в улучшении качества поверхностей деталей машин, шлифованных импрегнированным АИ, и в повышении стойкости ШК, что обеспечивает уменьшение числа правок ШК и повышение тем самым производительности шлифовальных операций.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном комбинированно-импрегнированном АИ, ШК пропитан различными импрегнаторами с различными свойствами - бакелитом и парафином. Особенность предлагаемого изобретения заключается в том, что бакелитом импрегнированы обе заборные (прилегающие к торцам) части ШК. Его остальная цилиндрическая серединная часть импрегнирована парафином. Такое решение обеспечивает возможность повышения производительности процесса шлифования с продольной подачей путем врезной подачи на каждый рабочий ход стола (например, при круглом наружном шлифовании) или ШК (при ВШ).
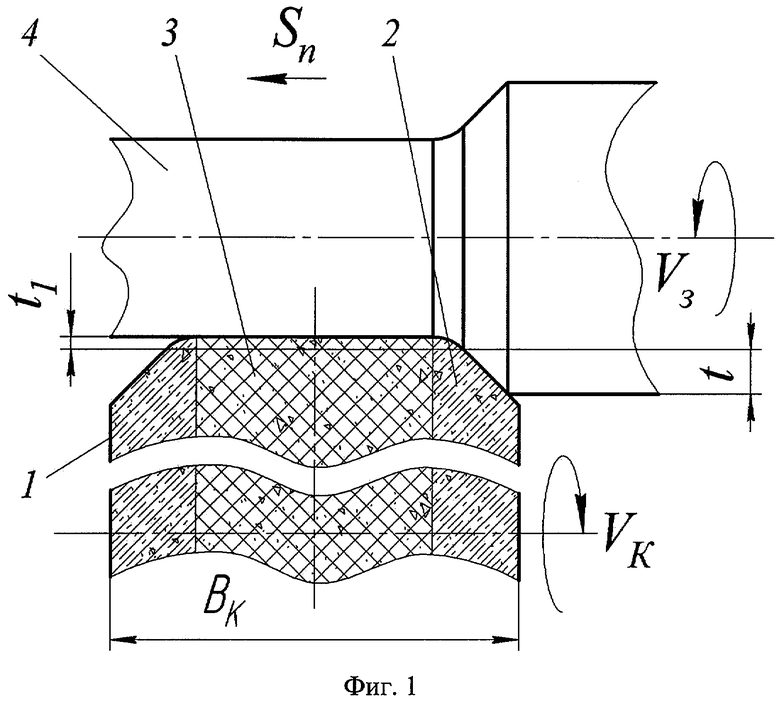
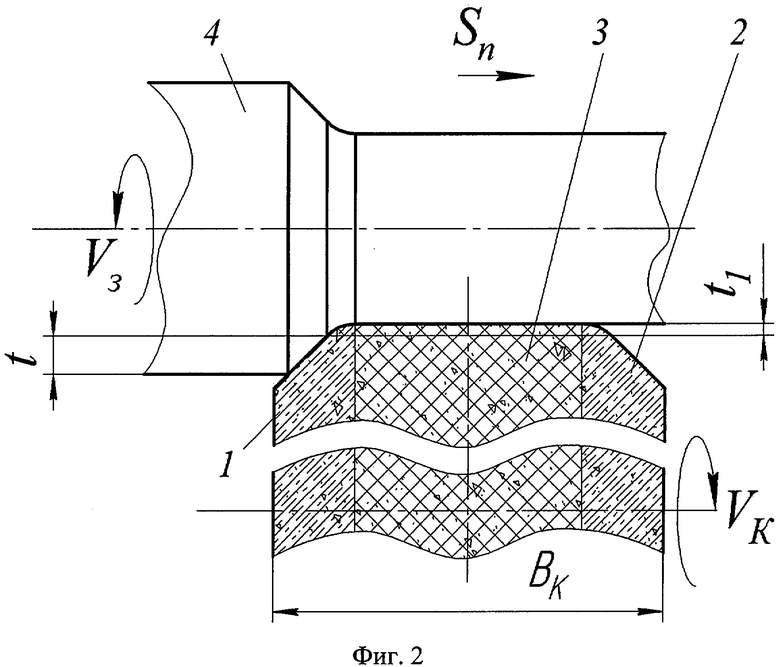
На чертежах представлено: фиг.1 - схема круглого наружного шлифования с продольной подачей при движении обрабатываемой заготовки влево; фиг.2 - схема круглого наружного шлифования с продольной подачей при движении заготовки вправо.
ШК (см. фиг.1 и 2) состоит из участков (заборных частей) 1 и 2 длиной 0,15 ВК (где ВК - высота ШК), импрегнированных бакелитом с целью повышения их твердости, а серединная часть 3 импрегнирована парафином. Благодаря пропитке бакелитом повышается твердость заборных частей ШК, а пропитка ШК парафином обеспечивает транспортирование смазочного материала непосредственно в зону обработки. Таким образом обеспечивается возможность повышения производительности шлифования с продольной подачей при врезной подаче на каждый рабочий ход.
Работает ШК следующим образом. При подаче Sn заготовки 4 влево (см. фиг.1), вращающейся с окружной скоростью Vз, ШК, вращающийся с окружной скоростью VК, снимает основной припуск t своей заборной частью 2, а оставшийся припуск t1 удаляется его серединной частью 3. При подаче заготовки 4 на обратном ходе вправо (см. фиг.2) основной припуск снимается заборной частью 1, а оставшийся припуск t1 удаляется его серединной частью 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| Способ изготовления абразивного инструмента на керамической связке | 1982 |
|
SU1038215A1 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
Изобретение относится к изготовлению абразивного инструмента и может быть использовано при изготовлении шлифовальных кругов для выполнения операций круглого внутреннего и наружного шлифования с врезной подачей. Шлифовальный круг, импрегнированный бакелитом и парафином, имеет две заборные части длиной, равной 0,15 высоты шлифовального круга, и серединную часть. При этом заборные части импрегнированны бакелитом, а серединная - парафином. Обеспечивается повышение производительности шлифовальных операций. 2 ил.
Шлифовальный круг, импрегнированный бакелитом и парафином, отличающийся тем, что он имеет две заборные части длиной, равной 0,15 высоты шлифовального круга, и серединную часть, причем заборные части импрегнированны бакелитом, а серединная - парафином.
| Шевелева Е.А | |||
| и др | |||
| Совершенствование чистовых операций изготовления прецизионных деталей двигателей топливной аппаратуры путем применения сложноимпрегнированного инструмента | |||
| Ползуновский вестник, 2007, №4, с.227, рис.6 | |||
| Способ шлифования | 1987 |
|
SU1565666A1 |
| Фонтан | 1985 |
|
SU1346269A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1990 |
|
RU1755494C |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2103154C1 |

