Изобретение относится к производству абразивно-алмазного инструмента с использованием метода совмещенных технологий на основе абразивно-алмазной обработки металлов резанием и может быть использовано при производстве колес с круговыми зубьями из материалов, предрасположенных к дефектообразованию в виде прижогов и трещин, при глубинном зубошлифовании с нанесением активных импрегнаторов с целью совершенствования структуры поверхностного слоя.
Известен инструмент для обработки колес с круговыми зубьями, представляющий собой шлифовальную сегментную головку, содержащую корпус с закрепленными на нем абразивными сегментами, имеющими две образующие поверхности, профилирующие одновременно выпуклые и вогнутые стороны зубьев [1]. Сегменты головки выполнены различной длины, причем длина сегмента, обрабатывающего вогнутую сторону зуба, меньше длины сегмента, обрабатывающего выпуклую сторону зуба, а максимальные площади контакта рабочей поверхности сегментов с различными сторонами зуба равны между собой.
Однако известный инструмент имеет существенный недостаток, обусловленный наличием впадин и выступов, которые резко уменьшают виброустойчивость, прочность и площадь рабочей поверхности, что, в свою очередь, снижает размерную стойкость инструмента, качество и производительность обработки. Кроме того, контактирование под нагрузкой зубчатых колес, из которых хотя бы одно - полукристаллическое, приводит к увеличенному образованию шероховатости поверхности и быстрому износу вследствие неоднородности деформации [2]. Различные структурные составляющие большинства сплавов не однородны по поверхности и имеют разную ориентировку кристаллических зерен, выходящих на поверхность.
В результате на отдельных площадках фактического контакта, даже при малых нагрузках, происходит внедрение твердых составляющих и кристаллов, обращенных к поверхности “сильными” гранями, в менее твердые структурные составляющие и “слабые” грани кристаллов. Глубина внедрения усугубляется с увеличением времени эксплуатации и зависит от физико-механических свойств материалов, шероховатости поверхности и нагрузки.
Наиболее близким по технической сущности и достигаемому результату является круг, установленный на инструментальном шпинделе, спрофилированный на базе исходной рейки и работающий по способу прерывистого шлифования цилиндрических колес с круговыми зубьями, который включает обработку в условиях обката различных впадин зубьев колес при прямом и обратном ходах [3]. При этом круг перед обработкой смещают на инструментальном шпинделе с образованием после правки выступающих наружной и внутренней производящих поверхностей с длиной дуги, стягивающей центральный угол 180° каждая, работающих попеременно пол-оборота наружной производящей поверхностью и следующие пол-оборота внутренней производящей поверхностью, при этом после износа указанных наружной и внутренней производящих поверхностей круг переналаживают и возвращают в первоначальное положение с нулевым эксцентриситетом.
Недостатками данного способа являются невысокая износостойкость обработанных колес, так как контактирование под нагрузкой зубчатых колес, из которых хотя бы одно - полукристаллическое, приводит к увеличенному образованию шероховатости поверхности и быстрому износу вследствие неоднородности деформации [2]. Различные структурные составляющие большинства сплавов не однородны по поверхности и имеют разную ориентировку кристаллических зерен, выходящих на поверхность. В результате на отдельных площадках фактического контакта, даже при малых нагрузках, происходит внедрение твердых составляющих и кристаллов, обращенных к поверхности “сильными” гранями, в менее твердые структурные составляющие и “слабые” грани кристаллов. Глубина внедрения усугубляется с увеличением времени эксплуатации и зависит от физико-механических свойств материалов, шероховатости поверхности и нагрузки. Это приводит к ухудшению качественных и эксплуатационных свойств поверхностного слоя металла и снижению срока службы зубчатых колес.
Задачей изобретения является повышение производительности зубошлифования колес из материалов, предрасположенных к дефектообразованию в виде прижогов и трещин при глубинном зубошлифовании с нанесением активных импрегнаторов и получением обновленной оболочки с особыми свойствами, играющей роль упрочненного каркаса, что позволяет улучшить качественные и эксплуатационные свойства поверхностного слоя материалов.
Поставленная задача решается с помощью предлагаемого абразивно-алмазного инструмента для обработки колес с круговыми зубьями, выполненного в виде чашечного цилиндрической формы круга, установленного на инструментальном шпинделе, спрофилированного на базе исходной рейки и предназначенного для обработки в условиях обката различных впадин зубьев при прямом и обратном ходах, причем на половинах наружной и внутренней цилиндрических поверхностей на изоляционном материале нанесен слой медно-графитового импрегнатора переменного сечения, при этом слой импрегнатора максимальной толщины расположен на диаметрально противоположных местах наружной и внутренней цилиндрических поверхностей, а слой импрегнатора минимальной толщины - по краям указанных их частей.
Кроме того, инструмент предназначен для ведения чистовой обработки и выхаживания с подсоединением абразивно-алмазной части и обрабатываемой детали к сети электрического тока, а черновую абразивно-алмазную обработку - без их подсоединения к сети электрического тока.
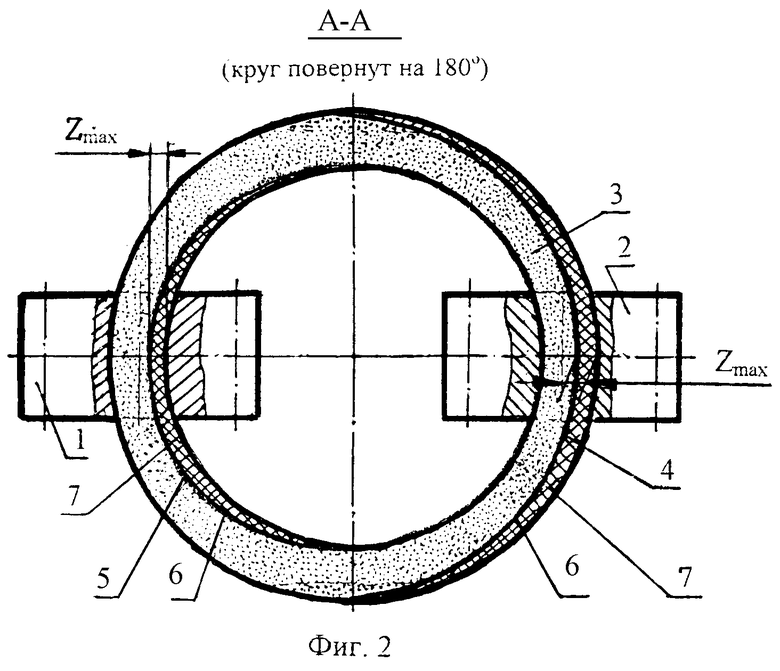
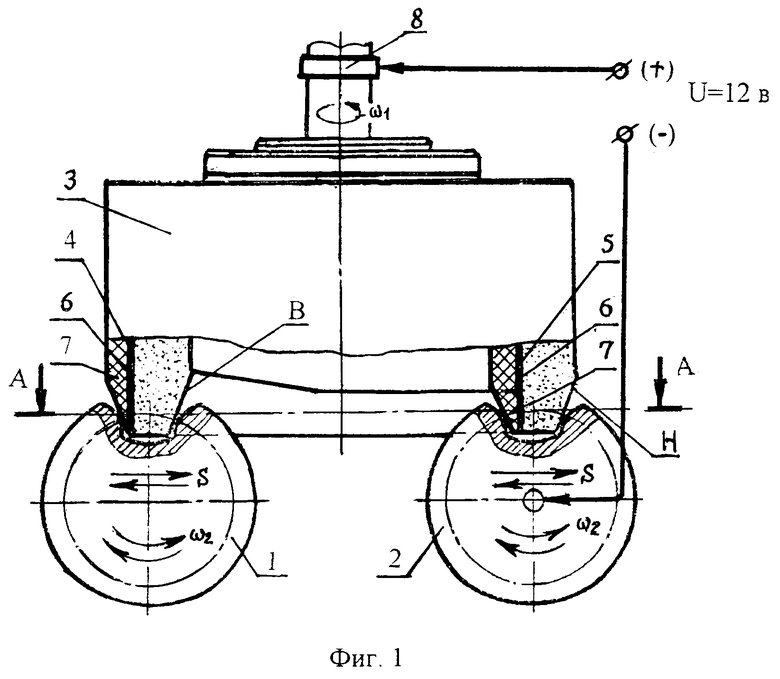
На фиг. 1 показана схема обработки цилиндрических колес с круговыми зубьями предлагаемым абразивно-алмазным чашечным цилиндрическим кругом с импрегнатором; на фиг. 2 - разрез по А - А на фиг. 1, круг повернут относительно вертикальной оси на 180°.
Абразивно-алмазный инструмент предназначен для электроконтактной обработки колес 1, 2 с круговыми зубьями и может быть выполнен, например, в виде чашечного цилиндрического круга 3.
Обработку предлагаемым инструментом ведут в условиях обката различных впадин зубьев при прямом и обратном ходах абразивно-алмазным чашечным цилиндрической формы кругом 3, установленным на инструментальном шпинделе и спрофилированным на базе исходной рейки. Ось вращения круга, скорость ω1 которого выбирается согласно режущим свойствам абразивно-алмазного материала, перпендикулярна направлению обката заготовки 1 или в случае двусторонней обработки двух заготовок 1 и 2.
Конструкция круга 3 имеет некоторую особенность. Берут круг 3, у которого на половине наружной 4 и внутренней 5 цилиндрических поверхностях, на изоляционном материале 6 нанесен слой медно-графитового импрегнатора 7 переменного сечения. Максимальная толщина слоя Zmax находится на диаметрально противоположных местах наружной 4 и внутренней 5 цилиндрических поверхностях, а минимальное значение слоя импрегнатора, равное нулю, находится по краям частей.
Такая конструкция круга позволяет плавно прерывать зону контакта круга с заготовкой, что предотвращает увеличение температуры шлифования и появление прижогов на рабочих поверхностях зубьев [4]. Благодаря такой конструкции импрегнированного круга его наружная И и внутренняя В производящие абразивно-алмазные поверхности контактируют с заготовкой прерывисто.
Наружная Н и внутренняя В производящие поверхности имеют по одному абразивно-алмазному выступу и одной впадине, образованной нанесенным медно-графитовым импрегнатором. Причем выступы наружной и внутренней производящих поверхностей расположены диаметрально противоположно и во впадине зуба одной заготовки работают попеременно: пол-оборота - наружная Н производящая поверхность, следующие пол-оборота внутренняя В производящая поверхность.
В случае одновременной обработки двух заготовок (фиг. 2) абразивно-алмазный выступ наружной Н производящей поверхности обрабатывает одну заготовку, а абразивно-алмазный выступ внутренней В производящей поверхности обрабатывает вторую заготовку.
Таким образом, предлагаемый абразивно-алмазной инструмент для обработки цилиндрических колес с круговыми зубьями позволяет производить шлифование с определенными интервалами, которые снижают температуру в рабочей зоне. Причем продолжительность резания между этими интервалами равна времени разрыва процесса. Тепловое насыщение металла прекращается и за время разрыва поверхность заготовки охлаждается.
Под тепловым насыщением понимается такое состояние поверхности, когда ее температура достигает максимума и сохраняется определенное время. При этом состоянии возможно образование дефектов, ухудшающих эксплуатационные свойства деталей. За счет интервалов разрыва процесса удается заметно снизить температуру в зоне резания и избежать появления дефектов шлифования.
Подобный процесс осуществляют традиционными прерывистыми кругами, состоящими из отдельных сегментов, закрепленных на планшайбе [4]. Однако эти круги имеют существенный недостаток. Обусловленные наличием впадин, резко уменьшаются: виброустойчивость, прочность и площадь рабочей поверхности инструмента, что снижает размерную стойкость инструмента, качество и производительность обработки.
Как отмечалось выше, в предлагаемой конструкции круга впадины заполнены медно-графитовым импрегнатором [2].
На практике, как бы ни шлифовали зубчатые поверхности, контактирование под нагрузкой зубчатых колес при эксплуатации, из которых хотя бы одно - полукристаллическое, приводит к увеличенному образованию шероховатости поверхности и быстрому износу вследствие неоднородности деформации [2]. Различные структурные составляющие большинства сплавов не однородны по поверхности и имеют разную ориентировку кристаллических зерен, выходящих на поверхность. В результате на отдельных площадках фактического контакта, даже при малых нагрузках, происходит внедрение твердых составляющих и кристаллов, обращенных к поверхности “сильными” гранями, в менее твердые структурные составляющие и “слабые” грани кристаллов. Глубина внедрения усугубляется с увеличением времени эксплуатации и зависит от физико-механических свойств материалов, шероховатости поверхности и нагрузки.
С целью улучшения качественных и эксплуатационных свойств поверхностного слоя материала при работе предлагаемого инструмента используется метод абразивно-алмазного электроконтактного избирательного шлифования с подводом напряжения в зону резания с помощью токосъемника 8, обеспечивающего контакт только абразивно-алмазной части круга с обрабатываемой деталью, так как импрегнированная часть изолирована от круга изоляционным материалом 6.
По знаку потенциалы внешнего источника совпадают с поверхностными потенциалами импрегнаторов и обрабатываемого материала.
Импрегнированные участки 7 круга, соприкасаясь с обрабатываемой поверхностью, передают импрегнатор выступающим абразивно-алмазным частям круга, все поры которых заполняются импрегнатором при черновой обработке.
В системе абразивно-алмазное зерно - связка - импрегнатор - СОТС (смазочно-охлаждающие технологические средства) - обрабатываемая деталь касающиеся шлифуемой поверхности зерна, связка и импрегнатор испытывают упругую деформацию, вследствие чего площадь контакта с обрабатываемым материалом увеличивается. При отсутствии импрегнатора поверхности зерен круга и обрабатываемой детали контактируют на очень малой площади, составляющей 0,01...0,0001 номинальной площади сопряженной поверхности. От режущих зерен и импрегнатора, у которого коэффициент температуропроводности выше, чем у обрабатываемого материала, в деталь поступает небольшая доля тепла. Кроме того, дополнительное внезонное охлаждение и очистка (не показаны) импрегнированного шлифовального круга снижают температуру рабочей поверхности круга, тем самым уменьшая температуру в зоне контакта с импрегнатором и с обрабатываемым материалом. Остальное тепло, поступающее в результате поверхностного трения скользящих зерен, связки, импрегнатора и стружки, приводит к непроизвольному разогреву металла. Таким образом, работающий импрегнированный круг можно представить как сплошной источник тепла со всеми особенностями, характерными для подвижного контакта.
При обработке материалов импрегнированными кругами, которая отличается от обработки традиционным инструментом тем, что тепло от тока (который включается и подается при чистовой обработке и выхаживании) выделяется избирательно в зоне резания и именно в тех местах, где дефектность (или плотность дислокации) выше, чем в среднем по объему, крупные карбиды растворяются в связи с образованием микроучастков высоких температур. Это объясняется тем, что локальная температура у какой-либо точки может быть в тысячи раз больше, чем на соседнем микроучастке, но это, как раз, приводит к тому, что среда нормализуется, а большие карбиды замещаются меньшими, и притом “знающими свое место”. Благодаря такой короткой обработке мелкие карбиды соединяются с металлической решеткой по правилам той самой последовательности когерентной связи, которая не разрушает структуру, а, напротив, заставляет ее упрочняться: карбиды “вплетаются” в решетку.
В результате применения активных импрегнаторов при обработке поверхность металла получает обновленную оболочку с особыми свойствами. На поверхности образуется слой, который играет роль упрочняющего каркаса, что улучшает качественные и эксплуатационные свойства поверхностного слоя материалов.
Пример. Обработка цилиндрических колес с круговыми зубьями осуществлялась на модернизированном зубошлифовальном станке типа "Niles" мод. ZSTZ 315×6С (ГДР). Модернизация заключалась в развороте оси шлифовального шпинделя перпендикулярно направлению обката. Были отшлифованы зубья партии роторов шестеренных насосов ШФ8-25 с числом зубьев 10, модулем 4 мм и шириной венца 70 мм. Шлифование проводилось чашечным цилиндрическим алмазным с медно-графитовым импрегнатором кругом с номинальным ⊘130 мм. Максимальная толщина импрегнированного слоя Zmax=3 мм и находилась на диаметрально противоположных местах наружной и внутренней цилиндрических поверхностях, а минимальное значение слоя импрегнатора, равное нулю, находилось по краям частей.
Характеристика круга: АСВ 100/8-M1. Припуск на зубошлифование на толщину зуба - 0,3 мм; допуск припуска на толщину зуба (в тело) - 0,07 мм. Режимы зубошлифования: подача при обкатке - 0,65 мм/дв. ход; подача на глубину шлифования: предварительная - 0,10 мм/ход; окончательная - 0,02 мм/ход. Черновую абразивно-алмазную обработку вели без подвода электрического тока, а чистовую обработку и выхаживание вели с подводом постоянного электрического тока напряжением U=12 В, который подводили к абразивно-алмазной части инструмента и обрабатываемой детали.
После обработки проводился контроль круговых зубьев, который осуществлялся в среднем сечении колеса на универсальном зубоизмерительном приборе фирмы Zeiss (ГДР), эвольвентомере типа КЭУ и биениемере мод. Б-10М. Точность шлифованных роторов по всем параметрам (отклонение и накопленная погрешность шага, радиальное биение зубчатого венца, колебание длины общей нормали, погрешность профиля зуба) была не ниже 7 степени точности по ГОСТ 1643-81.
Расположение пятна контакта проверялось по краске. Оно занимало середину зуба и не выходило на торцы. Длина пятна контакта и приведенные зазоры, замеренные щупом на торце зуба, соответствовали расчетным приведенным зазорам.
Проведенный рентгеноструктурный анализ поверхностных слоев показал, что происходит нагрев в зоне их обработки. В результате применения активных импрегнаторов при обработке поверхность металла получила обновленную оболочку с особыми свойствами. На поверхности образовался слой в виде упрочненного каркаса, что улучшило качественные и эксплуатационные свойства обработанных шестерен.
Применение способа, осуществляемого с помощью предлагаемого абразивно-алмазного круга с импрегнатором, повысило производительность обработки в 1,5 раза, позволило исключить операцию получистового шлифования благодаря улучшению шероховатости на 1,5-2 класса. При этом расход абразивного инструмента снизился на 20%.
На основании проведенных опытов с применением материалов, предрасположенных к прижогам и к появлению шлифовочных трещин, установлено, что способ, осуществляемый предлагаемыми кругами с импрегнатором, по сравнению с обычными кругами:
снижает температуру в зоне контакта на 25-35%;
позволяет шлифовать колеса с более форсированными режимами, не вызывая появления прижогов и микротрещин. За счет этого производительность обработки возрастает в 2-3 раза;
сохраняет длительное время хорошую режущую способность зерен (работающие в режиме самозатачивания). Число правок кругов с прерывистой поверхностью уменьшается в 2-3 раза. Общая стойкость кругов с прерывистой рабочей поверхностью возрастает в 2-3 раза;
в результате применения активных импрегнаторов при обработке поверхность металла получает обновленную оболочку с особыми свойствами, на поверхности образуется слой, который играет роль упрочняющего каркаса, что улучшает качественные и эксплуатационные свойства поверхностного слоя материалов.
Обработка предлагаемым абразивно-алмазным импрегнированным кругом выгодно отличается повышенной виброустойчивостью благодаря плавному и безударному входу и выходу режущей абразивной поверхности в зону резания, высокой прочностью инструмента, что повышает размерную стойкость инструмента, предотвращает поломку и выкрашивание абразива, а снижение температуры в зоне шлифования позволяет повысить интенсивность процесса, производительность и качество обработки, улучшить эксплуатационные свойства поверхностного слоя материалов.
Преимуществом обработки цилиндрических колес с круговыми зубьями предлагаемым импрегнированным чашечным цилиндрическим кругом является сравнительная простота движений, а следовательно, простота конструкции станка и простота настройки. При шлифовании широковенцовых колес, с увеличенной зоной контакта круга с заготовкой, зона резания прерывается, и хотя сила резания возрастает, но снижается теплонапряженность процесса и улучшаются условия подвода охлаждающей жидкости в зону резания. В результате гарантируется бесприжоговая обработка поверхности зубьев, повышение производительности и точности зубообработки. Вследствие этого появляется возможность интенсивности процесса и получение на поверхности обновленной оболочки с особыми свойствами, которая играет роль упрочняющего каркаса.
Источники информации
1. А.с. 1096060 СССР, МКИ B 23 F 21/02. Шлифовальная сегментная головка / И.А.Коганов, Г.М.Шейнин, М.Н.Бобков и С.В.Кувшинов (СССР). - Опубл. 07.06.84, БИ № 21.
2. Чирков Г.В. Расчет теплового баланса при алмазном шлифовании с нанесением активных импрегнаторов. - ж. Техника машиностроения. 2000, № 3 (25), С.76-79.
3. Патент RU 2147977, МКИ В 23 F 9/02. Способ прерывистого шлифования цилиндрических колес с круговыми зубьями / Ю.С.Степанов, Б.И.Афанасьев и др. - Опубл. 27.04.2000. БИ № 12 - прототип.
4. Якимов А.В. Оптимизация процесса шлифования. - М.: Машиностроение, 1975. - С.45-58.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
Изобретение относится к области обработки резанием материалов, предрасположенных к дефектообразованию в виде прижогов и трещин. Инструмент выполнен в виде чашечного цилиндрической формы круга, установленного на инструментальном шпинделе, спрофилированного на базе исходной рейки и предназначенного для обработки в условиях обката различных впадин зубьев при прямом и обратном ходах. Для повышения производительности и улучшения качественных и эксплуатационных свойств поверхностного слоя на половинах наружной и внутренней цилиндрических поверхностей на изоляционном материале нанесен слой медно-графитового импрегнатора переменного сечения, при этом слой импрегнатора максимальной толщины расположен на диаметрально противоположных местах наружной и внутренней цилиндрических поверхностей, а слой импрегнатора минимальной толщины - по краям указанных их частей. Инструмент может быть предназначен для ведения чистовой обработки и выхаживания с подсоединением абразивно-алмазной части и обрабатываемой детали к сети электрического тока, а черновой абразивно-алмазной обработки - без их подсоединения к сети электрического тока. 1 з.п. ф-лы, 2 ил.
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| Конический шлифовальный круг | 1982 |
|
SU1042919A1 |
| Шлифовальная сегментная головка | 1982 |
|
SU1096060A1 |
| Способ обработки цилиндрических колес с круговыми зубьями | 1984 |
|
SU1266681A1 |
| ВЕТРЯНОЙ ДВИГАТЕЛЬ | 1930 |
|
SU22586A1 |

