Изобретение относится к произвоцст ву абразивного инструмента. Известен способ импрегнирования абразивного инструмента, при котором инструмент помещают В раствор расппа& пенного импрегнатора и выаерживают 3-5 мин 1 . Оцнако при указанном способе про исходит лишь частичное запопнение пор круга, что не позвопяет управпшъ теппофизическими параметрами инструме та, а спеаоватепьно, ухудшается качест во обрабатываемой поверхностгь Цепь изобретения - повышение К чества обрабатываемой поверхности за счет снижения ти 1пературы в доне шлифования. Поставпенная цепь достигается тем, что абразивный инструмент помешают в раствор расплавленного импрегнатора и выаерживают в нем 3-5 мин. В качестве импрегнатора берут ами10 1 насыщенных жирных кислот ряпа Cj ... С которым относятся амипы стеариновой и пальмитиновой кислоты, а импрегниро вание производят цо полного заполн&ния пор инструмента. Повышения эксплуатационных свойств шлифовального круга (увеличение теппо вой активности инструмента) впрецпагаетл способе достигается за счет полного вытес ния воздуха из пор шлифовального круга, имеющего малую тепловую активность. Импрегнирующий состав, обладая высокой теплоемкостью, полностью заполняя поры и обволакивая зерна круга, обеспечивает высокую скорость охла дения режущего зерна, стружки и обрабатываемой поверхности, т.е. способствует увеличению доли тепла, уходящей Ё круг при шлифовании, и уменьшает теплонапряженност процесса резания режущими зернами. ИмпрегнврующиЙ состав, создавая прослойку между среза ной стружкой и материалсйл круга, прет ствует адгезии стружки к кругу и, обволакивая ее тонким расплавленным слоем, способствует вьшосу стружки из круга под действием центробежных сил. Указанный состав, обладая хорошими антифрикционными свойствами, способствует также и снижению сил резания при шлифовании. Эти качества импрегнатора объясняются широким тем пературным диапазоном в системе плавление - кипение (§0 - 380°С),высо адгезионной способностью вещества к мат риалу шлифовального круга и к металлу. При использовании по предлагаемому (зпособу известного состава на основе стеарина с различными добавками увеличивается засаливание круга и его эксплуатационные свойства становятся хуже, чем до пропитки, что очевидно фи проведенных испытаниях кругов 24А25СМ16К5, пропитанных составом %: стеарин 85, сера 1О, стеарат АС 5, Сравнение проводится по стойкости кругов, удельной производительносш и мощности шлифования. Стойкость 1фугов определяется количеством хоцов стола при врезном шлифовашш с поддчей глубины резания на каждый ход при указанных условиях обработки от начала работы до его затупления - появлетш на поверхности образца прижсягов. Удельная производительность вьфажается отношением з период стоА кости кругау объем (м) снятого металла произведений площйди шлифованной поверхности на глубину снятого металла, Объем (м ) изношенного круга определяется как произведеш е площади работавшей поверхности круга на веггачвну износа по радиусу круга OKp-TtT5bQ, где D - диаметр круга, м; t) - ширина образца, м; а - износ круга, м. Для сравнения пропитанных и непропитанных кругов по мощности беречь ся средняя мощность, затрачиваемая на очередную подачу на глубину на 11, 13, 15 ходах стола, так как было экспериментально установлено, что как при работе непропитанным, так и про питанными кругами после 9 проходов наступает стабилизация истинното съема металла, равного величине подаваемой глубины шлифования. Испытания проводятся на рфазцах 150x30x10 из стали 12ХНЗА, НРС6061. Условия испытаний; VK 30 м/с, Ng« О,17 м/о, t-0,O3.10 . Станок - модель 3701. Результаты испытаний приведены в таблице. Из таблицы випно, что предлагаемый способ повышает эксплуатационные свой-, ства готового инструмента по сравнению с известнъши по основным параметрам процесса шлифования.
Стеарин 85, се
Известный ре 10, стеарат ешюминня 5
Преапага( мый
Амицы насыщенных жирных кислот (стеариновой и пальмитиновой) ряаа С. . . С,
Преалагае 110 мый
1.64
21
25
60
1,46
5О,6
1.98
15,4
15
1,54
38.4
93,4
1,28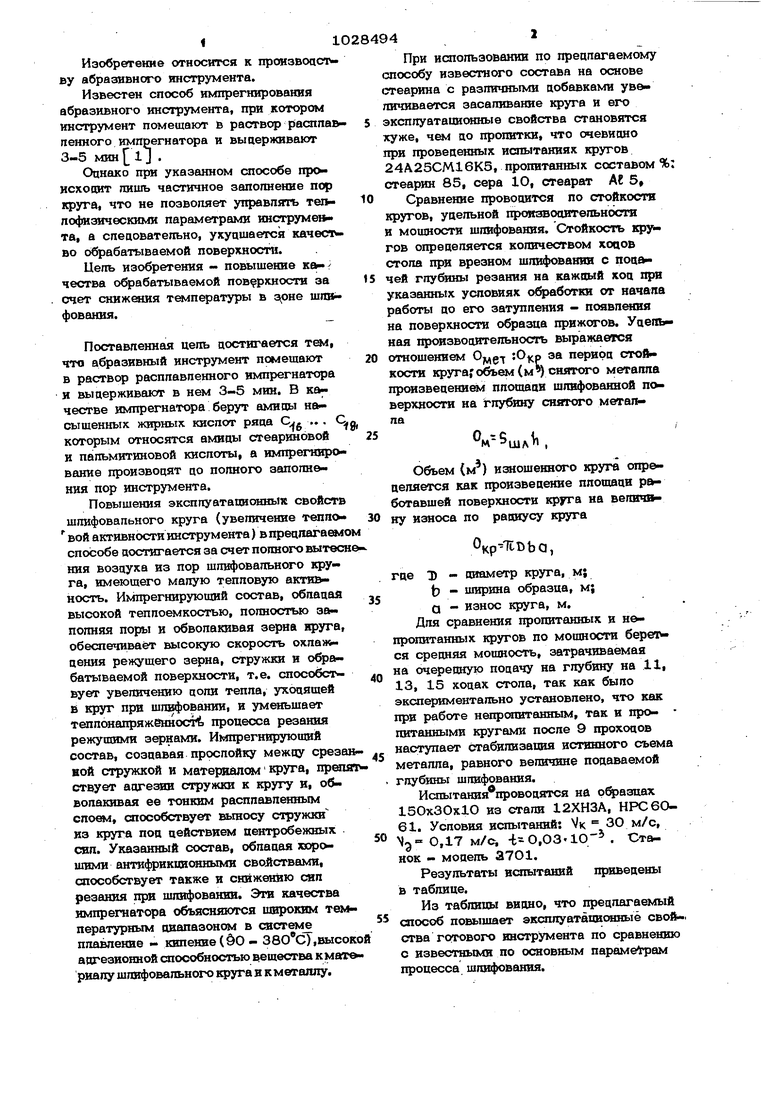
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| Состав импрегнатора для абразивного инструмента | 1985 |
|
SU1255415A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1390005A1 |
| Состав импрегнатора для абразивного инструмента | 1982 |
|
SU1042979A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Способ финишной обработки поверхностей деталей машины | 1986 |
|
SU1425051A1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
СПСХЮБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, при котсфом инструмент помещают в раствор расппавпенного импрегнатора и выцержнвают 3-5 мин, отличающийся тем, что, с цепью повышения качества обрабатываемой поверхности путем снижения температуры в зоне шлифования, в качестве импрегн тора берут амины стеариновой и папьмитиновой кислот, а импрегнирование произвоаят QO полного заполнения пор инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Повышение еггойкостя шпифовапьных кругов за счет ввеаения поверхностно-активных веществ и твердых смазок | |||
| Насос | 1917 |
|
SU13A1 |
| Волжский, 1971, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
