Изобретение,атнрсится .,к производству и эксг1,,абразивного инструмента на ке1 а1 шчэркой связке и может быть fi,qn9 if3p 9iiHO 1 в промышленности для , улу,НВД)1ИЯ.-рабочих ха| актеристик .Цбр а ирногр. инструмента преимущёст-венно при шлифовании фасонных пове{зх1 9(;тей.
Известен .crjpco6 изготовления абразивного йнст румента на керамической свяэ.ке, ,г1ри котором пропитывают инструмент составом на основ.е бакелита и ацетона с последующей суш кой.
Однако круг, изготовленный извесным способом, имеет повышенньЮ размерную стойкость лишь как результат своей высокой твердости при сохранении прежней режущей способности, И поэтому, несмотря на сохранение формы рабочей поверхности (кромки) шлифовального круга, стойкость его продолжает оставаться низкой из-за образования на поверхности круга налипрв сошпифованного металла под действием сил адгезии и механически сил сцепления стружки с черепком круга. В этом случае шлифовальный круг не может самозатачиваться (осыпаться) благодаря наличию высокой твердости. Стойкость его лимитируется наличием прижогов и шероховатостью шлифованной поверхности,А шлифование кругом, на котором имеются наЛипы, сопровождается прижогамй шлифованной поверхности и увеличением шероховатости, что указывает на уменьшение технологической стойкости. С целью восстановления режущей способности круга .возникает необходимость правки.
Известная пропиточная среда - бакелит и ацетон в производственных
условиях взрывоопасны и вредны для здоровья.
Цель изобретения - повышение стойкости инструмента и производительности обработки.
Поставленная цель достигается тем, что согласно способу изготовления абразивного инструмента, включакадему пропитку инструмента в импрегнаторе с последующей сушкой, в качестве импрегнатора берут водные растворы полимолибдатов меДаллов группы железа (например РеМо, FejMQa, FeMoO, FeMoO , СоМоОл,СоМо и т.д.).
В емкости, устойчивой к слабым кислотам при температуре свыше готовят водный раствор ангидрида молибдена МоО.В полученную кислоту погружают металлическую стружку или пластины или порошок одного из металлов VJf( группы Периодической системы или любое их сочетание.
Абразивный круг погружают в полученную пропиточную среду на глубину 2/3 высоты круга до полной пропитки. Затем пропитанный круг сушат при в течение времени из расчета на каждый миллиметр высоты круга 4 мин с последующим охлаждением на воздухе до комнатной температуры.
Круги, импрегнированные предлагаемым способом, испытывались при шлифовании протяжек и шлифовании профилей зубьев зуборезных долбяков из быстрорежущей стали РбМ5.Протяжки шлифовались с применением СОЖ на черновых проходах, а долбяки без применения СОЖ.
Сравнительные результаты испытаний сведены в табл. 1 и 2.
Табли-ца 1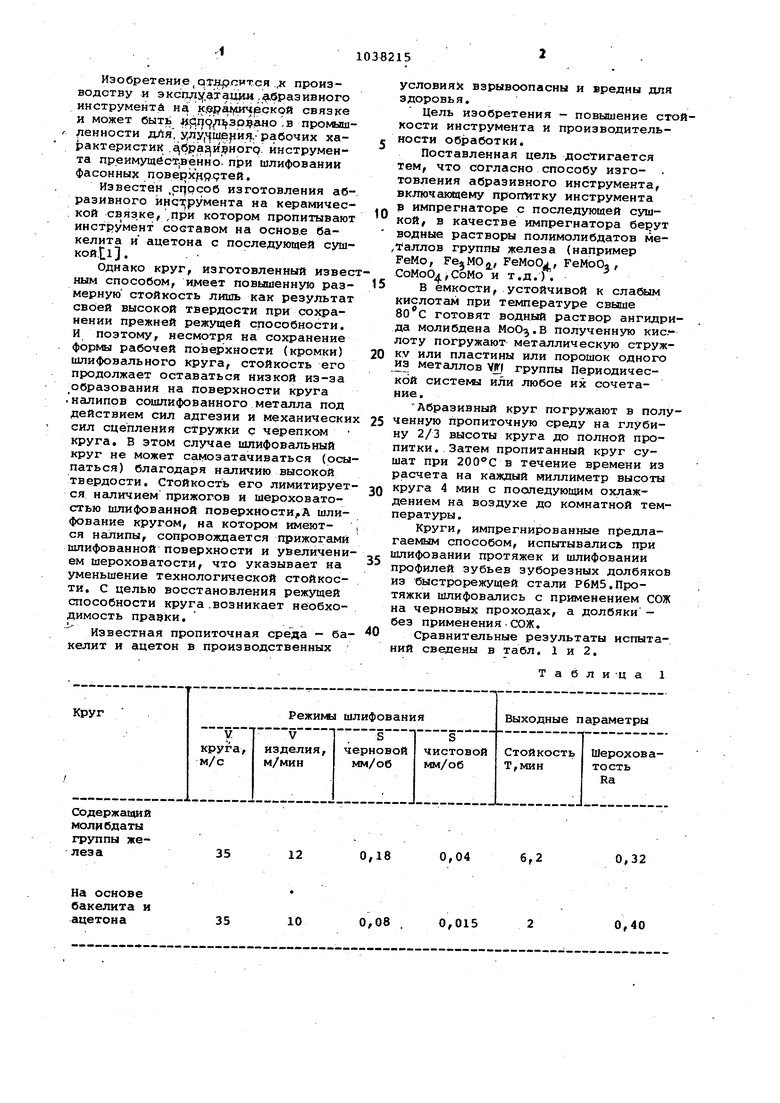
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1756131A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2015 |
|
RU2618682C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АВРА-. ЗИВНОГр ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, включающий пропитку инструмента импрегнатором с последующей сушкой, о т л и ч а ю щ и и с Ji тем, что, с целью повышения стойкости инструмента и производительности обработки, в качестве импрегнатора берут водные ра стврры полимолибдатовметаллов группы железа.
12
35
10
35
0,32
6,2
0,04
0,18
0,40
0,08 . 0,015
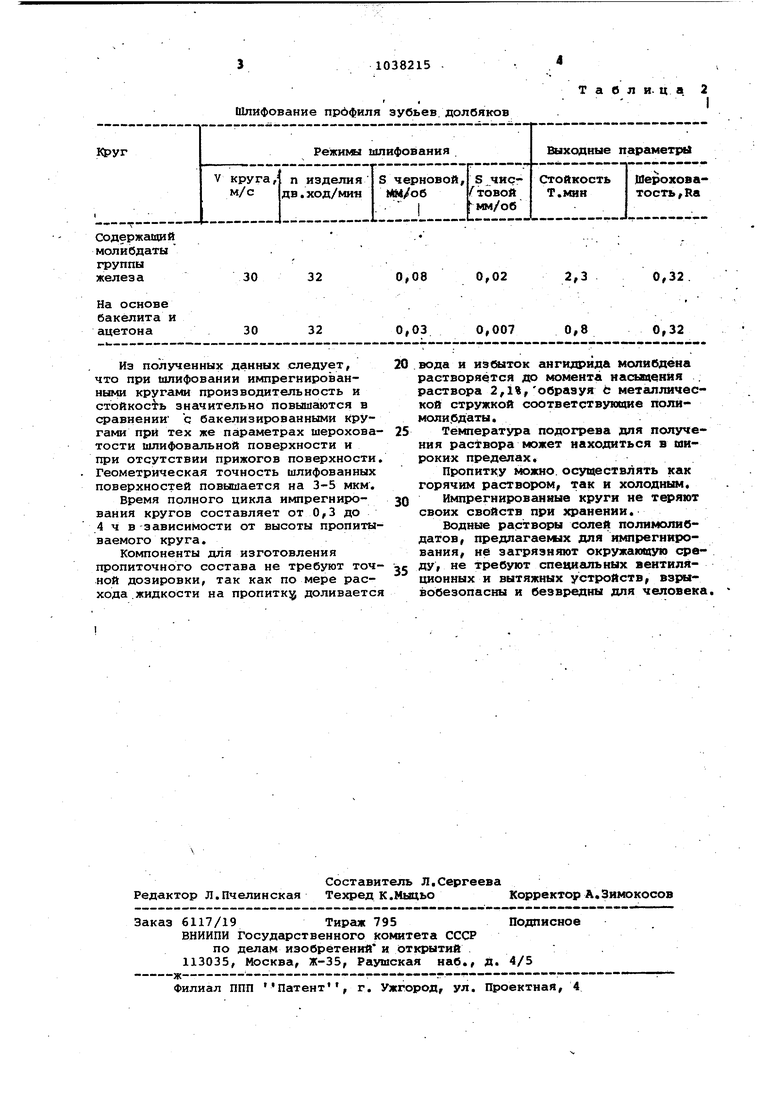
Шлифование прбфиля зубьев, долбяков
что при шлифовании импрегнированаъат кругами производительность и стойкостгь значительно повышаются в сравнении с бакелизированными кругами при тех же параметрах шероховатости шлифовальной поверхности и при отсутствии прижогов поверхности. Геометрическая точность шлифованных поверхностей повышается на 3-5 мкм.
Время полного цикла импрегнирования кругов составляет от 0,3 до 4 ч в-зависимости от высоты пропитываемого круга.
Компоненты для изготовления пропиточного состава не требуют точной дозировки, так как по мере расхода . жидкости на пропитку доливается
Т а б л и. ц а 2
растворяется до момента насыцс$нйя раствора 2,1%,образуя с металлической стружкой соответствующие полимоли.бдаты..
5
Температура подогрева для получения раствора может находиться в широких пределах.
Пропитку можно, осуществлять как горячим раствором, так и холодным.
Импрегмированиые круги ие
0 своих свойств при хранении.
Водные растворы солей полимолибдатов, предлагаемых для импрегнирования, не загрязняют окружаю(аую среду, не требуют специальных вентиля5ционных и вытяжных устройств, взрывобезопасны и безвредны для человека.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ипполитов Г.М | |||
| Абразивные инструменты и их эксплуатация, М., 1959, с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
