Изобретение относится к металлообработке, а именно к шлифованию, и может быть использовано на предприятиях, изготавливающих и эксплуатирующих абразивный инструмент.
Целью изобретения является повышение качества обработки.
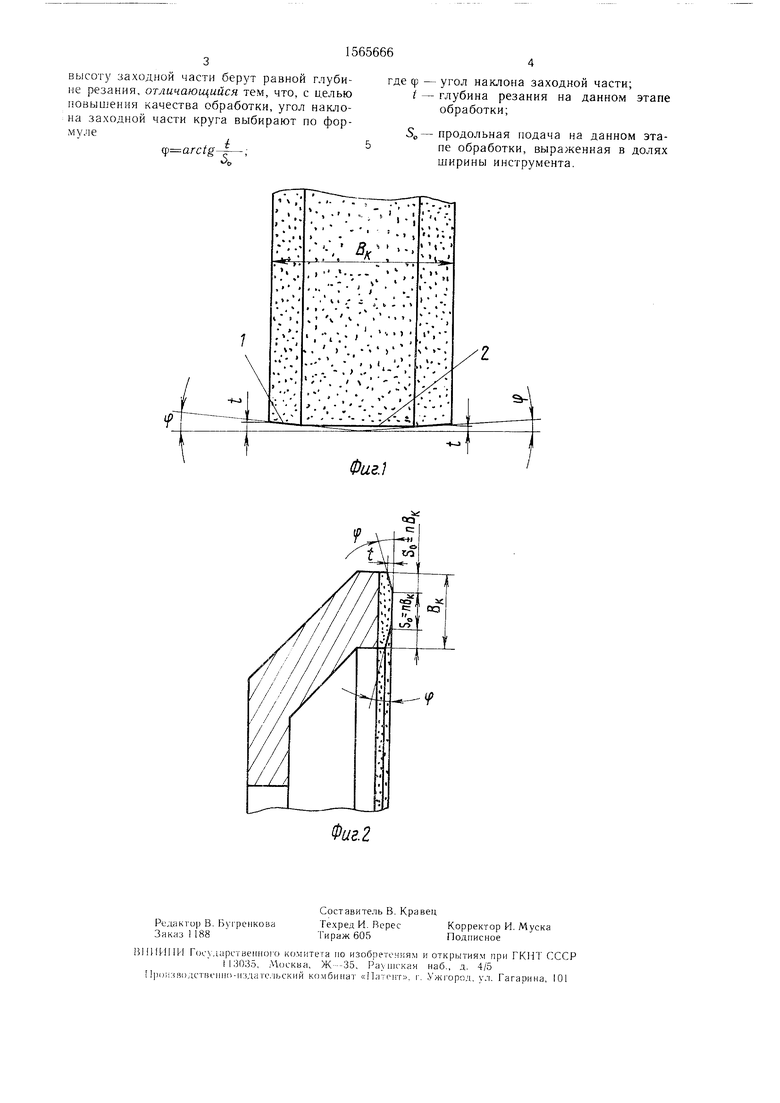
На фиг. 1 изображен шлифовальный круг прямого профиля, общий вид; на фиг. 2 - шлифовальный круг чашечной формы.
Сущность способа шлифования заключается в том, что для его выполнения, когда шлифовальный инструмент вводят в контакт с обрабатываемой поверхностью и перемещают вдоль нее, берут инструмент с за- ходной 1 и калибрующей 2 частями. Высота заходной части равна глубине резания, а угол ее наклона определен по формуле
p arctg--
гдеф
угол наклона заходной части; / - глубина резания на данном этапе обработки;
S0- продольная подача на данном этапе
обработки,
выраженная в долях ширины инструмента (Вк)
При работе кругами, у которых заходные конуса выполнены с учетом фактических и постоянных значений / и S0 на каждом этапе, нагрузка воспринимается протяженным по длине участком конической поверхности, а в дальнейшем - всей его длиной, за счет чего уменьшается удельная нагрузка на режущие зерна, повышается плавность работы, что приводит к улучшению качества обработки и снижению расхода. Уменьшение удельной нагрузки на режущие зерна приводит к исключению их выкрашивания и, следовательно, к улучшению качества обработки
Формула изобретения
Способ шлифования, при котором берут шлифовальный круг с рабочей поверхностью, имеющей заходную и калибрующую части, вводят в контакт с обрабатываемой поверхностью и перемещают вдоль нее, причем
ел о ел
О
оэ
ОЭ
высоту заходной части берут равной глубине резания, отличающийся тем, что, с целью повышения качества обработки, угол наклона заходной части круга выбирают по формуле
y arctg-,
где ф - угол наклона заходной части;
t - глубина резания на данном этапе обработки;
Se- продольная подача на данном этапе обработки, выраженная в долях ширины инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1999 |
|
RU2154568C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
Изобретение относится к производству алмазно-абразивного инструмента и может быть использовано на предприятиях, изготовляющих и использующих абразивный инструмент. Цель изобретения - повышение качества обработки. Для осуществления способа шлифования берут инструмент, у которого заходные конуса выполняются с углом, зависящим от фактического сочетания элементов режима резания на данном этапе обработки, а именно от глубины резания и продольной подачи. 2 ил.
Фиг.1
| Ящерицын П | |||
| И | |||
| и др., Шлифование металлов - Минск, Беларусь, 1963, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
