Изобретение относится к металлургии, а именно к непрерывной разливке с одновременной деформацией металла.
Прототипом по технической сущности к предлагаемому техническому решению является устройство для непрерывного литья и деформации металла (Патент RU №2073586). Оно включает горизонтальный составной кристаллизатор, выполненный с отверстием в верхней части, пару боковых стенок, верхнюю и нижнюю стенки.
Недостатком известного устройства является образование области затвердевшего металла в центральной области кристаллизатора при его заливке расплавленным металлом. Образование области затвердевшего металла обусловлено тем, что при формировании заготовки под действием давления, создаваемого в калибрующей области кристаллизатора его подвижными частями, частицы металла в виде обломков кристаллов или целых кристаллов, вытесняются в центральную область кристаллизатора, в которой металл находится в жидком состоянии. Эти частицы являются дополнительными центрами кристаллизации и создают условия для затвердевания металла. При этом фронт кристаллизации сдвигается в направлении центральной области кристаллизатора, уменьшая объем жидкого металла в ней. С течением времени фронт кристаллизации доходит до продольной оси симметрии кристаллизатора, частично или полностью перекрывая доступ в него жидкого металла. Ограничение доступа расплавленного металла во внутреннюю полость кристаллизатора приводит к снижению производительности устройства, нарушению непрерывности процесса и браку при изготовлении заготовок, а также приводит к образованию в центральной части кристаллизатора области затвердевшего металла, снижая надежность устройства в целом.
Задачей заявляемого устройства является получение заготовок заданного сортамента при непрерывной разливке с одновременной деформацией металла.
В процессе решения поставленной задачи достигается технический результат, заключающийся в увеличении производительности устройства и повышении надежности его работы.
Указанный технический результат достигается тем, что устройство для непрерывного литья и деформации металла, включающее горизонтальный составной кристаллизатор с отверстием в верхней части, пару боковых стенок, нижнюю и верхнюю стенки, снабжено заливочным устройством для ввода расплавленного металла под давлением.
Заявляемое устройство характеризуется совокупностью следующих существенных признаков:
Ограничительные:
Устройство для непрерывного литья и деформации металла, включающее горизонтальный составной кристаллизатор с отверстием в верхней части, пару боковых стенок, нижнюю и верхнюю стенки.
Отличительные:
Устройство снабжено заливочным устройством для ввода расплавленного металла под давлением.
При этом заливочное устройство для ввода расплавленного металла под давлением выполнено в виде обогреваемого напорного разливочного стакана.
Благодаря снабжению устройства заливочным устройством для ввода расплавленного металла под давлением в центральной области кристаллизатора создается избыточное давление, которое препятствует перемещению частиц металла в виде обломков кристаллов или целых кристаллов в центральную область кристаллизатора, в которой металл находится в жидком состоянии. При этом фронт кристаллизации не смещается с течением времени в сторону центральной области кристаллизатора, а остается в калибрующей области кристаллизатора.
Избыточное давление в центральной области кристаллизатора создается за счет металостатического напора в обогреваемом напорном разливочном стакане. Высота столба жидкого металла в обогреваемом напорном разливочном стакане в 5-6 раз больше, чем общая высота кристаллизатора. При высоте столба жидкого металла в обогреваемом напорном разливочном стакане меньше, чем в 5 раз, не создается достаточного металлостатического напора и частицы металла в виде обломков кристаллов или целых кристаллов попадают в центральную область кристаллизатора, что приводит к образованию затвердевшей области металла в центральной области кристаллизатора. При высоте столба жидкого металла в обогреваемом напорном разливочном стакане больше, чем в 6 раз, металлостатический напор способствует продвижению жидкого металла в калибрующую область кристаллизатора и возникает опасность прорыва расплавленного металла за пределы кристаллизатора.
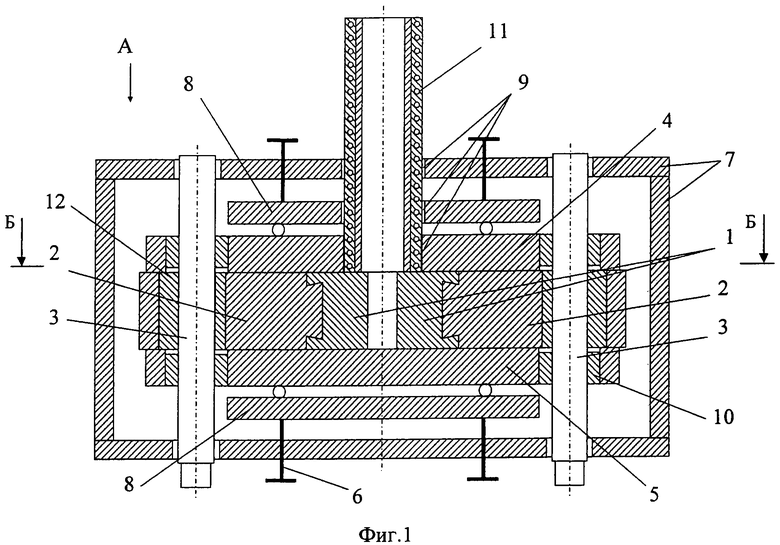
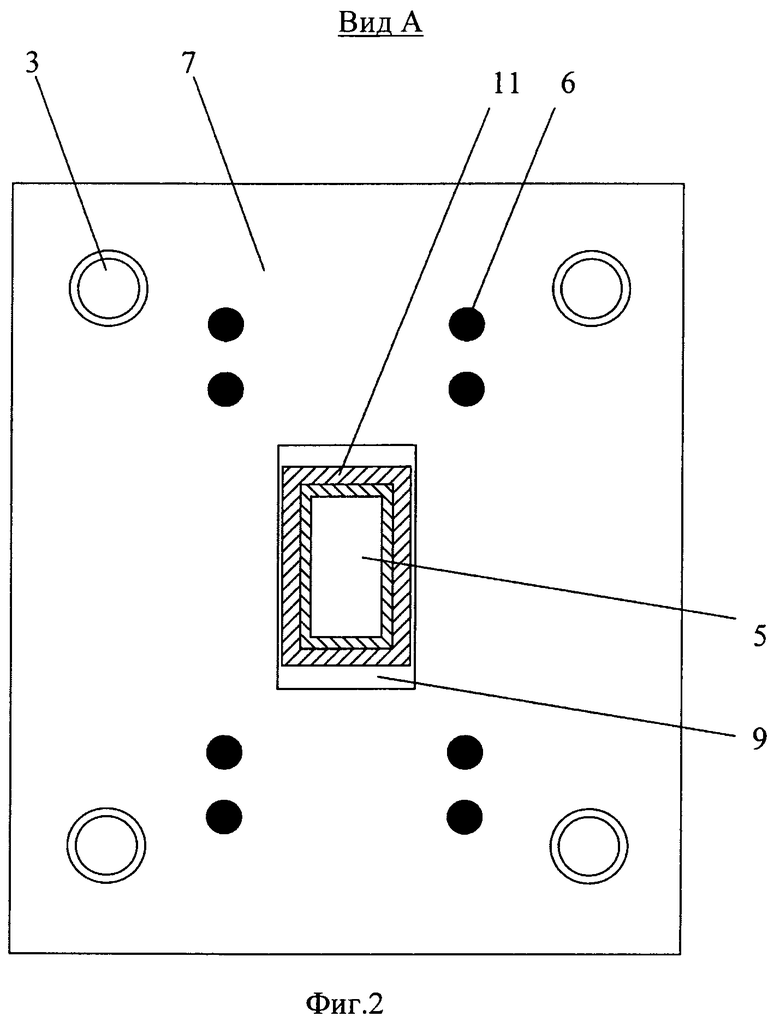
Изобретение поясняется чертежами. На фиг.1 приведен поперечный разрез устройства, на фиг.2 - вид А фиг.1, на фиг.3 - сечение Б-Б фиг.1.
Устройство для непрерывного литья и деформации металла включает водоохлаждаемый кристаллизатор, состоящий из четырех частей: двух боковых стенок 1, каждая из которых закреплена в суппорте 2 и приводится в движение двумя приводными эксцентриковыми валами 3, вращающимися навстречу друг другу в подшипниках, установленных в верхней 4 и нижней 5 стенках, приводящихся в движение в горизонтальной плоскости от одной из пар приводных эксцентриковых валов 3 и плотно прижимающихся к боковым частям нажимными устройствами 6, установленными в стенках 7 станины через устройство 8, представляющее собой плоский подшипник с шариками. Верхняя плита имеет отверстие 9. Такое же отверстие 9 имеет и стенка 7 станины. Пара приводных эксцентриковых валов 3 приводит в движение верхнюю 4 и нижнюю 5 стенки через эксцентрики 10. В отверстия 9 верхней стенки 4, стенки станины 7 и устройства 8 установлен обогреваемый напорный разливочный стакан 11, который выполняет роль устройства для ввода расплавленного металла под давлением. Боковые стенки 1 приводятся в движение через эксцентрики 12, установленные в суппортах 2.
Работа устройства осуществляется следующим образом.
Перед заливкой кристаллизатора расплавленным металлом в калибрующие области кристаллизатора устанавливают «затравки», которые замыкают объем кристаллизатора и препятствуют вытеканию жидкого металла за его пределы. Затем жидкий металл заливают в обогреваемый напорный разливочный стакан 11, установленный в отверстиях 9 стенки 7 станины и верхней 4 стенки и который заполняет сборный кристаллизатор до тех пор, пока уровень металла в обогреваемом напорном разливочном стакане 11 не достигнет требуемого значения - высоты жидкого металла в 5-6 раз больше общей высоты ристаллизатора. Столб жидкого металла, находящегося в обогреваемом напорном разливочном стакане 11, создает избыточное давление, которое препятствует перемещению частиц металла в виде обломков кристаллов или целых кристаллов из калибрующей области в центральную область кристаллизатора. После чего включают привод установки. При вращении приводных эксцентриковых валов боковые стенки 1 кристаллизатора совершают навстречу друг другу сложное движение в горизонтальной плоскости по замкнутой траектории, характеризуемое величиной эксцентриков 12, их ориентацией относительно друг друга и направлением вращения валов в каждой боковой стенке. Такое движение боковых стенок способствует деформации закристаллизовавшегося металла и попеременную выдачу заготовки. Движение верхней 4 и нижней 5 стенок осуществляется через эксцентрики 10, расположенные на крайних участках валов 3. При вращении валов 3 происходит возвратно-поступательное движение верхней 4 и нижней 5 стенок в горизонтальной плоскости, способствуя попеременному продвижению закристаллизовавшегося металла (самоподачу) в направлении выхода заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401175C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2020 |
|
RU2752058C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401176C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2021 |
|
RU2775387C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ С БОЛЬШИМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2017 |
|
RU2647721C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2354493C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ АНТИФРИКЦИОННЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198055C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2005 |
|
RU2312735C2 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2021 |
|
RU2769679C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169634C2 |

Устройство содержит горизонтальный составной кристаллизатор. Кристаллизатор имеет пару боковых стенок, установленных с возможностью перемещения от эксцентриковых валов навстречу друг другу. Верхняя и нижняя стенки установлены с возможностью возвратно-поступательного перемещения от эксцентриковых валов. Заливочное устройство выполнено в виде установленного в отверстии, выполненном в верхней стенке кристаллизатора, обогреваемого напорного разливочного стакана. Разливочный стакан имеет высоту, обеспечивающую уровень жидкого металла в нем в 5-6 раз больше, чем общая высота кристаллизатора. Обеспечивается повышение надежности работы устройства и его производительность. 3 ил.
Устройство для непрерывного литья и деформации металла, содержащее горизонтальный составной кристаллизатор, имеющий пару боковых стенок, установленных с возможностью перемещения от эксцентриковых валов навстречу друг другу, верхнюю и нижнюю стенки, установленные с возможностью возвратно-поступательного перемещения от эксцентриковых валов, отличающееся тем, что оно снабжено заливочным устройством, выполненным в виде установленного в отверстии, выполненном в верхней стенке кристаллизатора, обогреваемого напорного разливочного стакана, имеющего высоту, обеспечивающую уровень жидкого металла в нем, в 5-6 раз больший, чем общая высота кристаллизатора.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2005 |
|
RU2312734C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225774C1 |

