Изобретение относится к металлургии, а именно к непрерывной разливке с одновременной деформацией металла.
Прототипом по технической сущности к предлагаемому является устройство для непрерывного литья и деформации металла (Патент №2073586 RU). Оно включает в себя горизонтальный составной кристаллизатор, выполненный с отверстием в верхней части, пару боковых стенок, каждая их которых выполнена с наклонными к горизонтальной оси участками и закреплена на двух приводных эксцентриковых параллельных вертикальных валах, верхнюю и нижнюю стенки, каждая из которых установлена на одном из указанных валов с возможностью смещенного по фазе к паре боковых рабочих стенок возвратно-поступательного движения.
Недостатком данного устройства является образование зон, неподверженных деформации, возникающих при деформировании металла, находящегося в горизонтальном составном кристаллизаторе в твердожидком состоянии. Образование этих зон обусловлено кинематикой движения боковых стенок при деформации металла в направлении выхода заготовки. Этот эффект снижает производительность устройства, уменьшая зону активной деформации кристаллизатора, что затрудняет управление расхода заливаемого в него металла и как следствие, изменяет расчетный стационарный температурный режим его работы. Изменение температурного режима кристаллизатора приводит к образованию слоя затвердевшего металла на рабочих поверхностях боковых стенок, снижая надежность устройства в целом.
Задачей заявляемого устройства является получение заготовок заданного сортамента при непрерывной разливке с одновременной деформацией металла.
В процессе решения поставленной задачи, достигается технический результат, заключающийся в увеличении производительности получаемых заготовок и стабилизации температурного режима работы горизонтального составного кристаллизатора.
Заявляемое устройство характеризуется существенными признаками.
Ограничительные:
Горизонтальный составной кристаллизатор, выполненный с отверстием в верхней части, пара боковых стенок, каждая их которых выполнена с наклонными к горизонтальной оси участками и закреплена на двух приводных эксцентриковых параллельных вертикальных валах, верхняя и нижняя стенки, каждая их которых установлена на одном из указанных валов с возможностью смещенного по фазе к паре боковых стенок возвратно-поступательного движения.
Отличительные:
Верхняя и нижняя стенки выполнены с наклонными уступами, расположенными в местах перехода направления боковых стенок с горизонтальных на наклонные участки, угол наклона которых составляет острый угол с соответствующим направлением движения заготовки.
Причинно следственная связь между совокупностью существенных признаков и достигаемым техническим результатам заключается в том, что образование зон неподверженным деформации, возникающих при деформировании металла, находящегося в твердо-жидком состоянии исключается за счет увеличения его угла захвата наклонными уступами верхней и нижней стенок при своем перемещении.
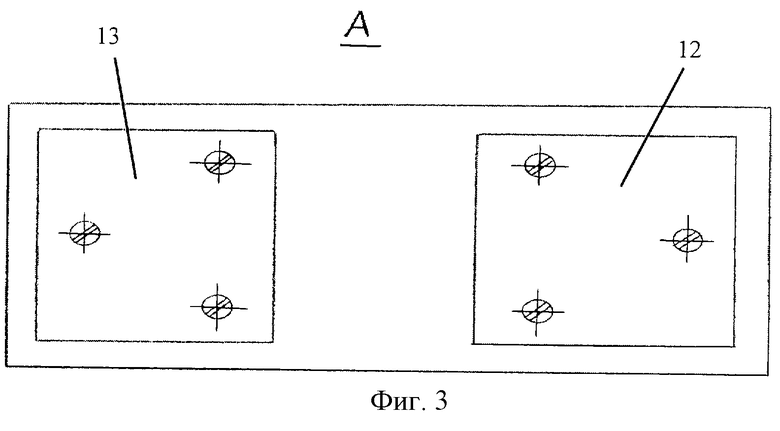
На фиг.1 приведен общий вид устройства, на фиг.2, 3 внешний вид нижней стенки, где номерами обозначены следующие позиции:
1 - боковые стенки;
2 - суппорт;
3 - приводные эксцентриковые валы;
4 - стенки станины;
5, 5’ - верхняя и нижняя стенки;
6 - шарнирная система;
7 - прижимное устройство;
8 - плоский шарикоподшипник;
9 - эксцентрик;
10 - эксцентрик;
11 - вставка из низкотеплопроводного материала;
12 - правый наклонный уступ;
13 - левый наклонный уступ;
14 - фиксирующий винт;
15 - рабочая поверхность нижней стенки.
Устройство для непрерывного литья и деформации металла включает водоохлаждаемый кристаллизатор, состоящий из четырех частей: двух боковых стенок 1, каждая из которых закреплена в суппорте 2 и приводится в движение двумя приводными эксцентриковыми валами 3, вращающимися навстречу друг другу в подшипниках, установленных в верхней и нижней стенках 5, 5’, приводящихся в движение в горизонтальной плоскости от одной из пар приводных эксцентриковых валов 3 посредством устройства 6, и плотно прижимающихся к боковым частям нажимными устройствами 7, установленными в стенках 4 станины через устройство 8, представляющее собой плоский подшипник с шариками. Боковые стенки 1 имеют наклонные и прямые участки. Верхняя плита имеет окно для установки разливочного стакана. Такое же окно имеет и верхняя стенка 4 станины. Пара приводных эксцентриковых валов 3 приводит в движение стенки верхнюю и нижнюю стенки 5 через шарнирную систему 6. С правой стороны суппорты 2 крепятся на эксцентриковых валах 3 с помощью устройства, позволяющего перемещаться суппорту 2 относительно осей валов 3 по подшипникам скольжения. Эта схема довольно широко применяется в шарнирных эксцентриковых устройствах.
В рабочее пространство горизонтального составного кристаллизатора, образованного парными боковыми и парными горизонтальными рабочими стенками с натягом помещается пространственная конструкция, опирающаяся своими стенками 12 и 13 на рабочие поверхности боковых стенок при помощи шарнирной распорки 14.
Работа устройства осуществляется следующим образом.
При установившейся работе жидкий металл через разливочный стакан, установленный в окнах стенки 4 станины и верхней стенки 5, заливается в сборный кристаллизатор, образующий бункер, где происходит кристаллизация металла путем теплоотвода тепла подвижными стенками кристаллизатора и деформация затвердевшего металла. При вращении приводных эксцентриковых валов боковые стенки кристаллизатора совершают навстречу друг другу сложное движение в горизонтальной плоскости по замкнутой траектории, характеризуемое величиной эксцентриков, их ориентацией относительно друг друга и направлением вращения валов в каждой боковой стенке. Такое движение боковых стенок способствует деформации закристаллизовавшегося металла и попеременную выдачу заготовки. Верхняя и нижняя стенки кристаллизатора, связанные только с эксцентриковыми валами, совершают в процессе вращения валов 3 возвратно-поступательное движение в горизонтальной плоскости, способствуя попеременному продвижению закристаллизовавшегося металла (самоподачу) выхода заготовки. Движение верхней и нижней стенок осуществляется через эксцентрики, расположенные на крайних участках валов 3 и повернутые относительно эксцентрика среднего участка, на котором крепится суппорт 1, на 90°. Нижняя плита под окном имеет вставку и из твердосплавного материала, например, TiC, предотвращающего размывание плиты.
Нижняя стенка 5 (фиг.2) состоит из рабочей поверхности нижней стенки 15 и двух наклонных уступов 12 и 13, которые крепятся к ней при помощи фиксирующих винтов 14.
Работа нижней стенки осуществляется следующим образом. При движении нижней и верхней стенок 5 вправо торцевые части уступов 12 проталкивают металл, находящийся в твердожидком состоянии, в направлении выхода заготовки в правую сторону, при движении влево торцевые части уступов 13 проталкивают металл, находящийся в твердожидком состоянии в направлении выхода заготовки в левую сторону. При этом противоположные уступы (при движении в левую сторону - правые, при движении в правую сторону - левые) своими наклонными частями не препятствуют обратному движению горизонтальной рабочей стенки. Таким образом образование зон металла, не подверженных деформации, исключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225772C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401176C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225770C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225773C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225771C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2351428C2 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2005 |
|
RU2312735C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2005 |
|
RU2312736C2 |


Изобретение относится к области металлургии. Устройство содержит горизонтальный составной кристаллизатор с отверстием в верхней части, пару боковых стенок, каждая из которых выполнена с наклонными к горизонтальной оси участками и закреплена на суппорте, установленном на двух приводных эксцентриковых параллельных вертикальных валах. Верхняя и нижняя стенки выполняются с наклонными уступами, расположенными в местах перехода направления боковых стенок с горизонтальных на наклонные участки, угол наклона которых составляет острый угол с соответствующим направлением движения заготовки. Верхняя и нижняя стенки установлены на одном из указанных валов с возможностью смещенного по фазе к паре боковых стенок возвратно-поступательного движения. Технический результат - увеличение производительности получаемых заготовок и стабилизации температурного режима работы горизонтального составного кристаллизатора. 3 ил.
Устройство для непрерывного литья и деформации металла, содержащее горизонтальный составной кристаллизатор с отверстием в верхней части, пару боковых стенок, каждая из которых выполнена с наклонными к горизонтальной оси участками и закреплена на суппорте, установленном на двух приводных эксцентриковых параллельных вертикальных валах, нижнюю и верхнюю стенки, каждая из которых установлена на одном из указанных валов с возможностью смещенного по фазе к паре боковых стенок возвратно-поступательного движения, отличающееся тем, что верхняя и нижняя стенки кристаллизатора выполнены с наклонными уступами, расположенными в местах перехода направления боковых рабочих стенок с горизонтальных на наклонные участки, угол наклона которых составляет острый угол с соответствующим направлением движения заготовки.

