Предпосылки создания изобретения
Область техники, к которой относится изобретение
Изобретение относится к удовлетворяющему требованиям заказчика металлизированному гибкому упаковочному материалу, который может применяться с целью обеспечения как доступности для обзора, так и защиты упакованных пищевых продуктов, а также к способу изготовления удовлетворяющего требованиям заказчика упаковочного материала.
Описание уровня техники
Многослойные гибкие пленочные структуры из полимеров часто используют в гибких упаковках, если они должны обладать барьерными и герметизирующими свойствами и способностью графического отображения информации. Барьерные свойства одного или нескольких слоев важны для защиты находящегося внутри упаковки продукта от света, кислорода или влаги. Это необходимо, например, для защиты пищевых продуктов, которым может угрожать потеря аромата, потеря свежести или порча в случае недостаточности барьерных свойств для предотвращения пропускания света, кислорода или влаги внутрь упаковки.
Помимо этого, барьерные свойства также предотвращают нежелательное вымывание продукта наружу упаковки. Например, у маслянистых пищевых продуктов, таких как картофельные чипсы, часть масла способна вымываться в пленку упаковки. Герметизирующие свойства важны для обеспечения возможности формирования воздухосветонепроницаемого или герметичного уплотнения в эластичной упаковке. Без герметичного уплотнения любые барьерные свойства пленки, препятствующие пропусканию кислорода, влаги или прохождению наружу аромата находящегося внутри продукта, являются неэффективными.
Необходима возможность графического отображения информации, поскольку это позволяет потребителю быстро идентифицировать продукт, который он желает приобрести, дает возможность производителям пищевых продуктов указывать содержание питательных веществ в упакованном пищевом продукте и облегчает размещение на продукте сведений о цене, таких как штрих-коды. В то же время, потребители также желают видеть через упаковку некоторые продукты, такие как картофельные чипсы или чипсы тортилья, чтобы проверять общее физическое состояние продуктов и удостоверяться в том, что большая часть продукта не разбилась на мелкие кусочки при транспортировке и погрузке-разгрузке.
Одной из известных из техники пленок, используемой для упаковки картофельных чипсов и аналогичных продуктов, является металлизированная пленка. Металлизированной пленкой обычно является полимерная пленка, такая как пленка из ориентированного полипропилена (ОПП) или полиэтилентерефталата (ПЭТФ), покрытая тонким слоем металла. Тонкий слой металла обычно наносят методом осаждения из паровой фазы, в ходе которого металл, используемый для покрытия, испаряют и осаждают на лист полимерной пленки, при этом весь процесс осуществляется в условиях вакуума. Известная металлизированная пленка имеет блестящую светонепроницаемую поверхность и обладает отличными барьерными свойствами, защищающими от проникновения влаги и кислорода.
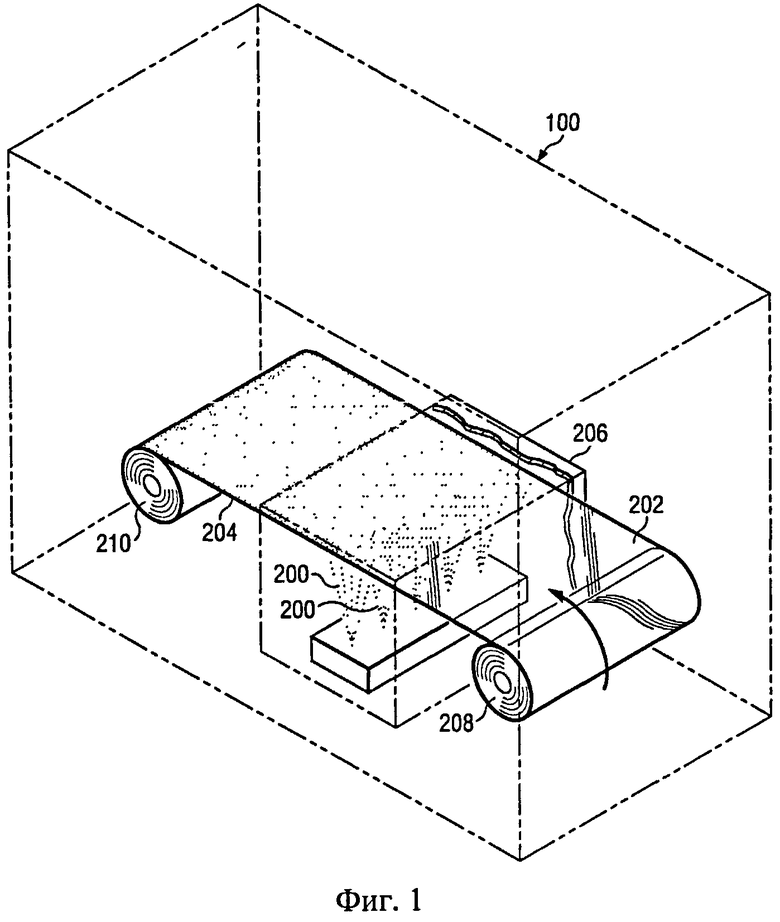
На фиг.1 в упрощенном виде показано известное устройство для получения металлизированной пленки. Неметаллизированная полимерная пленка 202 находится в вакуумной камере 100 на первом рулоне 208 с одной стороны вакуумной камеры 100. Неметаллизированная пленка 202 разматывается с первого рулона 208, проходит через устройство 206 вакуумного осаждения, в результате чего получают металлизированную пленку 204. Как указано выше, испаренный металл 200 осаждается на одной из поверхностей пленки. При осуществлении процесса пленка непрерывно разматывается с первого рулона 208 и наматывается на второй рулон 210, расположенный с другой стороны устройства 206 вакуумного осаждения напротив первого рулона 208. По завершении процесса металлизированная пленка 204 будет намотана на второй рулон 210, а первый рулон будет пустым.
Хотя металлизированная пленка обеспечивает относительно недорогой барьерный слой для упаковщиков пищевых продуктов, как упоминалось ранее, барьерный слой является светонепроницаемьм. Это свойство может создавать проблемы при использовании пленки для упаковки ломких пищевых продуктов, таких как картофельные чипсы или чипсы тортилья. При выборе таких ломких пищевых продуктов некоторые покупатели перед тем, как сделать покупку, желают видеть содержимое упаковки, чтобы удостовериться в том, что ее содержимое не разбито до нежелательной степени. Покупатели желают проверять содержимое упаковок, содержащих даже неломкие пищевые продукты прежде, чем решить, стоит ли делать покупку. В частности, яркие или аппетитно выглядящие пищевые продукты могут даже побуждать покупателей к их приобретению, если они видны через упаковку. Соответственно, было бы желательно создать металлизированную упаковочную пленку для пищевых продуктов со смотровым окном, через которое можно увидеть содержимое упаковки.
Как описано в патенте US 5530231, до осаждения на полимерную пленку испаренного металла на нее может наноситься шаблон из масла, чтобы помешать осаждению металла на участки пленки, закрытые маслом. Затем этот маскирующий масляный шаблон может быть смыт, чтобы открыть неметаллизированные участки пленки под ним. Этому способу присущ ряд недостатков, включая существенное увеличение длительности обработки и повышение капитальных затрат. Кроме того, этот способ не обеспечивает возможность регулировать степень металлизации на различных участках пленки. Иными словами, конкретный участок пленки, металлизированной этим способом, будет полностью металлизированным или полностью неметаллизированным.
Соответственно, существует потребность в точном и при этом экономичном регулировании степени металлизации всей поверхности пленки.
Краткое изложение сущности изобретения
В настоящем изобретении предложена металлизированная упаковочная пленка, обладающая переменными барьерными свойствами. Согласно одной из особенностей изобретения предложенная в настоящем изобретении упаковочная пленка является частично металлизированной таким образом, что при ее использовании в формовочно-фасовочно-укупорочном автомате в упаковке формируется проницаемое окно, через которое покупателю видно ее содержимое. Согласно другой особенности одного из вариантов осуществления упаковочная пленка имеет постепенный переход от по меньшей мере одного светонепроницаемого металлизированного участка к по меньшей мере одному проницаемому неметаллизированному участку. В другом варианте осуществления смотровое окно является не прозрачным, а просвечивающим. Согласно еще одной особенности изобретения металлизированный и неметаллизированный участки расположены таким образом, чтобы не мешать видеть логотипы и графику. Таким образом, в настоящем изобретении предложена частично металлизированная упаковочная пленка с барьерными свойствами, которые приближены к свойствам полностью металлизированных упаковочных пленок. Указанные выше, а также дополнительные признаки и преимущества настоящего изобретения станут ясны из следующего далее подробного описания.
Краткое описание чертежей
В прилагаемой формуле изобретения содержатся элементы новизны, считающиеся отличительными признаками изобретения. Вместе с тем, само изобретение, а также предпочтительный вариант его осуществления, его дополнительные задачи и преимущества будут лучше всего поняты из следующего далее подробного описания пояснительных вариантов осуществления при их рассмотрении в сочетании с сопровождающими чертежами, на которых:
на фиг.1 показан вид в перспективе известного устройства для получения металлизированной полимерной пленки,
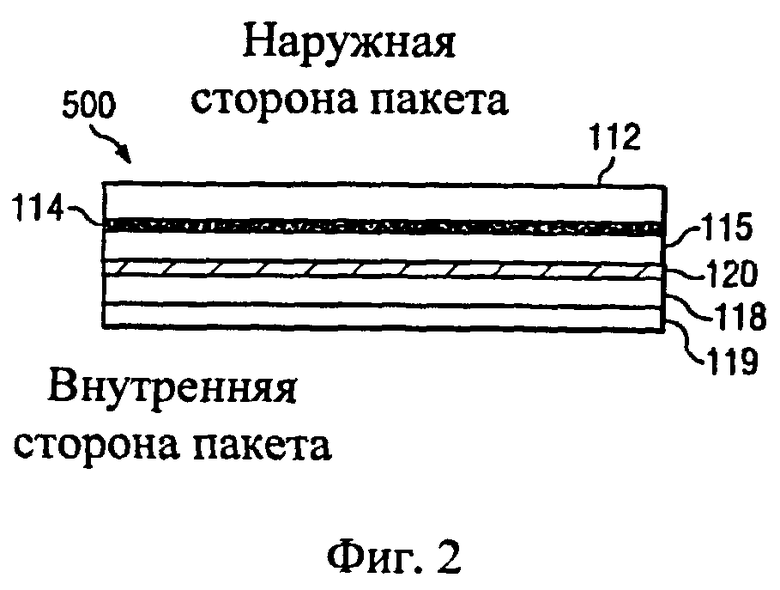
на фиг.2 показан вид в поперечном разрезе известной многослойной упаковочной пленки,
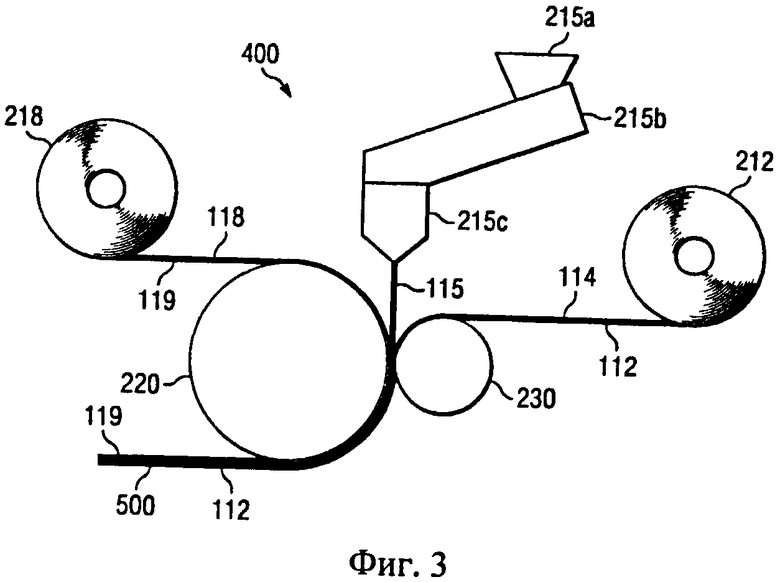
на фиг.3 показан схематический вид известного устройства для получения многослойной упаковочной пленки,
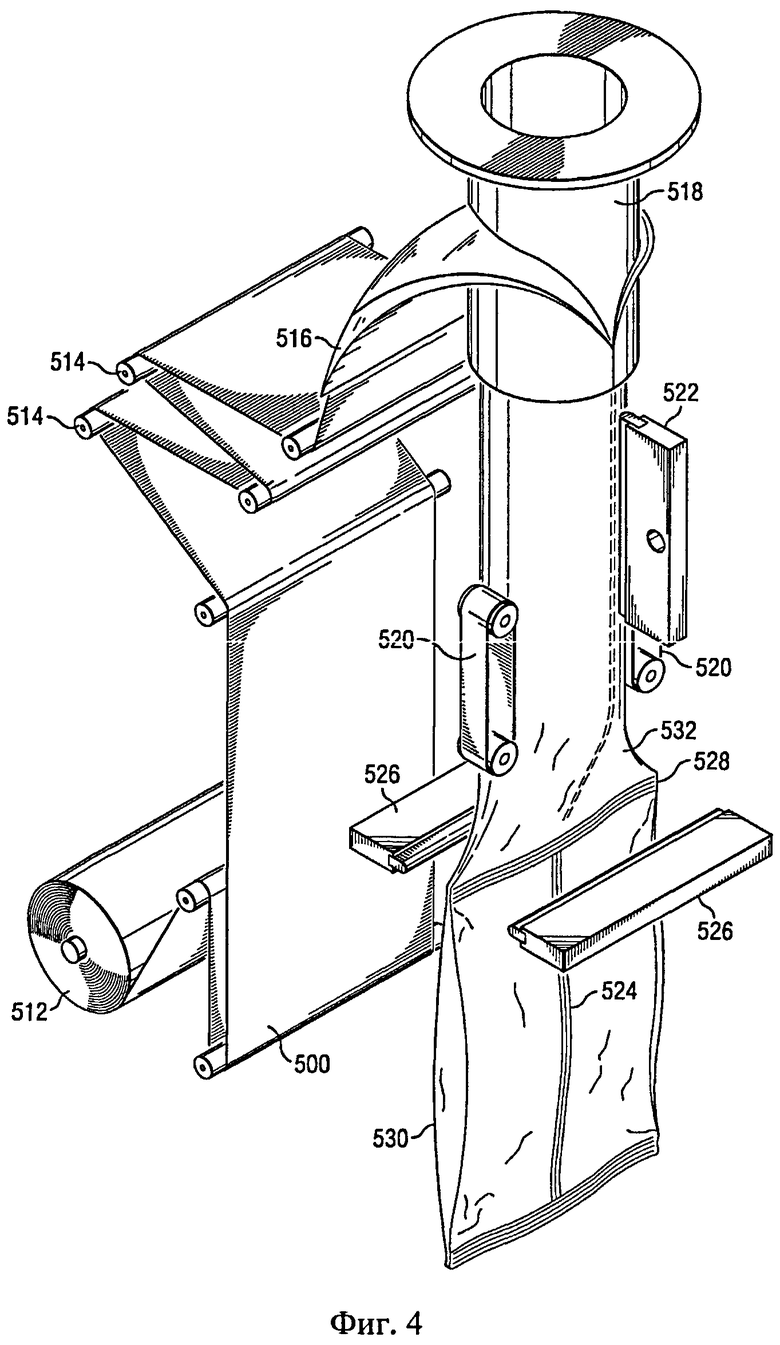
на фиг.4 показан известный вертикальный формовочно-фасовочно-укупорочный автомат,
на фиг.5 показано устройство для получения частично металлизированной пленки согласно настоящему изобретению,
на фиг.6 показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
на фиг.7 показан один из вариантов осуществления частично металлизированной пленки согласно настоящему изобретению,
на фиг.8 показан один из вариантов осуществления пищевого продукта согласно настоящему изобретению со смотровым окном,
на фиг.9 показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
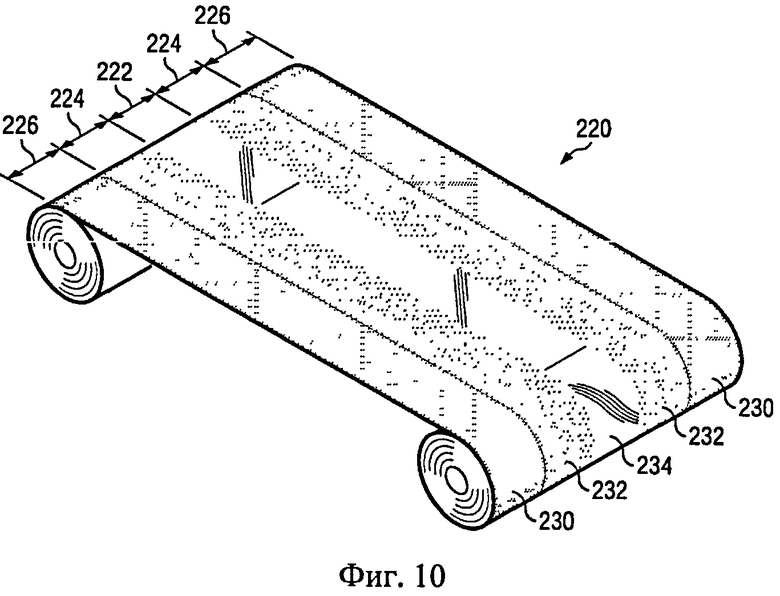
на фиг.10 показан один из вариантов осуществления частично металлизированной пленки согласно настоящему изобретению,
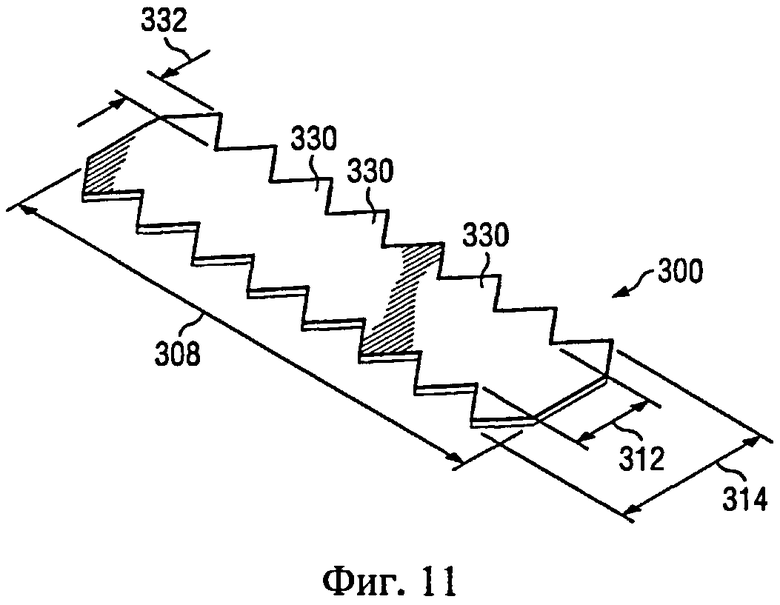
на фиг.11 показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
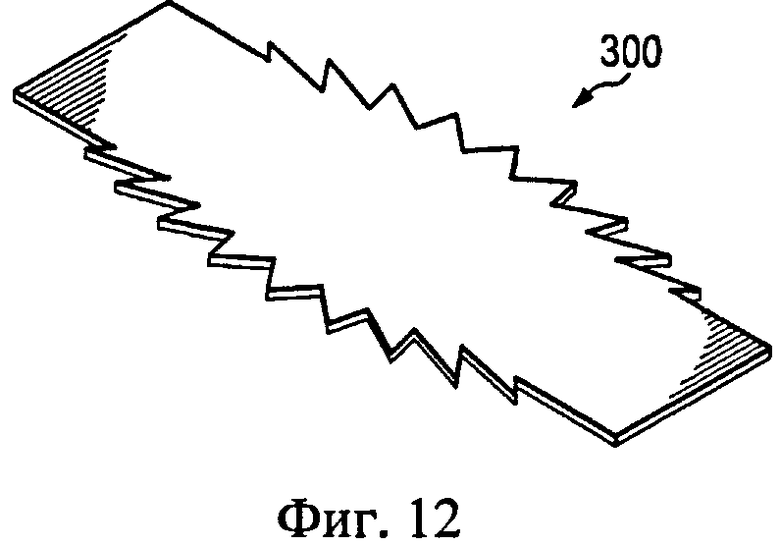
на фиг.12 показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
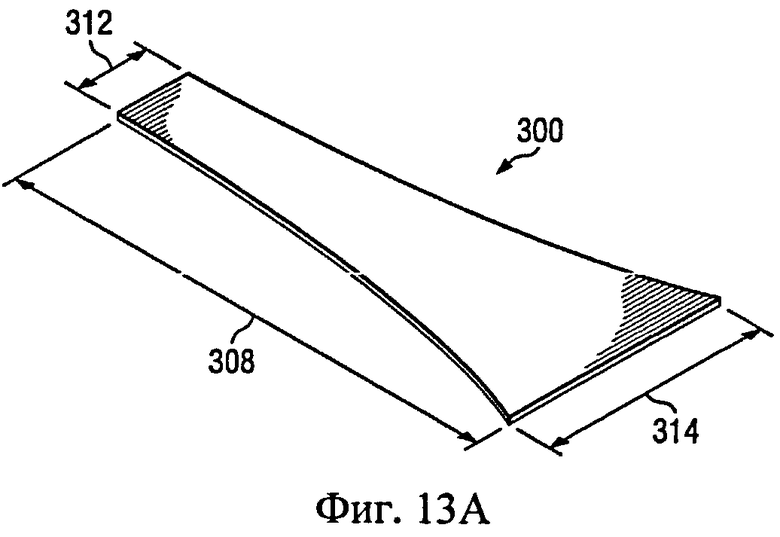
на фиг.13А показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
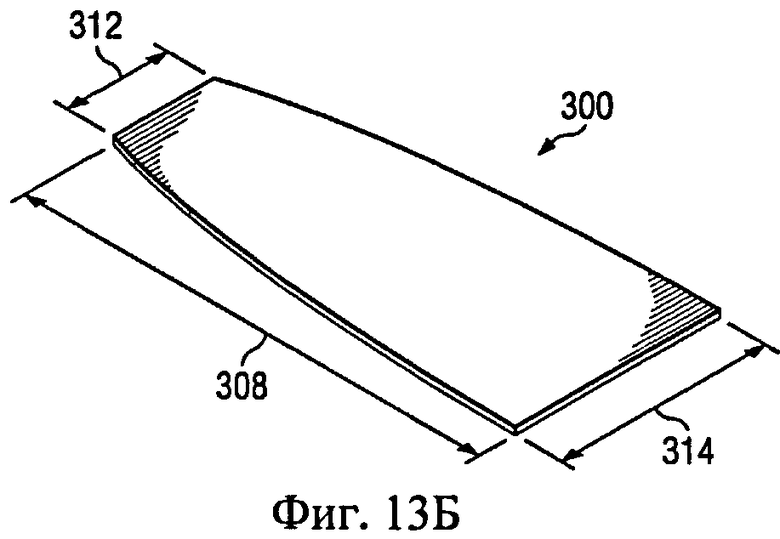
на фиг.13Б показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
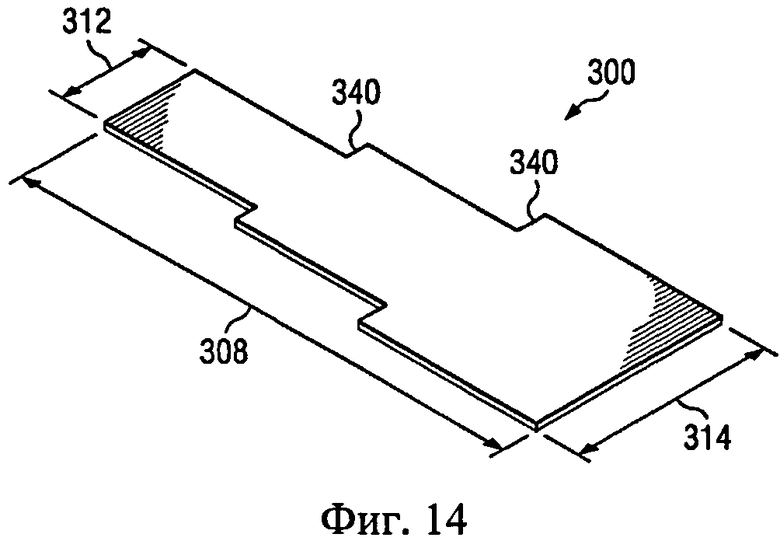
на фиг.14 показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
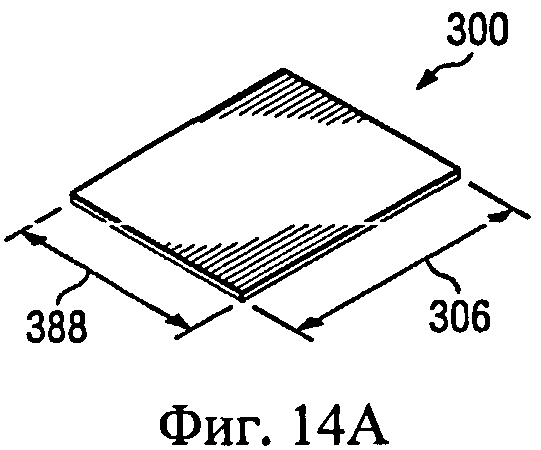
на фиг.14А показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
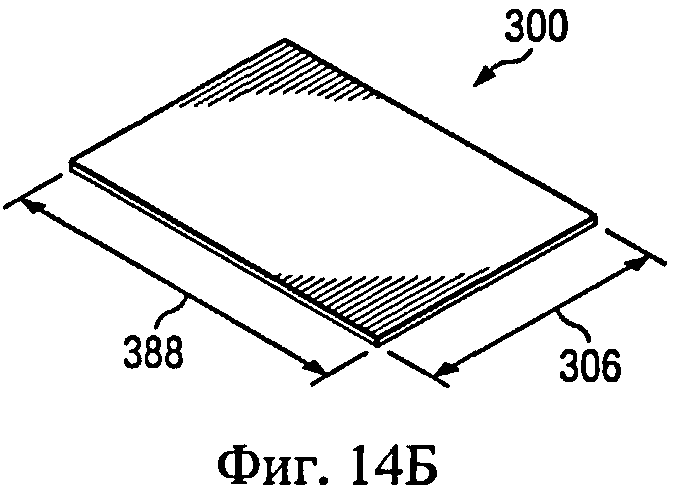
на фиг.14Б показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
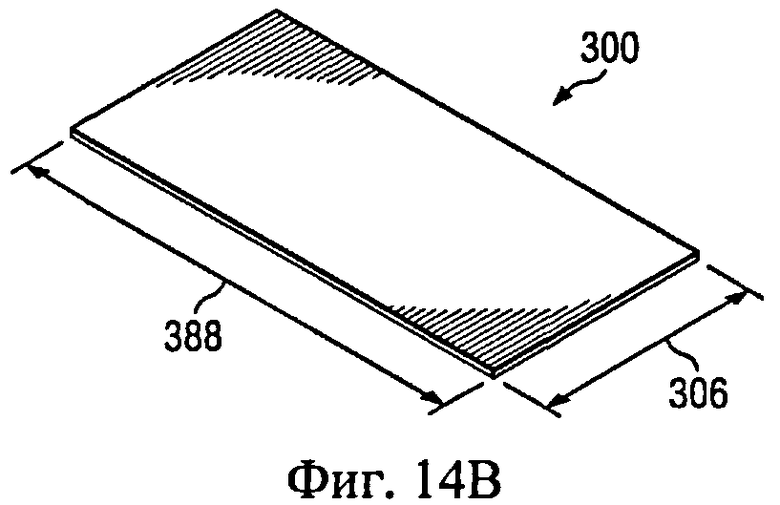
на фиг.14В показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
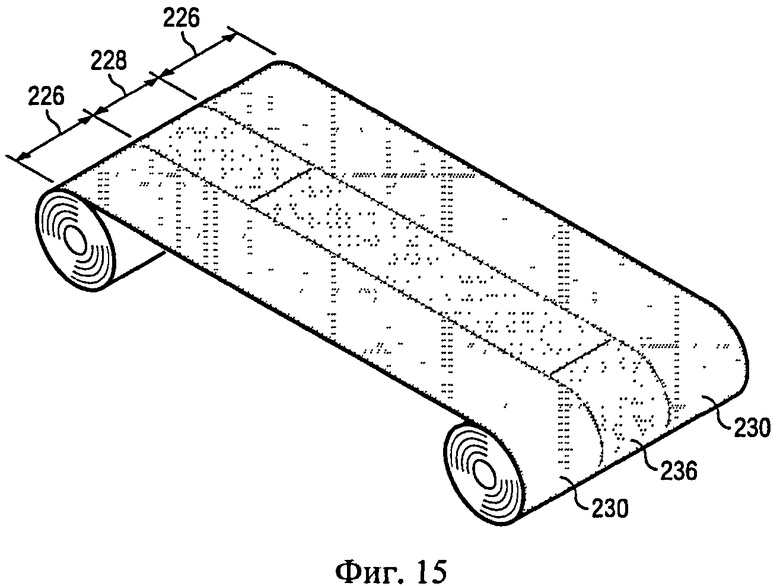
на фиг.15 показан один из вариантов осуществления частично металлизированной пленки согласно настоящему изобретению,
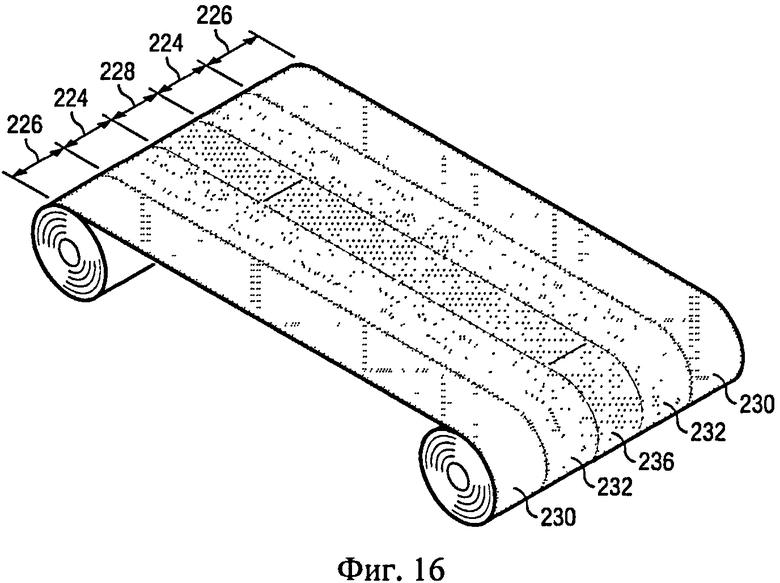
на фиг.16 показан один из вариантов осуществления частично металлизированной пленки согласно настоящему изобретению,
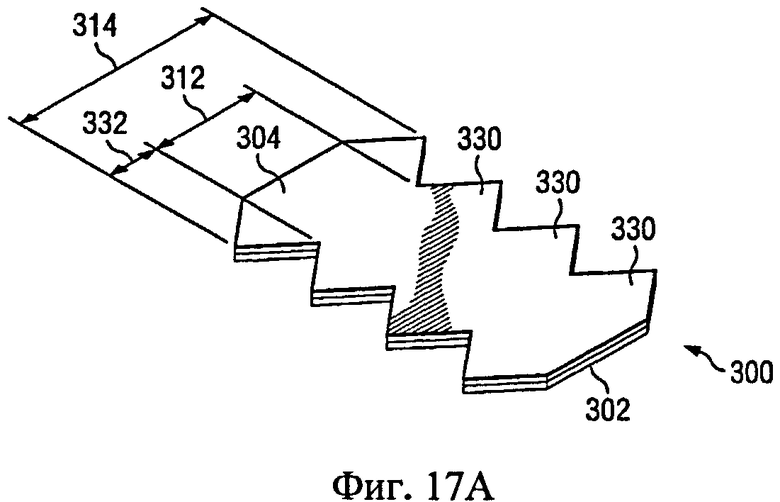
на фиг.17А показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению в первом положении,
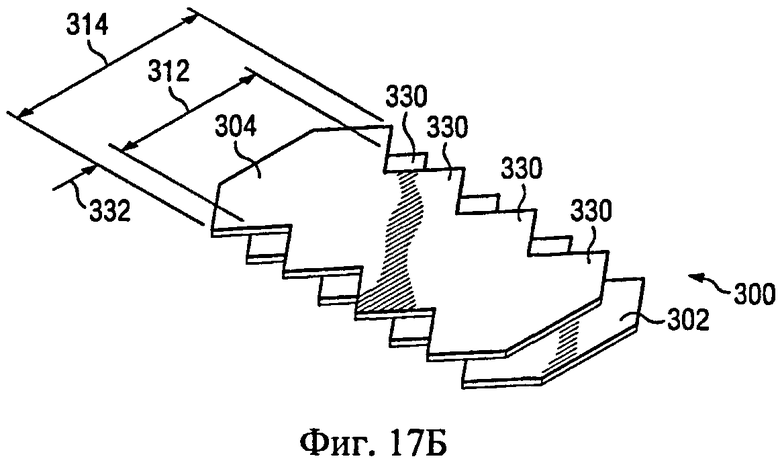
на фиг.17Б показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению во втором положении,
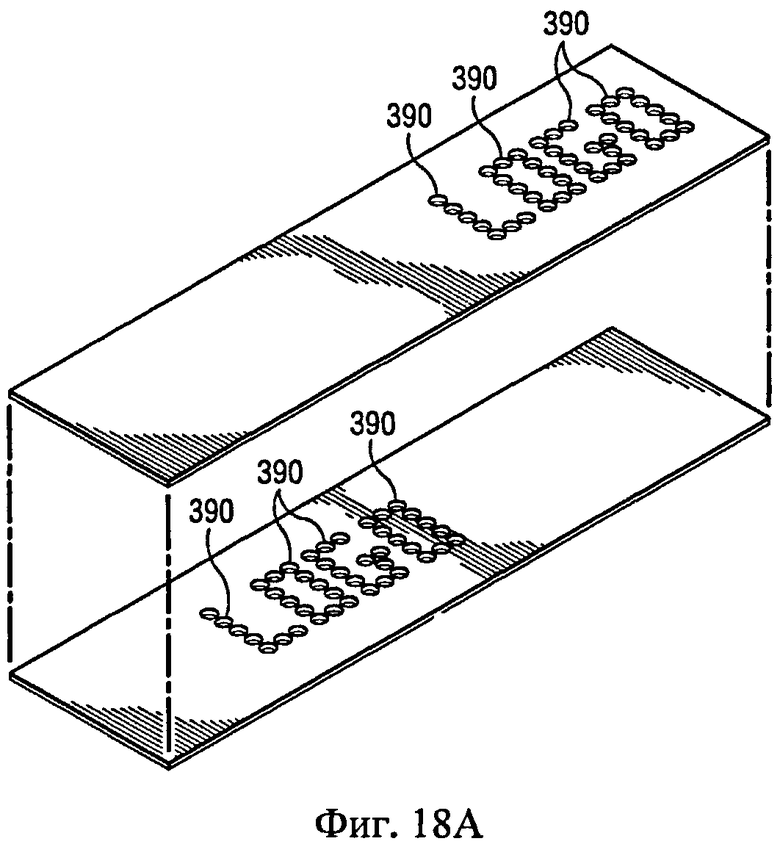
на фиг.18А показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению,
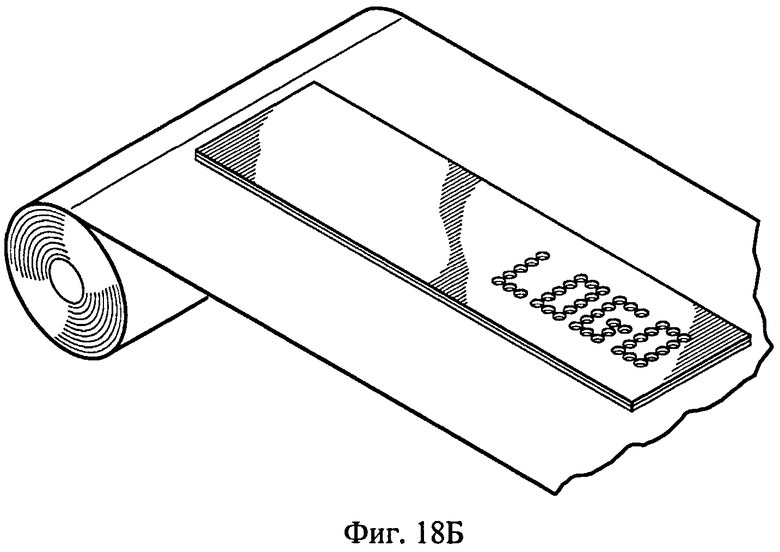
на фиг.18Б показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению в первом положении,
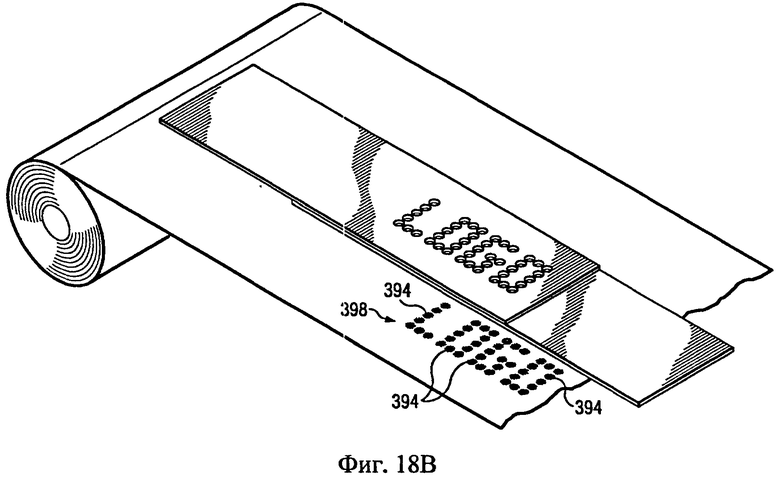
на фиг.18В показан один из вариантов осуществления парозащитного экрана согласно настоящему изобретению во втором положении,
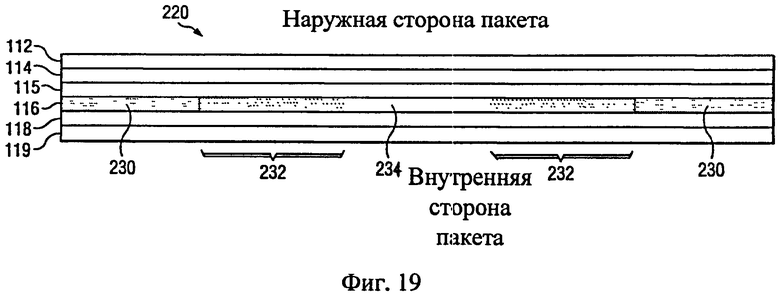
на фиг.19 показан вид в поперечном разрезе одного из вариантов осуществления упаковочной пленки согласно настоящему изобретению.
Подробное описание
В одном из вариантов осуществления настоящего изобретения предложено устройство и способ получения частично металлизированной упаковочной пленки, применимой в вертикальном формовочно-фасовочно-укупорочном автомате для создания упаковки со смотровым окном. Используемые в описании термины "полностью металлизированная упаковочная пленка" или "металлизированная пленка" означают полимерную пленку, по меньшей мере на одну поверхность которой путем вакуумного осаждения или аналогичным известным из техники способом нанесен тонкий слой металла. Чаще всего металлом, который используют для получения металлизированной пленки, является алюминий, но также могут применяться другие металлы, такие как никель или хром. Стандартная толщина металлического слоя металлизированной пленки составляет приблизительно 0,5 микрон. Металлизированная пленка из ПЭТФ способна обеспечивать примерно в 30 более высокую влагостойкость и примерно в 400 раз более высокую кислородонепроницаемость, чем неметаллизированная пленка из ПЭТФ. Другие металлизированные полимерные пленки имеют аналогичные барьерные свойства. Барьерные свойства металлизированной пленки также обеспечиваются со значительно меньшими удельными издержками, чем у прозрачных пленок с аналогичными барьерными свойствами.
Металлизированные пленки являются практически непроницаемыми для видимого и ультрафиолетового света. Хотя это свойство может являться желательным с точки зрения сохранности продукта, оно может быть нежелательным с точки зрения потребителя в зависимости от типов пищевых продуктов, помещающихся в упаковке.
Одна из известных многослойных или композитных металлизированных пленок, применимая для упаковывания пищевых и подобных продуктов, проиллюстрирована на фиг.2, на которой схематически показан вид в поперечном разрезе многослойной пленки 500 и отдельно проиллюстрирован каждый самостоятельный слой. Каждый из этих слоев выполняет определенную функцию для обеспечения необходимых барьерных и герметизирующих свойств и способности графического отображения информации. Например, слой 114 графического отображения информации обычно используется для графического отображения информации, которая может быть напечатана на обороте и быть видна через прозрачный наружный базовый слой 112. Если только не указано иное, по всему описанию одинаковые или идентичные элементы обозначены одинаковыми позициями. Наружный базовый слой 112 обычно содержит ориентированный полипропилен ("ОПП") или полиэтилентерефталат ("ПЭТФ"). Как описано выше, металлический слой 120 расположен на внутреннем базовом слое 118 и обеспечивает барьерные свойства. Герметизирующий слой 119, расположенный на внутреннем базовом слое 118, способствует формированию герметичного уплотнения при более низкой температуре, чем температура плавления внутреннего базового слоя. Желателен герметизирующий слой 119 с более низкой точкой плавления, поскольку плавление металлизированного ОПП с целью формирования уплотнения способно отрицательно сказываться на барьерных свойствах. Типичные известные из уровня герметизирующие слои 119 содержат сополимер этилена и пропилена и тройной сополимер этилена и пропилена и бутена-1. Для склеивания наружного базового слоя 112 с внутренним обращенным к продукту базовым слоем 118 обычно требуется клей или связующий слой 115 обычно из экструдированного полиэтилена. Таким образом, в композитной или многослойной пленке обычно необходимы по меньшей мере два базовых слоя из полипропилена.
На фиг.3 схематически показан процесс получения материала, в ходе которого отдельно получают наружный базовый слой 112 и металлизированный внутренний базовый слой 118 упаковочного материала, из которых затем получают готовый материал 500 в устройстве 400 экструзионного ламинирования. С рулона 212 поступает слой 112, содержащий графику 114, предварительно нанесенную известным способом, таким как флексографическая или ротационная глубокая печать, а с рулона 218 поступает металлизированный внутренний базовый слой 118. В то же время, смола для связующего слоя 115 через экструдер 215b поступает в бункер 215а, в котором ее нагревают и через мундштук 215с экструдируют в виде расплавленного слоистого полимера 115. Этот расплавленный слоистый полимер 115 экструдируют со скоростью, согласующейся со скоростью, с которой подают материалы базовых слоев 112, 118, в результате чего он оказывается между этими двумя материалами. Затем слоистый материал 500 перемещается между охлаждающим цилиндром 220 и зажимным валком 230, в результате чего по мере его охлаждения получают равномерный слой. Давление между валками ламинатора обычно устанавливают в интервале от 0,5 до 5 фунтов на погонный дюйм по ширине материала. Имеющий больший размер охлаждающий цилиндр 220 из нержавеющей стали охлаждают примерно до 50-60°F с тем, чтобы быстро охлаждать материал, но не позволять образовываться конденсату. Имеющий меньший размер зажимной валок 230 обычно изготовлен из резины или другого упругого материала. Следует отметить, что слоистый материал 500 продолжает контактировать с охлаждающим цилиндром 220 в течение определенного времени после прохождения через валки, чтобы смола могла эффективно охладиться. Затем материал может быть намотан на рулоны (не показаны) для транспортировки до места применения при упаковывании.
После получения материала и его резки на полосы желаемой ширины он может быть загружен в вертикальный формовочно-фасовочно-укупорочный автомат, используемый при упаковывании многих продуктов, которые расфасовывают этим способом. На фиг.4 проиллюстрирован один из примеров вертикального формовочно-фасовочно-укупорочного автомата, который может использоваться для расфасовки закусочных продуктов, таких как чипсы. Это изображение упрощено, и на нем не показан корпус и несущие конструкции, которые обычно окружают такой автомат, но показано, как в целом работает автомат. Упаковочная пленка 500 поступает с рулона 512 пленки и проходит через натяжные приспособления 514, которые обеспечивают ее натяжение. Затем пленка проходит через формующее устройство 516, которое по мере формования вертикального рукава направляет пленку вокруг выводного цилиндра 518. Этот выводной цилиндр 518 обычно имеет круглое или отчасти овальное поперечное сечение. По мере того как приводные ремни 520 протягивают рукав упаковочного материала вниз, вертикальное запечатывающее устройство 522 герметизирует края пленки по длине, в результате чего образуется изнаночное уплотнение 524. Затем автомат прижимает к рукаву пару термосварочных клещей 526, чтобы сформировать поперечное уплотнение 528. Это поперечное уплотнение 528 служит верхним уплотнением для мешка 530 под сварочными клещами 526 и нижним уплотнением для мешка 532, заполняемого и формируемого над клещами 526. После формирования поперечного уплотнения 528 герметизированный участок разрезают, чтобы отделить готовый мешок 530 под клещами 528 от частично готового мешка 532 над уплотнением. Затем рукав пленки протягивают вниз, чтобы вытянуть ее на длину следующей упаковки. До того формирования каждого поперечного уплотнения сварочными клещами через выводной цилиндр 518 дозируют упаковываемый продукт и фиксируют его внутри рукава над поперечным уплотнением 528.
Таким образом, в настоящем изобретении предложен способ получения базового слоя частично металлизированной упаковочной пленки и самой упаковочной пленки для применения в сочетании с машиной для совместной экструзии с целью получения многослойной частично металлизированной упаковочной пленки, которая в свою очередь применима в вертикальном формовочно-фасовочно-укупорочном автомате для получения металлизированной упаковки со смотровым окном. В одном из вариантов осуществления на упаковочную пленку может быть нанесен по меньшей мере один металлизированный заданный контур в форме логотипа или графики.
Используемый в изобретении термин "частично металлизированная упаковочная пленка" означает полимерную пленку, по меньшей мере одна поверхность которой имеет по меньшей мере один участок, полностью покрытый тонким металлическим слоем, и по меньшей мере один участок, не покрытый тонким металлическим слоем или частично покрытый тонким металлическим слоем. На фиг.5 наглядно представлен один из вариантов осуществления предложенного в настоящем изобретении устройства для получения частично металлизированной пленки согласно настоящему изобретению. Показано, что неметаллизированная полимерная пленка 202 находится внутри вакуумной камеры 100 на первом рулоне 208 с одной стороны вакуумной камеры 100. Неметаллизированная пленка 202 разматывается с первого рулона 208, проходит через устройство 206 вакуумного осаждения, в котором она становится частично металлизированной. Внутри устройства 206 вакуумного осаждения на одну поверхность пленки распыляют поток 200 испаренного металла. Между потоком 200 испаренного металла и поверхностью металлизируемой пленки находится парозащитный экран 300. Парозащитный экран 300 не позволяет по меньшей мере одной части потока 200 испаренного металла достигать поверхности пленки, за счет чего по меньшей мере один участок пленки остается неметаллизированным или частично металлизированным. В ходе этого процесса пленка непрерывно разматывается с первого рулона 208 и наматывается на второй рулон 210, расположенный с другой стороны устройства 206 вакуумного осаждения напротив первого рулона 208. По завершении процесса частично металлизированная пленка 204 будет намотана на второй рулон 210, а первый рулон будет пустым.
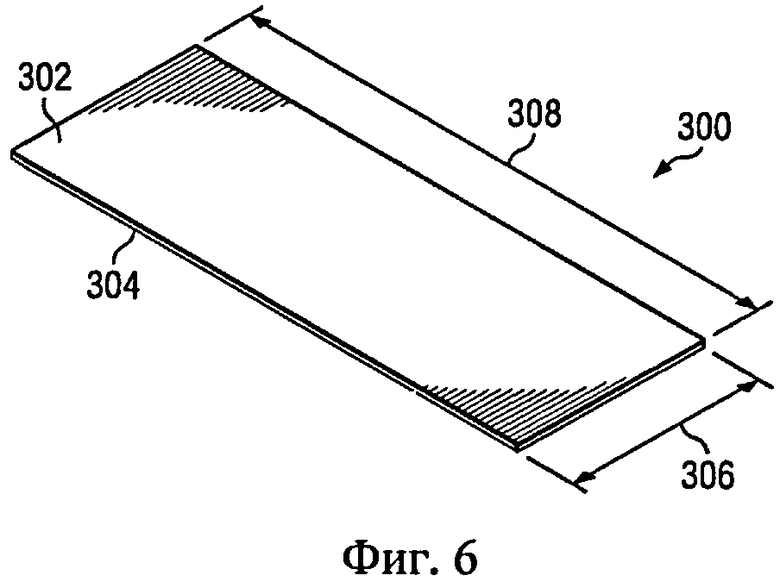
На фиг.6 показан один из вариантов осуществления парозащитного экрана 300 согласно настоящему изобретению. В этом варианте осуществления парозащитный экран представляет собой одну пластину, имеющую верхнюю поверхность 302 и нижнюю поверхность 204, ширину 306, длину 308 и толщину. Как показано на фиг.5 (хотя на ней конкретно проиллюстрирован вариант осуществления экрана, показанного на фиг.9), в процессе металлизации экран 300 расположен приблизительно в одной плоскости с металлизируемой пленкой, но не соприкасается и не контактирует с пленкой. Экран также расположен таким образом, что длина 308 экрана приблизительно параллельна направлению перемещения пленки, а ширина 306 параллельна ширине листа пленки. На фиг.5 представлена упрощенная иллюстрация варианта осуществления, и не показаны опорные конструкции для расположения экрана внутри устройства для металлизации в одной плоскости с листом пленки. Такие опорные конструкции известны специалистам в данной области техники.
Вариант осуществления экрана, представленный на фиг.6, является базовым вариантом осуществления настоящего изобретения. Экран имеет постоянную ширину 306 на протяжении его длины 308, которая является достаточной для того, чтобы защищать всю часть пленки за экраном 300 от металлизации внутри устройства 206 для металлизации.
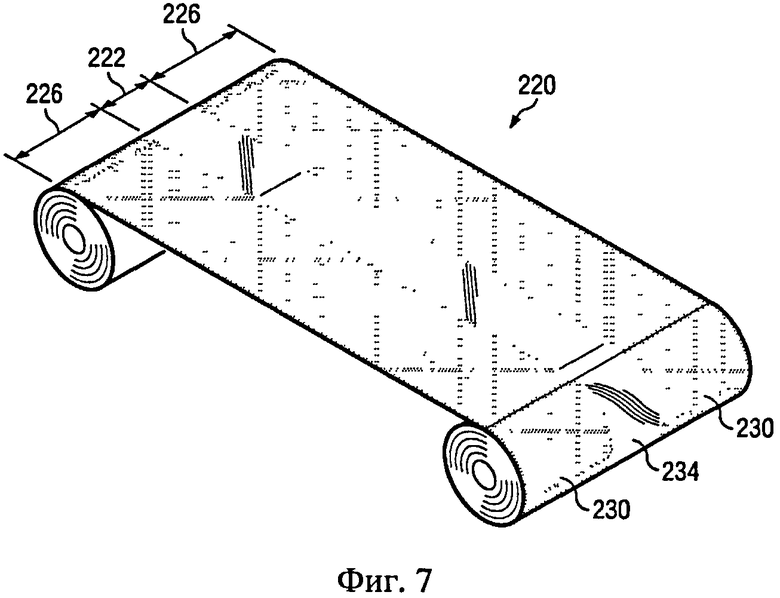
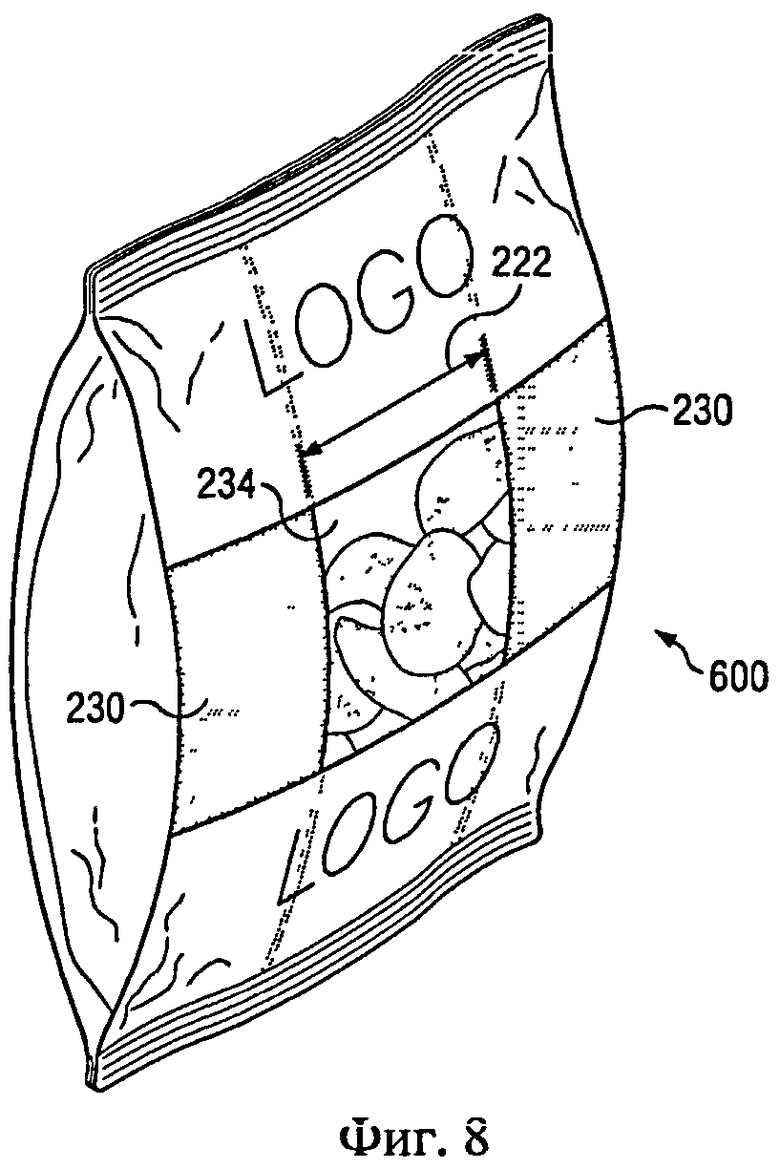
На фиг.7 показан вид в перспективе частично металлизированной пленки 220, полученной с использованием экрана согласно варианту осуществления, показанному на фиг.6. При использовании изначально прозрачной полимерной пленки 202 и экрана 300 согласно этому варианту осуществления получаемая частично металлизированная пленка 220 содержит полосу 234 прозрачной пленки (или частично неметаллизированной пленки), которая расположена между двумя полосами 230 светонепроницаемой пленки (или полностью металлизированной пленки). Этот вариант осуществления не является предпочтительным вариантом осуществления, поскольку переход от полосы 234 прозрачной пленки к полосам 230 светонепроницаемой пленки в этом варианте осуществления является резким. Резкий переход не является предпочтительным, поскольку в конечном итоге частично металлизированная пленка 220 будет объединена с наружным базовым слоем, содержащим напечатанную на нем графику и(или) логотипы. Если в слое частично металлизированной пленки имеется резкий переход от светонепроницаемой пленки к прозрачной пленке, через слой графического отображения информации будет проходить заметная линия перехода, в особенности, при использовании в нем световоспринимающих пигментов. Соответственно, графика может быть частично перекрыта или может выглядеть менее привлекательно из-за наличия этой заметной линии перехода. Один из примеров упаковки 600 с заметной линией перехода показан на фиг.8. В описанных далее предпочтительных вариантах осуществления этот недостаток устранен за счет постепенного перехода от светонепроницаемой пленки к прозрачной пленке. Область постепенного перехода является менее заметной или даже полностью невидимой на фоне большинства оттисков графики и логотипов.
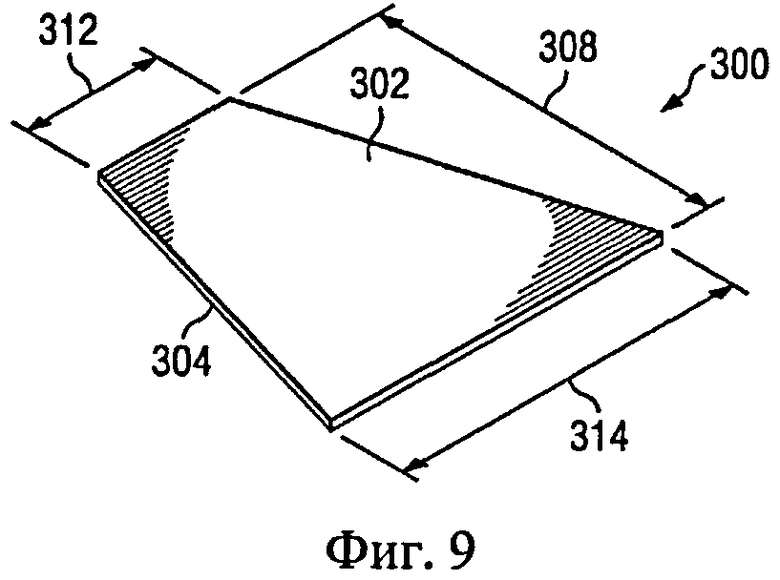
На фиг.9 показан другой вариант осуществления парозащитного экрана согласно настоящему изобретению. На фиг.5 показано применение проиллюстрированного на фиг.9 варианта осуществления. На фиг.10 показан вид в перспективе листа частично металлизированной пленки, полученной с использованием экрана согласно варианту осуществления, показанному на фиг.9. Показано, что пленка содержит прозрачную полосу 234, которая с обеих сторон граничит с просвечивающей полосой 232, каждая из которых граничит со светонепроницаемой полосой 230. В этом варианте осуществления, как показано на фиг.9, экран представляет собой одну пластину, которая имеет верхнюю поверхность 302, нижнюю поверхность 304, длину 308, наибольшую ширину 314 и наименьшую ширину 312. Пластина имеет наибольшую ширину на одном конце и наименьшую ширину на противоположном конце. Соответственно, поперечное сечение пластины, если смотреть непосредственно на верхнюю или нижнюю поверхность 302, 304, имеет форму равнобочной трапеции, у которой переход между наибольшей шириной и наименьшей шириной является приблизительно линейным. В одном из вариантов осуществления длина 308 парозащитного экрана такова, что при металлизации листа изначально прозрачной полимерной пленки он имеет следующие характеристики, проиллюстрированные на фиг.10:
(а) одну полосу, имеющую ширину 222, приблизительно равную наименьшей ширине 312 экрана, на которую не попадает испаренный металл и которая является полосой 234 прозрачной пленки,
(б) две полосы с каждой из сторон полосы 234 прозрачной пленки, каждая из которых за счет уменьшенной длительности воздействия на нее потока 200 испаренного металла частично металлизирована и, соответственно, является полосой 232 просвечивающей пленки, имеет ширину 224, приблизительно равную половине разности между наибольшей шириной 314 и наименьшей шириной 312 экрана, внутренний край, примыкающий к полосе 234 прозрачной пленки, и наружный край, противоположный полосе 234 прозрачной пленки, и
(в) две полосы полностью металлизированной пленки, являющиеся полосами 230 светонепроницаемой пленки, внутренний край которых примыкает к полосе 232 просвечивающей пленки, наружный край граничит с одним краем листа пленки, а ширина 226 равна расстоянию между внутренним и наружным краями.
Специалисты в данной области техники учтут, что в соответствии с идеями изобретения расположение экрана относительно листа пленки может быть таким образом, чтобы полосы прозрачной, просвечивающей и светонепроницаемой пленки могли находиться в различных положениях сбоку по ширине листа пленки. Например, в одном из вариантов осуществления один край экрана может граничить с краем листа пленки. В этом варианте осуществления один край полосы просвечивающей пленки или полосы прозрачной пленки будет примыкать к краю листа пленки. Могут использоваться различные варианты осуществления экрана, позволяющие получать множество различных частично металлизированных упаковочных пленок. Во всех вариантах осуществления листов частично металлизированной пленки, полученных согласно настоящему изобретению, независимо от того, где расположены конкретные полосы, лист пленки содержит по меньшей мере одну полосу светонепроницаемой пленки и по меньшей мере одну полосу прозрачной пленки или полосу просвечивающей пленки.
Как показано на фиг.10, степень металлизации полосы 232 просвечивающей пленки постепенно изменяется от почти полного отсутствия металлизации на ее внутреннем крае до почти полной металлизации на ее наружном крае. Соответственно, переход от полосы 230 светонепроницаемой пленки к полосе 234 прозрачной пленки является постепенным. Этот постепенный переход от светонепроницаемости к прозрачности является одним из элементов новизны частично металлизированной пленки согласно настоящему изобретению. Полосы 230 светонепроницаемой пленки обеспечивают отличную кислородонепроницаемость и влагостойкость.
Используемый в изобретении термин светонепроницаемый означает, что показатель пропускания составляет менее около 5% падающего видимого света. Иными словами, светонепроницаемая пленка 230 пропускает менее около 5% падающего видимого света. Просвечивающие полосы 232 обеспечивают улучшенную кислородонепроницаемость и влагостойкость. Термин просвечивающий, используемый в изобретении при описании конкретной пленки на полимерной основе, означает показатель пропускания около 5% и показатель пропускания у этой конкретной пленки в неметаллизированном состоянии. Иными словами, просвечивающая пленка пропускает более около 5% падающего видимого света, но меньше, чем пропускала бы та же самая конкретная пленка в неметаллизированном состоянии. Полоса 234 прозрачной пленки обеспечивает такие же барьерные свойства, как и неметаллизированная полимерная пленка. Термин прозрачный, используемый в изобретении при описании конкретной пленки на полимерной основе, означает показатель пропускания падающего видимого света у этой конкретной пленки в полностью неметаллизированном состоянии. Иными словами, прозрачной пленкой является пленка, которая пропускает приблизительно столько же падающего видимого света, сколько пропускала бы та же самая конкретная пленка в полностью неметаллизированном состоянии. Термин показатель пропускания, используемый в изобретении при описании пленки, означает часть в процентах падающего видимого света, пропускаемого пленкой. Когда упаковка для пищевых продуктов изготовлена с использованием частично металлизированной пленки согласно этому варианту осуществления настоящего изобретения, она обладает отличными барьерными свойствами, а также имеет прозрачное смотровое окно.
В варианте осуществления экрана, проиллюстрированном на фиг.9, ширина полосы 234 прозрачной пленки, полос 232 просвечивающей пленки и полос 230 светонепроницаемой пленки, а также постепенность перехода полос 232 просвечивающей пленки может регулироваться путем изменения наибольшей ширины 314 и наименьшей ширины 312 экрана. Ширина полосы 222 прозрачной пленки приблизительно равна наименьшей ширине 312 экрана. Когда экран 300 симметричен относительно своей продольной оси, ширина каждой полосы 224 просвечивающей пленки приблизительно равна половине разности между наибольшей шириной 314 и наименьшей шириной 312 экрана. Кроме того, скорость изменения показателя пропускания по ширине каждой полосы 224 просвечивающей пленки может регулироваться путем регулирования разности между наибольшей шириной 314 и наименьшей шириной 312 экрана 300. Чем больше разность между наибольшей шириной и наименьшей шириной экрана, тем более постепенным является переход от полосы светонепроницаемой пленки к полосе прозрачной пленки. Тем не менее, в этом варианте осуществления практические возможности регулировки в области перехода до некоторой степени ограничены тем, что количество металла, осаждаемого на полосу просвечивающей пленки, приблизительно линейно изменяется по ее ширине по причине трапециевидной формы пластины экрана. Ширина каждой полосы 226 светонепроницаемой пленки приблизительно равна расстоянию между наружным краем каждой полосы 232 просвечивающей пленки и краем листа пленки, ближайшим к упомянутому наружному краю полосы 232 просвечивающей пленки.
В другом варианте осуществления экрана, проиллюстрированном на фиг.9, наибольшая ширина 314 экрана превышает ширину листа пленки или равна ей. В этом варианте осуществления в процессе металлизации не формируются полосы 230 светонепроницаемой пленки. Формируется полоса 222 прозрачной пленки, ширина которой и в этом случае приблизительно равна наименьшей ширине 312 экрана. С противоположных сторон полосы 222 прозрачной пленки формируются две полосы 232 просвечивающей пленки. В этом варианте осуществления ширина каждой полосы 224 просвечивающей пленки равна расстоянию между одним краем полосы 222 прозрачной пленки и краем листа пленки 220, ближайшим к краю полосы 222 прозрачной пленки. Показатель пропускания будет постепенно изменяться от почти полной прозрачности на краю полосы просвечивающей пленки, примыкающем к упомянутой полосе прозрачной пленки, до почти полной светонепроницаемости на краю листа пленки.
На фиг.11 проиллюстрирован другой вариант осуществления парозащитного экрана согласно настоящему изобретению. В этом варианте осуществления парозащитный экран представляет собой одну пластину, которая имеет длину, наибольшую ширину и наименьшую ширину. В этом варианте осуществления пластина имеет множество выполненных по ее длине зубцов 330. В одном из вариантов осуществления все зубцы 330 предпочтительно выступают из пластины приблизительно на равные расстояния. В другом варианте осуществления, проиллюстрированном на фиг.12, зубцы выступают из пластины на различные расстояния. В одном из вариантов осуществления, также проиллюстрированном на фиг.11, наибольшая ширина экрана представляет собой расстояние от вершины зубцов с одной стороны экрана до вершины зубцов с противоположной стороны экрана, наименьшая ширина экрана представляет собой расстояние от основания зубцов с одной стороны экрана до основания зубцов с другой стороны экрана, а переход между наибольшей шириной и наименьшей шириной представляет собой зубчатый переход. Как и в варианте осуществления, проиллюстрированном на фиг.9, лист пленки, металлизированной за этим экраном, аналогичен полосе пленки, проиллюстрированной на фиг.10, и содержит полосу 234 прозрачной пленки, две переходные полосы 232 просвечивающей пленки и две полосы 230 светонепроницаемой пленки. Ширина полосы 224 просвечивающей пленки приблизительно равна высоте 332 зубцов. Более высокие зубцы также обеспечивают более постепенный переход от прозрачности к светонепроницаемости. В этом варианте осуществления степень металлизации полосы просвечивающей пленки также изменяется приблизительно линейно по ее ширине за счет линейной формы кромок зубцов.
На фиг.13А и 13Б проиллюстрированы две разновидности другого варианта осуществления парозащитного экрана согласно настоящему изобретению. В этом варианте осуществления экран представляет собой одну пластину, края которой имеют выпуклую кривизну, как показано на фиг.13Б, или вогнутую кривизну, как показано на фиг.13А, в главной плоскости пластины по всей ее длине 308. В этом варианте осуществления пластина имеет наибольшую ширину 314 на одном конце, наименьшую ширину 312 на противоположном конце, а переход между наибольшей шириной и наименьшей шириной является выпуклым или вогнутым, соответственно. Ширина полос прозрачной, просвечивающей и светонепроницаемой пленки, полученных согласно этому варианту осуществления парозащитного экрана, и в этом случае задана наибольшей шириной 314 и наименьшей шириной 312 экрана и шириной листа пленки. Вместе с тем, криволинейные края позволяют точнее регулировать степень изменчивости металлизации полосы просвечивающей пленки, поскольку ширина пластины не изменяется линейно по ее длине. В случае выпуклой конфигурации, проиллюстрированной на фиг.13Б, переход от светонепроницаемой пленки к прозрачной пленке по ширине полосы просвечивающей пленки начинается с постепенного увеличения пропускания видимого света через ближний наружный край полосы просвечивающей пленки с последующим ускорением роста показателя пропускания в направлении внутреннего края полосы просвечивающей пленки. В противоположность этому, в случае вогнутой конфигурации, проиллюстрированной на фиг.13А, переход от светонепроницаемой пленки к прозрачной пленке по ширине полосы просвечивающей пленки начинается более интенсивно на наружном крае полосы просвечивающей пленки с последующим замедлением роста показателя пропускания в направлении внутреннего края полосы просвечивающей пленки.
На фиг.14 показан другой вариант осуществления парозащитного экрана согласно настоящему изобретению. В этом варианте осуществления экран 300 представляет собой одну пластину, которая имеет длину 308, наибольшую ширину 314, наименьшую ширину 312 и по меньшей мере одно ступенчатое изменение или переход по ширине 340 между наибольшей шириной 314 и наименьшей шириной 312. Ширина полос прозрачной, просвечивающей и светонепроницаемой пленки, полученных согласно этому варианту осуществления парозащитного экрана, и в этом случае задана наибольшей шириной и наименьшей шириной экрана и шириной листа пленки. Вместе с тем, показатель пропускания у полосы просвечивающей пленки имеет по меньшей мере одно ступенчатое изменение, которое соответствует по меньшей мере одному ступенчатому изменению 340 ширины экрана. Этот вариант осуществления обеспечивает альтернативный способ регулирования перехода от светонепроницаемой пленки к прозрачной пленке.
На фиг.14А-14В проиллюстрированы другие варианты осуществления парозащитного экрана согласно настоящему изобретению. В каждом из этих вариантов осуществления экран представляет собой одну пластину, которая имеет длину 388 и ширину 306, которая остается постоянной по всей длине 388 экрана. При сравнении этих вариантов осуществления друг с другом и фиг.6 видно, что в них экран имеет переменную длину 388, меньшую, чем длина 308 экрана, проиллюстрированного на фиг.6. Если длина 308 экрана на фиг.6 достаточна для того, чтобы полностью защищать полосу пленки под ним от попадания на нее металла в процессе металлизации (в результате чего она становится прозрачной), экраны меньшей длины 388, показанные на фиг.14А-14В, являются достаточно короткими и позволяют в процессе металлизации части металла попадать на участок пленки под ними, но предотвращают ее полную металлизацию, в результате чего полоса пленки непосредственно под экраном становится просвечивающей. Кроме того, с уменьшением длины 388 экрана в этих вариантах осуществления у полосы просвечивающей пленки непосредственно под экраном снижается показатель пропускания. Представленный на фиг.15 один из примеров листа частично металлизированной пленки, полученной с использованием экрана согласно одному из вариантов осуществления, проиллюстрированных на фиг.14А-14В, имеет следующие характеристики:
(а) одну полосу 236 просвечивающей пленки шириной 228, равной ширине 306 экрана, и
(б) две полосы светонепроницаемой пленки каждая шириной 226, соответствующей расстоянию между наружным краем полосы 236 просвечивающей пленки и соответствующим краем листа пленки.
За счет варьирования длины парозащитного экрана согласно вариантам осуществления, проиллюстрированным на фиг.9, 11, 12, 13А и 13Б, могут быть возможны другие варианты осуществления настоящего изобретения. Аналогично тому, как это описано выше со ссылкой на фиг.14А-14В, при меньшей длине 388 на полосу пленки под участком наименьшей ширины экрана попадает часть металла в процессе металлизации, в результате чего она становится просвечивающей. Например, если длина 308 экрана согласно варианту осуществления, показанному на фиг.9, будет уменьшена, а его наибольшая ширина 314 будет меньше ширины листа металлизируемой пленки, будет получен лист пленки, имеющий следующие характеристики, проиллюстрированные на фиг.16:
(а) одну полосу 236 просвечивающей пленки, имеющей ширину 228, приблизительно равную наименьшей ширине 312 экрана, и приблизительно постоянный показатель пропускания по ширине 228,
(б) две полосы 232 просвечивающий пленки каждая шириной 224, приблизительно равной половине разности между наибольшей шириной 314 и наименьшей шириной 312 экрана 300, имеющие показатель пропускания, который изменяется по их ширине 224, и
(в) две полосы 230 светонепроницаемой пленки каждая шириной 226 от наружного края полосы 232 просвечивающей пленки до соответствующего края листа пленки.
На фиг.17А и 17Б проиллюстрирован еще один вариант осуществления настоящего изобретения. В этом варианте осуществления экран представляет собой две пластины 302, 304, каждая из которых имеет две поверхности и край и которые примыкают друг к другу своими поверхностями. Кроме того, пластины являются подвижными с возможностью перемещения одной или обеих пластин в продольном осевом направлении относительно друг друга. Каждая пластина аналогична пластине согласно варианту осуществления, проиллюстрированному на фиг.11, и имеет зубцы 330, расположенные по ее длине. В первом положении, показанном на фиг.17А, все зубцы 330 каждой пластины полностью совмещены друг с другом. При использовании экрана в первом положении ширина полосы просвечивающей пленки приблизительно равна высоте 332 зубцов, а ширина полосы прозрачной пленки приблизительно равна наименьшей ширине 312 экрана. Как описано ранее, пластины являются подвижными, и одна или обе пластины способны смещаться в продольном осевом направлении во второе положение. Во втором положении, показанном фиг.17Б, ни один из зубцов 330 одной из пластин полностью не совмещен с зубцами 330 другой пластины. Во втором положении наименьшая ширина 312 экрана увеличивается, а фактическая высота 332 зубцов уменьшается. Лист пленки, металлизированной с использованием экрана согласно этому варианту осуществления во втором положении, будет иметь более узкие полосы просвечивающей пленки и более широкую полосу прозрачной пленки, чем лист пленки, металлизированной с использованием этого экрана в первом положении. Кроме того, при использовании экрана во втором положении у полосы просвечивающей пленки будет быстрее изменяться показатель пропускания по ее ширине. Эта конфигурация позволяет точно настраивать свойства листа частично металлизированной пленки за счет возможности изменять ширину полос прозрачной пленки и полос просвечивающей пленки в зависимости от различных применений без необходимости замены экрана.
На фиг.18А, 18Б и 18В проиллюстрирован другой вариант осуществления настоящего изобретения. В этом варианте осуществления экран представляет собой две пластины, каждая из которых имеет две поверхности и край и которые примыкают друг своими поверхностями. Кроме того, пластины являются подвижными с возможностью перемещения одной или обеих пластин в продольном осевом направлении относительно друг друга. Каждая пластина представляет собой сплошную пластину, содержащую по меньшей мере одно отверстие 390, имеющее по меньшей мере один заданный контур 398. Заданным контуром может являться, например, логотип продукта, как показано на фиг.18В, или контур графического оформления. По меньшей мере один заданный контур 398 является одинаковым у обеих пластин. В первом положении, показанном на фиг.18Б, пластины расположены таким образом, что по меньшей мере одно отверстие 390 в одной пластине не совмещено с по меньшей мере одним отверстием 390 в нижней пластине. Соответственно, во время металлизации в первом положении испаренный металл 200 не проходит через по меньшей мере одно отверстие 390, и вся полоса пленки под экраном остается прозрачной. Во втором положении, показанном на фиг.18В, пластины расположены таким образом, что по меньшей мере одно отверстие 390 в каждой пластине совмещено друг с другом. Соответственно, во время металлизации во втором положении испаренный металл 200 проходит через по меньшей мере одно отверстие, в результате чего на пленке формируется маркировка 394 с заданным контуром 398. Во время металлизации пластины периодически перемещают из первого положения во второе положение и быстро снова в первое положение. Если пластины будут оставлены во втором положении на слишком длительное время, заданный контур 398 расплывется в направлении перемещения пленки. В одном из вариантов осуществления частично металлизированная пленка имеет расположенную под пластинами полосу прозрачной пленки, содержащую повторяющиеся заданные контуры 398 в виде маркировки 394. В этом варианте осуществления, полосы светонепроницаемой пленки граничат с полосой прозрачной пленки. Следует также отметить, что с целью обеспечения постепенного перехода светонепроницаемой пленки к прозрачной пленке в этот вариант осуществления могут быть включены признаки ранее рассмотренных вариантов осуществления, такие как зубцы в варианте осуществления, проиллюстрированном на фиг.11, или трапеция на фиг.9.
Как указано выше, на фиг.10 показан один из вариантов осуществления листа частично металлизированной пленки согласно настоящему изобретению с постепенным переходом от светонепроницаемой пленки к прозрачной пленке, который получен с использованием экрана согласно одному из вариантов осуществления настоящего изобретения. Этот лист частично металлизированной пленки в свою очередь может использоваться в проиллюстрированном на фиг.3 устройстве для получения листа многослойной упаковочной пленки. На фиг.19 показан вид в поперечном разрезе одного из вариантов осуществления листа частично металлизированной многослойной упаковочной пленки, полученной с использованием экрана согласно одному из вариантов осуществления настоящего изобретения и устройства, проиллюстрированного на фиг.3. Большинство проиллюстрированных слоев пленки аналогичны слоям известной из уровня техники многослойной упаковочной пленки, за исключением металлизированного слоя 116 и слоя 114 графического отображения информации. (Роль слоя графического отображения информации будет дополнительно рассмотрена далее.) Видно, что тонкий металлический слой 116 является более плотным вблизи краев листа пленки, что соответствует ранее описанной полосе светонепроницаемой пленки. Затем плотность металлического слоя постепенно уменьшается в направлении середины листа пленки, что соответствует ранее описанной полосе просвечивающей пленки. Далее металлический слой полностью исчезает вблизи середины листа пленки, что соответствует ранее описанной полосе прозрачной пленки.
Как указано выше, полоса прозрачной пленки проходит по всей длине листа частично металлизированной пленки. Если бы многослойная упаковочная пленка не содержала слоя 114 графического отображения информации, получаемая упаковка имела бы прозрачное окно, проходящее в продольном направлении по всей ее длине. Соответственно, прозрачное смотровое окно может быть сформировано путем тщательного выбора содержания и размещения слоя графического отображения информации. Как показано на фиг.8, слой графического отображения информации способен маскировать полосы прозрачной, просвечивающей и светонепроницаемой пленки в поперечном направлении на протяжении по меньшей мере одного участка упаковки, за счет чего на незамаскированном участке обеспечивается прозрачное смотровое окно. Таким образом, прозрачное окно на упаковке для пищевых продуктов ограничено по меньшей мере одной продольной полосой светонепроницаемой или просвечивающей пленки и по меньшей мере одной поперечной полосой содержащей графику пленки или по меньшей мере двумя поперечными полосами содержащей графику и(или) логотипы пленки. В качестве альтернативы, просвечивающее окно может быть сформировано, как описано ранее. Соответственно, потребители могут беспрепятственно видеть через окно пищевые продукты внутри упаковки.
Подразумевается, что используемый в изобретении термин "упаковка" означает любой контейнер, включая без ограничения любой контейнер для пищевых продуктов, изготовленный из тонких многослойных пленок. Описанная в изобретении частично металлизированная пленка особо применима для изготовления упаковок для закусочных пищевых продуктов, таких как картофельные чипсы, кукурузные чипсы, чипсы тортилья и т.п. Тем не менее, описанные в изобретении слои и пленки рассчитаны на применение в операциях упаковывания закусочных пищевых продуктов, таких как фасовка и укупорка пакетов с закусочными пищевыми продуктами, эти слои и пленки также могут применяться в операциях упаковывания других продуктов с низким содержанием влаги.
Упаковки, изготовленные с использованием частично металлизированных пленок, у которых металлизировано приблизительно 80% площади пленки, используемой в упаковке, обладают значительно улучшенными барьерными свойствами по сравнению с упаковками из неметаллизированных пленок. Например, в одном из вариантов осуществления упаковка, в которой используется частично металлизированная пленка, имеет показатель проницаемости водяных паров примерно на 68% ниже, чем упаковка такого же размера, в которой используется неметаллизированная пленка. В другом варианте осуществления упаковка, в которой используется частично металлизированная пленка, имеет показатель проницаемости кислорода через стенки примерно на 80% ниже, чем упаковка такого же размера, в которой используется неметаллизированная пленка. В другом варианте осуществления упаковка, в которой используется частично металлизированная пленка, содержащая 13 унций чипсов тортилья, способна сохранять свежесть продукта (содержание влаги менее 2% по весу) в течение более 8 недель, тогда как упаковка, в которой используется неметаллизированная пленка, сохраняет свежесть продукта в течение менее 2 недель.
Хотя изобретение было рассмотрено и описано со ссылкой на один из предпочтительных вариантов осуществления, специалисты в данной области техники поймут, что в него могут быть внесены различные касающиеся формы и подробностей изменения, не выходящие за пределы существа и объема изобретения.
Изобретение относится к удовлетворяющему требованиям заказчика металлизированному гибкому упаковочному материалу. Задачей изобретения является создание частично металлизированной упаковочной пленки с барьерными свойствами, которые приближены к свойствам полностью металлизированных упаковочных пленок. Описана частично металлизированная упаковочная пленка и способ ее получения. Согласно одной из особенностей изобретения по меньшей мере одной части потока испаренного металла не позволяют контактировать с листом упаковочной пленки в процессе металлизации. Используют экран, представляющий собой жесткую пластину, которая может быть выполнена таким образом, чтобы обеспечивать резкий переход от прозрачной пленки к светонепроницаемой пленке или постепенный переход от прозрачной пленки к светонепроницаемой пленке. Частично металлизированная упаковочная пленка применима в формовочно-фасовочно-укупорочном автомате или другой упаковочной машине для получения упаковок для пищевых продуктов, имеющих смотровое окно. Согласно одной из особенностей изобретения барьерной пленкой является пленка на основе биологических веществ. Техническим результатом изобретения является создание частично металлизированной упаковочной пленки с барьерными свойствами, которые приближены к свойствам полностью металлизированных упаковочных пленок. 4 н. и 12 з.п. ф-лы, 26 ил.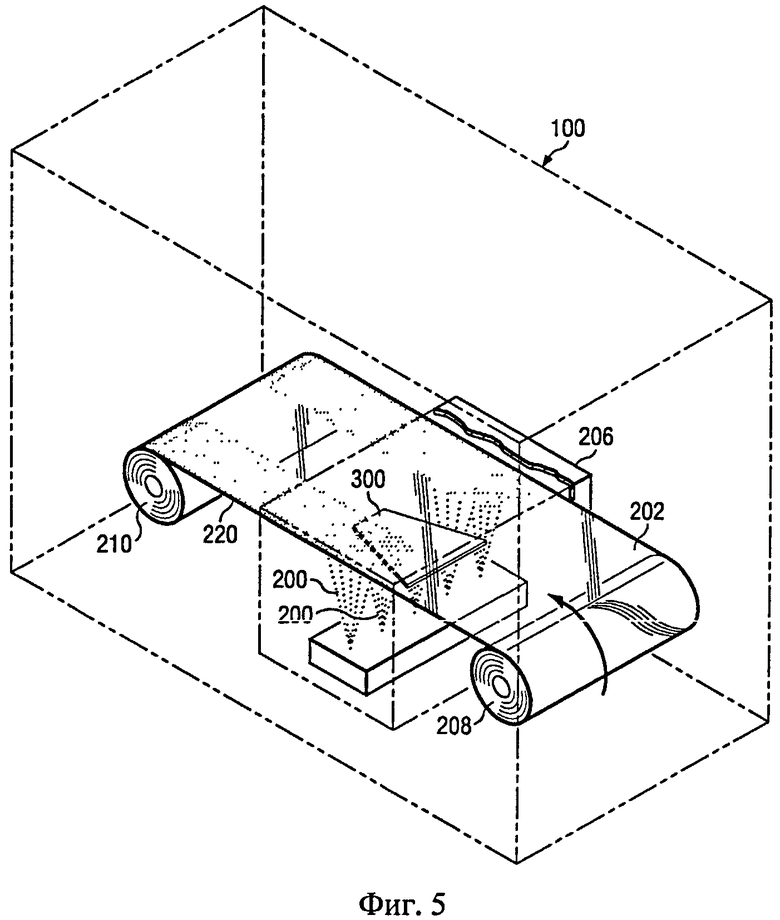
1. Лист частично металлизированной упаковочной пленки, имеющий:
ширину, проходящую главным образом по боковой линии между двумя наружными краями,
по меньшей мере одну полосу светонепроницаемой пленки, и
по меньшей мере одну полосу просвечивающей пленки и, необязательно, по меньшей мере одну полосу прозрачной пленки,
при этом указанная по меньшей мере одна полоса просвечивающей пленки частично металлизирована потоком испаренного металла меньшей длительности осаждения, чем указанная по меньшей мере одна полоса светонепроницаемой пленки.
2. Лист упаковочной пленки по п.1, в котором по меньшей мере одна полоса светонепроницаемой пленки дополнительно содержит две полосы светонепроницаемой пленки, каждая из которых имеет наружный край, примыкающий к одному наружному краю листа упаковочной пленки, и в целом постоянную ширину между наружным краем и внутренним краем; при этом между двумя полосами светонепроницаемой пленки расположена по меньшей мере одна полоса просвечивающей пленки.
3. Лист упаковочной пленки по п.2, в котором по меньшей мере одна полоса просвечивающей пленки содержит полосу просвечивающей пленки с двумя наружными краями, которые примыкают к внутренним краям полос светонепроницаемой пленки.
4. Лист упаковочной пленки по п.2, в котором по меньшей мере одна полоса просвечивающей пленки содержит две полосы просвечивающей пленки, каждая из которых имеет наружный край, внутренний край и ширину между наружным и внутренним краями, при этом наружный край каждой из полос просвечивающей пленки примыкает к внутреннему краю полос светонепроницаемой пленки, необязательно при этом по меньшей мере одна полоса прозрачной пленки содержит одну полосу прозрачной пленки, расположенную между двумя полосами просвечивающей пленки, или по меньшей мере одна полоса просвечивающей пленки дополнительно содержит третью полосу просвечивающей пленки, расположенную между двумя полосами просвечивающей пленки.
5. Лист упаковочной пленки по п.1, в которой по меньшей мере одна полоса просвечивающей пленки дополнительно имеет ширину и переменный показатель пропускания по ширине, необязательно при этом показатель пропускания изменяется приблизительно линейно по ширине или показатель пропускания изменяется нелинейно по ширине.
6. Лист упаковочной пленки по п.1, в котором по меньшей мере одна полоса просвечивающей пленки дополнительно имеет ширину и постоянный показатель пропускания по ширине.
7. Упаковка для пищевых продуктов, изготовленная из частично металлизированной упаковочной пленки по п.1, содержащая:
смотровое окно продукта, содержащее участок прозрачной упаковочной пленки и ограниченное по меньшей мере одной полосой просвечивающей пленки или по меньшей мере одной полосой светонепроницаемой пленки и по меньшей мере одним графическим элементом упаковки продукта.
8. Упаковка для пищевых продуктов по п.7, в которой полоса просвечивающей пленки имеет наружный край, внутренний край, ширину между наружным и внутренним краями и показатель пропускания, который изменяется по ширине.
9. Упаковка для пищевых продуктов по п.7, в которой показатель пропускания линейно изменяется по ее ширине.
10. Упаковка для пищевых продуктов по п.7, в которой смотровое окно продукта дополнительно ограничено двумя полосами просвечивающей пленки с противоположных сторон смотрового окна продукта и двумя графическими элементами на противоположных сторонах смотрового окна продукта.
11. Упаковка для пищевых продуктов по п.7, дополнительно содержащая по меньшей мере один металлизированный заданный контур на упомянутом участке прозрачной упаковочной пленки.
12. Способ изготовления частично металлизированной упаковочной пленки по п.1, согласно которому:
используют поток испаренного металла и лист упаковочной пленки,
перемещают лист упаковочной пленки через поток испаренного металла,
во время перемещения экранируют по меньшей мере одну часть потока испаренного металла для предотвращения контакта с упаковочной пленкой.
13. Способ по п.12, в котором для экранирования дополнительно устанавливают экран, необязательно жесткую пластину, между потоком испаренного металла и листом упаковочной пленки, не позволяя экрану контактировать с упаковочной пленкой, необязательно при этом для экранирования дополнительно периодически позволяют по меньшей мере одной части потока испаренного металла контактировать с контуром логотипа на листе пленки.
14. Устройство для изготовления частично металлизированной упаковочной пленки по п.1, содержащее:
металлизатор, создающий поток испаренного металла,
экран, установленный в потоке испаренного металла таким образом, чтобы по меньшей мере одна часть потока испаренного металла не контактировала с любым листом упаковочной пленки, используемым в устройстве.
15. Устройство по п.14, в котором экран установлен таким образом, что он не соприкасается с любым листом упаковочной пленки, используемым в устройстве, или экран расположен в целом в одной плоскости с любым листом упаковочной пленки, используемым в устройстве.
16. Устройство по п.14, в котором экран дополнительно содержит жесткую пластину, необязательно при этом экран содержит длину, наибольшую и наименьшую ширину, необязательно при этом переход от наибольшей ширины к наименьшей ширине представляет собой по меньшей мере одно из следующего: линейный переход, вогнутый переход, выпуклый переход, ступенчатый переход и зубчатый переход.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US 5055343 A, 08.10.1991 | |||
| US 2005053373 A, 10.03.2005 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| JP 2004338771 А, 02.12.2004 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

