Настоящее изобретение относится к упаковке, упаковочной установке и способу изготовления упаковок.
Известно, что для изготовления упаковок в виде мешков, пакетов типа подушечек или пакетов для таких изделий, как закусочные продукты, применяется вертикальная формовочно-фасовочно-укупорочная (VFFS) упаковочная установка. Рукавную пленку, сформированную из рулона упаковочной пленки из термосвариваемой пластмассы, сваренной в продольном направлении, периодически подают через зажимное устройство. В зажимном устройстве из пленки формируется сплющенный рукав. Зажимное устройство формирует пару разнесенных по вертикали герметичных сварных швов, проходящих поперек рукава между соседними по вертикали упаковками. Зажимное устройство также прорезает средний участок между герметичными швами, проходящий через рукав и отделяющий нижнюю герметизированную упаковку с продуктом от верхней негерметизированной упаковки.
Таким образом, нижнее герметичное уплотнение образует верхнее уплотнение нижней упаковки, а верхнее герметичное уплотнение образует нижнее уплотнение верхней упаковки. Затем верхнюю упаковку заполняют продуктом, продвигают рукав вниз через зажимное устройство и повторяют цикл, когда верхний край верхней упаковки и нижний край следующей упаковки оказываются между зажимами зажимного устройства.
Также известна горизонтальная формовочно-фасовочно-укупорочная упаковочная установка, в которой упаковочный материал и продукты подаются горизонтально, а не вертикально.
Такая формовочно-фасовочно-укупорочная упаковочная установка применяется, в частности, для изготовления первичных упаковок, в которых содержится упакованный продукт, а также вторичных упаковок, в которых содержится множество первичных упаковок. Хорошо известно, что при производстве закусочных пищевых продуктов их упаковывают в первичные упаковки, в которых продукт герметично укупорен, а для упаковывания множества первичных упаковок в "групповую" вторичную упаковку последовательно формируют как первичные, так и вторичные упаковки на соответствующей формовочно-фасовочно-укупорочной упаковочной установке.
В упаковочной промышленности существует общая потребность в снижении затрат на упаковку, а также ослаблении воздействия упаковки на окружающую среду. Первичные и вторичные упаковки должны укупориваться, чтобы надежно сохранять упакованные продукты. Для формирования таких укупоренных вторичных упаковок для закусочных пищевых продуктов обычно используется полимерный пленочный материал, например, из термосвариваемого полимера или бумага, которая склеена адгезивным слоем, или покрытие из термосвариваемого полимера. Из-за необходимости применения таких полимеров и адгезивов для формирования упаковок не только увеличиваются затраты на производство и повышается его сложность, но также возникают затруднения с эффективной утилизацией изготавливаемых упаковок из множества материалов. Кроме того, при необходимости использовать термосваривание повышается потребность производственного процесса в энергии, что приводит к увеличению выбросов парниковых газов, т.е. выбросов двуокиси углерода при изготовлении упаковок.
Соответственно, в технике существует потребность в упаковке, упаковочной установке и способе изготовления упаковок, позволяющих снизить стоимость и сложность упаковочного материала, а также сократить сопутствующие выбросы парниковых газов с сохранением эффективного укупоривания упаковки.
Кроме того, существует потребность во вторичной упаковке, в частности, для закусочных продуктов, с меньшими производственными затратами и улучшенной пригодностью к переработке для вторичного использования по сравнению с известными вторичными упаковками.
В основу настоящего изобретения положена задача по меньшей мере частичного удовлетворения этих потребностей.
Соответственно, в настоящем изобретении предложена упаковка, представляющая собой вторичную упаковку, образующую центральную полость, в которой содержится множество упакованных в первичные упаковки продуктов, при этом упаковка представляет собой сложенный складками слой бумаги и содержит по меньшей мере одно механическое уплотнение, механически сжимающее друг с другом множество складок слоя бумаги, а механическое обжатие является единственным механизмом соединения соседних уплотненных складок.
В настоящем изобретении дополнительно предложена упаковочная установка для упаковывания по меньшей мере одного продукта в упаковку, представляющая собой формовочно-фасовочно-укупорочную установку, содержащую по меньшей мере одно обжимное устройство, приспособленное механически сжимать друг с другом множество складок слоя бумаги с целью формирования на упаковке по меньшей мере одного механического уплотнения, при этом механическое обжатие является единственным механизмом соединения соседних уплотненных складок.
В настоящем изобретении дополнительно предложен способ изготовления упаковок, включающий стадии:
а) использования сложенного складками слоя бумаги,
б) подачи сложенного складками слоя бумаги через формовочно-фасовочно-укупорочную установку, и
в) механического сжатия друг с другом множества складок бумаги в формовочно-фасовочно-укупорочной установке с целью формирования на упаковке по меньшей мере одного механического уплотнения, механически сжимающего друг с другом множество складок слоя бумаги, при этом механическое обжатие является единственным механизмом соединения соседних уплотненных складок.
При создании изобретения авторы обнаружили, что с целью формирования уплотненных бумажных упаковок, не содержащих адгезивных или термосвариваемых материалов, могут использоваться механически обжатые уплотнения. Тем самым повышается пригодность упаковки к переработке для вторичного использования и сокращаются выбросы парниковых газов. Упаковки согласно изобретению особо применимы для изготовления вторичных групповых упаковок для закусочных пищевых продуктов. Такая вторичная упаковка должна быть достаточно прочной для обеспечения надежного упаковывания первичных упаковок с момента изготовления и на стадии дистрибуции, розничной продажи и конечного применения потребителем, но при этом не требуется, чтобы уплотнения вторичной упаковки являлись герметичными, поскольку такие герметичные уплотнения для предотвращения ухудшения свойств продукта под действием окружающей среды уже имеются на первичной упаковке. Упаковка согласно изобретению также может применяться для упаковывания широкого ассортимента других продуктов в качестве первичной или вторичной упаковки.
Используемый в описании термин "первичная упаковка" означает упаковку, в которой содержится реальный продукт для употребления пользователем, такой как закусочный пищевой продукт, а термин "вторичная упаковка" означает упаковку, в которой непосредственно или опосредованно содержится один или несколько упакованных в первичные упаковки продуктов, при этом под термином "вторичная упаковка" также подразумевается "третичная упаковка", которой может являться еще одна наружная упаковка помимо вторичной упаковки.
Далее лишь в качестве примера будут описаны варианты осуществления настоящего изобретения со ссылкой на сопровождающие чертежи, на которых:
на фиг.1 показан схематический вид в перспективе упаковки согласно одному из вариантов осуществления настоящего изобретения,
на фиг.2 показан схематический вид сбоку упаковочной установки согласно одному из вариантов осуществления настоящего изобретения, и
на фиг.3 показан схематический увеличенный вид сбоку в перспективе обжимного устройства проиллюстрированной на фиг.2 упаковочной установки.
На фиг.1 проиллюстрирована упаковка согласно одному из вариантов осуществления настоящего изобретения. Упаковка 2 содержит сложенный складками слой 4 бумаги, образующий центральную полость 6, в которой содержится по меньшей мере один упакованный продукт 8 (показанный фантомно). Для ясности толщина бумаги преувеличена. Упаковка 2 содержит по меньшей мере одно механическое уплотнение 10, механически сжимающее друг с другом множество складок 12, 13, 14 слоя 4 бумаги. Механическое обжатие является единственным механизмом соединения соседних уплотненных складок 12, 13, 14. Механическое обжатие предпочтительно содержит по меньшей мере одно механическое уплотнение, которое в свою очередь содержит выпуклый механический фиксатор между соседними складками бумаги. Каждое механическое уплотнение необязательно состоит из выпуклого механического фиксатора, лежащего в одной плоскости без отгибания складок бумаги. Выпуклый механический фиксатор обеспечивает единственный механизм соединения, предотвращающий разделение складок бумаги.
Упаковка 2 имеет форму подушечки и противоположные концы 16, 18. Каждый конец 16, 18 содержит соответствующее поперечное механическое уплотнение 20, 22. Между поперечными механическими уплотнениями 20, 22 в продольном направлении проходит продольное механическое уплотнение 24.
В одном из предпочтительных вариантов осуществления упаковка 2 представляет собой вторичную упаковку, в которой содержится множество упаковок 8 с закусочным пищевым продуктом. Бумагой является бумага, обычно используемая для упаковывания и имеющая удельный вес от 25 до 125 г/м2, необязательно от 50 до 100 г/м2, необязательно от 60 до 80 г/м2.
В наиболее предпочтительном варианте осуществления упаковка 2 состоит исключительно из одного сложенного складками слоя 4 бумаги, образующего центральную полость 6. Тем не менее, бумага необязательно может содержать гидрофобный материал, такой покрытие из глины, такой как фарфоровая глина, для обеспечения водоотталкивающей поверхности упаковки и печати. Гидрофобным материалом может являться внешнее покрытие. Тем менее, отсутствует термосвариваемый полимер или клейкий слой. Бумага также может иметь по меньшей мере одну глянцевую поверхность, получаемую путем каландрирования поверхности бумаги под давлением.
Каждое механическое уплотнение 20, 22, 24 содержит выпуклый механический фиксатор между соседними складками бумаги 12, 13, 14. Выпуклый механический фиксатор обычно содержит последовательность чередующихся вогнутых и выпуклых участков 26, 28, наклоненных относительно продольного направления механического уплотнения. Расположение, шаг и размеры вогнутых и выпуклых участков 26, 28 могут различаться для поперечных механических уплотнений 20, 22 и продольного механического уплотнения 24. Выпуклый механический фиксатор дополняет форму соседних складок 12, 13, 14 бумаги по толщине, не перфорируя бумагу. Тем не менее, такое перфорирование может необязательно использоваться для обеспечения улучшенной механической фиксации.
Механическое уплотнение 20, 22, 24 может иметь конфигурацию, выбранную из множества разнообразных конфигураций уплотнений. Уплотнение может содержать одну последовательность чередующихся вогнутых и выпуклых участков 26, 28. Эти чередующиеся вогнутые и выпуклые участки 26, 28 могут иметь любой выбранный наклон относительно продольного направления механического уплотнения 20, 22, 24. Вогнутые и выпуклые участки 26, 28 могут иметь желаемую длину и шаг.
Как показано в варианте осуществления, проиллюстрированном на фиг.1, по меньшей мере одно из механических уплотнений, таких как поперечные уплотнения 20, 22, может необязательно содержит пару параллельных разнесенных уплотняющих участков 32, 34, каждый из которых проходит в продольном направлении механического уплотнения. За счет этих двух разнесенных уплотняющих участков 32, 34 может повышаться предел прочности уплотнения при сдвиге. Продольное уплотнение 24 может необязательно иметь аналогичную конструкцию.
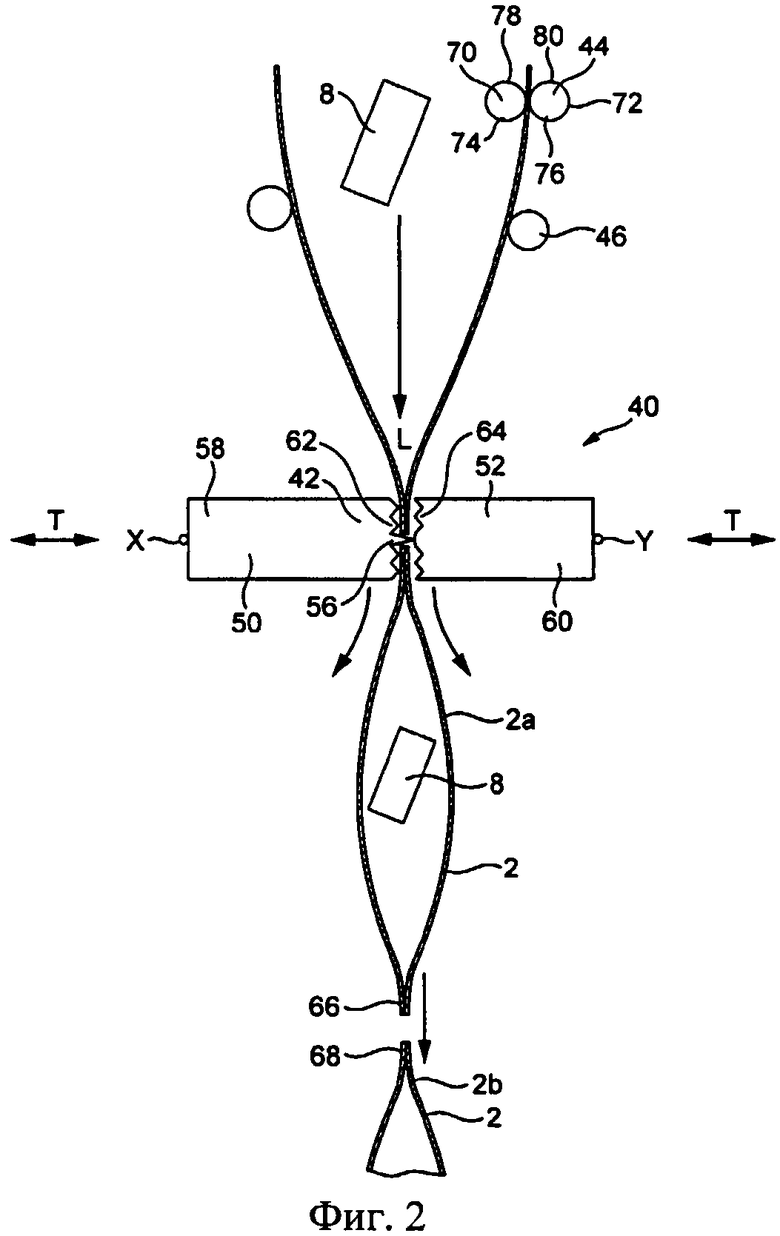
На фиг.2 показан схематический вид сбоку упаковочной установки согласно одному из вариантов осуществления настоящего изобретения, которая может применяться для изготовления упаковки 2, проиллюстрированной на фиг.1. Упаковочная установка 40 рассчитана на упаковывание меньшей мере одного продукта 8 в упаковке 2 и обычно представляет собой формовочно-фасовочно-укупорочную установку40. Упаковочная установка 40 содержит по меньшей мере одно обжимное устройство 42, 44, приспособленное механически сжимать друг с другом под действием давления множество складок слоя 4 бумаги с целью формирования механического уплотнения 20, 22, 24, при этом механическое обжатие является единственным механизмом соединения соседних уплотненных складок 12, 13, 14.
Конвейерное устройство 46 перемещает слой 4 бумаги через установку 40. Слой 4 бумаги складывают и формируют сплющенную трубку 48. Поперечное обжимное устройство 42 содержит противолежащие первый и второй обжимные участки 50, 52. Первый и второй обжимные участки 50, 52 могут содержать парный противолежащие первый и второй поворотные элементы 58, 60. Каждый поворотный элемент 58, 60 имеет наружную обжимную поверхность 62, 64, дополняющую противолежащий поворотный элемент 58, 60 и входящую во взаимное сцепление с ним. Поворотные элементы 58, 60 могут состоять из металла.
Как показано на фиг.3, каждый первый и второй обжимной участок 50, 52 содержит параллельные входные и выходные обжимные области 51а, 51b; 53a, 53b, которые разделены соответствующим зазором 54а, 54b. В зазоре 54а входных и выходных обжимных областей 51а, 51b первого обжимного участка 50 находится поперечно ориентированный режущий элемент 56. В зазоре 54b входных и выходных обжимных областей 53a, 53b второго обжимного участка 52 находится поперечно ориентированный упор 57.
Первый и второй обжимные участки 50, 52, режущий элемент 56 и упор 57 проходят поперечно продольному направлению L формовочно-фасовочно-укупорочной установки 40.
По аналогии с известными формовочно-фасовочно-укупорочными установками конвейерное устройство 46 периодически подает сплющенную трубку 48 в продольном направлении через установку 40. Подача осуществляется пошагово таким образом, чтобы в поперечном обжимном устройстве 42 находился требуемый уплотняемый участок сплющенной трубки 48. Первый и второй обжимные участки 50, 52 одновременно формируют первую и вторую обжимные области 66, 68, параллельные друг другу. Кроме того, одновременно с их формированием первая и вторая обжимные области 66, 68 разделяются разрезом, выполняемым режущим элементом 56, который разделяет соседние упаковки 2. Под действием давления режущий элемент 56 прижимается к упору 57 и путем раздавливание под давлением прорезает сложенную бумагу сплющенной трубки 48, зажатой между режущим элементом 56 и упором 57. Верхняя упаковка 2а, содержащая первую обжимную область 66 в качестве ее нижнего уплотнения, удерживается в установке 40, а нижняя упаковка 2b, содержащая вторую обжимную область 68 в качестве ее верхнего уплотнения, высвобождается из установки 40.
В проиллюстрированном варианте осуществления применяется вращательное движение, которое может являться непрерывным вращательным движением или колебательным вращательным движением с целью синхронного перемещения первого и второго обжимных участков 50, 52 поперечного обжимного устройства 42 для сцепления со сплющенной трубкой 48 и расцепления с ней. Обычно первый и второй обжимные участки 50, 52 вращаются синфазно в противоположных направлениях, как показано стрелками на фиг.2, в результате чего первый и второй обжимные участки 50, 52 сжимаются, а режущий элемент 56 прижимается к упору 57 и разрезает сплющенную трубку 48 бумаги, находящуюся посередине между ними.
В процессе обжатия первый и второй обжимные участки 50, 52 поворачиваются и сцепляются со сплющенной трубкой 48 с целью выполнения операции обжатия. Режущий элемент 56 разделяет соседние упаковки 2. После этого первый и второй обжимные участки 50, 52 поворачиваются и расцепляются со сплющенной трубкой 48, которая затем продвигается в продольном направлении для осуществления следующего цикла. Первый и второй обжимные участки 50, 52 отстоят в поперечном направлении друг от друга на расстояние, достаточное для того, чтобы между ними могла быть перемещена следующая заполненная упаковка 2.
Первый и второй обжимные участки 50, 52 поворачиваются вокруг соответствующей оси X, Y, ортогональной продольному направлению L сплющенной трубки 48.
В альтернативных вариантах осуществления первый и второй обжимные участки 50, 52 могут не поворачиваться, а перемещаться поступательно, как показано стрелками Т на фиг.2.
В следующем цикле конвейерное устройство 46 снова пошагово периодически подает сплющенную трубку 48 через установку 40 таким образом, чтобы в поперечном обжимном устройстве 42 находился требуемый уплотняемый участок сплющенной трубки 48. Повторно выполняется операция обжатия и резки с целью формирования следующей упаковки 2а. Соответственно, успешно обжимаются противоположные концы 16, 18 каждой упаковки 2 в виде подушечки.
После каждой операции обжатия и резки самая дальняя упаковка 2, еще прикрепленная к сплющенной трубке, заполняется продуктом 8 и необязательно взвешивается.
Продольное обжимное устройство 44 рассчитано на формирование продольного механического уплотнения 24, проходящего между поперечными механическими уплотнениями 20, 22 упаковки 2. Продольное обжимное устройство 44 содержит третий и четвертый обжимные участки 70, 72 для непрерывного формирования продольного механического уплотнения 24, которое проходит в продольном направлении формовочно-фасовочно-укупорочной установки 40. Третий и четвертый обжимные участки 70, 72 содержат парные противолежащие третий и четвертый поворотные элементы 74, 76, каждый из которых имеет наружную обжимную поверхность 78, 80, дополняющую противолежащий поворотный элемент 78, 80 и входящую во взаимное сцепление. Третий и четвертый обжимные участки 70, 72 расположены выше по потоку в направлении подачи слоя 4 бумаги через формовочно-фасовочно-укупорочную установку 40, чем первый и второй обжимные участки 50, 52. Поворотные элементы 74, 76 могут состоять из металла.
Каждое обжимное устройство 42, 44 приспособлено под действием давления формировать между соседними складками 12, 13, 14 бумаги выпуклый механический фиксатор, который содержит последовательность чередующихся вогнутых и выпуклых участков, наклоненных относительно продольного направления механического уплотнения. Обычно выпуклый механический фиксатор дополняет форму соседних складок 12, 13, 14 бумаги, не перфорируя бумагу.
Как пояснено выше применительно к проиллюстрированной на фиг.1 упаковке 2, по меньшей мере одно из обжимных устройств 42, 44 приспособлено формировать по меньшей мере одно из механических уплотнений, содержащее пару параллельных разнесенных уплотняющих участков, каждый из которых проходит в продольном направлении механического уплотнения.
Хотя в проиллюстрированном на чертежах варианте осуществления показана вертикальная формовочно-фасовочно-укупорочная установка, в изобретении также может использоваться горизонтальная формовочно-фасовочно-укупорочная установка.
Кроме того, хотя упаковкой в проиллюстрированном на чертежах варианте осуществления является пакет типа подушечки, упаковка согласно изобретению может иметь другие формы и конфигурации, содержащие по меньшей мере механически обжатое уплотнение, например, пакет или мешок. К тому же обжатие может частично или полностью осуществляться не в формовочно-фасовочно-укупорочной установке, а, например, в обжимном устройстве автономно от фасовочного устройства.
Помимо этого могут применяться другие обжимные конфигурации с целью создания желаемого механического фиксатора.
Специалистами в данной области техники могут быть предложены другие модификации раскрытых в описании вариантов осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОДОННОГО ПАКЕТА ТИПА ПОДУШЕЧКИ | 2009 |
|
RU2476323C2 |
| УПАКОВОЧНЫЙ АППАРАТ С ВРАЩАЮЩИМСЯ ЗАЖИМНЫМ УСТРОЙСТВОМ И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОК | 2011 |
|
RU2545864C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОДОННОГО ПАКЕТА ТИПА ПОДУШЕЧКИ | 2012 |
|
RU2542539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИГОДНОЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В СВЧ-ПЕЧИ МНОГОКАМЕРНОЙ УПАКОВКИ С ПРОНИЦАЕМОЙ СТЕНКОЙ МЕЖДУ КАМЕРАМИ | 2008 |
|
RU2401224C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОКАМЕРНЫХ УПАКОВОК | 2014 |
|
RU2596139C1 |
| ЛЕГКО ВСКРЫВАЕМЫЕ И ПОВТОРНО УКУПОРИВАЕМЫЕ ГИБКИЕ ПЛЕНОЧНЫЕ УПАКОВКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2561894C2 |
| Упаковка для микроволновой обработки сухих пищевых продуктов | 2013 |
|
RU2629148C2 |
| ПОВТОРНО УКУПОРИВАЕМАЯ УПАКОВКА С ИСПОЛЬЗОВАНИЕМ КЛЕЙКОГО ФИКСАТОРА С НИЗКОЙ ЛИПКОСТЬЮ | 2012 |
|
RU2607755C2 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |


Изобретение относится к упаковке, представляющей собой вторичную упаковку, образующую центральную полость, в которой содержится множество упакованных в первичные упаковки продуктов. При этом упаковка представляет собой сложенный складками слой бумаги и содержит по меньшей мере одно механическое уплотнение, механически сжимающее друг с другом множество складок слоя бумаги, а механическое обжатие является единственным механизмом соединения соседних уплотненных складок. Изобретение позволяет снизить затраты на изготовление упаковки и сократить сопутствующие выбросы парниковых газов с сохранением при этом эффективного укупоривания упаковки. Также описаны упаковочная установка и способ изготовления такой упаковки с использованием формовочно-фасовочно-укупорочной установки. 3 н. и 29 з.п. ф-лы, 3 ил.
1. Упаковка, имеющая вторичную упаковку, образующую центральную полость, в которой содержится множество упакованных в первичные упаковки продуктов, при этом упаковка имеет сложенный складками слой бумаги и по меньшей мере одно механическое уплотнение, механически сжимающее друг с другом множество складок слоя бумаги, а механическое обжатие является единственным механизмом соединения соседних уплотненных складок.
2. Упаковка по п.1, имеющая форму подушечки и противоположные концы, каждый из которых содержит соответствующее поперечное механическое уплотнение.
3. Упаковка по п.2, дополнительно содержащая продольное механическое уплотнение, проходящее между поперечными механическими уплотнениями.
4. Упаковка по любому из пп.1-3, в которой упакованные в первичную упаковку продукты представляют собой множество упаковок с закусочными пищевыми продуктами.
5. Упаковка по п.1, в которой бумага содержит гидрофобный материал для обеспечения водоотталкивающей поверхности упаковки.
6. Упаковка по п.1, в которой по меньшей мере одно механическое уплотнение содержит выпуклый механический фиксатор между соседними складками бумаги и опционально состоит из выпуклого механического фиксатора, лежащего в одной плоскости без отгибания складок бумаги.
7. Упаковка по п.6, в которой выпуклый механический фиксатор содержит последовательность чередующихся вогнутых и выпуклых участков, наклоненных относительно продольного направления механического уплотнения.
8. Упаковка по п.6 или 7, в которой выпуклый механический фиксатор дополняет форму соседних складок бумаги, не перфорируя бумагу.
9. Упаковка по п.1, в которой по меньшей мере одно из механических уплотнений содержит пару параллельных разнесенных уплотняющих участков, проходящих в продольном направлении механического уплотнения.
10. Упаковка по п.1, состоящая исключительно из одного сложенного складками слоя бумаги, образующего центральную полость, при этом бумага необязательно содержит гидрофобный материал для обеспечения водоотталкивающей поверхности упаковки и/или печати.
11. Упаковочная установка для упаковывания по меньшей мере одного продукта в упаковку, приспособленная для формирования пакета типа подушечки, имеющего вторичную упаковку, в которой содержится множество упаковок с закусочными пищевыми продуктами, при этом упаковочная установка содержит вертикальную формовочно-фасовочно-укупорочную установку, содержащую по меньшей мере одно обжимное устройство, приспособленное механически сжимать друг с другом множество складок слоя бумаги для формирования по меньшей мере одного механического уплотнения на упаковке, механическое обжатие является единственным механизмом соединения соседних уплотненных складок, обжимное устройство приспособлено формировать упаковку в форме подушечки, имеющую противоположные концы, каждый из которых содержит соответствующее первое механическое уплотнение, также обжимное устройство приспособлено формировать упаковку в форме подушечки, дополнительно содержащую второе механическое уплотнение, проходящее между первыми механическими уплотнениями, и по меньшей мере одно обжимное устройство приспособлено формировать выпуклый механический фиксатор между соседними складками бумаги, содержащий последовательность чередующихся вогнутых и выпуклых участков, наклоненных относительно направления механического уплотнения.
12. Упаковочная установка по п.11, в которой формовочно-фасовочно-укупорочная установка содержит конвейерное устройство для подачи слоя бумаги через установку, а обжимное устройство приспособлено последовательно обжимать противоположные концы упаковки в форме подушечки.
13. Упаковочная установка по п.11 или 12, в которой обжимное устройство содержит параллельные первый и второй обжимные участки, которые разделены зазором в продольном направлении перемещения слоя бумаги через формовочно-фасовочно-укупорочную установку, и режущее устройство, помещающееся в зазоре, при этом первый и второй обжимные участки и режущее устройство проходят поперечно продольному направлению формовочно-фасовочно-укупорочной установки.
14. Упаковочная установка по п.13, в которой первый и второй обжимные участки содержат парные противолежащие первый и второй поворотные элементы, каждый из которых имеет наружную обжимную поверхность, дополняющую противолежащий поворотный элемент и входящую во взаимное сцепление с ним.
15. Упаковочная установка по п.11, в которой обжимное устройство дополнительно содержит третий и четвертый обжимные участки, приспособленные формировать механическое уплотнение, проходящее в продольном направлении формовочно-фасовочно-укупорочной установки.
16. Упаковочная установка по п.15, в которой третий и четвертый обжимные участки содержат парные противолежащие третий и четвертый поворотные элементы, каждый из которых имеет наружную обжимную поверхность, дополняющую противолежащий поворотный элемент и входящую во взаимное сцепление с ним.
17. Упаковочная установка по п.15 или 16, в которой третий и четвертый обжимные участки расположены выше по потоку в направлении подачи слоя бумаги через формовочно-фасовочно-укупорочную установку, чем первый и второй обжимные участки.
18. Упаковочная установка по п.11, в которой по меньшей мере одно обжимное устройство приспособлено формировать выпуклый механический фиксатор, который дополняет форму соседних складок бумаги, не перфорируя бумагу.
19. Упаковочная установка по п.11, в которой по меньшей мере одно обжимное устройство приспособлено формировать по меньшей мере одно из механических уплотнений, содержащее пару параллельных разнесенных уплотняющих участков, каждый из которых проходит в продольном направлении механического уплотнения.
20. Упаковочная установка по п.11, приспособленная формировать укупоренную упаковку, которая состоит исключительно из одного сложенного складками слоя бумаги, образующего центральную полость, в которой содержится по меньшей мере один упакованный продукт.
21. Способ изготовления упаковок, каждой из которых является пакет типа подушечки, имеющий вторичную упаковку, в которой содержится множество упаковок с закусочным пищевым продуктом, включающий стадии:
а) использования сложенного складками слоя бумаги,
б) подачи сложенного складками слоя бумаги через формовочно-фасовочно-укупорочную установку, и
в) механического сжатия друг с другом множества складок бумаги в формовочно-фасовочно-укупорочной установке для формирования на упаковке по меньшей мере одного механического уплотнения, механически сжимающего друг с другом множество складок слоя бумаги, при этом механическое обжатие является единственным механизмом соединения соседних уплотненных складок, каждое механическое уплотнение представляет собой выпуклый механический фиксатор между соседними складками бумаги, а выпуклый механический фиксатор содержит последовательность чередующихся вогнутых и выпуклых участков, наклоненных относительно продольного направления механического уплотнения.
22. Способ по п.21, в котором на стадии (а) сложенный складками слой бумаги представляет собой сплющенную трубку.
23. Способ по п.22, в котором на стадии (в) формируют упаковку в форме подушечки, имеющие противоположные концы, каждый из которых содержит соответствующее поперечное механическое уплотнение.
24. Способ по п.23, в котором на стадии (в) последовательно обжимают противоположные концы упаковки в форме подушечки.
25. Способ по п.23 или 24, в котором на стадии (в) одновременно формируют параллельные первую и вторую обжимные области, которые разделяют разрезом, разделяющим соседние упаковки.
26. Способ по п.23, в котором на стадии (в) в упаковке в форме подушечки формируют продольное механическое уплотнение, проходящее между поперечными механическими уплотнениями.
27. Способ по п.26, в которой продольное механическое уплотнение проходит в продольном направлении формовочно-фасовочно-укупорочной установки.
28. Способ по п.26 или 27, в котором формируют продольное механическое уплотнение выше по потоку в направлении подачи слоя бумаги через формовочно-фасовочно-укупорочную установку, чем поперечное механическое уплотнение.
29. Способ по п.21, в котором выпуклый механический фиксатор дополняет форму соседних складок бумаги, не перфорируя бумагу.
30. Способ по п.21, в котором по меньшей мере одно из механических уплотнений содержит пару параллельных разнесенных уплотняющих участков, проходящих в продольном направлении механического уплотнения.
31. Способ по п.21, в котором формируют укупоренную упаковку, состоящую исключительно из одного сложенного складками слоя бумаги, образующего центральную полость, в которой содержится множество упаковок с закусочным пищевым продуктом.
| УСТРОЙСТВО для КОНТРОЛЯ МАГНИТНЫХv.^^c-iif;:;^ -;: . 'U.? •'' 'ИйВ.К;5^"*>&ли.. .. : | 0 |
|
SU362354A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 5181610 A, 26.01.1993 | |||

