Изобретение относиться к промышленности строительных материалов и может быть применено при производстве изделий из бетона и железобетона.
Известны технические решения, в которых для повышения прочностных свойств получаемых бетонных изделий используемую для затворения исходную смесь готовят особым образом: применяемая для ее получения вода предварительно активируется с помощью наложения на поступающий в полость формы поток различных физических полей или даже целой их комбинации.
Для приготовления бетонной смеси применяется аппарат, в котором поступающая к форме вода подвергается одновременному воздействию электростатического, магнитного и ультразвукового поля (см. статью в Интернете www.maxmir.com/magnit/magnitoi.htmb).
Однако этот способ, несмотря на достижение определенных положительных результатов в отношении возможности повышения прочности изделий из бетона, отличается высокой сложностью исполнения, что создает определенные трудности его применении в реальных секторах промышленного производства. Это объясняется, прежде всего, тем, что выполнение этого способа связано с необходимостью проведения целого ряда технологических настроек по каждому из используемых для активации воды и воздействующих на ее структуру физических полей. Оптимальное их сочетание определяется осуществлением большого количества проверок изготовленных этим способом бетонных образцов.
Известное устройство, включающее аппараты генерации магнитного, электростатического, ультразвукового полей, имеет высокую степень конструктивной сложности и поэтому не отличается надежностью в эксплуатации.
Из-за всего перечисленного выше известное техническое решение не нашло широкого распространения в современном промышленном производстве.
Наиболее близким к предлагаемому является способ проведения предварительной активации используемой для затворения бетонной смеси воды (а.с. №423767 C04 в 15/00, опубликовано 15.04.1974 г. - Способ обработки воды затворения строительной смеси) - далее прототип, в котором на поступающую в бетонную смесь воду воздействуют вращающимся магнитным полем с напряженностью 1×104-2×105 А/м при частоте переменного магнитного поля 50 Гц.
При этом скорость протекания воды в зоне обработки указанным выше физическим полем находиться в диапазоне 0,5-2,5 м/сек.
Но и этому способу также присущи недостатки.
Переменное магнитное поле активирует всего лишь один компонент, используемый для получения бетона - воду затворения, и какую бы важную роль она не играла в последующих этапах процесса кристаллизации минералов из составных компонентов бетонной смеси, это не может обеспечить появление соответствующих условий для резкого качественного скачка физико-механических характеристик отформованного готового изделия.
Обработка воды переменным магнитным полем, улучшает, прежде всего, показатели укладываемости бетонной смеси, при этом прочностные показатели готового изделия возрастают лишь незначительно (судя по описанию на 15-20%). Революционного же изменения этих характеристик, применяя только предварительно активированную при указанных режимах обработки воду, обеспечить попросту невозможно. Т.е. поставленная задача по упрочнению изготовляемых бетонных элементов в случае использования такой известной методики (прототипа) решается только частично.
Это вполне понятно: протекающий в длительном временном диапазоне сложный процесс кристаллизации большого количества составляющих бетон компонентов, известным способом никоим образом не охвачен.
Небольшое влияние на самое начало такого процесса оказывает подаваемая к этим компонентам искусственно структурированная вода, которая в последующем быстро теряет ранее приданные ей обработкой «особые свойства». После того, как она их окончательно утрачивает, минералы в теле бетона растут в соответствии со стандартной схемой. Этим самым и объясняются относительно небольшое повышение получаемых известным способом качественных характеристик бетонных конструкций.
Для повышения качества изготавливаемых изделий из бетона предлагается способ упрочняющей обработки изделий из бетона, который включает в себя операцию воздействия вращающимся переменным магнитным полем с заданной величиной напряженности и частоты на все компоненты смеси.
Обработка переменным магнитным полем производится после их соединения непосредственно в самом объеме прошедшего операцию затворения исходной смеси бетона в уже отформованном изделии. При этом обработка осуществляется на первоначальном этапе ее исполнения без извлечения тела самого изделия из используемой опалубки.
Само тело проходящего формовку бетонного изделия выполняет функцию замыкающего звена в применяемом магнитном контуре. Обработка осуществляется при следующих технологических значениях используемых параметров:
напряженность переменного магнитного поля - 1,0×104-3×106 А/м
диапазон частот - 20-70 Гц
продолжительность выполнения ее первого этапа 1,5-4,5 часа.
Новым в предложенной обработке являются еще и то, что обработку в переменном магнитном поле после завершения ее первого этапа и расопалубливания изделия повторяют еще дважды: второй этап - через 160-180 часов с выдержкой изделия в обрабатывающем контуре в течение 0,3-0,7 час. Третий этап - через 480-500 часов с выдержкой 0,1-0,2 час.
Такая схема воздействия позволяет с максимальной эффективностью обеспечить оптимальный вариант набора физико-механических показателей в изделиях из бетона.
Используя указанные выше временные промежутки можно осуществлять необходимое вмешательство в процессы кристаллизации, протекающие в объеме бетона, обеспечивая построение оптимальной объемной пространственной структуры образующего его цементного камня.
При проведении подробного анализа известного (прототипа) и предложенного технического решения можно четко выявить наличие основополагающих различий в их исполнении, что и обуславливает разницу в получаемых с их помощью результатов.
Так, например, в известном техническом решении-прототипе обработке подвергается только один компонент - используемая для затворения бетонной смеси вода; и обработка ее осуществляется еще до момента подачи последней в используемую форму. Следует отметить и то, что в известном техническом решении-прототипе само изделие из бетонной смеси никакой магнитной обработке не подвергается.
Из всего набора приемов, необходимых для изменения физико-механических характеристик изготавливаемого изделия, в известном решении используется только один - применение предварительно активированного объема воды с измененной структурой.
В известном техническом решении воздействие на этот единственный обрабатываемый компонент осуществляют при напряженности переменного магнитного поля 1×104-2×105 А/м, при одном и том же фиксированном значении частоты переменного магнитного поля 50 Гц; и скорости протекания воды через зону обработки 0,5-2,5 м/сек.
Разница в технологических параметрах, используемых в предлагаемом и известном технических решениях, вполне понятна и объясняется прежде всего объективно существующей разницей в схемах проведения технологического процесса обработки.
При проведении сравнительного анализа известного и предлагаемого способа среди отличий надо отметить еще и то, что вследствие поддержания скорости потока воды в заданных пределах (0,2-2,5 м/сек) в известном техническом решении объемы жидкости находятся под воздействием активирующего фактора очень незначительное время (проскакивают через магнитные силовые линии потока практически мгновенно). В предложенном же варианте все обрабатываемые компоненты бетонной смеси выдерживаются в зоне обработки в течение длительных промежутков времени (1,5-4 часа). Кроме того, в известном техническом решении не используются, а, собственно, в виду особенностей его осуществления, и не должны применяться повторные, осуществляемые через заданные технологией промежутки времени (160-500 часов) циклы наложения на набирающий прочность минерал того же переменного магнитного поля, в заданном диапазоне возможных изменений его параметров. Серия повторных обработок выполняется с использованием оптимальных временных диапазонов для такого процесса (0,1-0,7 час.) Относительно же выбора зоны воздействия вращающимся переменным магнитным полем, сразу же надо отметить, что в известном методе само оно производится в месте, никакого отношения к самому проходящему формовку изделию не имеющем.
В предлагаемом способе генерируемый магнитный поток пронизывает изготовляемое бетонное изделие «насквозь», охватывая его объем целиком.
Все перечисленные выше отличия обеспечивают в конечном итоге получение неочевидного положительного эффекта в случае применения предлагаемого способа обработки взамен известного. Это объясняется прежде всего тем, что выполнение предлагаемого способа с использованием перечисленных отличий существенно изменяет процесс протекания кристаллизации создающих монолит из бетона и входящих в него минеральных структур.
Перенос зоны воздействия со стороны вращающегося переменного магнитного поля на само проходящее операцию формовки бетонное изделие приводит к возникновению в его объеме разветвленных дендритообразных структур, которые включают в себя огромное множество микроцентров кристаллизации, имеющих многочисленные соединительные связи, стыкующие их между собой в единую пространственную сеть. Формирование объемной структуры цементного камня в указанном выше виде обеспечивается прежде всего за счет мощного воздействия на составляющие монолит компоненты со стороны непрерывно изменяющего свое пространственное направление и величину результирующего вектора переменного магнитного потока.
На кристаллизующиеся в монолит структуры при внесении их в зону наибольшей концентрации магнитных силовых линий начинают влиять возникающие там новые физико-химические факторы.
Входящие в зоны начинающейся кристаллизации молекулы составных компонентов (связующего, зерен минералов, песка и воды) попадают под воздействие интенсивного, с разных сторон наносящего удары, результирующего вектора. Под его воздействием происходит переход входящих в состав атомов электронов с одних орбит на другие, изменяются спиновые моменты электронов, разрываются старые молекулярные валентные связи и создаются новые.
Все происходит как на молекулярном уровне, так и на границах стыковки успевших сформироваться микрозерен минерала. Сцепление последних между собой из-за дополнительной активации входящих в свободные грани молекулярных структур, а также микропрослоек воды значительно возрастает. При этом неизбежно создаются новые направления для их роста в окружающем пространстве, в процессе которого мелкие зерна сцепляются одно с другим, формируя в объеме монолита паутину из причудливой формы кружевных дендритообразных структур. Так как молекулы, расположенные на свободных плоскостях мелкодисперсных центров кристаллизации, создаваемых снова и снова, дополнительно активированы, это приводит к лавинообразному росту связей, соединяющих соседние микрозерна.
Они при этом буквально «впиваются» друг в друга, и их расцепление будет связано с необходимостью применения значительных усилий. Сложные кружевные пространственные структуры, каждая из которых объединяет огромное количество микроцентров кристаллизации в ходе протекания этих процессов, пронизывает весь объем бетонного монолита. При этом такие дендритообразные структуры переплетаются между собой, образуя в теле бетонного изделия своеобразную пространственную сеть-паутину (аналог-заменитель металлической арматуры). Так как интенсивные удары вектора переменного вращающегося магнитного потока осуществляются с достаточном высокой частотой (20-70 Гц), то это не способствует разрастанию и увеличению размеров кристаллов минерала, сформированных на первоначальном этапе процесса затворения, а, наоборот, создает условия для возникновения в объеме бетонного монолита все возрастающее число новых и новых мелкодисперсных центров.
При каждом очередном повороте магнитного вектора и изменении его угла пространственного расположения такие микроцентры будут возникать в самых разных областях обрабатываемого объема, сплетаясь при этом между собой самым причудливым образом. За счет этого способ обеспечивает образование в объеме бетона переплетенных между собой пространственных структур, состоящих из огромного количества микрозерен минерала.
Периодически повторяемое воздействие переменным магнитным полем на изготовляемое бетонное изделие, в том числе включая самую начальную стадию затворения исходной смеси (1,5-4 часа); а также через 160-180 часов, 480-900 часов, способствует укреплению существующих, а также созданию все новых и новых связей переплетений между такими сформированными в теле монолита паутинообразными разветвленными пространственными структурами.
Это становится возможным в силу того, что процесс набора прочности ранее полученного бетонного монолита еще не окончен, и воздействие переменного магнитного потока еще в состоянии внести какие-то корректировки в конфигурацию и связи пронизывающих тело бетонного монолита подобного рода «веток» или «нитей» причудливой конфигурации.
Прекращение формирования всех видов возможных связей наблюдается по окончании трехнедельной выдержки, и после истечения интервала времени, примерно равного пятистам часам, добавления прочностных свойств у бетонного изделия предлагаемый способ обеспечить уже не может.
Внесение тела обрабатываемого изделия в монтажный разрыв контура магнитопровода и использование самого изделия в качестве замыкающего звена генерируемого магнитного потока позволяет обеспечить максимальную интенсивность воздействия применяемого магнитного поля на процесс происходящей в бетоне кристаллизации. При такой схеме введения изделия прямо вместе с опалубкой в используемый магнитный контур, магнитное сопротивление прохождению потока становится минимальным, а, следовательно, максимально эффективным будет влияние магнитного потока при прохождении его непосредственно через зону обработки.
Диапазон используемых для обработки технологических параметров назначен исходя из следующих соображений. Напряженность переменного магнитного поля, равная величине 1×104 А/м используется в силу того, что при меньших ее значениях не обеспечивается достаточно заметное увеличение прочностных свойств изготовляемого изделия, в силу чего падает эффективность ее осуществления.
При напряженности же переменного магнитного поля большей, чем 1×106 А/м, не удается обеспечить создание каких-либо дополнительных преимуществ по получаемым результатам. В то же время резко увеличивается необходимые энергозатраты на осуществление процесса, что негативно сказывается на его экономических показателях.
Следует обратить внимание на то, что измерение напряженности переменного магнитного поля производится всегда в зоне его воздействия на объем обрабатываемого бетона, т.е. оно осуществляется непосредственно вблизи тела помещенного в монтажный зазор изделия каким-либо бесконтактным способом (например, с помощью датчиков Холла, включенных в соответствующий измерительный мост-прибор). Замеры, выполненные только на теле используемого магнитного контура, могут показывать завышенное значение, при этом значение напряженности магнитного поля в зоне его непосредственного воздействия на сам бетон может иметь значение в 101-103 раз меньше, чем необходимое по технологии. Этим же обосновывается диапазон применяемых при обработке частот.
При частоте переменного магнитного поля меньшей, чем 20 Гц, падают показатели эффективности, получаемые в ходе выполнения процесса (не достигаются необходимые характеристики по прочностным свойствам изготавливаемого изделия).
При частоте переменного магнитного поля большей, чем 70 Гц, также ухудшаются прочностные показатели, так как слишком быстрое изменение положения результирующего магнитного вектора не позволяет прочно зафиксировать созданные соединительные связи между микрозернами структуры.
Обоснование величины используемых временных интервалов можно проводить исходя из следующих соображений.
Первоначальный этап обработки бетонного изделия осуществляется сразу же после затворения бетонной смеси в опалубке.
Время выдержки в генерируемом переменном магнитном потоке составляет 1,5-4,5 часа. При его значениях меньше, чем указанный нижний предел в 1,5 часа, магнитный поток не успевает сформировать в объеме бетона достаточное количество цепочек соединенных в единую паутину микроцентров кристаллизации - применение же интервалов выдержи, больших, чем 4,5 часа, не обеспечивает на этом этапе достижения каких-либо дополнительных преимуществ, но в то же время такое увеличение связано с необходимостью привлечения дополнительных ресурсов для осуществления процесса.
Интервалы повторения обработки через 160-180 часов и 480-520 часов назначены исходя из соображения получения оптимальных конфигураций обрабатываемых магнитным облучением структур. Интервалы временной выдержки изделия на втором и третьем ее этапе назначены равными 0,3 час - 0,7 час и 0,1 час - 0,2 час, исходя из необходимости соблюдения режима минимальных экономических затрат. Именно через такие промежутки времени бетонная смесь наиболее заметно меняет свои прочностные показатели, и поэтому вмешательство в происходящие процессы в эти моменты будет протекать наиболее эффективно.
Интервалы обработки, назначенные с учетом того, что при времени обработки, меньшем, чем 0,1 час и 0,3 час соответственно, нельзя гарантировать достижение заметного улучшения получаемых обработкой прочностных характеристик бетона. Увеличение промежутков выдержки свыше 0,2 час и 0,7 час не дает получения каких-либо видимых преимуществ, но опять-таки приводит к росту необходимых для осуществления способа затрат.
Проведение процесса обработки непосредственно в самой применяемой для формовки изделия форме обеспечивает наиболее благоприятные условия для протекания процесса первоначальной кристаллизации минерала в задаваемой таким способом форме - в виде имеющей сложную форму пространственной паутины, включающей в себя крепко соединенные между собой мелкодисперсные зерна из входящих в бетон составных компонентов.
В процессе омагничивания изделие выдерживается в форме до того момента времени, пока с его поверхности не будет удалена покрывающая бетон пленка воды. Т.е. поверхность бетона в этом случае оказывается как бы «высушенной». При получении этого визуально наблюдаемого эффекта первоначальный этап обработки прекращается, и бетонное изделие извлекается из опалубки. Дальнейшие этапы обработки - 2-й и 3-й проводят на уже отформованной бетонной конструкции.
Подводя итог, можно сделать заключение, что внесенные в предлагаемый способ новые признаки позволяют обеспечить повышение прочностных характеристик изделия уже не на проценты (15-20% в прототипе), а от 10 до 40 раз.
В силу присутствия эффекта формирования составляющих тело изделия кристаллов в мелкодисперсной форме его поверхность не имеет привычных раковин, пор, расслоений. Изделие отличается гладкой поверхностью, как будто при изготовлении было отполировано. Гладкость настолько высока, что частично отражает падающий под углом луч света.
Наличие этого фактора обеспечивает создание новых возможностей для использования бетона в целях получения нового ряда декоративных отделочных элементов, на базе которых могут быть созданы новые архитектурные формы. Прочностные характеристики полученных новым способом бетонных конструкций возрастает так, что можно вести речь о проведении замены или строительстве аналогичных конструкций, не имеющих закладок из стальной арматуры.
Выполнение предлагаемого способа производится при помощи осуществления ряда необходимых технологических этапов.
На начальном первом этапе с помощью обыкновенных, нашедших широкое распространение в промышленности операций, в используемой для этого опалубке затворяют водой сухую бетонную смесь.
После получения сырой бетонной массы применяемую форму с заполняющим ее объемом бетонного сырья устанавливают в монтажный зазор магнитного контура. При включении электрических обмоток-катушек создается переменный вращающийся магнитный поток, который проходит непосредственно через массу помещенного в разрыв контура бетона.
Сама его масса при этом выполняет функции замыкающего разорванный магнитный контур составного соединительного звена.
Регулируя с помощью внешнего источника параметры применяемого для обработки магнитного потока, в зоне его воздействия обеспечивают формирование магнитного поля с необходимыми для протекания процесса параметрами напряженности (l×104-1×106 а/м) и частоты (20-70 Гц).
Изготовляемое изделие вместе с опалубкой находится в зоне обработки период времени, необходимый для его «высушивания». Т.е. пока не исчезнет пленка покрывающей его наружные поверхности воды. Этот временной промежуток обычно составляет 1,5-4,5 часа.
После завершения этапа такой своеобразной сушки изделие из бетона вместе с опалубкой извлекается из магнитного контура, и осуществляется его расопалубливание.
Отформованное бетонное изделие хранится до истечения момента времени, равного 160-180 час. По истечении указанного промежутка времени оно вновь, но уже без опалубки, помещается в монтажный паз генерирующего магнитный поток контура, и при тех же параметрах магнитного поля обрабатывается в течение 0,3-0,7 час.
По завершении второго этапа обработки бетонное изделие вновь удаляется из используемого устройства и опять отправляется на хранение.
После окончания времени выдержки, равного 480-520 часам, бетонное изделие в последний раз помещается в воздействующий на массы бетона магнитный контур, в рабочей зоне которого оно находиться уже 0,1-0,2 час. После удаления из генерирующего магнитное поле устройства, полностью готовое изделие направляется для его непосредственного использования в производственном цикле по прямому назначению.
Далее выполнение способа иллюстрируется на следующих примерах.
Пример 1
Операция обработки в переменном магнитном поле производилось на изделии, изготовленном на основе стандартных заполнителей и цемента марки ПЦ 400.
После затворения заполняющей используемую форму сухой смеси обыкновенной водопроводной водой форма с заполняющей ее бетонной массой помещалась в сквозной монтажный паз, выполненный в одной из составляющих прямоугольный магнитный контур пластин (в нижней его части).
Габариты изделия представляющего в поперечном сечении прямоугольник, соответствовали размерам 100×100×800 мм. При включении питания в зоне обработки формировалось переменное магнитное поле. Так как три обмотки-катушки соединены с тремя разными фазами внешнего источника тока, создаваемый в зоне кристаллизации бетонного камня, результирующий вектор генерируемого магнитного потока непрерывно менял свое угловое пространственное положение (магнитное поле было как бы вращающимся). Частота смены его пространственного позиционирования определялась частотой подаваемого к устройству переменного электрического тока. В данном конкретном примере для обработки использовалось магнитное поле с напряженностью 1×104 а/м, с частотой 20 Гц. Обработка формы с бетоном осуществлялась в течение 4,5 часов. После исчезновения покрывающий верхнюю часть изделия водяной пленки обработка изделия заканчивалась, магнитный контур отключался, и на этом его работа прекращалась.
Во время осуществления обработки, так как ширина пластин контура была значительно меньше, чем длина изделия (примерно в 4 раза), последнее через равные интервалы времени переставлялось четыре раза таким образом, чтобы все части объема изделия попеременно прошли через зону воздействия генерируемого в устройстве магнитного потока (обрабатываем один конец установки, затем второй, третий участок и окончательно второй конец балки). По завершении начального этапа бетонное изделие извлекалось из опалубки. Визуальный осмотр его граней показал, что они имеют гладкую ровную, как бы полированную поверхность, обладающую светоотражающим эффектом.
После выдержки отформованного изделия в течение 160 часов производилась установка его в используемый магнитный контур, где оно обрабатывалось в течение 0,3 час при напряженности переменного магнитного поля 1×105 А/м и частоте 60 Гц.
По окончании второго этапа обработки изделие вновь извлекалось из магнитного контура и оставлялось на хранении еще в течение 480 часов. После истечения этого интервала времени изделие опять устанавливалось в магнитном контуре и обрабатывалось в течение 0,1 час переменным магнитным полем с напряженностью 3×106 А/м и его частотой 70 Гц. После окончания и этого этапа уже готовое изделие отправлялось на прочностные испытания.
Проведенные испытания показали следующие результаты:
1. Прочность на сжатие - 2900 кгс/см2
Контрольный образец, изготовленный без использования воздействия магнитного поля - 252 кгс/см2
2. Сопротивление осевому растяжению - 27 кгс/см2
Контрольный образец - 3,5 кгс/см2
3. Сопротивление на срез - 29,0 кгс/см2
Контрольный образец - 3,0 кгс/см2
4. Сопротивление на изгиб - 20 кгс/см2
Контрольный образец - 2,1 кгс/см2
Пример 2
Обработка в соответствии с предлагаемым способом цроводилась по той же схеме, что указывалась и в примере 1.
Находящееся в опалубке изделие помещалось в зону воздействия переменного магнитного потока и обрабатывалась в течение 1,5 час.
Напряженность магнитного поля в зоне обработки составляла 1,5×106 А/м и частота его соответствовала 60 Гц. После «обсыхания» бетона изделие извлекалось из устройства, и с него снималась опалубка.
Повторная обработка осуществлялась через 180 часов и проводилась в течение 0,7 час при напряженности магнитного поля 1,6×105 А/м и частоте 40 Гц.
Третий этап обработки осуществлялся через 500 часов.
Выдержка составляла 0,2 час, напряженность переменного магнитного поля была равной 2×106 А/м, а частота была равна 55 Гц.
Готовое изделие после завершения всех циклов обработки имело «полированные» грани, проведенные прочности испытания выявили следующие результаты:
Прочность на сжатие - 3200 кгс/см2
Сопротивление осевому растяжению - 30 кгс/см2
Сопротивление срезу - 30 кгс/см2
Сопротивление изгибу - 24 кгс/см2.
Результаты прочностных испытаний контрольного образца, не прошедшего обработку в переменном магнитном поле, остаются теми же, что и приведенные в примере 1.
Пример 3
Обработка бетонного изделия проводилась на той же технологической схеме, что в примерах 1, 2. На первоначальном этапе изделие в опалубке выдерживалось под воздействием переменного поля в течение 3,6 часа. Его напряженность в зоне обработки составляла 2,5×106 А/м, частота равнялась 36 Гц.
После извлечения из устройства и снятия опалубки бетонное изделие выдерживалось 172 часа, затем помещалось в создающее переменное магнитное поле устройство на 0,6 час. Операция повторной обработки проводилась при напряженности переменного магнитного 8,0×105 А/м и частоте 62 Гц. После завершения второго этапа изделие вновь отправлялось на хранение.
По истечении 490 часов изделие в последний раз помещалось в создающий переменное магнитное поле контур используемого устройства, где выдерживалось 0,1 час. Напряженность магнитного поля при этом составляла 7,2×104 А/м, а частота 46 Гц.
После проведения всех трех этапов обработки изделие имело гладкую полированную структуру поверхностных слоев бетона на всех составляющих его поверхность гранях.
Проведенные прочностные испытания показали следующее:
1. Прочность на сжатие - 3100 кгс/см2
2. Сопротивление осевому растяжению - 29 кгс/см2
3. Сопротивление срезу - 29,2 кгс/см2
4. Сопротивление изгибу - 23,4 кгс/см2.
Данные относительно проведенных испытаний контрольного образца такого же изделия, но не обработанного в переменном магнитном поле, соответствовали указанным в примере №1.
Относительно характерных особенностей исполнения устройства, применяемого для осуществления способа, следует обратить внимание на ряд следующих существенных моментов.
Для повышения качества изготавливаемых из бетона изделий применяемое для упрочняющей обработки предлагаемое устройство содержит создающий вращающееся переменное магнитное поле контур. На этом контуре смонтированы электрические обмотки-катушки, которые соединены с соответствующими подающими фазами внешнего источника питания переменным электрическим током.
Новым в предлагаемом устройстве является то, что одна из составляющих магнитопроводящий контур пластин имеет сквозной паз, габариты которого позволяют осуществлять в нем монтаж самого изготовляемого бетонного изделия вместе с используемой для его получения формой. При этом тело его выполняет в таком контуре функцию замыкающего генерируемый магнитный поток соединительного звена.
Выбор такого варианта конструктивного исполнения обусловлен следующим. Так как в предлагаемом устройстве в отличие от известного обрабатывают не поток воды, а объем бетонной смеси, составляющей изготавливаемое изделие, то в конструкцию внесены соответствующие изменения: в замкнутом магнитном контуре, генерирующем магнитный поток, в одной из его составных пластин (чаще нижней), проделан сквозной монтажный паз. Габариты его выбраны исходя из условий возможности помещения перед проведением его включения изготавливаемого из бетона изделия вместе с применяемой для его формирования опалубкой.
Следует учитывать еще и то, что остающиеся после такого монтажа зазоры не должны существенно увеличивать магнитное сопротивление в получающемся разрыве контура. Т.е. они должны оставаться на минимально возможном уровне.
Тело, помещенное в такой сквозной паз пластины контура изделия в момент генерирования в контуре магнитного потока, будет служить замыкающим его внутри последнего своеобразным соединительным звеном.
Внесение всех перечисленных особенностей обеспечивает максимальную концентрацию используемого магнитного поля непосредственно в самом объеме тела, проходящего упрочняющего обработку изделия, с минимально возможными потерями его мощности.
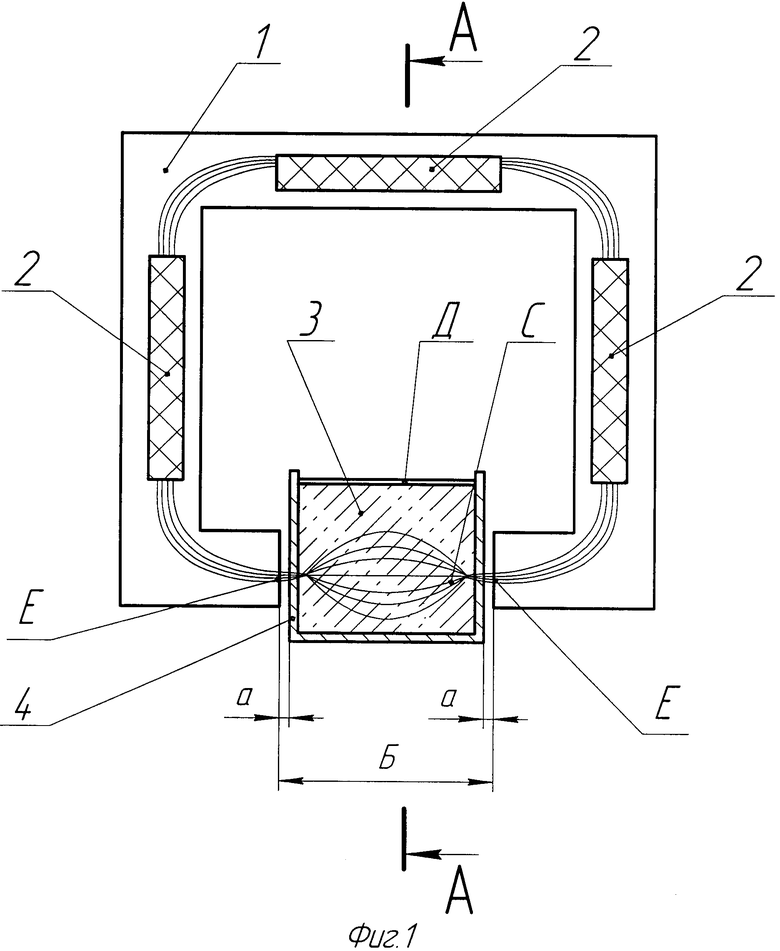
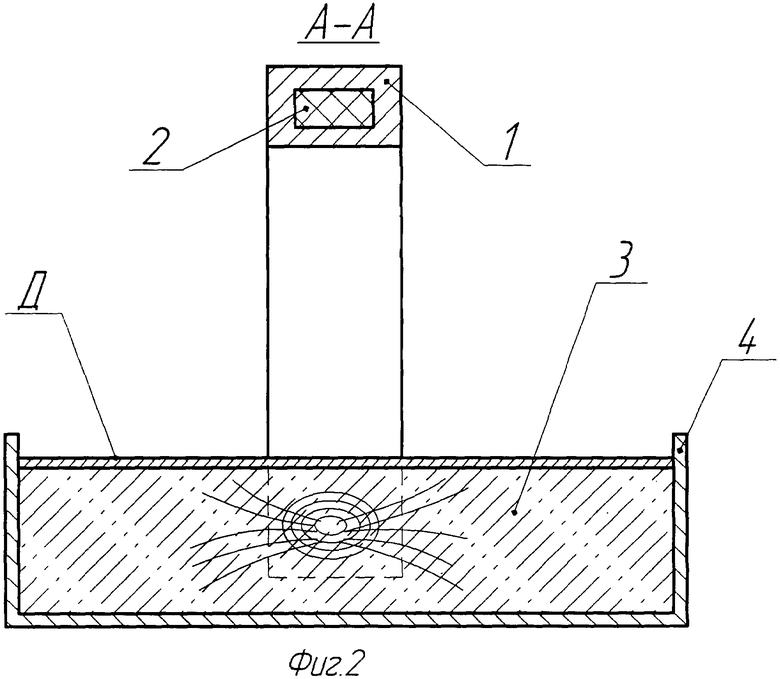
На фиг.1, фиг.2 изображены предлагаемое устройство с установленным внутри обрабатывающего контура изготовляемым изделием (фиг.1), а также его поперечный разрез по сечению A-A (фиг.2).
Предлагаемое устройство в своем составе содержит следующие конструктивные элементы.
Составляющие прямоугольный замкнутый магнитный контур пластины 1, выполненные из магнитопроводящего материала, например; набраны из листов трансформаторного железа (на чертеже не показано). В теле этих пластин 1 установлены, в предусмотренных для этого окнах, электрические обмотки-катушки 2 (см. фиг.1). Каждая из этих трех обмоток-катушек 2 через соединительные проводники и клеммы (на чертеже не показаны) соединены с какой-либо одной отдельной фазой внешнего источника питания переменным электрическим током (на чертеже не показаны). Подача электрического переменного тока от такого источника осуществляется через тиристорный регулирующий блок. Изменяя его регулировку, в зоне обработки можно обеспечить изменение технологических параметров (напряженность магнитного поля, его частота за счет варьирования подаваемого на обмотки-катушки 2 силы тока, величины напряжения и т.д.) - на чертеже не показано.
В нижней пластине 1 магнитного контура выполнен паз Б (см. фиг. 1) для установки проходящего обработки бетонного изделия 3 (см. фиг.1, фиг.2). Изделие 3 на первоначальном этапе обработки размещается в опалубке 4 и устанавливается в пазу Б вместе с последней. В процессе установки изделия 3 с опалубкой 4 между пластинами 1 магнитного контура и размещаемыми в пазу Б элементами строительной конструкции создаются монтажные зазоры а (см. фиг.1), величина которых назначается исходя из оптимальных условия для обеспечения возможности монтажа, но в то же время эти зазоры не должны быть чрезмерно большими, чтобы не произошло резкое увеличение возникающего из-за них наличия дополнительного магнитного сопротивления (на практике величина зазоров должна составлять 1,0-1,5 мм).
В процессе генерации переменного магнитного потока в магнитном контуре, при прохождении через объем обрабатываемой бетонной смеси, создается зона C (см. фиг.1), представляющая собой пространственный эллипсоид. Внутри тела последнего происходит вращение воздействующего на составные компоненты бетона результирующего пространственного вектора переменного магнитного поля.
Поверхность бетонной смеси 3, находящегося в форме 4, покрывает пленка воды Д (см. фиг.1, фиг.2). Ее исчезновение в процессе проведения обработки по истечении определенного временного интервала является как бы сигналом о прекращении осуществления ее первоначального этапа (см. фиг.1, фиг.2).
Работа предлагаемого устройства при осуществлении упрочняющей обработки изделия из бетона осуществляется следующим образом.
Составляющие бетонную смесь компоненты укладываются во внутреннюю полость используемой формы 4 и затворяются водой. При этом образуется тело изделия, включающее в себя объемы бетона, не имеющее на этом исходном этапе еще никаких прочностных свойств.
Полученная «заготовка» изделия 3 вместе с формой 4 устанавливается в сквозной паз Б в одной из пластин 1 контура генератора.
Имеющиеся монтажные зазоры а позволяют разместить эти элементы конструкции внутри используемого для обработки устройства.
После окончания установки тела изделия 3 и опалубки 4 в сквозной паз Б электрические обмотки-катушки 2 подключаются к фазам внешнего источника питания переменным электрическим током. При подаче питания в каждой из обмоток-катушек 2 формируется электромагнитное поле. Благодаря установке их в теле пластин 1 из магнитопроводящего материала в последних возникает магнитный поток, циркулирующий по используемому контуру и неизбежно замыкающийся через тело установленного в сквозном пазу Б изделия 3 (бетонная смесь в данном случае начинает выполнять функцию замыкающего соединительного звена циркулирующего внутри контура переменного магнитного потока). Так как каждая из трех используемых в устройстве обмоток-катушек 2 соединена с отдельной подающей фазой трехфазного переменного электрического тока, то результирующий вектор генерируемой при такой схеме питания магнитного потока по вполне понятным причинам, будет не только переменным, но еще и вращающимся в пространстве.
Это и позволяет формировать зону воздействия на попавшее под его влияние объемы бетонной смеси в виде пространственного эллипсоида (зона С на фиг.1).
Проверка значений напряженности переменного вращающегося магнитного поля осуществляется вблизи поверхности самого изделия 3 каким-либо бесконтактным способом, например, датчиками Холла и измерительным мостом-прибором (на чертеже не показано). Контроль частоты переменного магнитного поля проводится замерами частоты подаваемого через регулирующий тиристорный блок переменного тока (с помощью обычного прибора частотомера). Этот же тиристорный блок используется для установки необходимых параметров величины напряжения и силы тока, а следовательно, и самих параметров генерируемого в контуре магнитного поля (на чертеже не показано).
Находящиеся под интенсивным воздействием меняющего свою величину и пространственное направление результирующего вектора переменного магнитного потока компоненты исходной смеси кристаллизуются в виде сложного очертания связанных друг с другом пространственных структур (паутины из веток). Составляющие эти структуры микрозерна минерального камня имеют мелкодисперсное строение и «обременены» множеством соединений с их лежащими вокруг такими же соседями.
Это обеспечивает относительно быстрый набор необходимых прочностных свойств у обрабатываемого изделия 3, находящегося в опалубке 4 (через 1,5-4,5 часа). Чтобы обеспечить формирование указанной выше оптимальной структуры минерального камня по всей длине изделия 3, последнее периодически передвигают внутри контура магнитопровода, меняя его позиционирование относительно генерирующих магнитный поток рабочих поверхностей Е пластин 1 (расположены в торцевой части пластин 1, выходящей на полость паза Б - см. букву E, фиг.1).
Такое перемещение изделия 3 вместе с опалубкой 4 производят через равные интервалы времени, пока все зоны изготовляемого изделия 3 не будут охвачены воздействием применяемого магнитного поля целиком, и первоначальная обработка не будет окончена. Визуальным сигналом окончания «первого» этапа обработки будет являться «высыхание» покрывающей верхнюю часть изделия 3 водяной пленки Д (см. фиг.1, фиг.2). После того верхняя грань заключенного форму 4 изделия 3 окажется абсолютно «сухой», производится отключение всех электрических обмоток-катушек 2 от внешнего источника питания. Магнитный контур прекращает генерацию магнитного потока. На этом этапе процесс обработки можно считать завершенным.
Опалубка 4 и с изделием 3 извлекается из паза Б; производится его расопалубливание. Образующийся в изделие 3 минеральный камень даже после завершения самого первого этапа имеет достаточно высокие прочностные характеристики по отношению к контрольным образцам (превосходит обычные бетонные изделия по всем проверяемым параметрам в 3-6 раз). Поверхность бетона на составляющих его гранях как бы «заполирована» и частично отражает направляемый на нее луч света.
После осуществления определенных временных выдержек изделие 3 помещается уже без опалубки 4 в тот же паз Б магнитного контура, и обрабатывается там по такой же схеме, что и при осуществлении первого этапа.
Сигналом окончания обработки в этом случае будет являться истечение заданного интервала временной выдержки.
По окончании второго этапа изделие 3 также извлекается из паза Б магнитного контура и паза 6 магнитного контура и помещается на промежуточное хранение.
Аналогично этому в устройстве производится и третий этап обработки.
Осуществление дополнительных этапов обработки в предлагаемом устройстве позволяет обеспечить дальнейшее увеличение прочностных характеристик изделий 3, которые после применения указанных этапов возрастают в 10-30 раз относительно присущих обыкновенным.
Предлагаемое устройство имеет относительно несложное конструктивное исполнение и обладает высокой эксплуатационной надежностью.
Применение способа обработки с использованием при его осуществлении предлагаемого устройства обеспечивает многократное повышение получаемых при изготовлении качественных характеристик бетонных изделий. Такой положительный эффект прослеживается не только относительно замеряемых при испытании бетонных образцов пределов механической прочности, но и по показателям, характеризующим их внешний вид (эффект «полировки» граней).
В процессе осуществления предлагаемого способа, а также в применяемом устройстве не используются вредные излучения или материалы, оказывающие негативное воздействие на окружающую природную среду или здоровье человека.
Осуществление способа и изготовление устройства не требует существенных экономических затрат и имеет минимально возможные сроки окупаемости в случае осуществления широкого внедрения в промышленное производство.
Изобретение относится к промышленности строительных материалов и может быть применено при производстве изделий из бетона и железобетона. Задачей является повышение прочностных характеристик используемых для сооружения объектов бетонных строительных конструкций. Способ упрочняющей обработки изделий из бетона включает воздействие переменным вращающимся магнитным полем с заданной величиной его напряженности и частоты, на компоненты, используемые в составе исходной бетонной смеси, при котором воздействию переменного вращающегося магнитного поля подвергают все составляющие бетон компоненты, без исключения, после их соединения в единый объем непосредственно в самом теле изделия после осуществления операции затворения исходных компонентов смеси. Это воздействие осуществляют в отформованном изделии без извлечения его из используемой опалубки. Само изделие выполняет функцию замыкающего соединительного звена в применяемом для генерации поля магнитном контуре. Обработку производят при напряженности переменного магнитного поля 1×104-3×106 А/м; диапазоне его частот 20-70 Гц в течение 1,5-4,5 часа. Циклы обработки повторяют дважды: через 160-180 часов с выдержкой 0,3-0,7 час и через 480-500 часов с выдержкой 0,1-0,2 час. Применяемое для осуществления способа устройство содержит создающий вращающееся переменное магнитное поле контур и смонтированные на нем электрические обмотки-катушки, соединенные с внешним источником питания переменным электрическим током. Одна из составляющих - магнитопроводящий контур пластин имеет сквозной паз, габариты которого позволяют осуществлять в нем монтаж самого изготовляемого бетонного изделия вместе с применяемой для его формования опалубкой, а его тело при установке в контур является замыкающим генерируемый в нем магнитный поток соединительным звеном. 2 н.п. ф-лы, 2 ил.
1. Способ упрочняющей обработки изделий из бетона, включающий воздействие переменным вращающимся магнитным полем на используемый в исходной бетонной смеси компонент, с заданной величиной его напряженности и частоты, отличающийся тем, что воздействию вращающегося переменного магнитного поля подвергают все составляющие бетон компоненты без исключения, причем это воздействие производят после их соединения, непосредственно в самом объеме исходной смеси бетона, прошедшего операцию затворения, в уже отформованном изделии, и осуществляют процесс без извлечения тела изделия из опалубки, при этом тело изделия выполняет функцию замыкающей соединительного звена в применяемом для обработки магнитном контуре, а обработку выполняют при напряженности переменного магнитного поля 1·104-3·106 а/м, в диапазоне частот 20-70 Гц в течение 1,5-4,5 ч, а после осуществления операции разопалубливания бетонного изделия обработку проводят еще два раза - через 160-180 ч с выдержкой изделия в течение 0,3-0,7 ч, затем через 480-500 ч с выдержкой 0,1-0,2 ч.
2. Устройство для осуществления способа упрочняющей обработки изделий из бетона, содержащее создающий вращающееся переменное магнитное поле контур, смонтированные на нем электрические обмотки-катушки, соединенные с внешним источником питания переменным током, отличающееся тем, что одна из составляющих магнитопроводящий контур пластин имеет сквозной паз, габариты которого позволяют осуществлять в нем монтаж самого изготавливаемого бетонного изделия вместе с применяемой для его формирования опалубкой, а само его тело при установке в контур является соединительным звеном, замыкающим генерируемый в нем магнитный поток.
| Способ изготовления на основе минерального вяжущего | 1975 |
|
SU560754A1 |
| Способ изготовления бетонных изделий | 1989 |
|
SU1671449A1 |
| Способ изготовления бетонных и желе-зОбЕТОННыХ издЕлий | 1979 |
|
SU833450A1 |

