1
Изобретение относится к текстильному машиностроению и может быть использовано на лентоткацких станках при прокпада1вании уточной нити петлей .
Цель изобретения - повьшение производительности и надежности работы путем уменьшения обрывности уточных нитей.
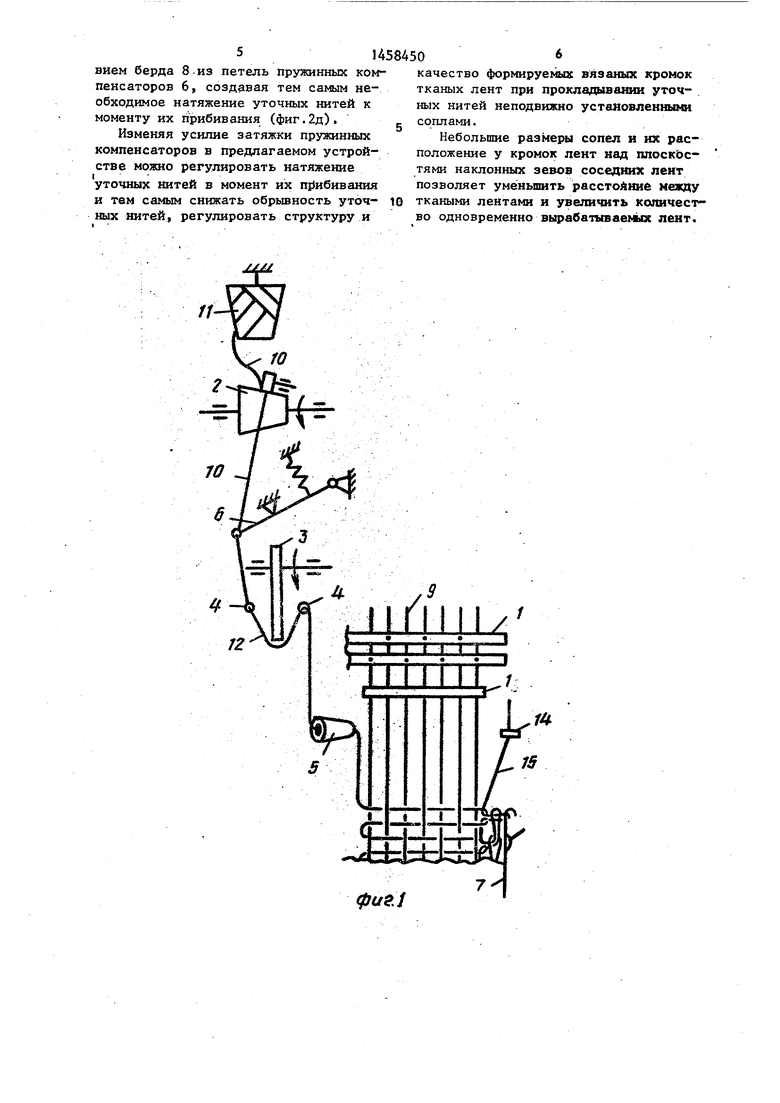
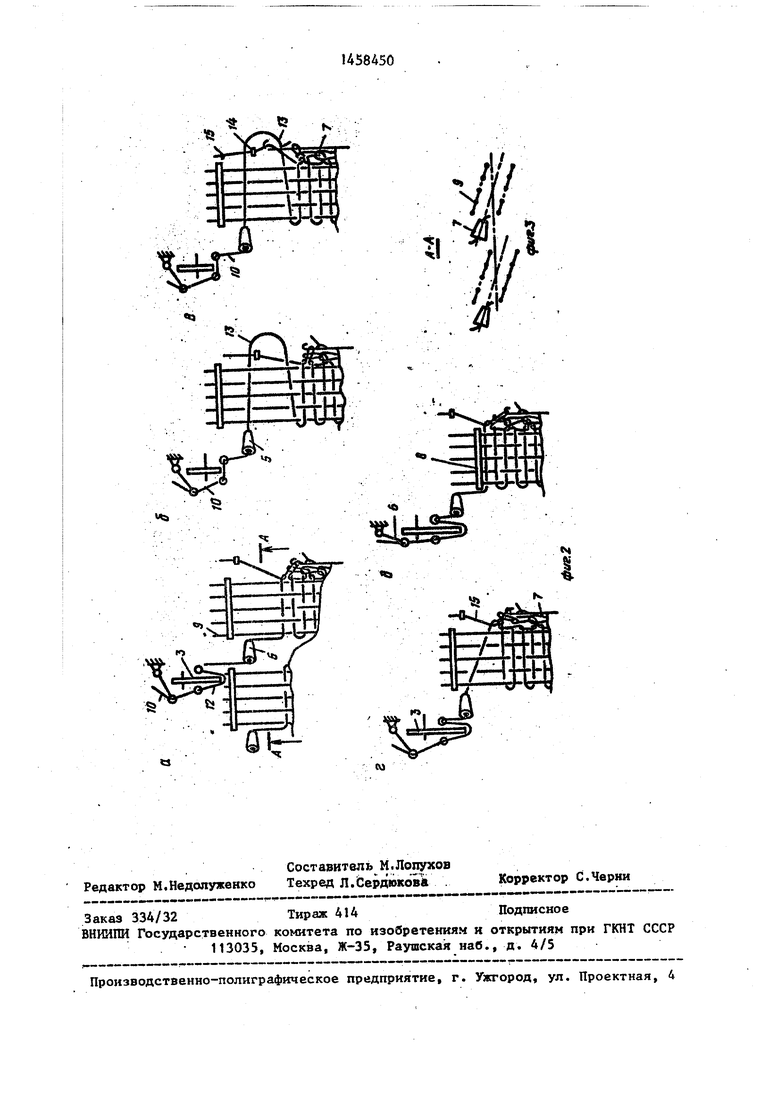
Ив фиг,1 представлена схема устройства для получения лент на лентоткацком станке, вид сверху} на 4иг. то же, в последовательных рабочих положениях; на фиг.3 - разрез А-А на фиг.2а.
Лентоткацкий станок включает зево- образовательный механизм с ремизами 1, образующий наклонные зевы, и устройство для получения тканых лент.
содержащее по числу лент, отмеривающие механизмы 2, выполненные в виде вращающихся конусов с прижимными роликами, кулачковые компенсато ш 3, каждый из которых выполнен в виде плоского кулачка с двумя неподвижными глазками 4 и расположен перед со- ответствуюпош соплом 5, установленным на остове станка с одной стороны каждой ленты и расположенные над плоскостями наклонных зевов соседних лент, пружинные компенсаторы 6, расположенные между отмеривающими механизмами 2 и кулачковыми компенсаторами 3, кромкообразующие устройства с язычковыми иглами 7, расположенные с другой стороны ленты. Станок также включает батанный механизм с бердом 8. Наклонные зевы в пределах ширины
4
сд
00 4
:п
каждой ленты образуются, например, за счет применения галев с различным расположением их глазков по высоте или за счет поворота на некоторый угол опушки кадцой ленты в плоскости ремизок.
Устройство работает следующим образом. .
Зевообразов.ательный механизм посредством ремизок 1 образует одновременно у всех лент наклонные зевы. Уточные нити 10 смазывают с бобин 11 посредством отмеривающих механизмов 2 и накапливают в виде (Иетель 12 кулачковых компенсаторов 3. При этом за счет контактирования уточных нитей, заправленных в передвижные глазки 4, с вращающимися поверхностями кулачков они оттягиваются от отмери- ванадих механизмов и образуют петли . 12. Посредством струй сжатого воздуха , проходящих через сопла 5, прокладывают в зевы уточные нити 10 боль - шей длины, чем это необхбдимо для, формирования лент. При этом во врем прокладывания уточных нитей в завы кулачковые компенсаторы 3 освобождают петли 12 и уточные нити подаются- в зевы из петель.12, а также за счет продолжающейся их по;1|ачи отмеривающими механизмами 2, Посредством язычковых игл 6 кромкообразующих устройств на противоположш к соплам сторонах лент образуют кромки за счет переплете1шя петель уточных нитей с дополнительными петлями 15, вытяг и- вая при этом излишки уточных нитей из зевов посредством кулачковых ком-- . пенсаторов 3.
Во время прокладывания уточных ни- тей через зевы в пружинных компенса- :торах имеется-определенный накогтен- ный в виде петли запас уточной нити. Величина этого запаса во прокладывания уточных нитей не изменяется, так как усилие прокладывающей струи воздуха меньше силы ёатяжки пружинных компенсаторов 6. Во время прокладывания уточных нитей прркин- ные компенсаторы находятся в нерабочем состоянии поскольку уточные нити, проходя через пру синные компенсаторы, не отклоняют их. В это время
1458450 . .....
.уточные нити в зоне между опушками лент и соплами. При этом длина уточных нитей в этих зонах во время при- бивания увеличивается (фиг.2г,д) за
S
счет подачи уточных нитей в эти зоны из петель пружинных компенсаторов 6 под действием берда. Пружинные компенсаторы в это зремя находятся в 10 рабочем состоянии - длина петель уточных нитей з них уменьшается и пружинные компенсаторы отклоняются, Натяжение уточных Б момент их прибивания зависит от степани предва- 15 рительной затяжки пружшных компенсаторов 6 в плоскости ремизок.
Пооперадионное образование лент состоит в следу адем.
Одновременно у всех лент из OQHOB- 20 нитей 9 образуют наклонные зевы (фиг.2а). Уточные нити 10 сматывают с бобин 11 посредством отмеривающих механизмов 2 и накапливают в виде петель 12 в кулачковых компенсаторах 3. 25 Затем уточные нити 10 прокладываются в зевы в виде петель посредством струй сжатого воздуха, выходящих из сопел 5 (фиг.26). При этом в зевы подают уточные .Нити большей, длины, 30 чем необходимо для формирования лент, в результате чего за нротивоположны- ч.ми соплам кромками лент образуются петли 13. уточных нитей 10, выходящие за пределы лент.
Кромки лент образует за счет того, что в зону петель 13 уточных нитей 10 подводят крючки язычковых игл 7 кромки механизмов образования вязаной, перемещая иглы вдоль кромок в 40 направлении к ремизному прибору и располагая крючки игл сверху относительно петель 13. В петли 13 снизу нитеводдтелями 14 вводят дополнительные нити, 15 прокладывая их под крюч- 45 ки язычковых игл 7 (фнг.2в).
Затем посредством .кулачковых компенсаторов 3 выбирают излишек уточных нитей из зевов (фиг.2г) и провя.- . зывают петельные столбики из .дополни- 5Q /гельных нитей 15, образуя кромки, дпя чего язычковые иглы 7 перемещают вдоль кромок лент в направлении от ремизного прибора.
Закрывают зев и бердом 8 приби35
работают толыга кулачковые компенса- 55 вают проложенные уточные нити к опушг ; --rf rt frnirrrt гтглтт о fro л тэ А ППОМЯ ГТПМППЯ
торы 3.
Во время прибивания уточных нитей бедро 8 перемещается к опушкам тка-, ных лент (фиг.2г,д) и перемещает
кам лент, при этом во время прибоя проложенных уточных нитей к опушкам лент уточные нити в зону между опушками лент и соплами подают под деиствают проложенные уточные нити к опуш-rf rt frnirrrt гтглтт о fro л тэ А ППОМЯ ГТПМППЯ
кам лент, при этом во время прибоя проложенных уточных нитей к опушкам лент уточные нити в зону между опушками лент и соплами подают под деиствием берда 8.из петель пружинных компенсаторов 6, создавая тем самым необходимое натяжение уточных нитей к моменту их прибивания (фиг.2д).
Изменяя усилие затяжки пружинных компенсаторов в предлагаемом устройстве можно регулировать натяжение уточных нитей в момент их П15ибивания и тем самым снижать обрьшность уточных нитей, регулировать структуру и
качество формируемых вязаных кромок тканых лент при прокладывании уточных нитей неподвижно установленными соплами.
Небольшие размеры сопел и их расположение у кромок лент над плоскЬс- тями наклонных зевов соседних лент позволяет уменьшить расстояние между ткаными лентами и увеличить количество одновременно вырабатываемых лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ткано-вязаный текстильный материал способ его изготовления и машина для его выработки | 1980 |
|
SU926112A1 |
| Вязано-тканая лента, способ ее изготовления и вязально-ткацкий станок для осуществления способа | 1988 |
|
SU1516544A1 |
| ЛЕНТОТКАЦКИЙ СТАНОК | 1995 |
|
RU2129174C1 |
| РЕМЕННАЯ ЛЕНТА, СПОСОБ И ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2401329C2 |
| Ткано-вязаный материал и способ его изготовления | 1984 |
|
SU1430423A1 |
| Машина для выработки вязано-тканого полотна | 1980 |
|
SU981483A1 |
| Вязально-ткацкий станок | 1985 |
|
SU1320293A1 |
| Лентоткацкий станок | 1989 |
|
SU1612008A1 |
| Вязано-тканый текстильный материал и способ его изготовления | 1980 |
|
SU910885A1 |
| Механизм образования петельной структуры машины для получения ткано-вязаного полотна | 1983 |
|
SU1139775A1 |
12
фuгi
7
-а е
| Кулева А.К | |||
| и др | |||
| Направления в развитии лентоткацкого оборудования | |||
| М.: ЦНИИТЭИпегпищемаш, 1978, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
