Изобретение относится к волоконной оптике и касается разработки устройства двойного тигля и способа вытяжки световодов с его использованием из стекол, склонных к кристаллизации и содержащих макрокомпонент с повышенной летучестью, каковыми являются халькогенидные стекла с участием тяжелых халькогенов и стекла на основе оксидов тяжелых металлов
Известен двойной тигель для вытяжки волоконных ПК-световодов, содержащий емкости с входными отверстиями для сердцевинного и оболочечного стекол, расположенные одна вне другой. Их. фиксация друг относительно друга осуществляется жестким механическим закреплением во вспомогательном держателе и соединением через переточную трубку. Выходная фильера представляет собой две концентрические трубки, одна из которых является продолжением емкости для сердцевинного стекла, а вторая, внешняя, образует с внутренней трубкой кольцевой канал, в который по переточной трубке поступает расплав оболочечного стекла. Концентричность трубок фильеры, представляющей собой цельнопаяную конструкцию, обеспечивается на стадии изготовления тигля (см. ж. Высокочистые вещества, 1994, №4, стр.34-41. «Изготовление двухслойных световодов на основе высокочистых стекол систем As-S, As-Se и Ge-As-Se». Чурбанов М.Ф., Пушкин А.А., Плотниченко В.Г., Снопатин Г.Е., Скрипачев И.В.; патент США №6.021.649, опубл. 08.02.2000 г.
Известное устройство содержит патрубки для раздельной подачи инертного газа в емкости для сердцевинного и оболочечного стекол.
В упомянутом источнике описан способ изготовления световода.
Способ включает загрузку компактных образцов сердцевинного и оболочечного стекол, герметизацию входящих отверстий фланцевыми уплотнениями, подачу инертного газа в каждую из емкостей и их продувку, разогрев стекла каждой из емкостей до вязкотекучего состояния, заполнение переточной трубки и кольцевого канала фильеры расплавом сердцевинного стекла, образование на выходе из фильеры двухслойной луковицы, из которой вытягивается двухслойная струя расплава, застывающая в волоконный световод, который тянущим устройством подается на приемный барабан. Необходимые диаметры сердцевины и волокна в целом устанавливают, регулируя избыточное давление над расплавами и скорость вытяжки волокна.
Недостатком упомянутого решения является неизбежность течения оболочечного расплава по переточной трубке и выходной фильере в контакте с газовой средой. Слои, обедненные летучим компонентом, при заполнении кольцевого канала фильеры образуют свили в объеме текущего оболочечного расплава. Вследствие этого световедущая сердцевина на отдельных участках может иметь отражающую оболочку с различным значением показателя преломления, что приведет к дополнительным оптическим потерям в значительной части изготавливаемого световода.
Известна конструкция двойного тигля, в котором емкость для сердцевинного стекла расположена внутри емкости для оболочечного стекла (см. патент США №3209641).
Упомянутая конструкция выполнена цельнопаяной, осесимметричная фиксация сердцевинной и оболочечной емкостей обеспечивается при изготовлении тигля. Фильеру образуют близко расположенные выходные отверстия сердцевинной и оболочечной емкостей. Стекла загружают в виде порошка или гранул. После герметизации входных отверстий емкости продувают инертным газом. После разогрева стекол до вязкотекучего состояния и закупоривания выходных отверстий возможно вакуумирование расплава для удаления пузырей. Созданием необходимого давления на сердцевинный и оболочечный расплавы на выходе из фильеры тигля образуются двухслойные луковица и струя расплава, отверждаемая в световод. Диаметры сердцевины и всего волокна устанавливают, меняя температуру тигля, избыточное давление над расплавами и скорость вытяжки.
Недостатком известного решения является необходимость использовать порошок или гранулы исходного стекла, что существенно затрудняет получение однородного расплава, увеличивает время пребывания расплава при повышенной температуре, провоцирующей микроликвацию и кристаллизацию. Тепло для нагрева сердцевинного стекла подводится через слой оболочечного стекла (расплава). По этой причине нагрев стекол до вязкотекучего состояния реализуется при повышенном температурном напоре, что увеличивает вероятность образования кристаллов в расплаве в процессе вытяжки световода и дополнительные оптические потери.
Известен двойной тигель для вытяжки волоконных ИК-световодов, содержащий концентрично расположенные емкости с входными и выходными отверстиями, при этом выходные отверстия имеют цилиндрическую форму, фиксирующее устройство, в качестве которого используют шлифовое соединение, фиксирующее взаиморасположения емкостей и выходящих отверстий относительно друг друга, при этом внутренняя емкость предназначена для стекла сердцевины, а внешняя для стекла оболочки, и осесимметричную фильеру, образованную выходными отверстиями упомянутых емкостей (см. Патент № WO 98/09184, заявл. 05.03.98).
В известном устройстве входные отверстия служат для помещения стекол сердцевины и оболочки в соответствующие емкости, выходные отверстия образуют осесимметричную фильеру, которая обеспечивает устойчивое истечение двухслойной струи расплава. Шлифовые соединения обеспечивают разовое и неизменяемое расположение выходных отверстий емкостей, т.е. конфигурацию фильеры. Двойной тигель содержит патрубки для раздельной подачи инертного газа в емкости для сердцевинного и оболочечного стекол. В этом же источнике описан способ вытяжки волоконного световода из описанного выше двойного тигля.
Способ включает помещение в концентрически расположенные емкости, имеющие входные и выходные отверстия для стекла сердцевины и стекла оболочки, при этом во внутреннюю емкость помещают стекло сердцевины в виде стержня, а во внешнюю -стекло оболочки в виде толстостенной трубки. Образцы стекол загружают в соответствующие емкости, при этом сердцевинную емкость помещают в оболочечную так, что выходная трубка сердцевинной емкости располагается во внутреннем канале оболочечного стекла. Шлифовые соединения обеспечивают разовое и неизменяемое расположение выходных концов емкостей, т.е. конфигурацию фильеры. После этого двойной тигель продувается инертным (рабочим) газом, стекла нагревают до вязкотекучего состояния и на расплавы подается избыточное давление газа. На выходе фильеры образуется двухслойная луковица, из которой вытягивается двухслойная струя расплава, застывающая в волокно. Волокно вытяжными роликами подается на приемный барабан.
Известные устройство и способ взяты в качестве прототипа.
Упомянутый способ описан для изготовления световодов из стекол, устойчивых к кристаллизации и не содержащих летучих компонентов, и не рассчитан на стекла, склонные к кристаллизации и содержащие летучий компонент. Конструкция двойного тигля и режимы процесса вытяжки, приведенные в прототипе, при испытании на теллуритных стеклах, склонных к кристаллизации и содержащих достаточно летучий диоксид теллура, приводили к кристаллизации расплава, часто катастрофической, и к получению световодов с потерями в десятки дБ/м и крайне низкой механической прочности. Склонность стекол к кристаллизации проявляется в образовании кристаллов в стекле и расплавах при тепловом воздействии на них при получении исходных образцов стекол и вытяжке из них световодов. Образовавшиеся кристаллы в световоде рассеивают идущий через него световой поток и вызывают дополнительные оптические потери. Присутствие в стеклах компонента с повышенной летучестью проявляется в испарении его с поверхности нагретого расплава в газовую среду и в образовании вследствие этого поверхностных слоев, обедненных летучим компонентом. Эти слои имеют показатель преломления, отличающийся от показателя преломления объема расплава. При попадании таких слоев в объем расплава, из которого вытягивается световод, в стекле световода образуются протяженные оптические неоднородности (свили). Они вызывают оптические потери на рассеяние, не зависящие от длины волны излучения, идущего по световоду.
Как было отмечено выше, прототип не обеспечивает получение световодов с низкими оптическими потерями из стекол, склонных к кристаллизации и содержащих макрокомпонент с повышенной летучестью, каковыми являются халькогенидные стекла с участием тяжелых халькогенов и стекла на основе оксидов тяжелых металлов в силу того, что:
- оболочечное стекло изготавливают в виде трубки. При ее формовании стекло переводится в расплав, затем расплав отверждают в стекло. Материал при этом дважды проходит через область температур, в которой имеет место образование зародышей кристаллической фазы и их рост. Это увеличивает возможность кристаллизации стекла при последующем его нагреве при вытяжке световода;
- начальное расположение стекол сердцевины и оболочки на одном уровне по вертикальной оси тигля делает неизбежным разогрев сердцевинного стекла через слой оболочечного. Продолжительность нагрева обоих стекол до вязкотекучего состояния при этом увеличивается, следовательно, возрастает возможность их кристаллизации.
- при переводе в вязкотекучее состояние сердцевинное и оболочечное стекла, загруженные в соответствующие емкости, нагреваются до температуры, значительно превышающей температуру вытяжки, и с высокой скоростью, т.е. при больших температурных напорах. Это создает условия для микроликвации и интенсивного образования кристаллов;
- оболочечное стекло в виде трубки имеет дополнительную поверхность. Ее дефекты (поверхностные кристаллы, каверны, микротрещины, поверхностные загрязнения, неоднородность макросостава поверхностного слоя) переносятся на поверхность раздела сердцевина-оболочка вытягиваемого световода;
- нагрев образцов сердцевинного и оболочечного стекол до температуры выше точки ликвидуса и выдержка расплава при этой температуре, осуществляемые для удаления микропузырей, ведут к испарению легколетучего компонента с поверхности и попаданию обедненных поверхностных слоев в объем соответствующих расплавов. Вследствие этого в объеме стекол появляются свили, переходящие в стекло световода.
Все упомянутое является причиной избыточных оптических потерь в получаемых световодах.
Задачей, на решение которой направлено заявляемое изобретение, является разработка конструкции двойного тигля и способа вытяжки световодов с его использованием, учитывающих склонность стекол к кристаллизации, летучесть одного из макрокомпонентов и минимизирующих отрицательные последствия этих факторов на оптические потери изготавливаемых волоконных ИК-световодов.
Эта задача решается за счет того, что разработан двойной тигель для изготовления волоконных световодов из стекол, склонных к кристаллизации и содержащих макрокомпонент с повышенной летучестью, который содержит концентрично расположенные емкости с входными и выходными отверстиями, причем последние выполнены в виде усеченного конуса, при этом внутренняя емкость предназначена для стекла сердцевины, а внешняя - для стекла оболочки, и устройство, фиксирующее взаиморасположение емкостей относительно друг друга и выходных отверстий, образующих осесиммитричную фильеру, выполненное в виде двух раздельно расположенных один над другим позиционных столов (позиционеров), при этом верхний позиционер, на котором закреплена верхняя часть внутренней емкости, подвижен относительно нижнего в трех координатах, а на нижнем позиционере закреплена верхняя часть внешней емкости.
Эта задача решается также за счет того, что разработан способ изготовления волоконного световода с использованием вышеописанного двойного тигля, который включает помещение в концентрически расположенные емкости, имеющие входные и выходные отверстия для стекла сердцевины и стекла оболочки, при этом во внутреннюю и внешнюю емкости помещают стекла сердцевины и оболочки соответственно, выполненные в виде сплошного стержня, располагая их на разных неперекрывающихся по вертикальной оси участках тигля, после чего содержимое емкостей нагревают раздельными нагревателями до вязкотекучего состояния, а после нагрева емкость с расплавом сердцевинного стекла ее выходным концом погружают в расплав оболочечного стекла и из образованной фильеры вытягивают волоконный световод.
Новым в заявляемом решении является выполнение входных и выходных отверстий емкостей для сердцевинного и оболочечного стекол в виде усеченного конуса, что обеспечивает ламинарный характер течения расплавов и уменьшает вероятность образования дефектов на границе сердцевина-оболочка световода.
Новым также является использование в качестве фиксирующего устройства раздельно расположенных один над другим позиционных столов (позиционеров), при этом верхний позиционер подвижен относительно нижнего в трех координатах, на котором закреплена верхняя часть внешней емкости, а на верхнем позиционере - верхняя часть внутренней емкости, что дает возможность устанавливать высокую концентричность выходных отверстий внутренней и внешней емкостей. Кроме того, упомянутое фиксирующее устройство дает возможность:
- размещать сердцевинное и оболочечное стекло на разных неперекрывающихся по вертикальной оси участках тигля, что позволяет нагревать стекла до вязкотекучего состояния (до температуры вытяжки) одновременно разными нагревателями и сокращать время их нагрева до температуры вытяжки. При этом нагрев стекла оболочки осуществляется с меньшим температурным напором. Это уменьшает число кристаллов, способных появиться в расплаве при разогреве стекол до температуры вытяжки;
- перемещать сердцевинную емкость с нагретым стеклом из начального положения вниз до образования рабочей конфигурации фильеры и тигля.
Новым также является то, что образец оболочечного стекла выполнен в форме сплошного стержня, а не в виде толстостенной трубки, что исключает как отдельную технологическую стадию изготовление трубки из оболочечного стекла. Благодаря этому в оболочечном стекле отсутствуют кристаллы, которые могли образоваться при двукратном прохождении интервала температур, в котором происходит образование новых и рост имеющихся кристаллов.
Новым также является то, что рабочая конфигурация фильеры и тигля создается опусканием вниз емкости с расплавом сердцевинного стекла с погружением ее выходного конца в расплав оболочечного стекла. Благодаря этому образцы стекол сердцевины и оболочки, помещенные в соответствующие емкости тигля, не подвергаются нагреву до температуры ликвидуса, выдержке при этой температуре и последующему охлаждению до температуры вытяжки. Исключение стадии нагрева стекла до температуры ликвидуса и выдержки расплава при ней уменьшает возможность микроликвации расплава, образования в нем кристаллов и попадания в объем стекла поверхностных слоев с возможными загрязнениями и неоднородностями макросостава.
Все вышеперечисленные отличительные признаки являются существенными, так как каждый из них необходим, а вместе они достаточны для вытяжки ИК-световодов, ибо по своему совокупному действию заявляемая конструкция двойного тигля и способ вытяжки ИК-световодов с его использованием позволяют изготавливать световоды с низким содержанием рассеивающих оптических неоднородностей за счет минимизации процессов кристаллизации, микроликвации, переноса поверхностных неоднородностей в объем стекла световодов и на поверхность раздела сердцевина-оболочка. В конечном итоге это позволяет изготавливать методом двойного тигля из стекол, склонных к кристаллизации и содержащих макрокомпонент с повышенной летучестью, волоконные ПК-световоды с низкими оптическими потерями и высокой механической прочностью.
Световоды из теллуритных и халькогенидных стекол, изготовленные вытяжкой из двойного тигля согласно заявляемому изобретению, имеют оптические потери 0,1÷0,2 дБ/м на длине волны 2,0-2,3 мкм.
Заявляемое решение обеспечивает простоту и экономичность изготовления внутренней и внешней емкостей для сердцевины и оболочки. Использование сменяемых внутренних и внешних емкостей с различными диаметрами выходных отверстий позволяет управлять соотношением диаметров сердцевины и оболочки световода в более широких пределах:
- возможность управлять и контролировать соосность выходных отверстий внутренней и внешней емкостей позволяет вытягивать волокна с высокой концентричностью сердцевины и оболочки;
- использование компактных образцов в виде стержней стекол позволяет сохранять непрерывность и целостность вязкопластичного течения расплавов сердцевины и оболочки;
- малое (3-5 мин) время между достижением вязкопластичного состояния стекол и началом вытягивания световода, определяемое временем погружения внутренней емкости с расплавом стекла сердцевины в расплав стекла оболочки. Это особенно важно при вытяжке кристаллизующихся стекол;
- возможность использовать малые количества исходных стекол для вытягивания волоконных световодов;
- предотвращает образование свилей в стекле оболочки, поскольку исключено течение оболочечного расплава через переточную трубу из исходной емкости в часть фильеры, формующей двухслойную структуру волокна в контакте с газовой средой. Это существенно для стекол, содержащих легколетучий компонент.
Заявляемое техническое решение может быть использовано для вытяжки как одномодовых, так и многомодовых ИК-световодов.
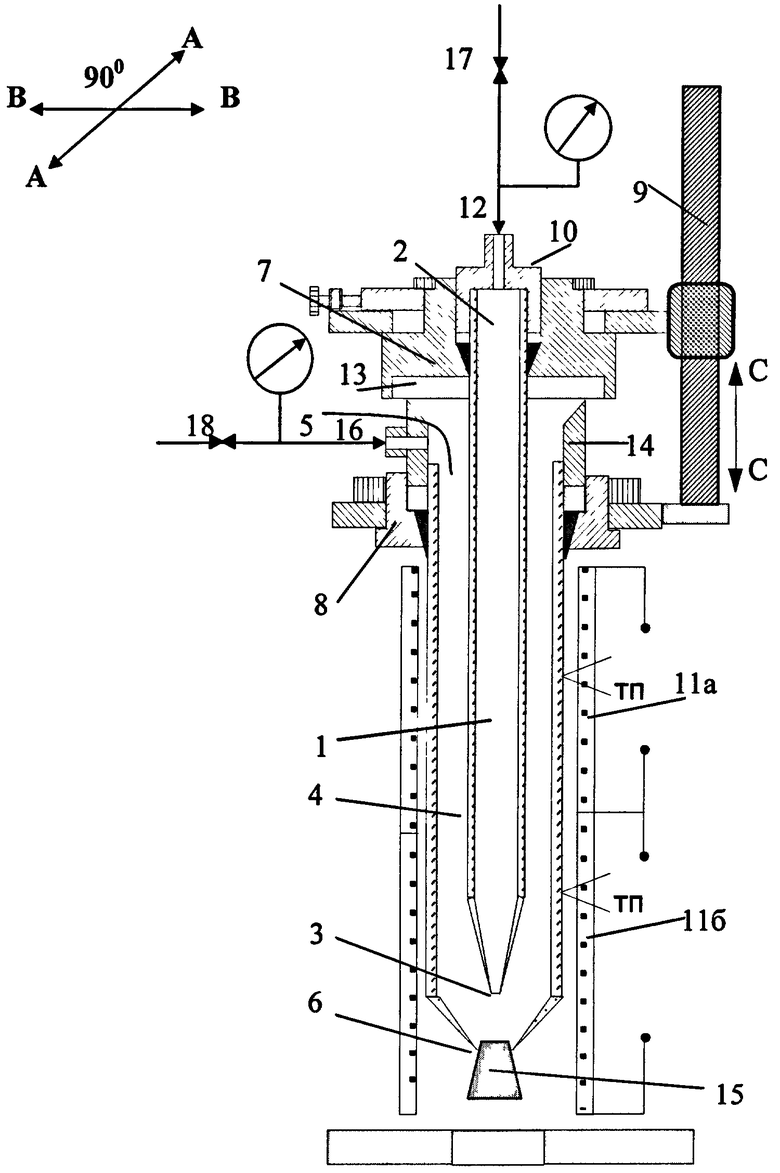
Двойной тигель представлен на чертеже.
Устройство состоит из внутренней емкости 1 для стекла сердцевины с входными и выходными отверстиями 2 и 3 соответственно и внешней емкости 4 для стекла оболочки с входными и выходными отверстиями 5 и 6 соответственно. Нижняя часть внутренней 1 и внешней 4 емкостей имеют форму усеченных конусов, которые заканчиваются отверстиями 3 и 6 соответственно, через которые вытягивают световод. Внутренняя и внешняя емкости закреплены на двух позиционных столах (позиционерах), находящихся один над другим. На верхнем трехкоординатном позиционере 7 закреплена внутренняя емкость 1, на нижнем позиционере 8 закреплена внешняя емкость 4. С помощью трехкоординатного позиционера 7 по координатам А-А и В-В устанавливается коаксиальность выходных отверстий 3 и 6 внутренней и внешней емкостей. С помощью микрометрического винта 9 трехкоординатный позиционер 7 по координате С-С может подниматься до полного вывода внутренней емкости 1 из внешней емкости 4 и опускания внутренней емкости до заданного расстояния между выходными отверстиями 3 и 6 внутренней и внешней емкостей для создания рабочей конфигурации фильеры.
Способ осуществляют с использованием заявляемого устройства следующим образом.
Загрузку стекла сердцевины в форме сплошного стержня осуществляют через отверстие 2 при снятой гайке 10. Загрузку стекла оболочки также в форме сплошного стержня осуществляют через отверстие 5 при полном выводе внутренней емкости 1 из внешней емкости 4 с помощью микрометрического винта 9. По окончании загрузки внутренняя емкость опускается вниз так, чтобы выходное отверстие 3 внутренней емкости находилось над верхней частью стекла оболочки, а стекло сердцевины напротив нагревателя 11а. Осуществляют продувку рабочего газа через патрубок 12 для удаления влаги, а при необходимости создания инертной атмосферы во внутренней емкости и через выходное отверстие 3 во внешней емкости 4. Включают нагреватели 11а и 11б, стекла разогреваются до вязкотекучего состояния и внутренняя емкость 1 погружается в расплав стекла оболочки с помощью микрометрического винта 9 до создания рабочей конфигурации фильеры с одновременной герметизацией пространства между внутренней и внешней емкостями с помощью уплотняющей резиновой прокладки 13 и конусной частью гайки 14. Чтобы избежать преждевременного вытекания расплава стекла оболочки при погружении внутренней емкости, отверстие 6 внешней емкости закрывают пробкой 15. Перед началом формирования «луковицы» и вытягивания световода убирают пробку 15, через патрубки 12, 16 с помощью регуляторов давления 17, 18 устанавливают необходимые давления рабочего газа на расплавы стекол сердцевины и оболочки. Через выходное отверстие 3 внутренней емкости 1 вытекает расплав стекла сердцевины, через выходное отверстие 6, обволакивая расплав стекла сердцевины, вытекает расплав стекла оболочки, образуя двухслойную «луковицу», которая перетягивается в световод с помощью вытяжного устройства. Соотношение между размерами диаметров сердцевины и оболочки волоконного световода формируется как за счет размеров диаметра выходных отверстий внутренней и внешней емкостей двойного тигля, так и величины давления газа над расплавами стекол сердцевины и оболочки.
Внешний диаметр световода, диаметр оболочки контролируют бесконтактным измерителем диаметра волокна, диаметр сердцевины определяется измерением торца световода микроскопом.
Вытянутые из двойного тигля световоды из теллуритных и халькогенидных стекол согласно заявляемому изобретению имеют концентричность 95-99%, оптические потери составляют 0,1÷0,2 дБ/м на длине волны 2,0-2,3 мкм.
Пример 1. Вытяжка волоконных световодов из сульфидно-мышьяковых стекол.
Перед началом загрузки в двойной тигель стекол для вытяжки волоконных световодов выходное отверстие 3 внутренней емкости 1 с помощью подвижного позиционера 7 устанавливается коаксиально относительно выходного отверстия 6 внешней емкости 4. Во внутреннюю емкость 1 с диаметром выходного отверстия 3, равным 0,75 мм, загружают стекло сердцевины состава As38.7S61.3 массой 5 грамм в виде сплошного стержня. Во внешнюю емкость 4 с диаметром выходного отверстия 6, равным 3 мм, загружают стекло состава As37..5S62.5 массой 25 граммов также в виде сплошного стержня.
Соблюдаются необходимые условия получения волоконного световода, когда показатель преломления n1 стекла сердцевины больше показателя преломления n2 стекла оболочки.
Стекло сердцевины загружают во внутреннюю емкость 1 через входное отверстие 2 и с помощью гайки 10 герметизируют входное отверстие внутренней емкости, стекло оболочки загружают во внешнюю емкость 4 через отверстие 5 при полном выводе внутренней емкости 1 из внешней емкости 4 с помощью микрометрического винта 9. По окончании загрузки внутренняя емкость опускается вниз так, чтобы выходное отверстие 3 внутренней емкости находилось над верхней частью стекла оболочки, а стекло сердцевины напротив нагревателя 11а. Осуществляют продувку рабочего газа через патрубок 12 для удаления влаги и создания инертной атмосферы во внутренней емкости и через выходное отверстие 3 во внешней емкости 4. В качестве рабочего газа при вытяжке халькогенидных стекол используют высокочистый аргон. Одновременно с помощью нагревателей 11а и 11б стекла разогревают до вязкотекучего состояния и расплавами заполняют конусные части внутренней и внешней емкостей. Внутреннюю емкость 1 погружают в расплав стекла оболочки с помощью микрометрического винта 9 до создания рабочей конфигурации фильеры с одновременной герметизацией пространства между внутренней и внешней емкостями с помощью уплотняющей резиновой прокладки 13 и конусной частью гайки 14. Чтобы избежать преждевременного вытекания расплава стекла оболочки при погружении внутренней емкости, отверстие 6 внешней емкости закрывают пробкой 15. Убирают пробку 15, через патрубки 12, 16 с помощью регуляторов давления 17, 18 устанавливают давление газа аргона на расплав стекла сердцевины 0,4 атм и на расплав стекла оболочки 0,2 атм. Через выходное отверстие 3 внутренней емкости 1 вытекает расплав стекла сердцевины, через выходное отверстие 6, обволакивая расплав стекла сердцевины, вытекает расплав стекла оболочки, образуя двухслойную «луковицу», которая перетягивается в световод с помощью вытяжного устройства. При температуре нагревателей 11а и 11б 320°С и скорости вытяжки 2 м/мин вытянуто 100 метров волоконного световода общим диаметром 150 мкм, диаметром сердцевины 15 мкм и концентричностью 96%. Оптические потери составляют 0,16 дБ/м на длине волны 2-2,5 мкм.
Пример 2. Вытяжка волоконных световодов из теллуритных стекол
Во внутреннюю емкость 1 с диаметром выходного отверстия 3 равным 1,5 мм, загружают стекло сердцевины системы (ТеО2)-(WO3)-(La2O3)-(Bi2O3) массой 7 грамм в виде сплошного стержня.
Во внешнюю емкость 4 с диаметром выходного отверстия 6, равным 3,5 мм, загружается стекло системы (TeO2)-(WO3)-(La2O3) массой 27 грамм в виде сплошного стержня. Разность показателей преломления при условии n1>n2 достигается за счет различия в составах стекол. В качестве рабочего газа при вытяжке теллуритных стекол используют высокочистый кислород. Загрузка, разогрев стекол до вязкотекучего состояния и формирование «луковицы» также, как описано в примере 1. При давлении на расплав стекла сердцевины 1 атм расплав стекла оболочки 0,15 атм, температуре обоих секций двойного тигля 535°С, скорости вытяжки 7 м/мин вытянуто 80 метров волоконного световода общим диаметром 150 мкм, диаметром сердцевины 120 мкм и концентричностью 95%. Оптические потери составляют 0,17 дБ/м на длине волны 1,7-2,3 мкм.
Пример 3. Вытяжка волоконных световодов из теллуридных стекол.
В качестве материала стекол сердцевины и оболочки использовали стекла системы Ge-As-Se-Te, отличающиеся различным соотношением компонентов для создания разности показателей преломления при условии n1>n2. Выходные отверстия внутренней 1 и внешней 4 емкостей составляли 0,5 и 3,0 мм соответственно. В качестве рабочего газа при вытяжке использовался высокочистый аргон. Загрузка, разогрев стекол до вязкотекучего состояния и формирование «луковицы» так же, как описано в примере 1. При давлении на расплав стекла сердцевины 0,6 атм, расплаве стекла оболочки 0,25 атм, температуре обоих секций двойного тигля 330°С, скорости вытяжки 2,4 м/мин, вытянуто 150 метров волоконного световода общим диаметром 200 мкм, диаметром сердцевины 24 мкм и концентричностью 97%. Оптические потери составляют 2 дБ/м на длине волны 7-9,3 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ЧИСТЫХ ТЕЛЛУРИТНО-МОЛИБДАТНЫХ СТЕКОЛ | 2011 |
|
RU2484026C1 |
| ОСОБО ЧИСТЫЙ СУЛЬФИДНО-МЫШЬЯКОВЫЙ МАТЕРИАЛ ДЛЯ СИНТЕЗА ВЫСОКОПРОЗРАЧНЫХ ХАЛЬКОГЕНИДНЫХ СТЕКОЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2450983C2 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ТЕЛЛУРИТНО-МОЛИБДАТНЫХ СТЕКОЛ (ВАРИАНТЫ) | 2015 |
|
RU2587199C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ТЕЛЛУРИТНЫХ СТЕКОЛ (ВАРИАНТЫ) | 2015 |
|
RU2584482C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХАЛЬКОГЕНИДНЫХ СТЕКОЛ СИСТЕМЫ As-S С НИЗКИМ СОДЕРЖАНИЕМ КИСЛОРОДА | 2009 |
|
RU2419589C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТЫХ ТЕЛЛУРИТНЫХ СТЕКОЛ | 2010 |
|
RU2455243C1 |
| ФТОРИДНОЕ ОПТИЧЕСКОЕ СТЕКЛО, ОБЛАДАЮЩЕЕ СПОСОБНОСТЬЮ К ЛЮМИНЕСЦЕНЦИИ В ДИАПАЗОНЕ 1000-1700 нм, СПОСОБ ПОЛУЧЕНИЯ ТАКОГО СТЕКЛА И ВОЛОКОННЫЙ СВЕТОВОД | 2011 |
|
RU2487840C1 |
| ОПТИЧЕСКОЕ СТЕКЛО, ОБЛАДАЮЩЕЕ СПОСОБНОСТЬЮ К ЛЮМИНЕСЦЕНЦИИ В ДИАПАЗОНЕ 1000-1700 нм, СПОСОБЫ ПОЛУЧЕНИЯ ТАКОГО СТЕКЛА (ВАРИАНТЫ) И ВОЛОКОННЫЙ СВЕТОВОД | 2010 |
|
RU2463264C2 |
| ФОТОННО-КРИСТАЛЛИЧЕСКОЕ ХАЛЬКОГЕНИДНОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2552590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ), ПЕРЕДАЮЩЕГО ИЗОБРАЖЕНИЕ, И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2014 |
|
RU2578693C1 |
Изобретение относится к волоконной оптике и касается разработки устройства двойного тигля и способа вытяжки световодов с его использованием из стекол, склонных к кристаллизации и содержащих макрокомпонент с повышенной летучестью, каковыми являются халькогенидные стекла и стекла на основе оксидов тяжелых металлов. Двойной тигель содержит концентрично расположенные емкости с входными и выходными отверстиями, причем последние выполнены в виде усеченного конуса. Внутренняя емкость предназначена для стекла сердцевины, а внешняя - для стекла оболочки. Тигель содержит также устройство, фиксирующее взаиморасположение емкостей относительно друг друга и выходных отверстий, образующих осесимметричную фильеру, выполненное в виде двух раздельно расположенных один над другим позиционных столов (позиционеров). Верхний позиционер, на котором закреплена верхняя часть внутренней емкости, подвижен относительно нижнего в трех координатах, а на нижнем позиционере закреплена верхняя часть внешней емкости. Разработан способ вытяжки волоконного световода с использованием двойного тигля. Изобретение позволяет изготавливать световоды из теллуритных и халькогенидных стекол с концентричностью 95-99% и оптическими потерями 0,1÷0,2 дБ/м на длине волны 2.0-2.3 мкм и может быть использовано для вытяжки как одномодовых, так и многомодовых ИК-световодов. 2 н.п. ф-лы, 1 ил.
1. Двойной тигель для изготовления волоконных световодов из стекол, склонных к кристаллизации и содержащих макрокомпонент с повышенной летучестью, содержащий концентрично расположенные емкости с входными и выходными отверстиями, причем последние выполнены в виде усеченного конуса, при этом внутренняя емкость предназначена для стекла сердцевины, а внешняя - для стекла оболочки, и устройство, фиксирующее взаиморасположение емкостей и выходных отверстий, образующих осесиммитричную фильеру, относительно друг друга, и выполненное в виде двух раздельно расположенных один над другим позиционных столов (позиционеров), при этом верхний позиционер, на котором закреплена верхняя часть внутренней емкости, подвижен относительно нижнего в трех координатах, а на нижнем позиционере закреплена верхняя часть внешней емкости.
2. Способ изготовления волоконного световода с использованием двойного тигля, включающий помещение в концентрически расположенные емкости, имеющие входные и выходные отверстия, стекла сердцевины и стекла оболочки, при этом во внутреннюю и внешнюю емкости помещают стекла сердцевины и оболочки соответственно, выполненные в виде сплошного стержня, располагая их на разных неперекрывающихся по вертикальной оси участках тигля, после чего содержимое емкостей нагревают раздельными нагревателями до вязкотекучего состояния, а после нагрева емкость с расплавом сердцевинного стекла ее выходным концом погружают в расплав оболочечного стекла и из образованной фильеры вытягивают волоконный световод.
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| US 6021649 A, 08.02.2000 | |||
| JP 6115967 A, 26.04.1994 | |||
| RU 2237030 C1, 27.09.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОГО ПОДВИЖНОГО ОПТИЧЕСКОГО СВЕТОВОДА (ВАРИАНТЫ) | 1996 |
|
RU2120917C1 |

