Изобретение относится к транспортировке листов шпона посредством транспортеров, в частности к их перемещению с одного транспортера на другой с помощью присосов, и может быть использовано для их транспортировки без воздействия притягивающей силы при перемещении с одного транспортера на другой.
В настоящее время известен ряд способов и устройств для транспортировки листов шпона на одном транспортере к стопоукладчику, характеризующийся тем, что несколько листов шпона, расположенных плотно в соседстве друг с другом, подают на одном транспортере и укладывают по одному листу в стопу с помощью стопоукладчика.
Но непрерывная укладка листа шпона в стопу по известным способам не может быть осуществлена вследствие столкновения его с предшествующим листом шпона над стопоукладчиком, поскольку во время укладки одного предшествующего листа шпона последующий лист шпона уже приходит к стопоукладчику из-за того, что укладка листа шпона требует, как правило, определенного времени.
Во избежание этого явления расстояние между листами шпона удлиняют с тем, чтобы интервалы времени между приходами листов шпона к стопоукладчику были больше, чем вышеуказанное определенное время. А также для транспортировки нескольких листов шпона в вышеуказанных условиях используют и несколько путей перемещения листов шпона. Каждый лист шпона, например, имеет свой путь перемещения и перемещается по своему пути перемещения. Таким путем расстояние между листами шпона удлиняют на длину одного листа шпона. Это приводит к увеличению времени перемещения на длину одного листа шпона больше, чем вышеуказанное определенное время, при укладке листов шпона в отдельные стопы с помощью стопоукладчика, установленного на каждом пути перемещения.
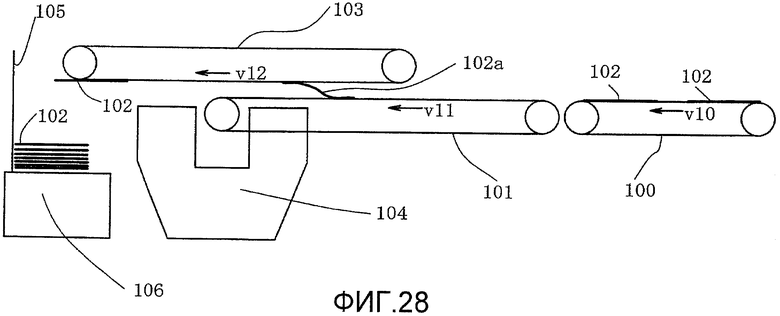
Как показано конкретно на фиг.28, общеизвестна такая система, в которой перед нижнезадним конвейером 100 установлен нижнепередний конвейер 101 с предварительно заданной ходовой скоростью v11 более быстрой, чем нижнезадний конвейр 100 с ходовой скоростью v10. При этом листы шпона 102, расположенные почти плотно в соседстве друг с другом в направлении транспортировки на нижнезаднем конвейере 100, подаются вперед, и при перемещении одного из листов шпона 102 с нижнезаднего конвейера 100 на нижнепередний конвейер 101 увеличивается расстояние между листами шпона 102.
Недостатком известного способа является то, что при перемещении одного из листов шпона 102 с нижнезаднего конвейера 100 на нижнепередний конвейер 101 часть листа шпона 102, уже перешедшая к нижнепереднему конвейеру 101 с более высокой ходовой скоростью, притягивает к себе часть листа шпона 102, еще находящуюся на нижнезаднем конвейере 100. В результате это часто вызывает проблемы разрыва упомянутого листа шпона и т.д., если в качестве листа шпона используется материал со слабой прочностью на растяжение и направление его волокон пересекается с направлением подачи листов на конвейере.
Кроме того, в известном устройстве, упомянутом выше, установлен верхний конвейер 103 с ходовой скоростью v12 более быстрой, чем нижнепередний конвейер 101 с ходовой скоростью v11. При этом в месте, отдаленном вверх на расстояние большее, чем толщина листа шпона 102, от упомянутого нижнепереднего конвейера 101, расположен упомянутый верхний конвейер 103 так, чтобы его транспортный участок частично совпал с транспортным участком нижнепереднего конвейера 101.
Нижнепередний конвейер 101 снабжен воздуховыпускным устройством 104 с возможностью постоянного выпуска воздуха вверх на транспортный участок верхнего конвейера 103, частично совпадающий с транспортным участком упомянутого нижне-переднего конвейера.
На фиг.28 деталь 105 представляет собой амортизатор-стопор, предназначенный для остановки листов шпона 102, транспортируемых на верхнем конвейере 103, а также деталь 106 - стол для стопоукладки листов шпона 102, падающих после их столкновения с амортизатором-стопором 105.
Когда в такой системе, как представлено выше, лист шпона 102, транспортируемый на нижне-переднем конвейере 101, вступает в зону упомянутых совпадающих транспортных участков, то лист шпона 102 прижимается к верхнему конвейеру 103 воздухом из воздуховыпускного устройства 104.
При этом лист шпона 102 транспортируется в левую сторону за счет силы трения со стороны верхнего конвейера 103 со скоростью v12. И после прохождения листа шпона 102 над воздуховыпускным устройством 104 воздух не оказывает воздействие на упомянутый лист шпона 102. Лист шпона 102, перемещаясь налево, падает и сталкивается с амортизатором-стопором 105, что препятствует его перемещению, и наконец укладывается на стол для стопоукладки листов шпона 106.
Однако, когда лист шпона 102, транспортируемый на нижне-переднем конвейере 101, подвергается воздействию воздуха из воздуховыпускного устройства 104, то прежде всего только крайняя часть листа шпона 102а на передней стороне в направлении транспортировки, как показано на фиг.28, поднимается вверх и прижимается к верхнему конвейеру 103, вследствие чего часть листа шпона 102а, прижимаясь к верхнему конвейеру 103, транспортируется со скоростью v12, в то время как остальная часть листа шпона 102а на нижнепереднем конвейере 101 транспортируется со скоростью v11.
В результате лист шпона 102а подвергается воздействию притягивающей силы, что может привести к его разрыву, если в качестве листа шпона применяется древесный материал со слабой прочностью на растяжение.
При ситуации с листом шпона 102а, представленной на фиг.28, образуется наклонная часть упомянутого листа шпона, не прикасающаяся как к нижнепереднему конвейеру 101, так и к верхнему конвейеру 103. Вес упомянутой наклонной части оказывает влияние на часть листа шпона, прикасающуюся к верхнему конвейеру 103, то есть воздействие на нее притягивающей силы, что может вызвать такие же проблемы, как указано выше.
Технической задачей предлагаемого изобретения является обеспечение целости листа шпона без разрыва при его перемещении с одного транспортера на другой транспортер.
Решение поставленной задачи в заявляемом изобретении достигается тем, что при перемещении с одного транспортера к другому лист шпона, транспортируемый на одном транспортере, перемещают сразу и полностью к другому транспортеру. Лист шпона, перешедший с одного транспортера к другому, подвергается воздействию силы трения со стороны упомянутого другого транспортера, но сила трения влияет на всю поверхность листа шпона, благодаря чему не возникает притягивающая сила, и в результате упомянутый лист шпона не разрывается. Более того, при перемещении листа шпона с одного транспортера к другому упомянутый лист шпона перемещается вверх почти параллельно направлению присасывания, что не приводит к образованию наклонной части листа шпона, в результате чего упомянутый лист шпона не разрывается.
Теперь поясним примеры реализации изобретения с чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид сбоку разреза конвейерного комплекса на первом
примере реализации.
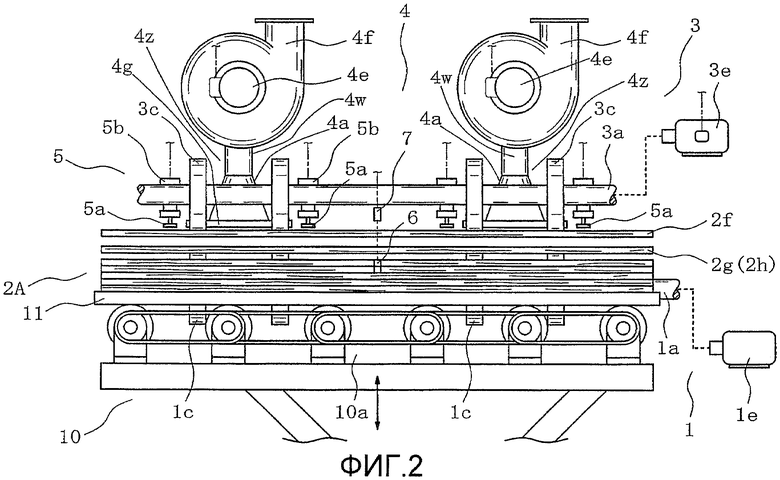
Фиг.2 - вид сзади на правой стороне конвейерного комплекса,
показанного на фиг.1.
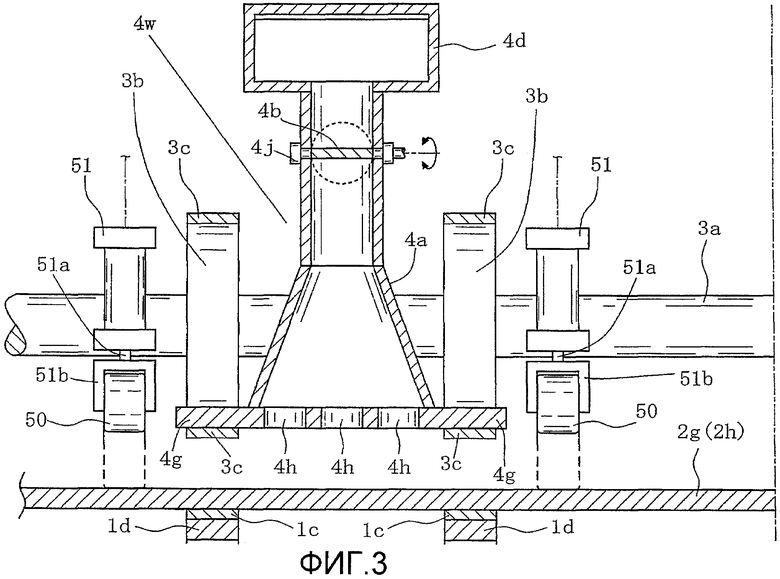
Фиг.3 - вид разреза конвейерного комплекса по линии со стрелками Y-Y, указанной на фиг.1.
Фиг.4 - технологическая схема действий конвейерного комплекса на первом примере реализации.
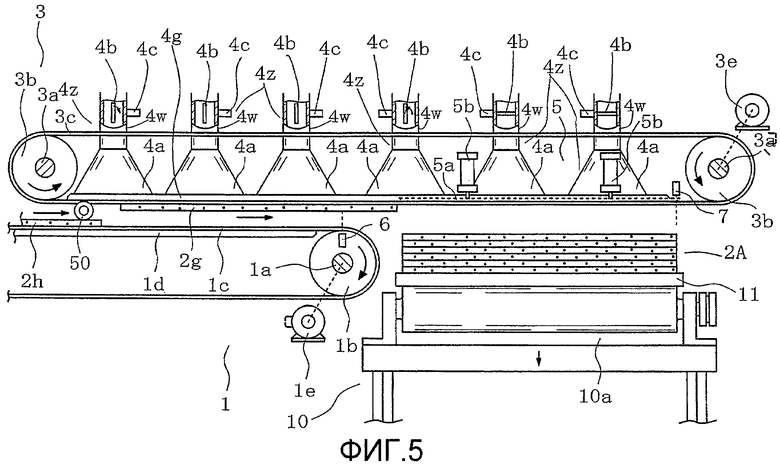
Фиг.5 - технологическая схема действий конвейерного комплекса на первом примере реализации.
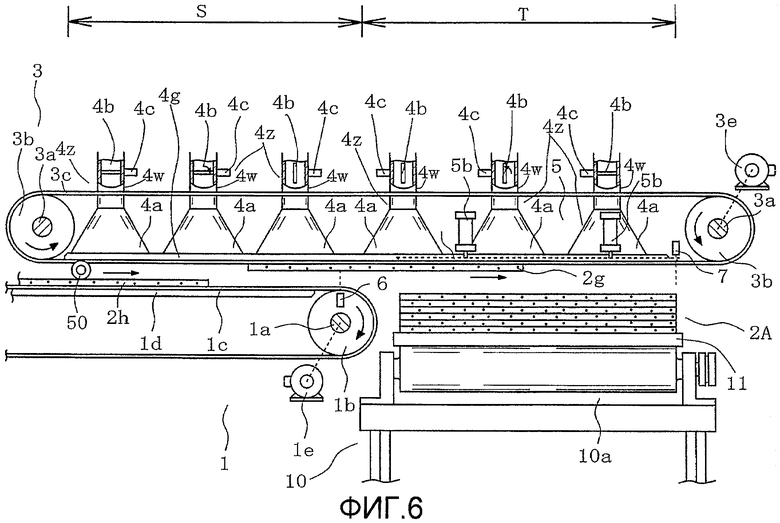
Фиг.6 - технологическая схема действий конвейерного комплекса на первом примере реализации.
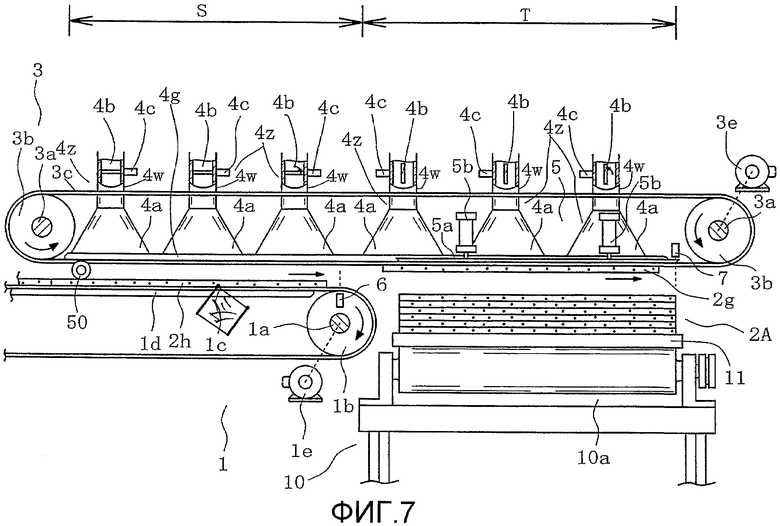
Фиг.7 - технологическая схема действий конвейерного комплекса на первом примере реализации.
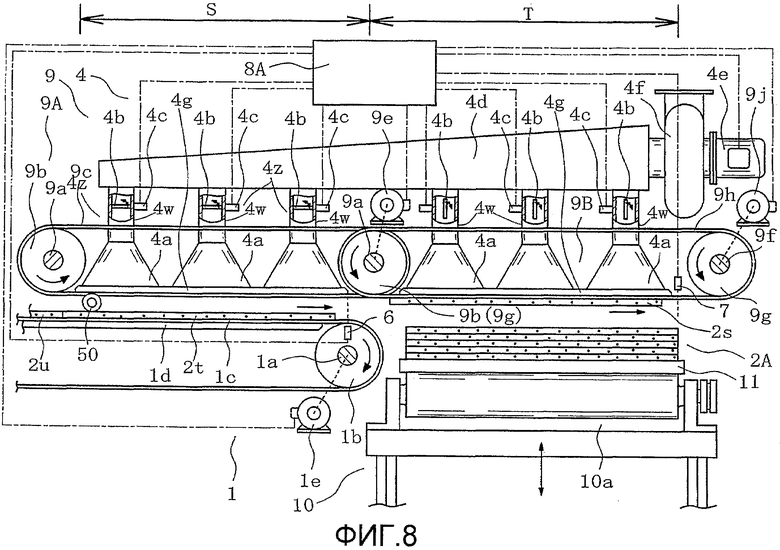
Фиг.8 - вид сбоку разреза конвейерного комплекса на втором примере реализации.
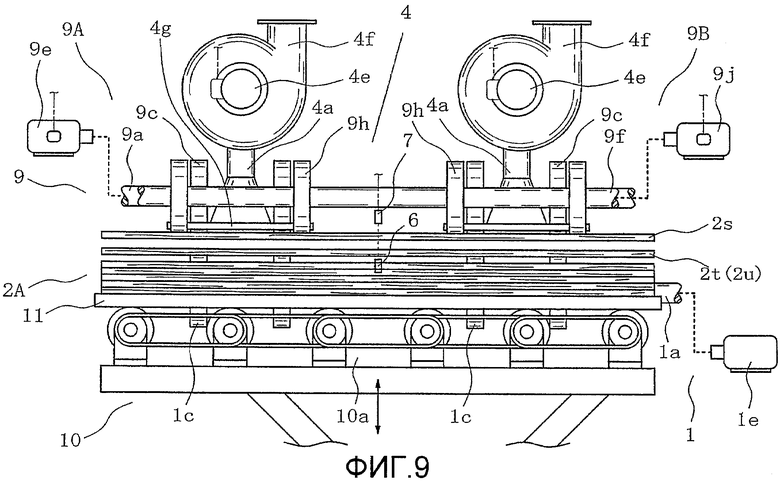
Фиг.9 - вид сзади на правой стороне конвейерного комплекса, показанного на фиг.8.
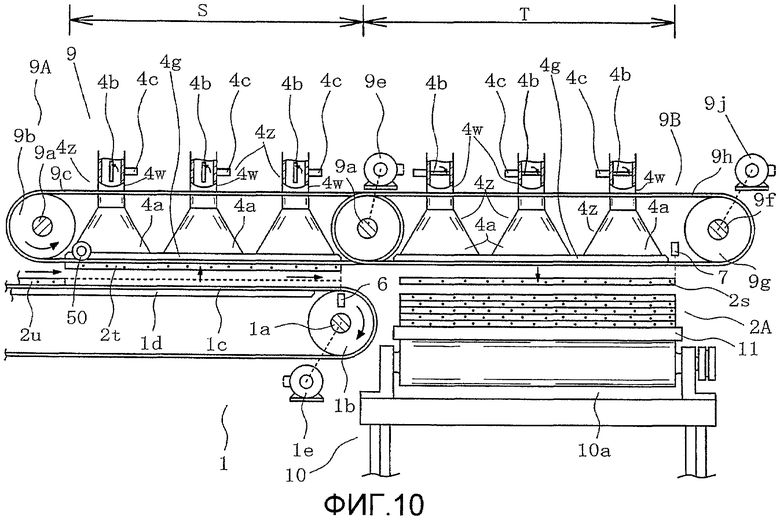
Фиг.10 - технологическая схема действий конвейерного комплекса на втором примере реализации.
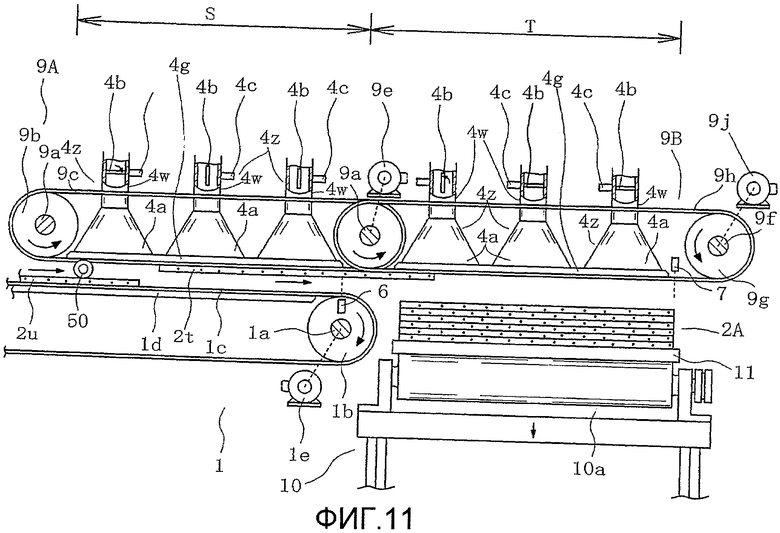
Фиг.11 - технологическая схема действий конвейерного комплекса на втором примере реализации.
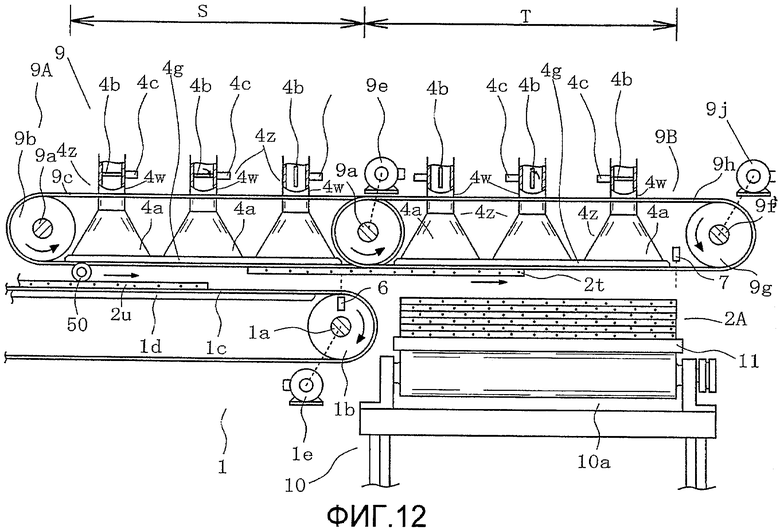
Фиг.12 - технологическая схема действий конвейерного комплекса на втором примере реализации.
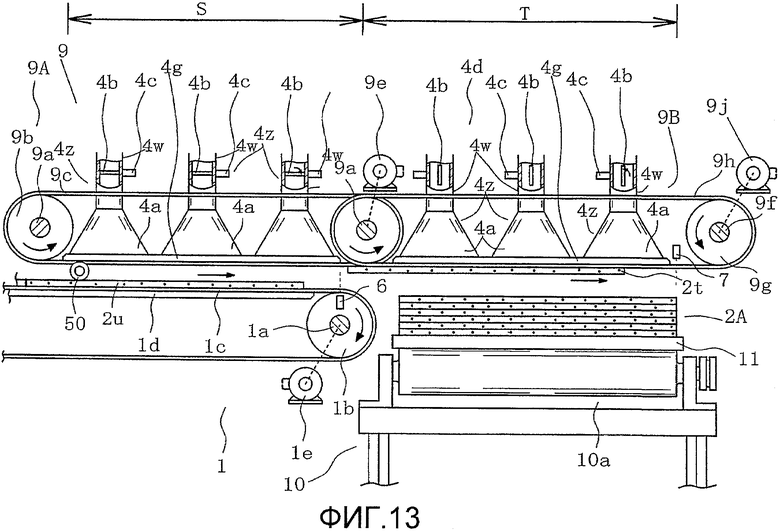
Фиг.13 - технологическая схема действий конвейерного комплекса на втором примере реализации.
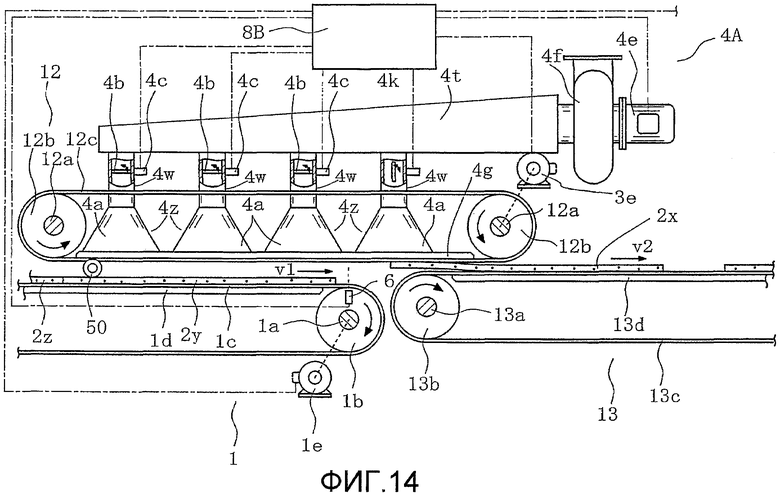
Фиг.14 - вид сбоку разреза конвейерного комплекса на третьем примере реализации.
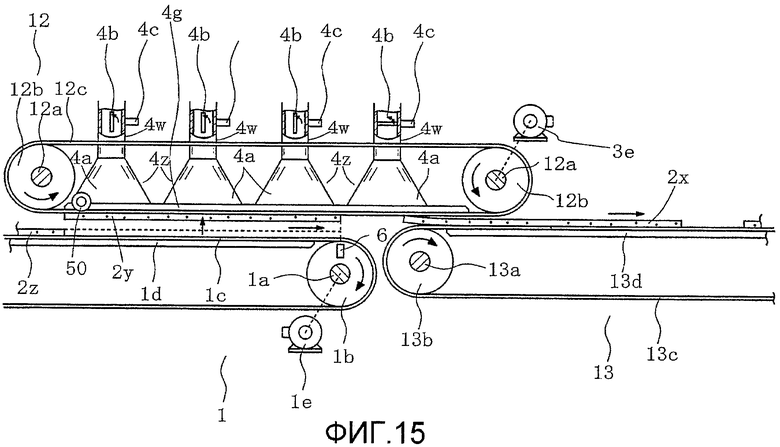
Фиг.15 - технологическая схема действий конвейерного комплекса на третьем примере реализации.
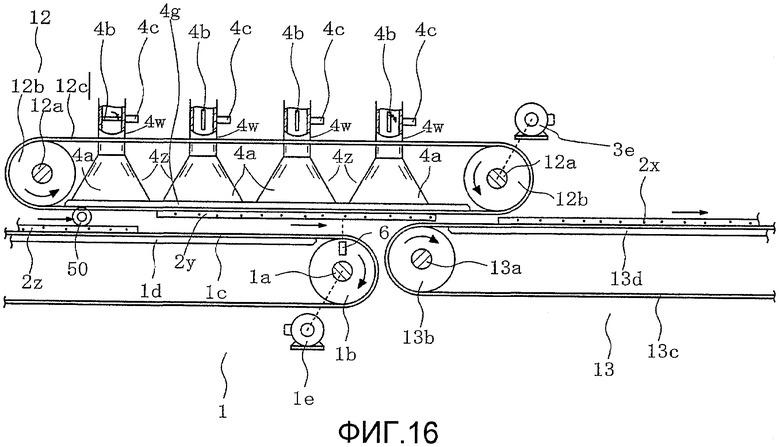
Фиг.16 - технологическая схема действий конвейерного комплекса на третьем примере реализации.
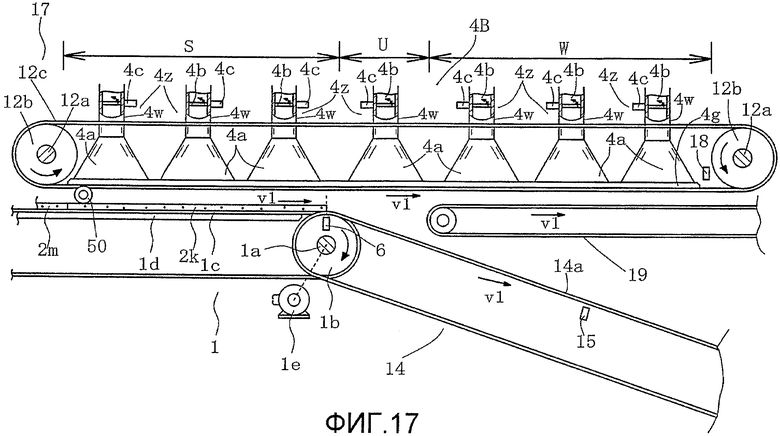
Фиг.17 - вид сбоку разреза конвейерного комплекса на четвертом примере реализации.
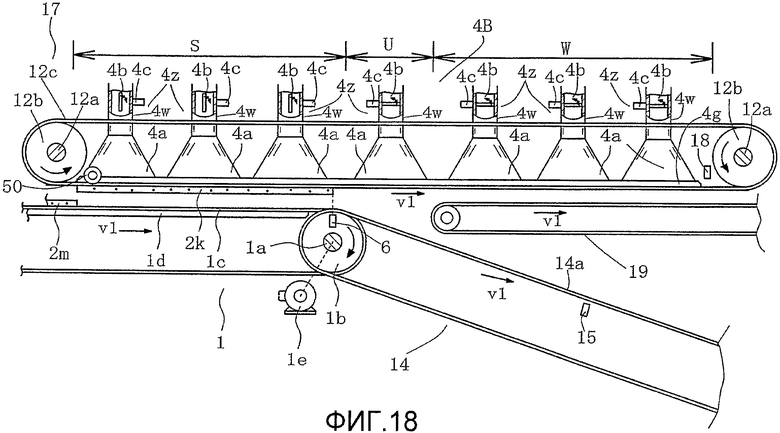
Фиг.18 - технологическая схема действий конвейерного комплекса на четвертом примере реализации.
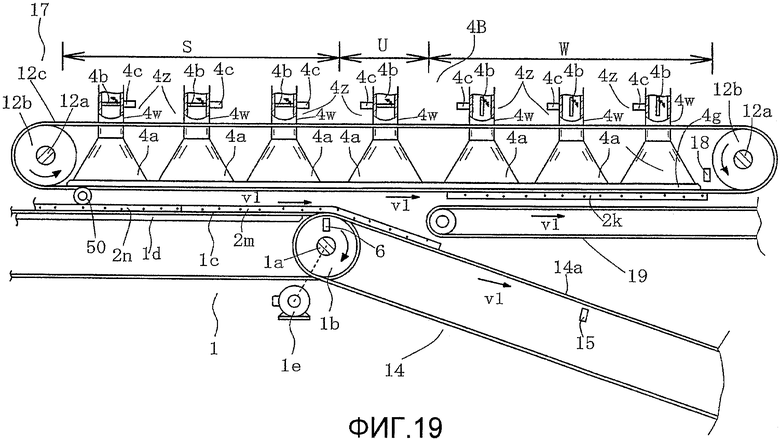
Фиг.19 - технологическая схема действий конвейерного комплекса на четвертом примере реализации.
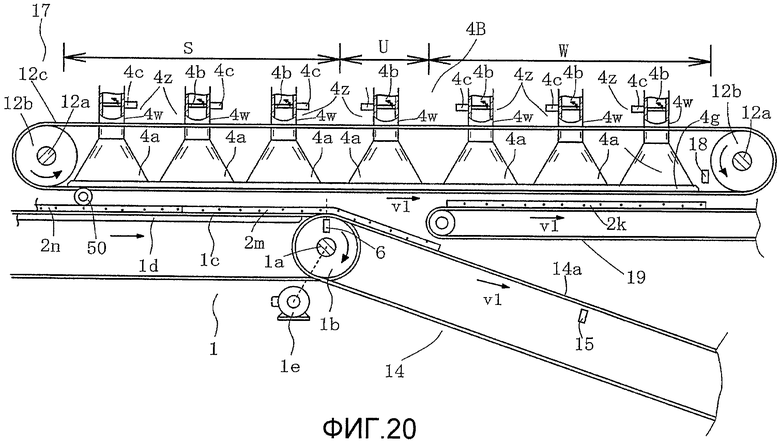
Фиг.20 - технологическая схема действий конвейерного комплекса на четвертом примере реализации.
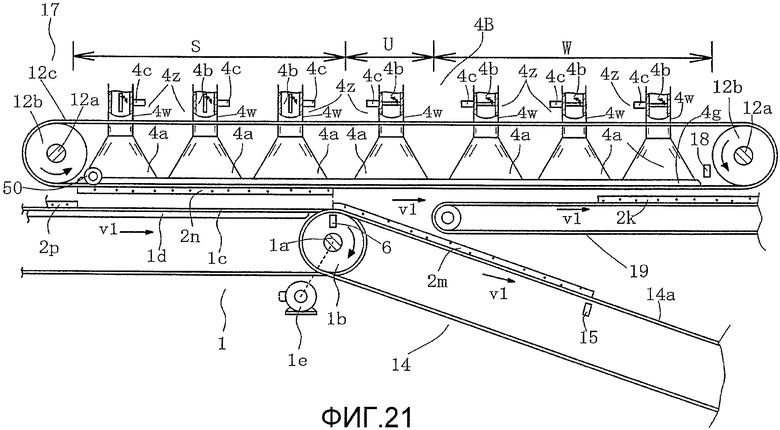
Фиг.21 - технологическая схема действий конвейерного комплекса на четвертом примере реализации.
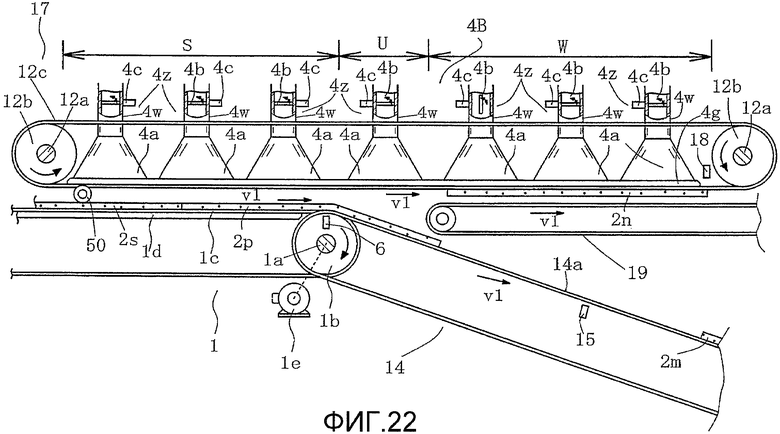
Фиг.22 - технологическая схема действий конвейерного комплекса на четвертом примере реализации.
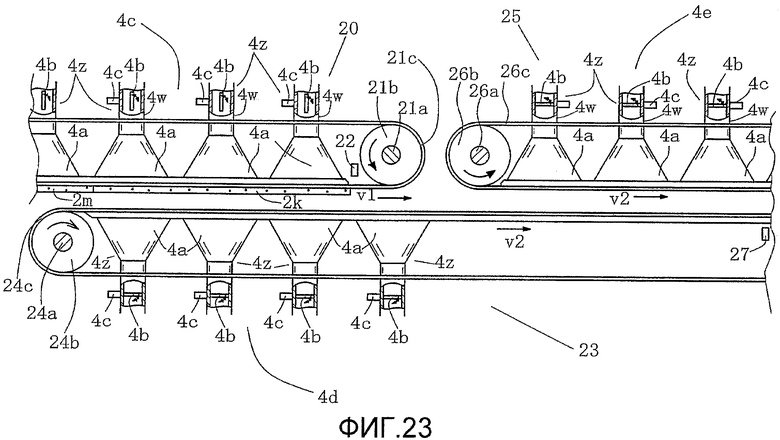
Фиг.23 - вид сбоку разреза конвейерного комплекса на пятом примере реализации.
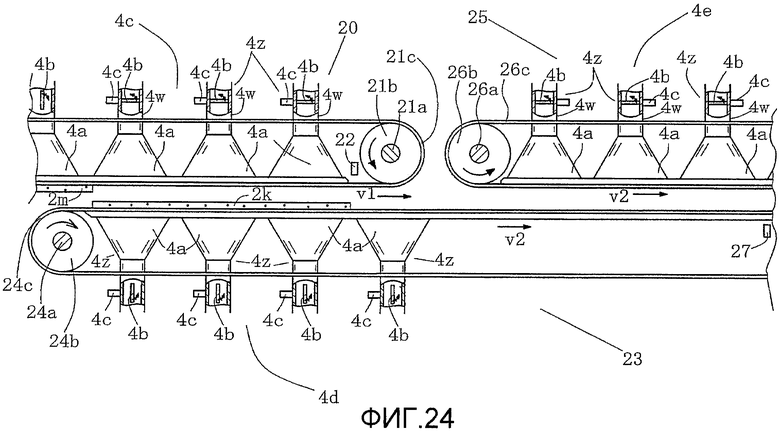
Фиг.24 - технологическая схема действий конвейерного комплекса на пятом примере реализации.
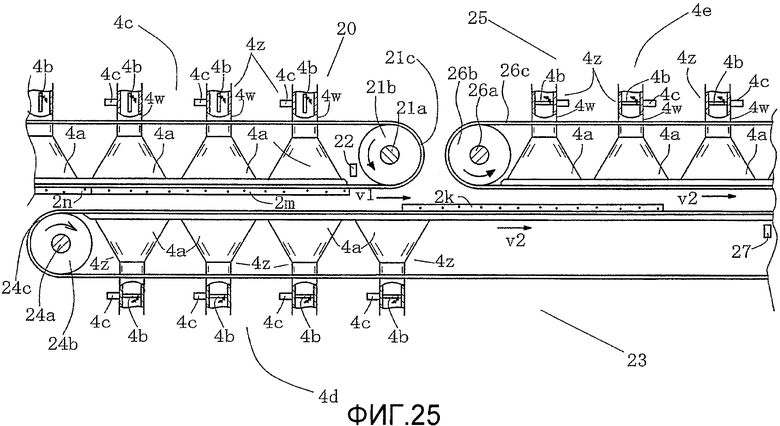
Фиг.25 - технологическая схема действий конвейерного комплекса на пятом примере реализации.
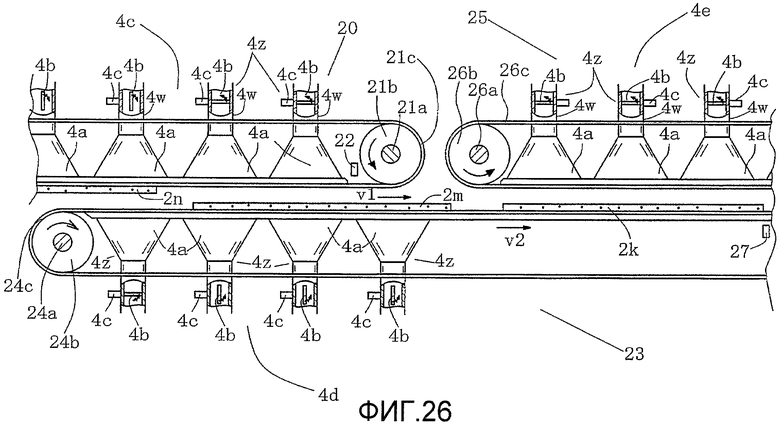
Фиг.26 - технологическая схема действий конвейерного комплекса на пятом примере реализации.
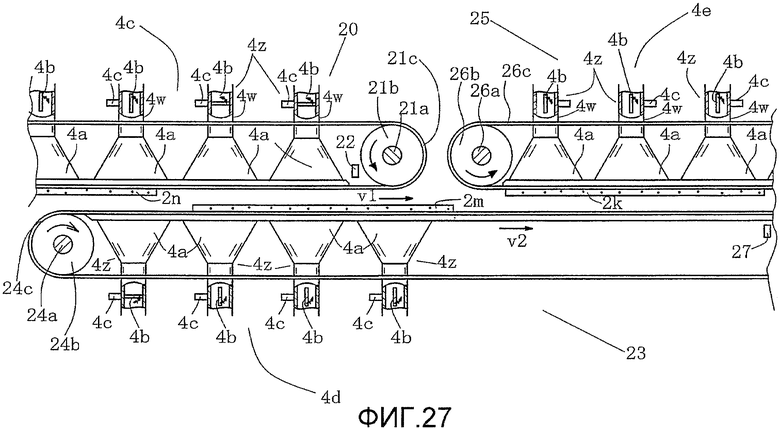
Фиг.27 - технологическая схема действий конвейерного комплекса на пятом примере реализации.
Фиг.28 - технологическая схема действий известного конвейерного комплекса.
Объяснение обозначений
1: Первый нижний конвейер
2А: Группа листов шпона, уложенных в стопу
2f, 2g, 2h, 2k, 2m и 2n: Листы шпона
3: Первый верхний конвейер
4: Первая группа конусообразных присосов
4a и 4b: Присосы
5: Механизм для принудительного выпадения листа шпона
6 и 7: Первый и второй датчики обнаружения листа шпона
8, 8А и 8В: Щит управления
10: Стол для укладки в стопу листов шпона
11: Подстилка для укладки листов шпона
12: Третий верхний конвейер
13: Конвейер
Сначала поясним первый пример реализации конвейерного комплекса в соответствии с заявляемым изобретением. Задача первого примера реализации заключается в том, чтобы почти без воздействия притягивающей силы, направленной в сторону транспортировки листов шпона, переместить их в вертикальном направлении, пересекающемся с направлением транспортировки для первой конвейерной системы, с первой конвейерной системы ко второй конвейерной системе, при этом увеличить расстояние между ними, расположенными плотно в соседстве друг с другом, используя различные ходовые скорости между обеими конвейерными системами.
Согласно первому примеру реализации перемещают лист шпона, транспортируемый на первой конвейерной системе, в вертикальном направлении, пересекающемся с направлением транспортировки для первой конвейерной системы, ко второй конвейерной системе, почти не оказывая воздействия притягивающей силы на упомянутый лист шпона в направлении транспортировки. Вместе с тем путем обеспечения различных скоростей транспортировки между первой и второй конвейерными системами увеличивают расстояние между листами шпона, расположенными плотно в соседстве друг с другом в направлении транспортировки и транспортируемыми на первой конвейерной системе.
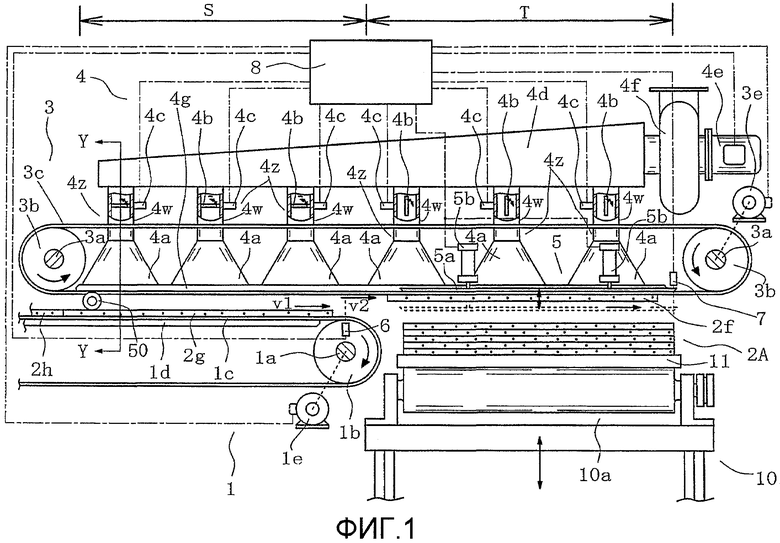
Фиг.1 представляет собой схему разреза конвейерного комплекса для транспортировки листов шпона, фиг.2 - вид сзади на правой стороне конвейерного комплекса, показанного на фиг.1, фиг.3 - увеличенную схему разреза по линии со стрелками Y-Y, указанной на фиг.1, фиг.4 и 7 - схему действий конвейерного комплекса, показанного на фиг.1-3.
Ссылочная позиция 1 на фиг.1 представляет собой первый нижний конвейер, входящий в состав первой конвейерной системы и состоящий из валов вращения 1а, барабанов ленточной передачи 1b, транспортных лент непрерывного хода 1с со скоростью v1, опорных рельсов для транспортных лент 1d, электродвигателя с соответствующей мощностью 1е и др. При этом в принципе можно использовать одну или несколько транспортных лент.
Ссылочная позиция 3 представляет собой первый верхний конвейер, входящий в состав второй конвейерной системы и расположенный над передней стороной транспортного участка первого нижнего конвейера 1, указанного выше. Первый верхний конвейер 3 располагают так, что часть его транспортного участка, равная, по крайней мере, длине листа шпона в направлении транспортировки, совпадает с частью транспортного участка первого нижнего конвейера 1.
А также обеспечивают вертикальное расстояние между упомянутым верхним конвейером 3 и первым нижним конвейером 1 более широкое, чем толщина упомянутого листа шпона.
При этом для облегчения понимания пространство, где часть транспортного участка первого верхнего конвейера 3 совпадает с частью транспортного участка первого нижнего конвейера 1, называют зоной S, а остальную часть - зоной Т.
Первый верхний конвейер 3 состоит из двух валов вращения 3а, отдаленных на определенное расстояние друг от друга в направлении транспортировки, двух барабанов ленточной передачи 3b, двух транспортных лент 3с, установленных на оба барабана ленточной передачи 3b, электродвигателя 3е с возможностью приведения в движение одного из двух валов вращения 3а, и др.
Две транспортные ленты 3с приводят постоянно в движение с более высокой скоростью транспортировки v2, чем скорость v1.
Ссылочная позиция 4 на упомянутом чертеже представляет собой первую группу конусообразных присосов 4z, состоящих каждый из нескольких деталей, указанных ниже, и расположенную в обеих зонах S и Т на первом верхнем конвейере 3.
Как показано на фиг.1, соединительную трубу 4d, диаметр которой сужается постепенно в заднюю сторону транспортного участка первого верхнего конвейера 3, присоединяют почти горизонтально к вакуумному устройству с многолопастным вентилятором непрерывного вращения 4f от электродвигателя 4e. Под соединительную трубу 4d устанавливают несколько присосов 4z, то есть три присоса из них в зоне S и остальные три присоса в зоне Т примерно на равных расстояниях друг от друга в направлении транспортировки.
Каждый присос 4z состоит из соединительной части цилиндрической формы 4w, соединенной с соединительной трубой 4d, и присасывающей головки 4а, конусообразно расширенной в нижнюю сторону и присоединенной к нижнему концу соединительной части 4w. Взаиморасположение соединительной трубы 4d, соединительных частей 4w, присасывающих головок 4а и других деталей показано в увеличенном виде на фиг.3.
На нижней крайней стороне каждой присасывающей головки 4а располагают в рассеянном виде впускные отверстия соответствующей формы 4h, служащие для впуска воздуха, а также - направляющие выступы 4g в обоих концах левой и правой сторон в направлении, пересекающемся прямо с упомянутым направлением транспортировки так, как показано на фиг.3.
В каждой соединительной части 4w устанавливают опорную ось 4j, позволяющую вращать заслонку круглого сечения 4b с возможностью впуска и останова воздуха из впускных отверстий 4h под действием пневматического цилиндра 4с, передающего поступательно-вращательное движение, как показано стрелками на фиг.3.
Транспортные ленты 3с располагают так, чтобы на участке между обоими барабанами ленточной передачи 3b они передвигались в направлении транспортировки, указанном выше, почти вдоль направляющих выступов 4g, как показано на фиг.3.
Как упомянуто далее, вакуумное устройство 4f обладает емкостью с возможностью снижения давления в соединительной трубе 4d в целях обеспечения условий, необходимых для присасывания и поддерживания листа шпона каждой присасывающей головкой 4а.
Три присоса 4z располагают так, что общая длина участка, где их располагают, почти соответствует длине каждого листа шпона в направлении транспортировки, как упомянуто далее.
Ссылочная позиция 5 на фиг.1 представляет собой механизм для принудительного выпадения листа шпона, расположенный на первом верхнем конвейере 3 в зоне Т. Механизм для принудительного выпадения листа шпона 5 состоит из четырех толкающих пластин 5а, расположенных параллельно направлению транспортировки листа шпона, пневматических цилиндров 5b с возможностью поступательно-возвратного перемещения (опускания и подъема) упомянутых толкающих пластин 5а и др.
Четыре толкающие пластины 5а под действием пневматических цилиндров 5b спускают вниз до положения, указанного пунктирной линей на фиг.1, для того чтобы вытолкнуть вниз укладываемый в стопу лист шпона от положения, указанного на фиг.1, до положения, близкого к самому верхнему листу в стопе листов шпона, уложенных на подстилку для укладки листов шпона 11, упомянутую далее. Затем поднимают вверх их до исходного положения, указанного сплошной линией на фиг.1.
Пневматические цилиндры 5b приводят в действие каждый раз при транспортировке листа шпона (2f, 2g, 2h и др.) в пространство над столом для укладки в стопу листов шпона 10, как упомянуто далее. При этом путем выталкивания вниз листа шпона (2f, 2g, 2h и др.) с помощью упомянутых пневматических цилиндров моментально отделяют его от верхнего конвейера №1 и в порядке очереди укладывают в стопу на подстилку для укладки в стопу листов шпона 11, расположенную на столе для укладки в стопу листов шпона 10.
Ссылочная позиция 6 на фиг.1 представляет собой первый датчик обнаружения листа шпона с фотоэлементом отражательного типа, установленный на передней стороне транспортного участка нижнего конвейера 1 в зоне S. При этом упомянутый датчик обнаруживает один лист шпона в целом, транспортируемый в зону S, и выдает сигнал обнаружения листа шпона к щиту управления 8, упомянутому далее.
Ссылочная позиция 7 на фиг.1 представляет собой второй датчик обнаружения листа шпона с фотоэлементом отражательного типа, установленный на передней стороне транспортного участка первого верхнего конвейера 3 в зоне Т. При этом упомянутый датчик обнаруживает один лист шпона, транспортируемый в пространство над столом для укладки в стопу листов шпона 10, и выдает сигнал обнаружения листа шпона к щиту управления 8, упомянутому далее.
Ссылочная позиция 50 представляет собой ведомые ролики, показанные частично на фиг.1, с возможностью свободного вращения. Как показано на фиг.3, упомянутые ролики устанавливают через подшипники в держатели 51b, расположенные в концах поршневых штоков 51а для пневматических цилиндров 51, прикрепленных к основаниям (не представленным на упомянутом чертеже).
Как упомянуто далее, ролики 50 выполнены с возможностью свободного поступательно-возвратного перемещения и останова под действием пневматических цилиндров 51 на участке между положением их подъема, не прикасающимся к листу шпона при его прижимании к транспортным лентам 3с на первом верхнем конвейере 3, как показано сплошной линией на фиг.3, и положением их опускания, прикасающимся к верхней поверхности листа шпона, транспортируемого на первом нижнем конвейере 1, как показано сплошной линией на фиг.1.
Ссылочная позиция 8 на фиг.1 представляет собой щит управления со схемой задержки, предназначенный для управления действиями упомянутых рабочих деталей при получении упомянутого сигнала обнаружения листа шпона, как упомянуто далее.
Упомянутый первый нижний конвейер 1 постоянно работает от электродвигателя 1е, а первый верхний конвейер 3 - от электродвигателя 3е. При этом оба конвейера действуют с упомянутыми различными ходовыми скоростями в направлениях, показанных стрелками на чертежах.
Ссылочная позиция 10 представляет собой стол для укладки в стопу листов шпона, транспортируемых на конвейерном комплексе, выполненном в соответствии с предлагаемым изобретением. Упомянутый стол располагают в пространстве под зоной Т для первого верхнего конвейера 3.
Ссылочная позиция 11 представляет собой подстилку для непосредственной укладки в стопу листов шпона, расположенную на выгрузном конвейере 10а, установленном на столе для укладки в стопу листов шпона 10.
Как упомянуто далее, стол для укладки в стопу листов шпона 10 выполнен с возможностью самоподъема и самоопускания в направлении, указанном стрелкой на фиг.1, по сигналам управления с упомянутого общеизвестного щита управления (не показано) для того, чтобы постоянно поддерживать на почти определенной высоте уровень самого верхнего листа шпона на стопе группы листов шпона 2А при их последовательной укладке на подстилку 11 так, как упомянуто далее.
Конвейерный комплекс, приведенный в первом примере реализации изобретения, состоит из вышеуказанных деталей. Теперь объясним последовательность действий отдельных деталей и перемещений листов шпонов, находящихся каждый в заданных положениях, указанных сплошными линиями на фиг.1.
При этом диски заслонок круглого сечения 4b в трех присосах, расположенных в зоне Т, направлены в вертикальную сторону и находятся в открытом положении, за счет чего лист шпона 2f присасывается и прижимается к транспортным лентам 3с. Затем он транспортируется под действием силы трения со стороны транспортных лент 3с в направлении стрелки, прямо пересекающемся с направлением волокон листа шпона. А диски заслонки круглого сечения 4b в трех присосах 4z, расположенных в зоне S, направлены в горизонтальную сторону и находятся в закрытом положении, при этом лист шпона не присасывается.
На первом нижнем конвейере 1 листы шпона 2g, 2h и др., имеющие одинаковую длину в направлении транспортировки и расположенные на очень близком расстоянии друг от друга, таком, что почти нет зазоров между ними, транспортируются в направлении, пересекающемся прямо с направлением их волокон.
Когда из упомянутого выше состояния лист шпона 2f еще подается и доходит до верхнего пространства над столом для укладки в стопу листов шпона 10, то его крайняя часть, находящаяся на передней стороне в направлении транспортировки, обнаруживается вторым датчиком для обнаружения листа шпона 7.
При этом второй датчик для обнаружения листа шпона 7 выдает сигнал обнаружения щиту управления 8, и щит управления 8 после получения этого сигнала выдает упомянутые ниже сигналы для приведения в действие отдельных рабочих деталей. Так, сигналы со щита управления приводят в действие соответствующие пневматические цилиндры 4с с тем, чтобы сразу повернуть все заслонки круглого сечения 4b в присосах 4z, расположенных в зоне Т, в сторону их закрытия. Вместе с тем они приводят в действие пневматические цилиндры 5b, сопряженные с механизмом для принудительного выпадения листа шпона 5.
В результате, как показано на фиг.4, лист шпона 2f под действием собственного веса и толкающей вниз силы со стороны толкающих пластин 5а выпадает на группу листов шпона 2А, уже уложенных в стопу на подстилке для укладки в стопу листов шпона 11.
А толкающие пластины 5а после их опускания вниз быстро поднимаются вверх и возвращаются в исходные положения, указанные сплошной линией на фиг.1, под действием пневматических цилиндров 5b.
Пока лист шпона 2f, как упомянуто выше, выпадает на группу листов шпона 2А и укладывается в стопу, движение последующего листа шпона 2g управляется в нижеследующем порядке.
Из положения, показанного на фиг.1, лист шпона 2g транспортируется на первом нижнем конвейере 1 с ходовой скоростью v1 до конца зоны S и его крайняя часть на передней стороне в направлении транспортировки обнаруживается первым датчиком для обнаружения листа шпона 6. При этом первый датчик для обнаружения листа шпона 6 выдает сигнал обнаружения щиту управления 8, и щит управления 8 после получения упомянутого сигнала выдает сигналы для приведения в действие отдельных рабочих деталей.
Так, сигналы со щита управления 8 приводят в действие соответствующие пневматические цилиндры 4с с тем, чтобы сразу повернуть все заслонки круглого сечения 4b в присосах 4z, расположенных в зоне S, в сторону их открытия в целях начала присасывающей работы. Вместе с тем они приводят в движение вверх пневматические цилиндры 51 в целях подъема вверх роликов 50, находящихся в нижних положениях.
При этом лист шпона 2g сразу присасывается и поднимается в сторону первого верхнего конвейера 3, в результате чего прижимается к первому верхнему конвейеру 3. Перед прижиманием листа шпона 2g к упомянутому первому верхнему конвейеру 3 скорость его транспортировки в направлении поступательного перемещения составляет v1, тогда как скорость транспортировки на первом верхнем конвейере 3 составляет v2. Вследствие этого ход листа шпона 2g под действием силы трения, направленной в сторону транспортировки, на верхнем конвейере 3 ускоряется, то есть лист шпона 2g на первом верхнем конвейере 3 сразу транспортируется с более высокой скоростью v2 в направлении, указанном стрелкой на фиг.4. При ускорении хода листа шпона 2g сила трения оказывает действие на его всю поверхность в целом в направлении транспортировки, благодаря чему притягивающая сила не влияет на упомянутый лист шпона. Поэтому нет возможности его разрыва.
В следующем процессе лист шпона 2g на первом верхнем конвейере перемещается к зоне Т.
Как упомянуто выше, щит управления 8 после получения сигнала с первого датчика обнаружения листа шпона 6 и определения положения перемещаемого листа шпона 2g выдает по истечении заданного времени через схему задержки, вмонтированную в упомянутый щит управлении, сигналы последовательно друг за другом для запуска пневматических цилиндров 4с.
Упомянутые пневматические цилиндры 4с после получения упомянутых сигналов поворачивают заслонки 4b, расположенные в присосах 4z, в сторону их открытия непосредственно перед вступлением крайней части листа шпона 2g, находящейся на передней стороне в направлении транспортировки, в зону Т.
Упомянутые все заслонки в трех присосах 4z в зоне Т открывают в порядке очереди, начиная с задней стороны в направлении транспортировки.
В результате, как показано на фиг.5, 6 и 7, лист шпона 2g, присасываясь и прижимаясь к первому верхнему конвейеру 3, транспортируется до пространства над столом для укладки в стопу листов шпона 10, затем выпадает и укладывается в стопу группы листов шпона 2А так же, как и лист шпона 2f.
А в зоне S щит управления 8 после получения сигнала с первого датчика обнаружения листа шпона 6 выдает через схему задержки, входящую в состав упомянутого щита управления, последовательно сигналы для приведения в действие рабочих деталей в таком порядке, как упомянуто ниже.
После окончания прохождения крайней части листа шпона 2g на задней стороне в направлении транспортировки под роликами 50 и, одновременно с тем, при вступлении крайней части транспортируемого на первом нижнем конвейере 1 последующего листа шпона 2h на передней стороне в направлении транспортировки в пространство под роликами 50 приводят пневматические цилиндры 51 в действие и тем самым перемещают вниз ролики 50 до заданных положений опускания.
В результате верхняя сторона листа шпона 2h прикасается к роликам 50 так, как показано на фиг.5.
Пока ролики 50 находятся в заданных положениях опускания после их перемещения вниз, присос 4z, расположенный на самой задней стороне транспортного участка в зоне S, еще продолжает присасывание, пытается присосать и поднять вверх лист шпона 2h, но подъем вверх листа шпона 2h невозможен из-за того, что ролики 50 нажимают лист шпона 2h, как упомянуто выше.
Кроме того, каждая заслонка круглого сечения 4b поворачивается в сторону закрытия по сигналам, передаваемым последовательно через схему задержки в щите управления 8, каждый раз после прохождения крайней части листа шпона 2g, находящейся на задней стороне в направлении транспортировки, через каждый присос 4z в зоне S.
Таким образом, только присос 4z через пространство, под которым в данный момент проходит лист шпона в зонах S и Т первого верхнего конвейера 3, функционирует, и это требуется по указанным ниже причинам.
Если присосы 4z, в пространства под которыми еще не приходят листы шпона, функционируют, то большой объем воздуха впускается через впускные отверстия 4h на присасывающих головках 4а. В результате давление в соединительной трубе 4d, находящейся под уменьшенным давлением, приближается к атмосферному давлению, что приводит к снижению присасывающей силы первой группы присосов 4, вследствие чего листы шпона падают вниз.
Когда последующий лист шпона 2h транспортируется на первом нижнем конвейере 1 и его крайняя часть на передней стороне в направлении транспортировки обнаруживается первым датчиком обнаружения листа шпона 6, то упомянутый лист шпона сразу присасывается, поднимается вверх и прижимается к первому верхнему конвейеру 3, сразу после чего транспортируется вперед со скоростью v2 на упомянутом конвейере 3 в таком же порядке, как и лист шпона 2g.
Если устанавливают ходовые скорости (v1 и v2) и момент запуска механизма для принудительного выпадения листа шпона 5 так, чтобы процесс выпадения листа шпона посредством упомянутого механизма 5 завершился в течение периода времени от начала транспортировки предыдущего листа шпона 2g на первом верхнем конвейере 3 с ходовой скоростью v2 до начала транспортировки последующего листа шпона 2h на первом верхнем конвейера 3 с ходовой скоростью v2, то в принципе можно без проблем обеспечить непрерывную укладку в стопу листов шпона.
При этом значение, полученное в результате умножения промежутка времени между началом транспортировки предыдущего листа шпона 2g и началом транспортировки последующего листа шпона 2h на разницу в скоростях транспортировки (v2-v1), является расстоянием между листами шпона 2g и 2h, транспортируемыми на первом верхнем конвейере 3, в направлении транспортировки.
Многократное повторение производственных процессов, упомянутых выше, позволяет осуществлять последовательную укладку в стопу многих листов шпона, которые располагаются почти вплотную друг с другом в направлении транспортировки и транспортируются на первом нижнем конвейере 1.
В упомянутом конвейерном комплексе каждый лист шпона, который транспортируется на первом нижнем конвейере 1 в направлении транспортировки, в порядке очереди сразу и полностью присасывается, поднимается вверх и прижимается к первому верхнему конвейеру 3.
То есть, при этом эффективно используется сила трения со стороны первого верхнего конвейера 3, воздействующая на один лист шпона в целом, транспортируемый со скоростью v1.
Благодаря этому притягивающая сила почти не воздействует на лист шпона в направлении транспортировки, что не приводит к их разрыву и повреждению, но позволяет увеличить расстояние между листами шпона в направлении транспортировки.
Теперь приведем второй пример реализации конвейерного комплекса в соответствии с заявляемым изобретением. Задача второго примера реализации вполне соответствует задаче первого примера реализации.
На фиг.8 показан вид разреза сбоку конвейерного комплекса, а на фиг.9 показан вид сзади на правой стороне конвейерного комплекса, показанного на фиг.8.
В отличие от первого примера реализации, когда используется первый верхний конвейер 3, состоящий из цельных транспортных лент 3с, перемещаемых на участке между зонами S и Т, во втором примере реализации используется вторая верхняя конвейерная система 9, состоящая из транспортных лент 9с и 9h, работающих каждая отдельно друг от друга в зонах S и Т. При этом не используется механизм для принудительного выпадения листа шпона 5, приведенный в первом примере реализации.
Теперь объясним подробности рабочих процессов, упомянутых выше.
Деталь, обозначенная позицией 9 на фиг.8, представляет собой вторую верхнюю конвейерную систему, состоящую из второго верхнего конвейера 9А, расположенного на задней стороне в направлении транспортировки листа шпона (далее именуется - второй верхний конвейер на задней стороне 9А) и второго верхнего конвейера 9В, расположенного на передней стороне в направлении транспортировки листа шпона (далее именуется - второй верхний конвейер на передней стороне 9В).
Второй верхний конвейер на задней стороне 9А состоит из валов вращения 9а, барабанов ленточной передачи 9b, транспортных лент 9с, электродвигателя 9е с необходимой мощностью и др.
Транспортный участок второго верхнего конвейера на задней стороне 9А в направлении транспортировки листа шпона совпадает с частью транспортного участка первого нижнего конвейера 1, приведенного в первом примере реализации и расположенного на передней стороне в направлении транспортировки (далее зона совпадающих транспортных участков именуется зоной S, как и в первом примере реализации). При этом часть транспортного участка, упомянутая выше, равна длине листа шпона в направлении транспортировки, а расстояние в вертикальном направлении между обоими конвейерами больше, чем толщина листа шпона.
Второй верхний конвейер на задней стороне 9А постоянно движется вперед в направлении, указанном стрелкой на фиг.8, с ходовой скоростью v2 быстрее, чем первый нижний конвейер 1 с ходовой скоростью v1.
Второй верхний конвейер на передней стороне 9В, состоящий из валов вращения 9f, барабанов ленточной передачи 9g, транспортных лент 9h, электродвигателя с возможностью свободного пуска и останова 9j и др., служит для транспортировки листа шпона на участке над столом для укладки в стопу листов шпонов 10. (Далее именуется зоной Т, как и на примере реализации 1).
Второй верхний конвейер на передней стороне 9В выполнен с возможностью свободного движения вперед и останова с ходовой скоростью, равной v2, по рабочим сигналам со щита управления 8А, упомянутого ниже.
При этом устанавливают барабан ленточной передачи 9g для второго верхнего конвейера на передней стороне 9В на один из двух валов вращения 9а, расположенный на передней стороне транспортного участка так, чтобы упомянутый барабан свободно вращался относительно упомянутого вала вращения 9а.
Кроме того, за исключением упомянутого механизма для принудительного выпадения листа шпона 5 во втором примере реализации тоже устанавливают первую группу присосов 4, ролики 50 с возможностью свободного подъема и опускания и др., как и в первом примере реализации. А также устанавливают щит управления 8А, который после получения сигналов обнаружения с первого датчика обнаружения листа шпона 6 и второго датчика обнаружения листа шпона 7 управляет действиями отдельных рабочих деталей так, как упомянуто ниже.
Во втором примере реализации компоновка конвейерного комплекса такова, как упомянуто выше. Теперь объясним в порядке очереди ряд действий и движений отдельных рабочих деталей и листов шпона, расположенных в таком положении, как показано сплошной линией на фиг.8.
В упомянутой ситуации заслонки 4b в трех присосах 4z, расположенных в зоне Т, то есть на передней стороне транспортного участка, находятся в открытом положении, и лист шпона 2s, поддерживаясь присосами, подается на транспортных лентах 3с. А заслонки 4b в трех присосах 4z, расположенных в зоне S, находятся в закрытом положении. В то же время последующие листы шпона одинаковой формы, расположенные на первом нижнем конвейере 1 таким же образом, как представлено в первом примере реализации, подаются вперед.
Из такого положения, как показано на фиг.8, лист шпона 2s, направление волокон которого пересекается прямо с направлением транспортировки, посредством второй верхней конвейерной системы 9 подается в пространство над столом для укладки в стопу листов шпона 10, затем его крайняя часть на передней стороне транспортировки обнаруживается вторым датчиком обнаружения листа шпона 7.
В этот момент второй датчик обнаружения листа шпона 7 выдает сигнал обнаружения к щиту управления 8А, который после получения упомянутого сигнала выдает соответствующие сигналы для того, чтобы отдельные рабочие детали начали действовать так, как упомянуто ниже.
Сначала выключают электродвигатель 9j и тем самым останавливают работу второго верхнего конвейера на задней стороне 9В. Затем пневматические цилиндры 4с приводят в действие с тем, чтобы сразу повернуть заслонки 4b в трех присосах 4z, расположенных в зоне Т, в сторону закрытия в целях прекращения присасывающей работы упомянутых присосов 4z.
В результате, как показано на фиг.10, лист шпона 2s падает вниз под влиянием собственного веса и укладывается на группу листов шпона 2А, уложенных в стопу над подстилкой для укладки в стопу листов 11.
Пока лист шпона 2s падает вниз и укладывается на группу листов шпона 2A таким образом, как упомянуто выше, движение последующего листа шпона 2t управляется в порядке, указанном ниже.
При этом, как показано на фиг.8, последующие листы шпона (2t, 2u и др.) одинаковой формы, такие как на первом примере реализации, на первом нижнем конвейере 1 с ходовой скоростью v1, последовательно подаются вперед.
И лист шпона 2t из них перемещается в зону S, затем его крайняя часть на передней стороне транспортировки обнаруживается первым датчиком обнаружения листа шпона 6. В этот момент первый датчик обнаружения листа шпона 6 выдает сигнал обнаружения щиту управления 8А, который после получения упомянутого сигнала выдает соответствующие сигналы для запуска отдельных рабочих деталей так, как и на первом примере реализации.
Как представлено в первом примере реализации, в результате этого целый лист шпона 2t из первого нижнего конвейера 1 сразу и полностью присасывается, поднимается вверх и прижимается ко второму верхнему конвейеру на задней стороне 9А. И сразу вслед за этим он подается в направлении, указанном стрелкой на фиг.10, на втором верхнем конвейер на задней стороне 9A с ходовой скоростью v2.
Теперь лист шпона 2t на втором верхнем конвейере на задней стороне 9А перемещается в зону Т. В ответ на перемещение упомянутого листа шпона 2t щит управления 8А после получения сигналов с первого датчика обнаружения листа шпона 6 последовательно выдает рабочие сигналы по истечении заданного времени через схему задержки, вмонтированную в упомянутый щит управлении, с тем, чтобы привести в действие отдельные рабочие детали так, как упомянуто ниже.
Работу второго верхнего конвейера на передней стороне 9В, находящегося в остановленном положении так, как упомянуто выше, возобновляют. Вместе с тем пневматические цилиндры 4с приводят в действие для того, чтобы по мере приближения листа шпона 2t к самой близкой от него заслонке начать открывать ее из заслонок 4b в трех присосах 4z, расположенных в зоне Т. При этом сначала открывают заслонку, находящуюся на самой задней стороне транспортного участка.
В результате, как показано на фиг.11, 12 и 13, лист шпона 2t, присасываясь и прижимаясь ко второй верхней конвейерной системе 9, подается в пространство над столом для укладки в стопу листов шпона 10 и падает вниз на группу листов шпона 2А таким же образом, как и лист шпона 2s.
Как упомянуто выше в первом примере реализации, щит управления 8А после получения сигналов с первого датчика обнаружения листа шпона 6 выдает через схему задержки, вмонтированную в упомянутый щит управления, последовательно рабочие сигналы пневматическим цилиндрам 4с. За счет этого приводят их в действие для того, чтобы сразу после прохождения листа шпона 2t начать закрывать все заслонки 4b в трех присосах 4z, расположенных в зоне S, последовательно, начиная с заслонки, находящейся на самой задней стороне транспортного участка, вплоть до заслонки на его самой передней стороне.
Многократное повторение производственных процессов, упомянутых выше, позволяет осуществлять последовательную укладку в стопу многих листов шпона, которые располагаются почти плотно в соседстве друг с другом в направлении транспортировки и транспортируются на первом нижнем конвейере 1.
При этом объяснение действий роликов 50 исключается, но упомянутые ролики перемещаются в места, указанные на отдельных чертежах, или находятся в режиме ожидания так, как и в первом примере реализации.
Во втором примере реализации, как и в первом примере реализации, притягивающая сила не оказывает действие на лист шпона в направлении его транспортировки, даже когда лист шпона перемещается с первого нижнего конвейера 1 ко второй верхней конвейерной системе 9.
Вместе с тем при этом можно увеличить расстояние между листами шпона друг от друга в направлении транспортировки.
В первом примере реализации изобретения лист шпона выпадает вниз посредством толкающих пластин 5а в механизме для принудительного выпадения листа шпона 5 и укладывается в стопу во время работы первого верхнего конвейера 3. Однако при каждой укладке листа шпона совершенно согласовать момент его прихода в заданное положение, транспортируемого на первом верхнем конвейере 3, с моментом запуска толкающих пластин 5а очень трудно.
Нарушение согласованности упомянутых двух моментов может вызвать большое отклонение от заданного положения выпадения листа шпона из первого верхнего конвейера 3, что может привести к его неровной укладке в стопу на группу листов шпона 2А в направлении транспортировки. Это может вызвать проблемы в последующих производственных процессах.
Но во втором примере реализации лист шпона падает вниз только после останова работы второго верхнего конвейера на передней стороне 9B. При этом отклонение от заданного положения останова листа шпона меньше, чем отклонение, упомянутое выше в первом примере реализации, благодаря чему его неровная укладка в стопу на группу листов шпона 2А уменьшается.
Кроме того, на втором примере реализации можно не использовать механизм для принудительного выпадения листа шпона 5, но его использование позволяет сократить время, требуемое для укладки в стопу, поскольку при его помощи лист шпона падает быстрее, чем при естественном падении.
Теперь объясним третий пример реализации конвейерного комплекса в соответствии с заявляемым изобретением.
Задача третьего примера реализации заключается в том, чтобы переместить листы шпонов с одного транспортера к другому транспортеру, увеличив при этом расстояние между листами шпона и подать их на следующий производственный процесс.
В третьем примере реализации листы шпона, расположенные почти вплотную друг с другом, подают на одном транспортере в такой же ситуации, как показано в первом примере реализации, и при их перемещении к другому транспортеру расстояние между упомянутыми листами шпона увеличивают. Таким образом, упомянутые листы шпона с более широким расстоянием друг от друга подают в следующий производственный процесс.
На фиг.14 показан вид разреза сбоку упомянутого конвейерного комплекса, приведенного в третьем примере реализации. При этом первый нижний конвейер 1 состоит из таких же деталей, как показано на первом примере реализации, и транспортные ленты 1с передвигаются с ходовой скоростью v1.
В данном случае вместо первого верхнего конвейера 3, приведенного в первом примере реализации, устанавливают третий верхний конвейер 12.
На третьем верхнем конвейере 12 располагают вторую группу присосов 4А, соединенную с соединительной трубой 4t, длина которой в направлении транспортировки листов шпона более короткая, чем соединительная труба 4d в первом примере реализации.
Такие же присосы 4z, как показано в первом примере реализации, в количестве четырех штук присоединяют к соединительной трубе 4t.
Как показано на упомянутом чертеже, вторую группу присосов 4А снабжают электродвигателем 4е и вакуумным устройством 4f, как и в первом примере реализации. Как и первый верхний конвейер 3, третий верхний конвейер 12 также состоит из валов вращения 12a, барабанов ленточной передачи 12b, транспортных лент 12с и электродвигателя 3е, при этом транспортные ленты 12с передвигают постоянно с ходовой скоростью v2.
На передней стороне транспортного участка третьего верхнего конвейера 12 в направлении транспортировки располагают конвейер 13, состоящий из валов вращения 13а, барабанов ленточной передачи 13b, транспортных лент 13с, электродвигателя с соответствующей мощностью (не показан на чертеже) и др., вместо стола для укладки в стопу листов шпона 10, упомянутого в первом примере реализации. При этом транспортные ленты 13с передвигают с ходовой скоростью v2.
Взаиморасположение третьего верхнего конвейера 12 и конвейера 13 обеспечивают так, что примерно крайняя часть на задней стороне транспортного участка конвейера 13 совпадает на коротком расстоянии с примерно крайней частью на передней стороне транспортного участка третьего верхнего конвейера 12. При этом расстояние между обоими конвейерами в вертикальном направлении чуть шире, чем толщина листа шпона.
Как и в первом примере реализации, в данном случае используют ролики 50 с возможностью свободного перемещения в вертикальном направлении. А также устанавливают щит управления 8В, способный управлять действиями отдельных деталей так, как упомянуто ниже.
Компоновка конвейерного комплекса в третьем примере реализации такова, как упомянуто выше. Теперь объясним в порядке очереди ряд действий и движений отдельных рабочих деталей и листов шпона, расположенных в таком положении, как показано сплошной линией на фиг.14.
Диски заслонок круглого сечения 4b в трех присосах 4z, расположенных на задней стороне транспортного участка и входящих в состав второй группе присосов 4А, находятся в закрытом положении. Лист шпона 2x, присасываясь одним присосом 4z, расположенным на самой передней стороне транспортного участки и снабженным заслонкой 4b, находящейся в открытом положении, подается на транспортных лентах 12с, затем перемещается к транспортным лентам 13с.
В то же время листы шпона (2y, 2z и др.), такие же по положению и форме, как и в первом примере реализации, подаются на первом нижнем конвейере 1.
Из положения, показанного на фиг.14, листы шпона (2y, 2z и др.) еще вперед подаются на первом нижнем конвейере 1, и крайняя часть листа шпона 2y на передней стороне в направлении транспортировки обнаруживается первым датчиком обнаружения листа шпона 6. При этом первый датчик обнаружения листа шпона 6 выдает сигнал обнаружения щиту управления 8В, и щит управления 8В после получения упомянутого сигнала выдает рабочие сигналы для того, чтобы привести сразу в действие рабочие детали так, как упомянуто ниже.
То есть, сразу после выдачи упомянутых сигналов пневматические цилиндры 4с приводятся в действие с тем, чтобы повернуть три диска заслонок 4b, входящих в состав второй группы присосов 4А, в сторону их открытия. В результате, как и в первом примере реализации, лист шпона 2y на первом нижнем конвейере 1 сразу присасывается и поднимается в сторону третьего верхнего конвейера 12 и прижимается к транспортным лентам 12с так, как показано на фиг.15.
При этом присос 4z, расположенный на самой передней стороне транспортного участка, прекращает присасывание сигналом закрытия заслонки 4b, выданным со щита управления 8В после окончания перемещения основной части листа шпона 2x к транспортным лентам 13с.
Как упомянуто выше, лист шпона 2y, прижатый к транспортным лентам 12с, подается на третьем верхнем конвейере 12 в режиме ходовой скорости v2, переключенном из режима ходовой скорости v1 так, как показано в первом и втором примерах реализации.
Щит управления 8В выдает сигнал для того, чтобы привести в действие пневматические цилиндры 4с перед приходом крайней части листа шпона 2y на передней стороне в направлении транспортировки к присосу 4z, расположенному на самой передней стороне транспортного участка, в целях открытия заслонки 4b в упомянутом присосе 4z. В результате упомянутый присос 4z начинает присасывать лист шпона.
Как показано на фиг.16, лист шпона 2y, прижимаясь к транспортным лентам 12с, подается и, наконец, перемещается к транспортным лентам 13с.
В то же время в ответ на перемещение упомянутого листа шпона 2y щит управления 8 после получения сигналов последовательно выдает рабочие сигналы по истечении времени, заданного схемой задержки в упомянутом щите управления с тем, чтобы начать, как и в первом примере реализации, закрывать заслонку 4b в присосах 4z сразу после окончания прохождения листа шпона под упомянутой заслонкой в порядке очереди, начиная с заслонки, находящейся на самой задней стороне транспортного участка, вплоть до заслонки на его самой передней стороне. Таким образом, можно обеспечить определенный уровень уменьшенного давления в соединительной трубе 4t.
В третьем примере реализации, так же как и в первом примере реализации, притягивающая сила в направлении транспортировки не оказывает воздействие на лист шпона даже при его подъеме вверх с первого нижнего конвейера 1 и перемещении к третьему верхнему конвейеру 12.
При этом можно транспортировать листы шпона в следующий производственный процесс, увеличив расстояния между ними в направлении транспортировки.
Теперь объясним четвертый пример реализации конвейерного комплекса в соответствии с заявляемым изобретением.
Задача четвертого примера реализации заключается в том, чтобы транспортировать выбранные листы шпона по различным путям транспортировки.
В четвертом примере реализации, например, каждый второй лист шпона, транспортируемый в таком же положении, как показано в первом и третьем примерах реализации, выбирается и подается вперед по пути транспортировки, отличающегося от пути транспортировки последующего листа шпона. При этом используется двойной путь транспортировки, то есть каждый лист шпона имеет свой путь транспортировки.
На фиг.17 показан вид разреза сбоку конвейерного комплекса четвертого примера реализации. В данном случае тоже используется такой же первый нижний конвейер 1, как показано в первом примере реализации. Транспортные ленты 1с передвигают с ходовой скоростью v1. Здесь имеется и первый датчик обнаружения листа шпона 6.
К первому нижнему конвейеру 1 присоединяют наклонный конвейер 14, снабженный транспортными лентами 14а с возможностью перемещения с ходовой скоростью v1. В наклонном конвейере 14, имеющем наклонный вниз транспортный путь, устанавливают третий датчик обнаружения листа шпона 15 в место, отдаленное на расстояние, равное длине листа шпона в направлении транспортировки, от первого датчика обнаружения листа шпона 6.
Над первым нижним конвейером 1 располагают соединительную трубу 4d, вакуумное устройство 4f и др., такие же, как показано в первом примере реализации, но в данном случае они не показаны схематично. При этом тоже устанавливают третью группу присосов 4В, которая содержит семь присосов 4z, каждый из которых состоит из таких же деталей, как показано в первом примере реализации.
Как показано на фиг.17, четвертый верхний конвейер 17 состоит из валов вращения 12а и барабанов ленточной передачи 12b, расположенных в обоих концах передней и задней сторон в направлении транспортировки листа шпона на участке третьей группы присосов 4В, а также транспортных лент 12с с возможностью постоянного перемещения на ходовой скорости v1 от электродвигателя (не показан на чертеже).
Кроме того, устанавливают четвертый датчик обнаружения листа шпона 18 с возможностью обнаружения прихода листа шпона, транспортируемого на четвертом верхнем конвейере 17, к заданному положению, как упомянуто ниже.
Как показано на чертежах, для облегчения понимания называют участок, где располагаются три присоса из семи присосов 4z на задней стороне транспортного участка четвертного верхнего конвейера 17, зоной S, а также участок, где располагается один присос 4z на центральной стороне транспортного участка упомянутого конвейера, зоной U, и участок, где располагаются остальные три присоса 4z, зоной W.
В пространстве, находящемся под транспортными лентами 12с и над наклонным конвейером 14 в зоне W, располагают вывозной конвейер 19 с возможностью постоянного движения на скорости v1 в направлении стрелки, указанной на фиг.17. А также используют щит управления (не показан) с возможностью управления действиями заслонок 4b в присасывающих головках 4а так, как упомянуто ниже, по сигналам, выдаваемым с первого датчика обнаружения листа шпона 6, третьего датчика обнаружения листа шпона 15 и четвертого датчика обнаружения листа шпона 18. Как и показано на первом примере реализации, в данном случае тоже устанавливают ролики 50 с возможностью свободного перемещения в вертикальном направлении.
В четвертом примере реализации компоновка конвейерного комплекса такова, как упомянуто выше. Теперь объясним ряд действий и движений отдельных деталей и листов шпона в порядке очереди, начиная с их положений, показанных сплошными линиями на фиг.17.
В ситуации, представленной на фиг.17, все заслонки 4b в третьей группе присосов 4В, расположенные в зонах S, U и W, находятся в закрытом положении. При этом крайняя часть листа шпона 2k, лежащего на самой передней стороне в направлении транспортировки среди листов шпона (2k, 2m и т.д.) одинаковой формы, транспортируемых в таких же условиях, как показано в первом примере реализации, обнаруживается первым датчиком обнаружения листа шпона 6.
Щит управления после получения сигналов с первого датчика обнаружения листа шпона 6 выдает рабочие сигналы отдельным деталям для того, чтобы они начали действовать так, как упомянуто ниже.
То есть, пневматические цилиндры 4с приводят в действие с тем, чтобы все заслонки 4b, расположенные в зоне S, сразу открылись.
Как упомянуто выше в первом примере реализации, в результате этого лист шпона 2k присасывается и поднимается в сторону четвертого верхнего конвейера 17 и, прижимаясь к транспортным лентам 12с, подается с ходовой скоростью v1 в направлении стрелки, указанной на упомянутом чертеже.
Как и в первом примере реализации, щит управления в ходе транспортировки листа шпона 2k на транспортных лентах 12с выдает рабочие сигналы последовательно для того, чтобы заслонки 4b в присосах 4z оставались открытыми во время прохождения листа шпона 2k через пространство под упомянутыми присосами, а также начали открываться непосредственно перед приходом листа шпона 2k в пространство под упомянутыми присосами.
Вместе с тем упомянутый щит управления выдает рабочие сигналы последовательно для того, чтобы своевременно закрыть каждую из заслонок 4b в присосах 4z после окончания прохождения листа шпона 2k через пространство под соответствующим присосом.
Наконец, как показано на фиг.19, крайняя часть листа шпона 2k на передней стороне в направлении транспортировки обнаруживается четвертым датчиком обнаружения листа шпона 18. При этом заслонки 4b в присосах 4z, расположенных в зонах S и U, находятся в закрытом положении, как показано на упомянутом чертеже.
Щит управления после получения сигнала обнаружения с четвертого датчика обнаружения листа шпона 18 выдает сигналы всем пневматическим цилиндрам 4с, установленным на присосы 4z в зоне W, с тем, чтобы закрыть сразу все заслонки 4b.
В тот же момент лист шпона 2k падает вниз под влиянием собственного веса так, как упомянуто выше во втором примере реализации, и перемещается к вывозному конвейеру 19, как показано на фиг.20, а затем подается на вывозном конвейере 19 со скоростью v1 в направлении стрелки, указанной на упомянутом чертеже.
Однако щит управления не выдает сигналы для запуска пневматических цилиндров 4с, даже когда последующий лист шпона 2m, находящийся на задней стороне в направлении транспортировки листа шпона 2k, на первом нижнем конвейере 1 приходит в зону S, где располагается четвертый верхний конвейер 17.
В результате, как показано на фиг.19, лист шпона 2m перемещается с первого нижнего конвейера 1 на наклонный вниз конвейер 14. В то же время последующий лист шпона 2n, находящийся на задней стороне в направлении транспортировки листа шпона 2m, подается вслед за ним.
Из положения, представленного на фиг.19, листы шпона еще дальше подаются на первом нижнем конвейере 1 и на наклонном конвейере 14, и, наконец, как показано на фиг.21, крайняя часть листа шпона 2m на передней стороне в направлении транспортировки обнаруживается третьим датчиком обнаружения листа шпона 15.
При этом щит управления после получения сигнала обнаружения с третьего датчика обнаружения листа шпона 15 выдает рабочие сигналы пневматическим цилиндрам 4с с тем, чтобы сразу открыть все заслонки 4b в присосах 4z, расположенных в зоне S. В результате этого, как показано на фиг.21, лист шпона 2n сразу присасывается и поднимается в сторону четвертого верхнего конвейера 17 и, прижимаясь к транспортным лентам 12с, подается со скоростью v1 в направлении стрелки, указанной на упомянутом чертеже.
Затем лист шпона 2n доходит до положения, показанного на фиг.22, перемещается к вывозному конвейеру 19 так, как и лист шпона 2к, и еще дальше подается. А лист шпона 2p, следующий непосредственно за листом шпона 2n, подается так, как и лист шпона 2m, в сторону наклонного конвейера 14. Повторение таких рабочих процессов позволяет подать лист шпона, выбранный через каждый лист из листов шпона, которые подаются на первом нижнем конвейере 1, по пути транспортировки, отличающегося от пути транспортировки последующего листа шпона.
Как упомянуто выше на первом примере реализации, в принципе можно использовать механизм для принудительного выпадения 5, снабженный толкающими пластинами 5а и т.п., при перемещении листа шпона, пришедшего в зону W с четвертого верхнего конвейера 17, на вывозной конвейер 19.
Теперь объясним пятый пример реализации конвейерного комплекса в соответствии с заявляемым изобретением.
Задачи пятого примера реализации и первого примера реализации одни и те же, но при этом в отличие от первого примера реализации используют присосы 4z и для нижнего конвейера.
Листы шпона, расположенные вплотную в соседстве друг с другом и транспортируемые на верхней конвейерной системе с возможностью присасывания их верхних поверхностей, без воздействия притягивающей силы перемещаются к нижнему конвейеру с возможностью поддерживания их нижних поверхностей.
Ссылочная позиция 20 на фиг.23 представляет собой пятый верхний конвейер. Как показано на упомянутом чертеже, для пятого верхнего конвейера 20 используют вакуумное устройство 4f и т.п. (показано на упомянутом чертеже). А также в направлении транспортировки листа шпона располагают многие присосы 4z, каждый из которых состоит из таких же деталей, как показано в первом примере реализации, и входящие в состав четвертой группы присосов 4С.
Как и в первом примере реализации, транспортные ленты 21c, предназначенные для транспортировки листов шпона, присасываемых присосами 4z в четвертой группе присосов 4С, перемещают постоянно с ходовой скоростью v1 посредством барабана ленточной передачи 21b и барабана ленточной передачи (не показан), установленного на задней стороне транспортного участка.
Кроме того, пятый датчик обнаружения листа шпона 22, предназначенный для обнаружения прихода в заданное положение крайней части транспортируемого на транспортных лентах 21c листа шпона, находящейся на передней стороне в направлении транспортировки, устанавливают в место, указанное на упомянутом чертеже.
Ссылочная позиция 23 на упомянутом чертеже представляет собой второй нижний конвейер, расположенный в вертикальном направлении под пятым верхним конвейером 20. Как показано схематично, второй нижний конвейер 23 располагают так, чтобы часть его транспортного участка длиной чуть больше, чем длина листа шпона в направлении транспортировки, совпала с частью транспортного участка пятого верхнего конвейере 20.
Как показано на упомянутом чертеже, для второго нижнего конвейера 23 используют вакуумное устройство 4f и т.п. (не показано). При этом присосы 4z в количестве четырех штук, каждый из которых состоит из таких же деталей, как показано в первом примере реализации, и входящие в состав пятой группы присосов 4D, располагают нижеследующим образом.
Головки упомянутых присосов направляют вверх, и три из упомянутых присосов располагают на транспортном участке, часть которого совпадает с частью транспортного участка верхнего конвейера так, как упомянуто выше, а также один из них - на передней стороне транспортного участка.
Кроме того, транспортные ленты 24c, предназначенные для транспортировки листов шпона, присасываемых присосами 4z в пятой группе присосов 4D, перемещают постоянно с ходовой скоростью v2 посредством барабана ленточной передачи 24b и барабана ленточной передачи (не показан), установленного на передней стороне транспортного участка.
Ссылочная позиция 25 на фиг.23 представляет собой шестой верхний конвейер, расположенный на передней стороне в направлении транспортировки и в горизонтальном направлении рядом с пятым верхним конвейером 20, а также - в вертикальном направлении над вторым нижним конвейером 23.
Как показано на упомянутом чертеже, шестой верхний конвейер 25 располагают так, чтобы часть транспортного участка упомянутого конвейера длиной чуть больше, чем длина листа шпона в направлении транспортировки, совпала с частью транспортного участка второго нижнего конвейера 23.
Кроме того, для шестого верхнего конвейера 25 используют вакуумное устройство 4f и т.п. (не показано на упомянутом чертеже). А также здесь располагают шестую группу присосов 4Е, куда входят присосы 4z, каждый из которых состоит из таких же деталей, как показано в первом примере реализации, и снабженные присасывающими головками, направленными вниз. При этом располагают много упомянутых присосов в последовательном порядке со стороны упомянутой части транспортного участка, совпадающей с частью транспортного участка упомянутого нижнего конвейера, в переднюю сторону в направлении транспортировки.
Кроме того, транспортные ленты 26c, предназначенные для транспортировки листов шпона, присасываемых присосами 4z в шестой группе присосов 4Е, перемещают с ходовой скоростью v2 посредством барабана ленточной передачи 26b и барабана ленточной передачи (не показан), установленного на передней стороне в направлении транспортировки.
Сверх того, шестой датчик обнаружения листа шпона 27, предназначенный для обнаружения прихода в заданное положение крайней части листа шпона на передней стороне в направлении транспортировки, транспортируемого на транспортных лентах 26c, устанавливают в место, указанное на упомянутом чертеже. А также используют щит управления, который после получения сигналов обнаружения с пятого датчика обнаружения листа шпона 22 и шестого датчика обнаружения листа шпона 27 может выдать рабочие сигналы для управления действиями упомянутых деталей в порядке, указанном ниже.
Но в пятом примере реализации не используют ролики 50.
В пятом примере реализации компоновка конвейерного комплекса такова, как упомянуто выше. Теперь объясним ряд действий и движений отдельных деталей и листов шпона в порядке очереди, начиная с их положений, показанных сплошными линиями на фиг.23.
Как представлено на фиг.23, все заслонки 4b в присосах 4z, входящих в состав четвертой группы присосов 4С и расположенных на пятом верхнем конвейере 20, находятся в открытом положении.
При этом листы шпона (2k, 2m, 2n и т.д.) одинаковой формы, находящиеся в таких же условиях, как показано в первом примере реализации, присасываясь сверху, подаются вперед.
В то же время все заслонки 4b в присосах 4z, входящих в состав пятой группы присосов 4D и расположенных на втором нижнем конвейере 23, находятся в закрытом положении.
При этом листы шпона (2k, 2m, 2n и др.) подаются еще дальше. Когда крайняя часть листа шпона 2k на передней стороне в направлении транспортировки обнаруживается пятым датчика обнаружения листа шпона 22, то щит управления после получения сигнала с упомянутого датчика обнаружения выдает рабочие сигналы для того, чтобы привести в действие отдельные рабочие детали в нижеследующем порядке.
То есть, как показано на фиг.24, по сигналам, выданным с пятого датчика обнаружения 22, три заслонки 4b в присосах 4z, расположенных на участке против направления транспортировки со стороны упомянутого датчика 22, закрывают, и вместе с тем все заслонки 4b в присосах 4z, расположенных в пятой группе присосов 4D, открывают.
В результате лист шпона 2k не присасывается сверху упомянутыми тремя присосами 4z и одновременно с тем присасывается снизу присосами 4z, расположенными в пятой группе присосов 4D. Вследствие этого упомянутый лист шпона перемещается вниз за счет присасывающей силы со стороны упомянутых присосов и собственного веса и, наконец, прижимается к транспортным лентам 24с, как показано на фиг.24.
Затем лист шпона 2k подается со скоростью v2 в направлении стрелки, указанной на фиг.24. И по рабочим сигналам, выданным со щита управления в ответ на перемещение упомянутого листа шпона, каждая заслонка 4b в присосах 4z, расположенных в пятой группе присосов 4D, закрывается в последовательном порядке сразу после прохождения упомянутого листа шпона через пространство над упомянутым присосом. Значит только заслонка в присосе через пространство, над котором лист шпона уже прошел, закрывается.
Щит управления после получения упомянутых сигналов с пятого датчика обнаружения 22 выдает через кратчайшее время рабочие сигналы, то есть после прижимания листа шпона 2k к транспортным лентам 24с таким образом, как упомянуто выше, с тем, чтобы при приходе последующего листа шпона 2m открыть каждую закрытую заслонку 4b в присосах 4z, входящих в состав четвертой группы присосов 4С, в последовательном порядке, начиная с заслонки, расположенной на самой задней стороне в направлении транспортировки. В результате, как показано на фиг.25, верхняя поверхность листа шпона 2m присасывается вверх и продолжает подаваться вперед.
При обнаружении упомянутого листа шпона 2m пятым датчиком обнаружения 22 он так же, как и лист шпона 2k, прижимается к транспортным лентам 24с и подается так, как показано на фиг.26. Таким образом, после обнаружения каждого листа шпона пятым датчиком обнаружения 22 он подается последовательно на транспортных лентах 24с, но при этом, как и в первом примере реализации, например, расстояние между листами шпона 2k и 2m увеличивается в направлении транспортировки.
Когда крайняя часть самого переднего листа шпона 2k в направлении транспортировки среди листов шпона, транспортируемых на транспортных лентах 24с, обнаруживается шестым датчиком обнаружения 27, то щит управления после получения сигнала с упомянутого датчика выдает рабочие сигналы для того, чтобы сразу открыть закрытые до тех пор все заслонки 4b в присосах 4z, входящих в состав шестой группы присосов 4Е и расположенных на шестом верхнем конвейере 25.
В результате, как показано на фиг.27, лист шпона 2k присасывается, поднимается вверх и прижимается к транспортным лентам 26с, затем подается со скоростью v2. Таким же образом, каждый последующий лист шпона (2m, 2n и т.д.) прижимается последовательно к транспортным лентам 26с, вследствие чего листы шпона, между которыми расстояния увеличены больше, чем раньше, подаются со скоростью v2.
Хотя здесь нет схематичного изображения, но в принципе можно произвести укладку в стопу упомянутых листов шпона в таком же порядке, как показано в первом примере реализации, если устанавливают механизм для принудительного выпадения листов шпона 5, состоящий из таких же деталей, как и в первом примере реализации, стол для укладки в стопу листов шпона 10 и т.п. в пространство, где на передней стороне транспортного участка располагаются три присоса 4z, входящих в состав шестой группы присосов 4Е.
Конечно, без шестого верхнего конвейера 25 можно произвести укладку в стопу транспортируемых на втором нижнем конвейере 23 листов шпона после увеличения расстояния между ними в направлении транспортировки, используя общеизвестный стопоукладчик с возможностью поддерживания нижних поверхностей листов шпона.
Например, из второго нижнего конвейера 23 перемещают лист шпона к двум стрежневым опорам, расположенным в местах, отдаленных на определенное расстояние друг от друга в направлении, прямо пересекающемся с направлением транспортировки. При этом две стержневые опоры поддерживают нижнюю поверхность листа шпона и отходят друг от друга до заданных положений, где не поддерживают его, в результате чего лист шпона падает вниз собственным весом, что приводит к укладке в стопу листов шпона.
И в пятом примере реализации не образуется притягивающая сила, оказывающая воздействие на лист шпона, как при перемещении листа шпона с пятого верхнего конвейера 20 на второй нижний конвейер 23, так и при его перемещении со второго нижнего конвейера 23 на шестой верхний конвейер 25. Поэтому лист шпона не может разрываться под действием притягивающей силы.
Ниже приводятся дополнительные примеры изменения предлагаемого изобретения.
В первом и четвертом примерах реализации можно установить систему с возможностью выпуска одним разом воздуха снизу вверх на лист шпона в целом при его присасывании и подъеме вверх. То есть, устанавливают, например, воздуходувку с возможностью выпуска воздуха на целый лист шпона в пространство под транспортными лентами 1с для первого нижнего транспортного конвейера 1, приведенного в первом примере реализации. Одновременно с открытием заслонок 4b в присосах 4z для присасывания и подъема вверх листа шпона сразу производят выпуск снизу вверх воздуха из воздуходувки на целый лист шпона, благодаря чему можно поднять вверх лист шпона в течение более краткого времени.
В первом примере реализации используется первый датчик обнаружения листа шпона 6, предназначенный для обнаружения прихода листа шпона в заданное положение, где первая группа присосов 4 должна присосать лист шпона. Однако можно использовать и датчик измерения расстояния, такой как счетчик импульсов и т.п., с возможностью заранее обнаружить лист шпона на задней стороне транспортного участка и измерить пройденное расстояние транспортных лент 1с на первом нижнем конвейере 1. Благодаря этому можно заранее определить приход листа шпона в заданное положение, где он должен быть присосан.
В первом и пятом примерах реализации можно обеспечить оптимальные эксплуатационные условия, если отрегулировать вертикальное расстояние между обоими конвейерами при перемещении листа шпона с одного конвейера на другой под действием присасывания, учитывая мощность вакуумного устройства, вес листа шпона и т.д.
Изобретение относится к транспортировке листов шпона посредством транспортеров. Листы шпона транспортируют с нижнего конвейера на верхний конвейер. Каждый раз при его поступлении в зону, где транспортные участки обоих конвейеров частично совпадают друг с другом, посредством группы присосов сверху присасывают сразу и полностью целый лист шпона с нижнего конвейера в сторону более быстрого верхнего конвейера, расположенного над пространством на передней стороне транспортного участка нижнего конвейера. При этом обеспечивают расстояние между обоими конвейерами в вертикальном направлении шире, чем толщина одного листа шпона. Обеспечивается целостность листа шпона без разрыва при его перемещении с одного конвейера на другой. 2 н. и 6 з.п. ф-лы, 28 ил.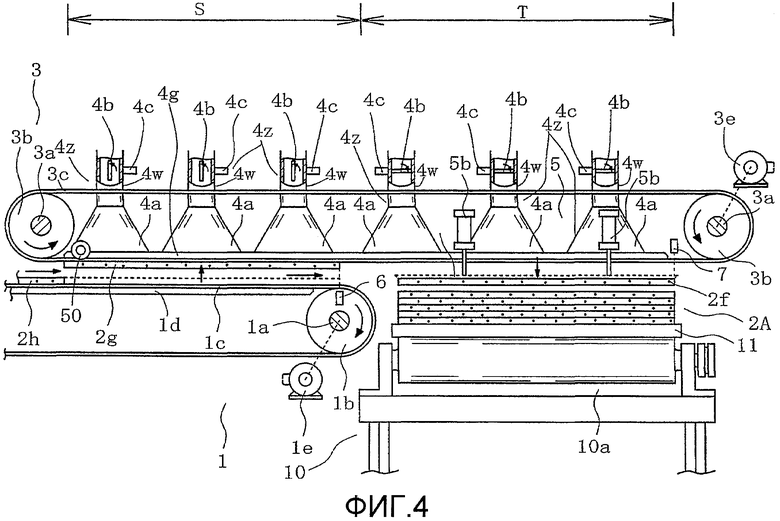
1. Способ транспортировки листов шпона с помощью конвейерного комплекса, содержащего первую конвейерную систему с возможностью поддерживания одной из верхней и нижней сторон листа шпона при его транспортировке, вторую конвейерную систему, расположенную в пространстве, отдаленном на определенное расстояние в вертикальном направлении от первой конвейерной системы, и имеющую транспортный участок, часть которого, равная по меньшей мере длине листа шпона в направлении транспортировки, совпадает с частью транспортного участка первой конвейерной системы, и присосы с возможностью присасывания и прижимания целого листа шпона ко второй конвейерной системе в зоне упомянутых совпадающих транспортных участков, отличающийся тем, что присасывающую работу упомянутых присосов останавливают до прихода упомянутого листа шпона на первой конвейерной системе в участок, где упомянутые присосы расположены на стороне, противоположной упомянутому листу шпона, только после прихода целого листа шпона в упомянутый участок сразу приводят упомянутые присосы в процесс присасывания, под действием присасывания посредством упомянутых присосов перемещают его в сторону второй конвейерной системы, прижимают ко второй конвейерной системе, затем на второй конвейерной системе транспортируют его в следующий производственный процесс.
2. Способ по п.1, отличающийся тем, что с помощью первой конвейерной системы поддерживают нижнюю сторону листа шпона и транспортируют его, а вторую конвейерную систему располагают в пространстве, отдаленном на определенное расстояние вверх от первой конвейерной системы.
3. Способ по п.1 или 2, отличающийся тем, что используют вторую конвейерную систему более быструю, чем первая конвейерная система.
4. Способ по п.3, отличающийся тем, что на второй конвейерной системе транспортируют листы шпона последовательно до заданного положения для укладки в стопу и укладывают предыдущий лист шпона в стопу в течение времени перед приходом последующего листа шпона.
5. Способ по п.1 или 2, отличающийся тем, что используют вторую конвейерную систему с ходовой скоростью, равной ходовой скорости первой конвейерной системы.
6. Способ по п.1, отличающийся тем, что заранее выбирают все листы шпона, транспортируемые на первой конвейерной системе и вступающие в ее участок присосов.
7. Способ по п.1, отличающийся тем, что заранее выбирают каждый второй лист шпона, транспортируемый на первой конвейерной системе и вступающий в ее участок присосов.
8. Конвейерный комплекс для осуществления способа транспортировки листов шпона, содержащий нижнюю конвейерную систему для последовательной подачи листов шпона на заданной скорости, верхнюю конвейерную систему, расположенную в противоположном пространстве, отдаленном вверх на определенное расстояние от заданного пространства на передней стороне транспортного участка нижней конвейерной системы, с возможностью перемещения в направлении, одинаковом с направлением транспортировки для нижней конвейерной системы, на более высокой ходовой скорости, чем нижняя конвейерная система, и имеющую транспортный участок, часть которого, равная, по меньшей мере, общей длине одного листа шпона в направлении транспортировки, совпадает с частью транспортного участка упомянутой нижней конвейерной системы, и присосы, снабженные направленными вниз присасывающими головками и установленные над упомянутой нижней конвейерной системой в зоне упомянутых совпадающих транспортных участков, с возможностью прижимания целого листа шпона путем присасывания сразу и полностью к упомянутой верхней конвейерной системе, отличающийся тем, что в упомянутом конвейерном комплексе расположены датчик для обнаружения прихода листа шпона, транспортируемого на нижней конвейерной системе, в заданное положение, и щит управления с возможностью выдачи сигналов для прекращения присасывания листа шпона в течение времени до обнаружения упомянутым датчиком прихода целого листа шпона в упомянутый участок, а также для присасывания полностью лишь в течение заданного времени сразу после получения сигнала его прихода с упомянутого датчика обнаружения и повторного прекращения присасывания по истечении заданного времени.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Фотокамера | 1983 |
|
SU1155983A1 |
| Устройство для транспортировки и укладки листов | 1987 |
|
SU1662913A1 |
| Устройство для укладки листов в штабель | 1989 |
|
SU1664703A1 |
| НАВЕСНОЙ РАЗБРАСЫВАТЕЛЬ МИНЕРАЛЬНЫХ УДОБРЕНИЙ | 2007 |
|
RU2343678C2 |
| US 4627608 A, 09.12.1986 | |||
| Установка для термической обработкипОлидиСпЕРСНыХ зЕРНиСТыХ МАТЕРиАлОВВ КипящЕМ СлОЕ | 1979 |
|
SU827918A1 |

