Изобретение относится к области волоконной оптики, а именно к изготовлению оптического волокна с большим диаметром световедущей сердцевины (0,25÷1,4) мм, имеющего два (первичное и вторичное защитное) биосовместимых с живой тканью покрытия, разрешенных для применений в медицине, и предназначенного для передачи мощного лазерного излучения в медицинских и технологических устройствах.
Известны способы изготовления оптического волокна [1, 2], когда на одной установке вытягивалось волокно в первичном полимерном покрытии, наматывалось на накопительный барабан, а затем переносилось на другую установку, на которой с помощью экструдера наносилось вторичное защитное покрытие из термопластичного полимера. Однако такие волокна имеют относительно небольшую прочность, особенно волокна с большим (больше 0,6 мм) диаметром световедущей сердцевины. Это обусловлено абразивным воздействием механизма вытягивания и накопительного барабана на поверхность волокна, защищенную только тонким (40÷70) мкм, мягким (модуль Юнга меньше 0,01 ГПа) первичным покрытием и достаточно продолжительным промежутком времени до нанесения вторичного покрытия, в течение которого волокно на накопительном барабане подвергается растягивающим и изгибным напряжениям.
Известен также способ изготовления оптического волокна [3], когда на одной установке на вытягиваемое волокно наносят сразу и первичное, и вторичное покрытия из термопластичных полимеров с помощью двух расположенных рядом экструдеров, имеющих одну общую экструзионную головку, в которой и происходит нанесение первичного и вторичного покрытий, т.е. из головки волокно выходит сразу в двойном покрытии. Однако, когда голое волокно, особенно большого диаметра, входит в направляющий элемент головки экструдера, то, в случае отсутствия очень точной юстировки головки экструдеров с осью вытягиваемого волокна, либо отклонения волокна от оси установки, велика вероятность касания волокна с поверхностью направляющего элемента головки экструдера, что приводит к катастрофическому разупрочнению вытягиваемого волокна. К недостаткам данного способа следует также отнести необходимость наличия одинаковых температур плавления термопластичных полимеров для первичного и вторичного покрытий (что значительно сужает выбор материалов покрытий) и отсутствие контроля качества первичного покрытия. Также следует отметить, что промышленные экструдеры имеют большой вес и для предотвращения вибрации, которая недопустима для процесса вытяжки оптического волокна, должны располагаться на жестком основании, не связанном с вытяжной башней. К недостаткам, связанным с размещением экструдеров на вытяжной башне, относится и то, что каждый экструдер обычно используют для нанесения определенных видов термопластичных полимеров, что также существенно сужает возможность нанесения на одной вытяжной башне различных видов полимеров.
Наиболее близким по технической сущности к заявляемому изобретению является способ изготовления оптического волокна [4], в котором на волокно с первичным покрытием с помощью фильеры наносят УФ-отверждаемое вторичное полимерное покрытие. Однако волокно с вторичным покрытием из УФ-отверждаемых полимеров имеет меньшую изгибную прочность (которая уменьшается с увеличением диаметра волокна) по сравнению с волокном, имеющим покрытие из термопластичного полимера, т.к. при больших изгибах происходит нарушение целостности покрытия, а в дальнейшем разрушение в этих местах самого волокна. К недостаткам, связанными с применениями в медицине, следует отнести также отсутствие биосовместимости данных покрытий с живой тканью.
Техническим результатом изобретения является увеличение прочности оптических волокон большого диаметра (0,25÷1,4) мм, используемых в лазерной медицине и лазерной технологии.
Технический результат достигается тем, что при изготовлении оптического волокна осуществляют вытяжку волокна из помещенной в высокотемпературную печь заготовки, нанесение на волокно первичного полимерного покрытия и последующее нанесение в едином процессе вторичного полимерного покрытия путем протягивания волокна через фильеру с калиброванным отверстием и конусным окончанием, используя в качестве вторичного покрытия находящийся в фильере расплав термопластичного полимера.
В качестве материала для первичного покрытия используются разрешенные для применения в медицине силиконовые резины, кремнийорганические эластомеры, которые наносятся на волокно с помощью фильер (аппликаторов) с последующим отверждением их в термопечах или УФ-облучателях. В качестве материалов вторичного покрытия применяются разрешенные в медицине сополимер тетрафторэтилена с этиленом (Tefzel™) и полиамиды (nylon, П-610, П-12Э и тому подобные). Нанесение термопластичных полимеров в качестве вторичного покрытия непосредственно на вытяжной башне с помощью фильеры позволяет увеличить прочность вытягиваемых волокон большого диаметра (0,25÷1,4) мм, предназначенных для медицинского и технологического применения. Обычно для лазерных медицинских и технологических приборов используют оптические волокна длиной от нескольких десятков сантиметров до нескольких десятков метров. Предлагаемый способ предусматривает вытяжку волокон с длиной, определяемой объемом фильеры, диаметром волокна и толщиной наносимого вторичного покрытия. Следует отметить, что в случае использования фильер с конусным окончанием и высоковязких (тысячи Па·с) расплавов экструзионных термопластичных полимеров, покрытие, за счет гидродинамических центрирующих сил, вызванных движением потоков расплава (вязкой жидкости) в конусном участке фильеры, проходящим через расплав волокном, наносится очень концентрично [5] даже при не слишком точной юстировке фильеры относительно оси установки, что также повышает прочность волокна. При этом отпадает необходимость в дополнительных устройствах для поддержания концентричности вторичного покрытия [6].
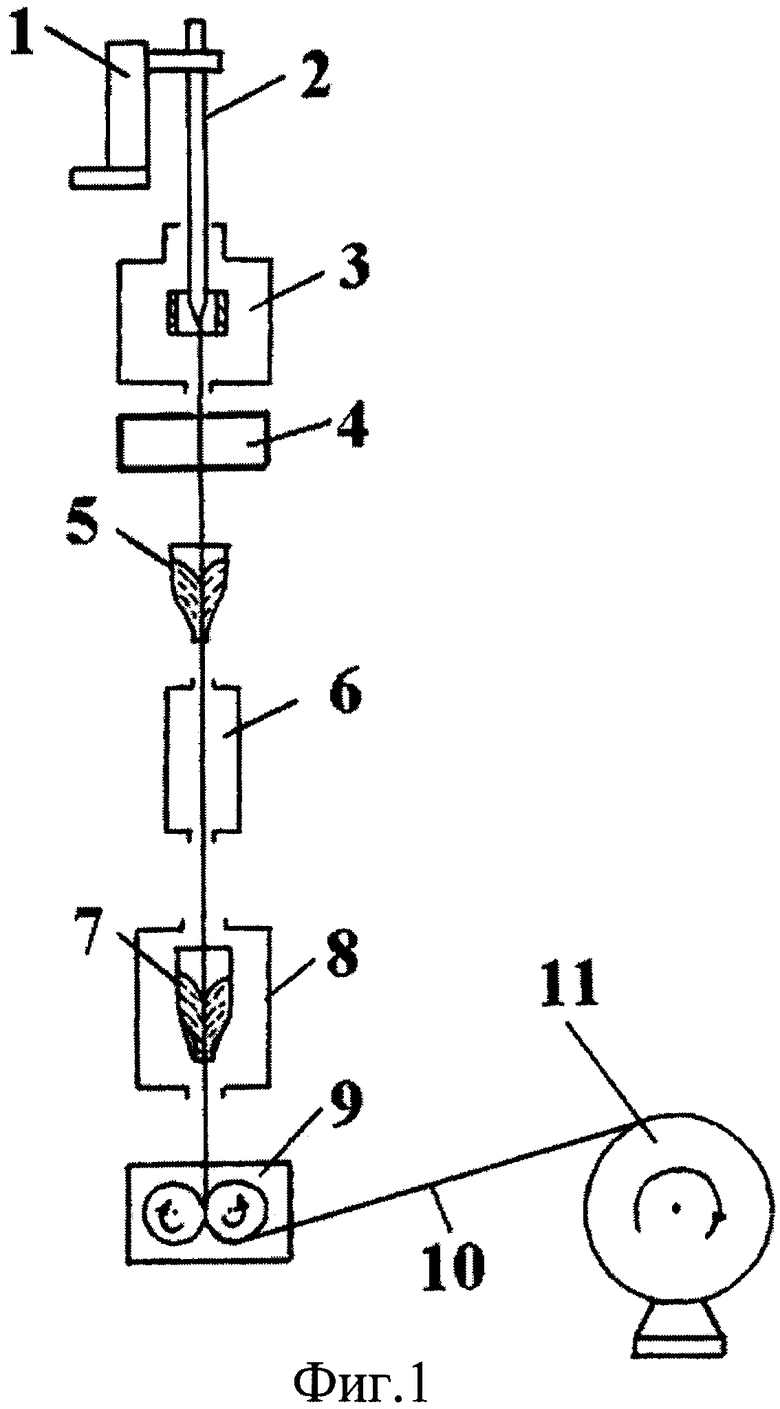
На фиг.1 изображена схема вытяжной башни для изготовления оптического волокна, где:
1 - механизм подачи заготовки;
2 - заготовка оптического волокна;
3 - высокотемпературная печь;
4 - измеритель диаметра волокна;
5 - фильера первичного покрытия;
6 - устройство отверждения первичного покрытия;
7 - фильера вторичного покрытия;
8 - печь плавления термопластичного полимера;
9 - механизм вытягивания волокна;
10 - оптическое волокно;
11 - накопительный барабан.
На фиг.2 схематически изображено устройство для нанесения вторичного защитного покрытия из расплава термопластичного полимера, где:
7 - фильера вторичного покрытия;
8 - печь плавления термопластичного полимера;
12 - калиброванное отверстие фильеры;
13 - конусное окончание фильеры;
14 - расплав термопластичного полимера;
15 - кварцевый капилляр.
Процесс изготовления оптического волокна осуществляют следующим образом. Предварительно подготовленную (химическое травление поверхности с последующей ее полировкой пламенем кислородно-водородной горелки) заготовку (2) (нижнюю ее часть), либо из чистого плавленого кварца, либо из кварца, имеющего легированную кварцевую светоотражающую оболочку, закрепляют в механизме подачи заготовки (1) и помещают в высокотемпературную печь (3), имеющую температуру зоны разогрева заготовки приблизительно 2000°С. Температуру устанавливают в зависимости от диаметра заготовки, диаметра вытягиваемого волокна, скорости вытяжки волокна и необходимого усилия (натяжения) вытягиваемого волокна (обычно 0,01 Н). Из заготовки оттягивают волокно, протягивают через пустую фильеру для первичного покрытия (5) с калиброванным отверстием, необходимым для создания требуемой для заданного диаметра волокна толщины покрытия и через устройство отверждения первичного покрытия (6) (термопечь либо УФ-облучатель). Затем волокно протягивают через фильеру (7) с необходимым для создания требуемой толщины вторичного покрытия калиброванным отверстием (12), имеющую конусное окончание (13), находящуюся в печи плавления термопластичного полимера (8) и уже заполненную расплавом применяемого термопластичного полимера (14), и помещают в механизм вытягивания волокна (9). Для облегчения протягивания волокна через фильеру (7) с расплавом термопластичного полимера (14) большой вязкости, предварительно через нее можно протянуть кварцевый капилляр (15) таким образом, чтобы оба конца капилляра выступали за пределы фильеры (7). Капилляр (15) имеет внешний диаметр меньше, чем диаметр калиброванного отверстия (12) фильеры (7). Волокно протягивают через капилляр (15) и помещают в механизм вытягивания волокна (9). Затем капилляр (15) вместе с проходящим через него волокном вытягивают из фильеры (7) и удаляют, а волокно вновь помещают в механизм вытягивания волокна (9), либо капилляр (15) вместе с волокном протягивают через механизм вытягивания волокна (9). В фильеру для нанесения первичного покрытия (5) заливают выбранный полимер, устанавливают, используя измеритель диаметра (4), требуемый диаметр вытягиваемого оптического волокна (10) и волокно наматывают на накопительный барабан (11).
Ниже приведены примеры конкретной реализации способа.
Пример 1.
Заготовку, в которой диаметр световедущей кварцевой сердцевины составляет 18,0 мм, а общий диаметр вместе с нанесенной на световедущую сердцевину светоотражающей оболочкой из легированного фтором кварца составляет 19,8 мм, закрепляют в механизме подачи. В разогретую до 1970°С высокотемпературную печь помещают нижний конец заготовки. Из расплавленного конца заготовки оттягивают волокно, протягивают через фильеру для нанесения первичного покрытия с калиброванным отверстием диаметром 0,85 мм и разогретую до температуры (365÷370)°С термопечь отверждения первичного покрытия длиной 35 см. Затем волокно протягивают через кварцевый капилляр, имеющий внешний диаметр 0,85 мм, внутренний диаметр 0,60 мм, предварительно протянутый через фильеру для нанесения вторичного покрытия с расплавом термопластичного полимера (полиамид марки П-12Э). Фильера имеет внутренний диаметр 30 мм, конусное окончание длиной 30 мм, калиброванное отверстие диаметром 0,94 мм и объем 120 см3 и находится в печи плавления термопластичного полимера. Термопластичный полимер предварительно расплавлен при температуре (235÷240)°С. Далее волокно помещают в механизм вытягивания с установленной скоростью вытягивания 1 м/мин. Капилляр вместе с вытягиваемым волокном вытягивают из фильеры и механизма вытягивания. В фильеру для нанесения первичного покрытия заливают кремнийорганическую композицию СИЭЛ-МФ - 1,51, имеющую показатель преломления 1,51 (показатель преломления кварца - 1,456) и служащую для получения первичного буферного покрытия. Устанавливают расчетную скорость подачи заготовки в высокотемпературную печь, равную 2,78 мм/мин, скорость вытягивания волокна 2,5 м/мин, затем механизмом вытягивания корректируют требуемый диаметр волокна 0,66 мм (диаметр световедущей сердцевины 0,60 мм). Волокно заправляют на накопительный барабан. Было вытянуто 250 м такого волокна. Диаметр волокна в первичном покрытии 0,75 мм, во вторичном покрытии 0,87 мм. Концентричность вторичного покрытия практически 100%. Изгибный стандартный пруфтест 120 kpsi (0,87 ГПа). Кратковременный радиус изгиба волокна 50 радиусов непокрытого волокна, долговременный 300 радиусов волокна. Для сравнения, фирма CeramOptec, GmbH гарантирует стандартный пруфтест 70 kpsi (0,51 ГПа), кратковременный радиус изгиба 100 радиусов непокрытого волокна, долговременный 300 радиусов волокна [7].
Пример 2.
Используют заготовку из кварцевого стержня марки КУ - 1 диаметром 19,2 мм. Процесс протягивания волокна через устройства установки аналогичен описанному в примере 1. Диаметр вытягиваемого волокна 0,40 мм; диаметр отверстия фильеры для нанесения первичного покрытия 0,60 мм; материал первичного покрытия - кремнийорганическая композиция марки СИЭЛ - 159-305 с показателем преломления 1,40 для первичного светоотражающего покрытия; температура термопечи отверждения первичного покрытия (390 - 395)°С; размеры фильеры для нанесения вторичного покрытия те же, что в примере 1, но отверстие имеет диаметр 0,66 мм; материал вторичного покрытия аналогичен примеру 1; внешний диаметр капилляра 0,55 мм, внутренний 0,37 мм; температура высокотемпературной печи 1950°С; скорость подачи заготовки 1,73 мм/мин; скорость вытягивания волокна 4 м/мин.
Вытянуто 400 м волокна. Диаметр волокна в первичном покрытии 0,50 мм, во вторичном 0,60 мм. Концентричность вторичного покрытия практически 100%. Изгибный стандартный пруфтест 120 kpsi (0,87 ГПа), кратковременный радиус изгиба 50 радиусов сердцевины волокна, долговременный 300 радиусов сердцевины волокна.
Таким образом, способ позволяет получать прочные оптические волокна большого диаметра с разрешенными для применений в медицине покрытиями непосредственно на вытяжной башне одновременно с вытяжкой волокна.
Литература
1. Патент США №4671905, кл. 264/1.29, 1987 г.
2. Патент США №3980390, кл. 385/128, 1976 г.
3. Европейский патент №0155070 A1, кл. C03C 25/02, 1985 г.
4. Патент США №6628875, кл. 385/128, 2003 г.
5. Европейский патент №0021677 B1, кл. C03C 25/02, 1980 г.
6. Патент США №4631078, кл. 65/378, 1986 г.
7. http://www.ceramoptec.com/industrial3.htm (Google).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА С ЭЛЛИПТИЧЕСКОЙ СЕРДЦЕВИНОЙ | 2014 |
|
RU2552279C1 |
| Капиллярная колонка для хроматографии и способ ее изготовления | 1992 |
|
SU1831683A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2001 |
|
RU2235072C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2000 |
|
RU2188262C2 |
| ОДНОМОДОВОЕ ЭЛЕКТРООПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2247414C2 |
| ОПТИЧЕСКОЕ ВОЛОКНО И ОПТИЧЕСКАЯ ПЕРЕДАЮЩАЯ СИСТЕМА | 2012 |
|
RU2607676C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА И ПОЛУЧЕННОЕ ТАКИМ ОБРАЗОМ ОПТИЧЕСКОЕ ВОЛОКНО | 2007 |
|
RU2448920C2 |
| СПОСОБ ВЫТЯЖКИ ОПТИЧЕСКОГО ВОЛОКНА БЕЗ ОБОЛОЧКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА И ОПТИЧЕСКОЕ ВОЛОКНО | 2004 |
|
RU2335465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ), ПЕРЕДАЮЩЕГО ИЗОБРАЖЕНИЕ, И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2014 |
|
RU2578693C1 |
| ПОЛИОЛЕФИНОВЫЙ МАТЕРИАЛ С НИЗКОЙ ПЛОТНОСТЬЮ | 2014 |
|
RU2643956C2 |

Изобретение относится к области волоконной оптики, в частности к способу изготовления оптического волокна. Изобретение направлено на повышение прочности оптических волокон большого диаметра (0,25÷1,4) мм, используемых в лазерной медицине и технологии. Способ изготовления оптического волокна включает вытяжку волокна из помещенной в высокотемпературную печь заготовки, нанесение на волокно первичного полимерного покрытия, а затем нанесение в едином процессе вторичного полимерного покрытия путем протягивания волокна через фильеру с калиброванным отверстием и конусным окончанием с находящимся в ней расплавом термопластичного полимера. Также изобретение позволяет увеличить выход продукции за счет нанесения вторичного покрытия из расплава термопластичного полимера непосредственно на вытяжной башне одновременно с процессом вытяжки волокна. 2 з.п. ф-лы, 2 ил.
1. Способ изготовления оптического волокна, включающий вытяжку волокна из помещенной в высокотемпературную печь заготовки, нанесение на волокно первичного полимерного покрытия и последующее нанесение в едином процессе вторичного полимерного покрытия путем протягивания волокна через фильеру с калиброванным отверстием и конусным окончанием, отличающийся тем, что в качестве вторичного покрытия используют находящийся в фильере расплав термопластичного полимера, а заправку начального участка волокна в фильеру с расплавом термопластичного полимера осуществляют путем протягивания волокна через предварительно размещенный в фильере капилляр с длиной больше высоты фильеры, который вытягивают из фильеры вместе с волокном после помещения волокна в механизм вытягивания.
2. Способ изготовления оптического волокна по п.1, отличающийся тем, что в качестве термопластичного полимера используют полиамиды.
3. Способ изготовления оптического волокна по п.1, отличающийся тем, что в качестве термопластичного полимера используют сополимер тетрафторэтилена с этиленом.
| US 6628875 A, 27.03.2003 | |||
| 0 |
|
SU155070A1 | |
| US 2003001112 A1, 02.01.2003 | |||
| Состав для обработки фильтровальных материалов из стеклянного волокна | 1978 |
|
SU718390A1 |
| Устройство для автоматического снабжения воздухом колпаков насосов | 1930 |
|
SU21677A1 |

