Изобретение относится к гидравлическим стойкам для секций щитовой механизированной крепи c наружной цилиндрической трубчатой оболочкой, с выдвижным под нагружающим давлением рабочей среды узлом поршневого штока, с по меньшей мере одной кольцевой полостью между наружной цилиндрической трубчатой оболочкой и узлом поршневого штока и с закрепляемым на торце цилиндрической трубчатой оболочки, запирающим с торца продольной закраиной кольцевую полость манжетодержателем, включающим с внутренней стороны продольной закраины по меньшей мере одну приемную канавку под уплотняющий элемент для герметизации кольцевой полости и еще одну приемную канавку под направляющий элемент для перемещения узла поршневого штока и изготовленным из улучшенной стали. Изобретение относится также к изготовленным из улучшенной стали манжетодержателям для указанной гидравлической стойки с периферийной закраиной для крепления манжетодержателя на торце цилиндрической трубчатой оболочки и с продольной закраиной, включающей на своей внутренней стороне по меньшей мере одну приемную канавку под направляющий или уплотняющий элемент.
В подземных горных выработках для поддержания верхнего перекрытия подземных секций щитовой механизированной крепи используются гидравлические стойки, в частности двухступенчатые спаренные телескопические стойки, которые отличаются относительно большими габаритами и приводятся в действие рабочей жидкостью под высоким давлением. В документе DE 10045680 А1 показана, например, телескопическая гидравлическая стойка. Высокие рабочие давления, а также используемая рабочая среда, состоящая по большей части из эмульсии из воды с небольшим процентным содержанием масла, приводят к тому, что отдельные элементы гидравлических стоек претерпевают сильный износ, в частности, вследствие физической эрозии. Продолжительность срока службы отдельных элементов гидравлических стоек может быть продлена при помощи нанесения покрытия из бронзы. Однако ввиду того, что в подземных горных выработках внеплановый простой производственного оборудования привел бы к значительным издержкам, в подземных горных выработках принято, что после определенного периода работы или при первом обусловленном износом выходе из строя гидравлические стойки подвергаются планово-предупредительному осмотру. Необходимый ремонт требуется зачастую вследствие утечки рабочей среды в местах уплотнения изготовленных по большей части из улучшенной стали манжетодержателей, так как непропорционально увеличиваются, в частности, места повреждений в зоне уплотнений. При планово-предупредительном осмотре принимавшие до тех пор уплотнительные и направляющие элементы манжетодержатели заменяют новым образующим заменяемую деталь манжетодержателем. Замена старого манжетодержателя на новый манжетодержатель для владельца горнопромышленного предприятия связана со сравнительно большими издержками.
Задача изобретения состоит в том, чтобы минимизировать для владельца горнопромышленного предприятия издержки, связанные с ремонтом гидравлических стоек.
Эта задача согласно изобретению решается тем, что по меньшей мере один край приемной канавки в продольной закраине снабжен или образован круговым, дополнительно обработанным, наплавленным из бронзы сварным швом. Следовательно, решение согласно изобретению предусматривает, что теперь не весь манжетодержатель полностью заменяется на новый, неиспользованный манжетодержатель, а производится ремонт манжетодержателя, причем один край или предпочтительно все поврежденные края приемных канавок снабжают наплавленным из бронзы сварным швом, который затем соответствующим образом дополнительно обрабатывается, так что на конечном этапе все приемные канавки и прилежащая поверхность на продольной закраине манжетодержателя соответствуют первоначальному состоянию нового, используемого в производстве манжетодержателя. Ремонт посредством образования наплавленного сварного шва из бронзы и дальнейшей обработки этого наплавленного сварного шва из бронзы определенно более выгоден по себестоимости, чем издержки на производство нового манжетодержателя.
Гидравлическая стойка согласно изобретению с отремонтированным манжетодержателем может быть представлена как нераздвижной стойкой, так и раздвижной телескопической гидравлической стойкой, в которой узел поршневого штока включает наружную цилиндрическую трубчатую оболочку, поршневой шток и, кроме того, герметизирующий кольцевую полость между ними манжетодержатель с приемными канавками под направляющий и уплотняющий элементы. Манжетодержатель согласно изобретению, являющийся объектом ремонтных работ, ремонтируют предпочтительно на поверхности.
Согласно предпочтительному варианту выполнения манжетодержателя или гидравлической стойки согласно изобретению все края приемных канавок выполнены из проходящего по периметру, дополнительно обработанного наплавленного сварного шва из бронзы. Далее, предпочтительно на внутренней стороне продольной закраины может быть выполнен концентрический круговой уступ, кромка которого снабжена или образована круговым, дополнительно обработанным, наплавленным из бронзы сварным швом.
Наплавленный из бронзы сварной шов может быть произведен сваркой плавящимся электродом в среде инертного газа. Альтернативно наплавленный из бронзы сварной шов может быть произведен дуговой сваркой вольфрамовым электродом в среде инертного газа. Особенным преимуществом является, если используемые в обоих способах сварки электроды содержат сплав CuAl. Дополнительная обработка шва осуществляется предпочтительно механической обработкой, шлифованием и/или хонингованием.
Ниже изобретение поясняется со ссылкой на пример выполнения для гидравлической стойки согласно изобретению с манжетодержателем, также соответствующим изобретению.
На чертежах показаны:
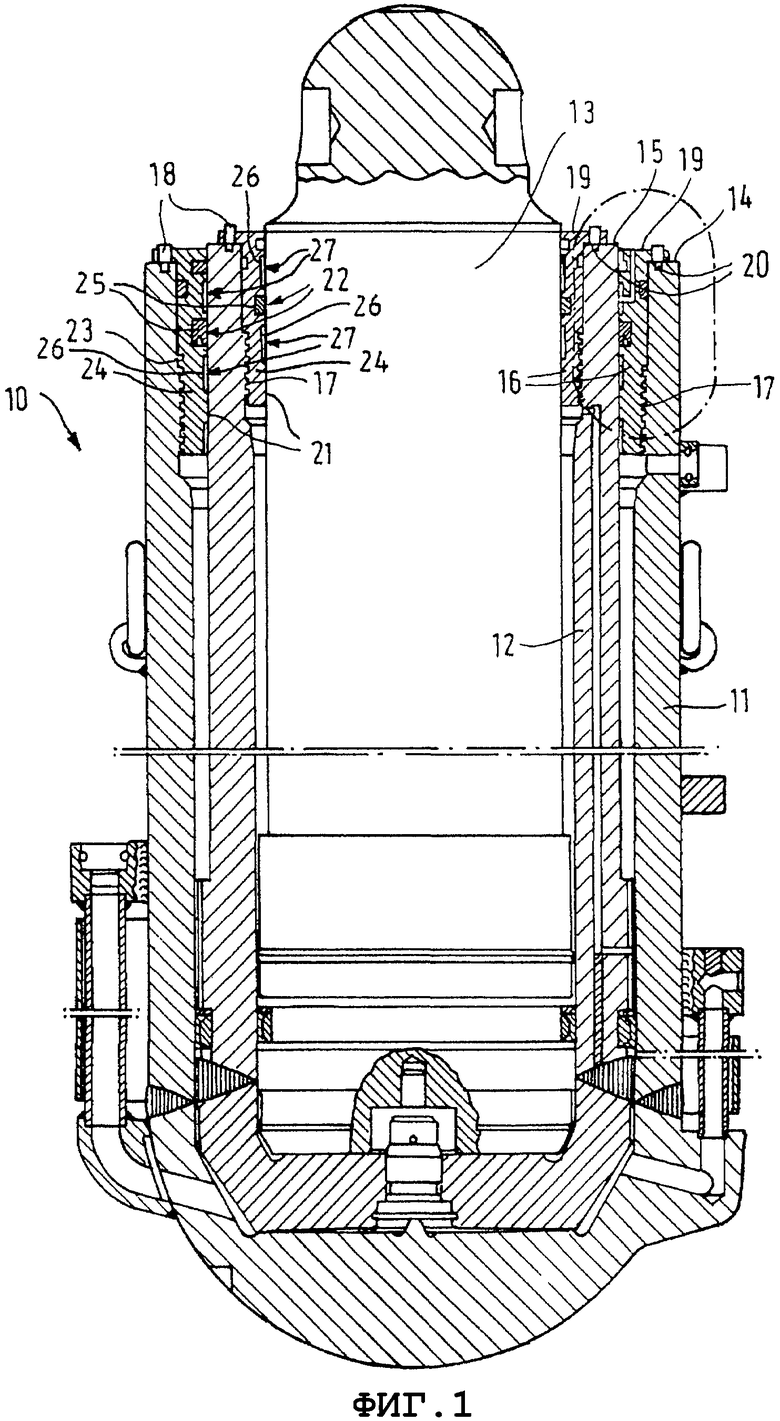
фиг.1 - многоступенчатая гидравлическая стойка согласно изобретению для использования в качестве рудничной стойки, в продольном разрезе;
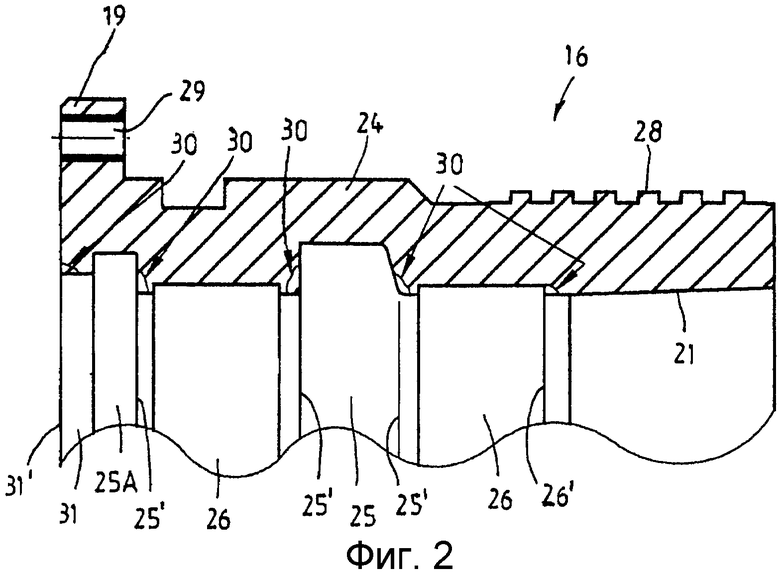
фиг.2 - детальный вид манжетодержателя в разрезе перед ремонтом и
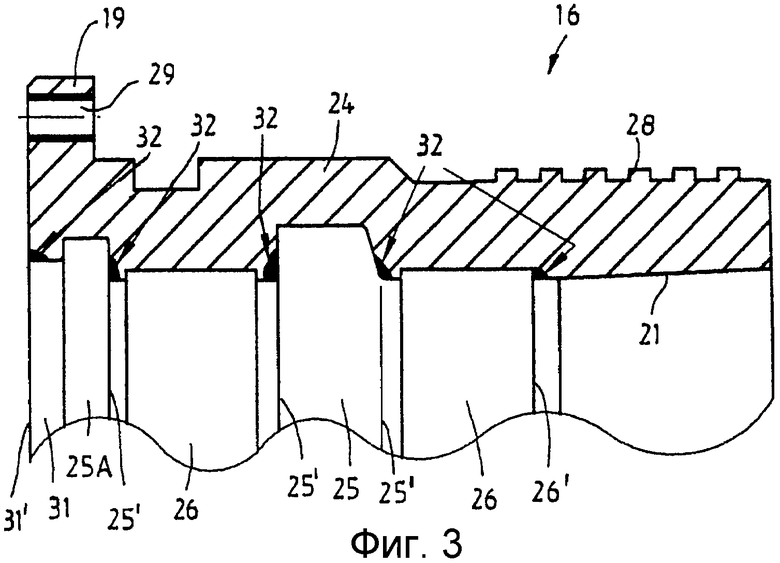
фиг.3 - вид в разрезе согласно фиг.2 манжетодержателя согласно изобретению с наплавленным из бронзы сварным швом, также соответствующим изобретению.
Обозначенная на фиг.1 позицией 10 гидравлическая стойка служит как рудничная стойка для поддержания кровли верхнего перекрытия используемой в подземных горных выработках, не представленной гидравлической секции щитовой механизированной крепи. В показанном примере выполнения гидравлическая стойка 10 выполнена как спаренная телескопическая стойка и имеет известную цилиндрическую трубчатую оболочку 11, расположенную в ней с возможностью перемещения внутреннюю цилиндрическую трубчатую оболочку 12 и помещенный в ней, также подвижный, внутренний, массивный поршневой шток 13. Внутренняя цилиндрическая трубчатая оболочка 12 образует вместе с поршневым штоком 13 единый узел, установленный с возможностью перемещения в наружной цилиндрической трубчатой оболочке 11 и выдвигающийся под нагружающим давлением гидравлической рабочей среды, которая может состоять из водомасляной смеси.
Для герметичного запирания кольцевой полости между наружной цилиндрической трубчатой оболочкой 11 и образованным внутренним цилиндрическим трубчатым элементом 12 наружным элементом узла поршневого штока на верхнем торце 14 наружного цилиндрического трубчатого элемента 11 съемно закреплен первый, образующий запорное кольцо манжетодержатель 16. Для герметичного запирания кольцевой полости между внутренней цилиндрической трубчатой оболочкой 12 и наружной окружной поверхностью поршневого штока 13 на торце внутренней цилиндрической трубчатой оболочки 12 съемно закреплен второй манжетодержатель 16. Оба манжетодержатели 16 состоят предпочтительно из улучшенной стали, например, 42 Cromo 4V или 25 Cromo 4V. Оба выполненных как запорные кольца манжетодержатели 16 имеют, за исключением различного диаметра, по существу одинаковую конструкцию. Поэтому оба манжетодержатели снабжены для дальнейшего описания на чертежах одинаковой позицией 16.
Крепление манжетодержателей 16 на торцах 14, 15 соответствующей цилиндрической трубчатой оболочки 11 или 12 осуществляют при помощи предохранительных штифтов 18, которые через сверления в периферийном фланце 19 на манжетодержателях 16 проходят в запорные отверстия 20 на торцах 14, 15 соответствующей цилиндрической трубчатой оболочки 11 или 12. Для надежного уплотнения и перемещения внутренней цилиндрической трубчатой оболочки 12 манжетодержатели 16 на кольцеобразной, проходящей соответственно в кольцевой зазор продольной закраине 24, соответственно на ее внутренней стороне 21, снабжены одной приемной канавкой 25 под уплотняющий элемент 22 и другой приемной канавкой 26 под не показанные здесь направляющие манжеты 27 для поршневого штока 11 или внутренней цилиндрической трубчатой оболочки 12. Соответственно на наружной стороне продольной закраины 24 предусмотрены участки с резьбой (28, фиг.2), при помощи которых манжетодержатели 16 завинчиваются во внутреннюю резьбу в наружной цилиндрической трубчатой оболочке 11 или внутренней цилиндрической трубчатой оболочке 12. На наружной стороне продольной закраины 24 расположены также другие уплотняющие элементы в приемных канавках, которые обеспечивают дополнительное уплотнение за винтовой резьбой.
При эксплуатации рудничной стойки согласно изобретению, в частности, внутренняя сторона 21 манжетодержателя 16 подвержена сильному износу за счет воздействия применяемой в качестве рабочей среды водомасляной эмульсии, за счет загрязнений мелкой угольной пылью, породой и т.п., а также за счет воздействия высокого давления рабочей среды, причем этот износ может привести, в частности, на ограничительных кромках и соответственно на кромках приемных канавок 25 или 26 для уплотнительных и направляющих элементов 22, 27 к эрозионному удалению материала, хотя манжетодержатели 16 и состоят из улучшенной стали и/или при необходимости снабжены покрытием из бронзы в качестве защиты от коррозии. Внешние стенки поршневого штока 13 и внутренней цилиндрической трубчатой оболочки 12 и соответственно всего манжетодержателя 16 могут быть снабжены покрытием из бронзы, чтобы улучшить скользящую опору между направляющими элементами 27 и уплотнениями 22 в манжетодержателях 16 и соответствующими ответными поверхностями. Слой бронзового покрытия в примерах выполнения не показан.
На фиг.2 и 3 представлен в детальном изображении манжетодержатель 16 такой, как используется в гидравлической стойке согласно изобретению для секций щитовой механизированной крепи. При этом на фиг.2 показан манжетодержатедь 16 после нескольких часов работы и перед ремонтом. На фиг.3 показан манжетодержатель 16 согласно изобретению после ремонта. Из обоих чертежей хорошо видно, что каждый манжетодержатель 16 включает периферийную закраину 19 со сквозными отверстиями 29 под крепежные болты на торце соответствующей цилиндрической трубчатой оболочки и соединенную с ней в одно целое, проходящую в длину продольную закраину 24, которая в показанном примере выполнения на внутренней стороне 21 снабжена двумя разнесенными между собой приемными канавками 26 под направляющие манжеты, а также двумя другими приемными канавками 25 и 25А под уплотняющие элементы. В показанном примере выполнения на фиг.2 вырывами 30 схематично обозначено, что отдельные или все края 26′ или 25′ канавок, а также кромка 31′ уступа 31 могут иметь надрывы или вырывы, которые могут возникать, в частности, в результате эрозионной потери материала за счет больших усилий давления рабочей среды, а также загрязнениями рабочей среды угольной пылью и другими частицами. На вырывах образуются повреждения, и на кромках 25′, 26′ или 31′ может частично отсутствовать материал.
На показанном на фиг.3 и уже отремонтированном манжетодержателе 16 согласно изобретению по меньшей мере все поврежденные кромки 25′, 26′ и 31′ снабжены предпочтительно проходящим по периметру наплавленным из бронзы сварным швом 32, который наплавлен по периметру на внутренней стороне 21 манжетодержателя 16 в зоне отдельных кромок 25′, 26′, а также 31′. Наплавленный при относительно невысокой температуре сварной шов из бронзы 32 может быть изготовлен в несколько слоев используемым обычно при способе сварки MAG прутковым электродом. Полученный в результате наплавки сварного шва из бронзы 32 выступ обрабатывают затем не представленным образом соответствующим способом дополнительной обработки, в частности, таким, как шлифование и/или хонингование, до тех пор, пока поверхность с внутренней стороны 21 манжетодержателя 16 не будет соответствовать первоначальному исходному состоянию нового манжетодержателя.
Для специалиста очевидно, что наплавленные сварные швы из бронзы 32 могут быть изготовлены не только на отдельных краях канавок, но также и в других местах, где в какой-то степени видны повреждения поверхности манжетодержателя. Далее, для специалиста понятно, что соответствующие наплавленные сварные швы из бронзы могут быть также произведены и затем дополнительно обработаны и на наружной стороне или в других местах манжетодержателя, даже если внутренняя сторона 21 продольной закраины 24 подвержена, в частности в зоне приемных канавок 25 и 26, значительно большему риску износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219382C2 |
| Щитовой гидродомкрат | 1981 |
|
SU1104284A1 |
| Щитовой гидродомкрат | 1983 |
|
SU1184313A2 |
| Щитовой гидродомкрат | 1982 |
|
SU1201510A2 |
| Гидравлическая рудничная стойка | 1990 |
|
SU1838622A3 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, ФИТИНГ И ЭЛЕМЕНТЫ СОЕДИНЕНИЯ ТРУБ | 1996 |
|
RU2140601C1 |
| ГИДРАВЛИЧЕСКИЙ АМОРТИЗАТОР | 2013 |
|
RU2597048C2 |
| Гидравлическое питающее устройство для импульсной смазочной системы | 1981 |
|
SU1027435A1 |
| ГИДРАВЛИЧЕСКИЙ МАСЛЯНЫЙ ЦИЛИНДР, ОТНОСЯЩЕЕСЯ К НЕМУ УСТРОЙСТВО, ГИДРАВЛИЧЕСКАЯ БУФЕРНАЯ СИСТЕМА, ЭКСКАВАТОР И АВТОБЕТОНОНАСОС | 2011 |
|
RU2564161C2 |
| УСТРОЙСТВО ДЛЯ ТЕСТИРОВАНИЯ ПЕРЕПУСКНЫХ КЛАПАНОВ ГИДРАВЛИЧЕСКИХ ЯСОВ | 2019 |
|
RU2719791C1 |
Группа изобретений относится к горному делу, а именно к гидравлическим стойкам для секций механизированной крепи и манжетодержателям для гидравлических стоек. Техническим результатом является уменьшение повреждений в зоне уплотнений, возможность использования манжетодержателя после ремонта, уменьшение затрат на ремонт гидравлических стоек. Предложена гидравлическая стойка для секций щитовой механизированной крепи с наружной цилиндрической трубчатой оболочкой, с выдвижным под нагружающим давлением рабочей среды узлом поршневого штока, с по меньшей мере одной кольцевой полостью между наружной цилиндрической трубчатой оболочкой и узлом поршневого штока и с закрепляемым на торце цилиндрической трубчатой оболочки, запирающим с торца продольной закраиной кольцевую полость манжетодержателем. Манжетодержатель имеет с внутренней стороны продольной закраины по меньшей мере одну приемную канавку под уплотняющий или направляющий элемент для герметизации кольцевой полости и перемещения узла поршневого штока, причем манжетодержатель изготовлен из улучшенной стали. По меньшей мере один край приемных канавок снабжен или образован проходящим по периметру, дополнительно обработанным, наплавленным из бронзы сварным швом. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Гидравлическая стойка для секций щитовой механизированной крепи с наружной цилиндрической трубчатой оболочкой (11), с выдвижным под нагружающим давлением рабочей среды узлом поршневого штока (12, 13), с, по меньшей мере, одной кольцевой полостью между наружной цилиндрической трубчатой оболочкой (11) и узлом поршневого штока (12, 13) и с закрепляемым на торце (14) цилиндрической трубчатой оболочки (11) запирающим с торца продольной закраиной (24) кольцевую полость манжетодержателем (16), включающим с внутренней стороны (21) продольной закраины (24), по меньшей мере, одну приемную канавку (25, 26) под уплотняющий или направляющий элемент для герметизации кольцевой полости и перемещения узла поршневого штока, причем манжетодержатель (16) изготовлен из улучшенной стали, отличающаяся тем, что, по меньшей мере, один край (25', 26') приемных канавок (25, 26) снабжен или образован проходящим по периметру дополнительно обработанным наплавленным из бронзы сварным швом (32).
2. Гидравлическая стойка по п.1, отличающаяся тем, что узел поршневого штока включает наружную цилиндрическую трубчатую оболочку (12), поршневой шток (13) и, кроме того, герметизирующий кольцевую полость между ними манжетодержатель (16) с приемными канавками (25, 26) под направляющий и уплотняющий элементы.
3. Гидравлическая стойка по п.1 или 2, отличающаяся тем, что все края (25', 26') приемных канавок (25, 26) образованы или снабжены проходящим по периметру дополнительно обработанным наплавленным из бронзы сварным швом (32).
4. Гидравлическая стойка по п.1, отличающаяся тем, что на внутренней стороне (21) выполнен, по меньшей мере, один концентрический круговой уступ (31), кромка (31') которого снабжена или образована проходящим по периметру дополнительно обработанным наплавленным из бронзы сварным швом.
5. Гидравлическая стойка по п.1, отличающаяся тем, что наплавленный из бронзы сварной шов (32) произведен сваркой плавящимся электродом в среде инертного газа.
6. Гидравлическая стойка по п.1, отличающаяся тем, что наплавленный из бронзы сварной шов (32) произведен дуговой сваркой вольфрамовым электродом в среде инертного газа.
7. Гидравлическая стойка по п.1, отличающаяся тем, что в обоих способах сварки используют сварочный электрод, содержащий сплав CuAl.
8. Гидравлическая стойка по п.1, отличающаяся тем, что дополнительная обработка осуществляется механической обработкой, шлифованием и/или хонингованием.
9. Манжетодержатель для гидравлических стоек секций щитовой механизированной крепи с периферийным фланцем (19) для крепления манжетодержателя на торце цилиндрической трубчатой оболочки и с продольной закраиной (24), включающей на своей внутренней стороне (21), по меньшей мере, одну приемную канавку (25, 26) под направляющий или уплотняющий элемент, причем манжетодержатель изготовлен из улучшенной стали, отличающийся тем, что, по меньшей мере, один край (25', 26') приемных канавок (25, 26) снабжен или образован проходящим по периметру, дополнительно обработанным наплавленным из бронзы сварным швом (32).
10. Манжетодержатель по п.9, отличающийся тем, что все края (25', 26') приемных канавок (25, 26) образованы или снабжены проходящим по периметру дополнительно обработанным наплавленным из бронзы сварным швом (32).
11. Манжетодержатель по п.9, отличающийся тем, что наплавленный из бронзы сварной шов (32) произведен сваркой плавящимся электродом в среде инертного газа.
12. Манжетодержатель по п.9, отличающийся тем, что наплавленный из бронзы сварной шов (32) произведен дуговой сваркой вольфрамовым электродом в среде инертного газа.
13. Манжетодержатель по п.9, отличающийся тем, что в обоих способах сварки используют сварочный электрод, содержащий сплав CuAl.
14. Манжетодержатель по п.9, отличающийся тем, что дополнительная обработка осуществляется механической обработкой, шлифованием и/или хонингованием.
| DE 10045680 A1, 04.04.2002 | |||
| Гидравлическая стойка с внешней системой питания | 1979 |
|
SU872771A1 |
| Контактное радиальное уплотнение и способ его сборки | 1986 |
|
SU1373943A1 |
| ШАХТНАЯ ГИДРАВЛИЧЕСКАЯ СТОЙКА | 2001 |
|
RU2205958C1 |
| ПОКРОВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ), И ИМПЛАНТАТ ДЛЯ БИОМЕДИЦИНСКОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2124329C1 |

