Область техники, к которой относится изобретение
Изобретение относится к устройству и способу зажима, разрезания и соединения полос в бесконечную полосу.
Уровень техники
При обработке металлических полос целесообразно выполнять эту обработку непрерывно, поскольку за счет этого нет необходимости использовать в процессе время на смену подлежащих обработке деталей. Однако, когда деталями являются металлические листы конечной длины, то их предпочтительно соединять. За счет многократного повторения такого соединения можно создавать так называемую «бесконечную полосу». Затем бесконечная полоса подвергается обработке на непрерывной обрабатывающей линии (линии непрерывной обработки). После обработки бесконечную полосу обычно снова разрезают на отдельные полосы.
Известные из уровня техники устройства для этого способа соединения являются очень сложными или же не имеют необходимую при соединении точность. Кроме того, они очень сложны в обращении. В частности, в этих устройствах кромки подлежащих соединению друг с другом металлических листов не параллельны друг другу, или же соединительный шов является, по меньшей мере по существу, не плоским.
Сущность изобретения, задача, решение, преимущества
Поэтому задачей изобретения является создание устройства и способа, с помощью которых, соответственно, можно создавать бесконечную полосу из полос листового металла просто, быстро и с высоким качеством.
В отношении устройства это достигается согласно изобретению за счет устройства для зажима, резания и соединения полос в бесконечную полосу, содержащего зажимное приспособление, режущее приспособление и соединительное приспособление, при этом зажимное, режущее и соединительное приспособления кинетически связаны друг с другом.
При этом предпочтительно, если зажимное приспособление содержит верхний и нижний зажимы для полосы, выполненные с возможностью управляемого перемещения посредством рычагов в направлении друг к другу или друг от друга для зажима или освобождения полос.
При этом особенно предпочтительно, если режущее приспособление содержит верхние и нижние режущие ножи (верхние ножи и нижние ножи), при этом нижние режущие ножи выполнены с возможностью управляемого вдвигания и выдвигания посредством рычагов. Согласно другому предпочтительному примеру выполнения, нижние режущие ножи (нижние ножи) выполнены с возможностью опускания. При этом по меньшей мере в еще одном примере выполнения предпочтительно, если режущее приспособление содержит верхние и нижние режущие ножи, при этом верхние режущие ножи (верхние ножи) выполнены с возможностью движения, или перемещения, или нагружения, сверху для резания в направлении нижних режущих ножей.
Согласно другому предпочтительному аспекту изобретения, после резания резаные полосы имеют возможность перемещения друг к другу за счет бокового сдвига по меньшей мере одного зажимного приспособления. При этом при наличии двух противоположных зажимных приспособлений может быть предпочтительно, если в боковом направлении могут сдвигаться одно или оба зажимных приспособления.
Соединительное устройство может предпочтительно содержать сварочное приспособление со сварочным столом.
Согласно другому предпочтительному аспекту изобретения, для опоры конца полосы сварочный стол можно перемещать к не имеющему опоры концу полосы. Кроме того, предпочтительно, если сварочный стол выполнен с возможностью перемещения, например поворота, посредством рычагов и исполнительных элементов, например гидроцилиндров.
При этом особенно предпочтительно, если сварочный стол опирается в нескольких местах по ширине полос/полосы посредством рычагов на нижний режущий нож/нижние режущие ножи.
Особенно целесообразно, если функция опускания нижнего режущего ножа используется для зажима полосы, при этом сварочный стол выполнен с возможностью подвода к полосе.
Также целесообразно, если устройство выполнено по существу симметрично и имеет два зажимных приспособления, два режущих приспособления и два соединительных приспособления. Они предпочтительно расположены зеркально симметрично друг напротив друга.
Кроме того, целесообразно, если по меньшей мере одно из зажимных приспособлений имеет механизм для выравнивания по высоте. Особенно предпочтительно, если оба зажимных приспособления имеют такой механизм для выравнивания по высоте, так что можно осуществлять выравнивание по высоте на любой стороне.
Предпочтительно, если механизм для выравнивания по высоте имеет эксцентриковое регулирование.
Задача изобретения в отношении способа достигается согласно изобретению за счет способа эксплуатации устройства для зажима, резания и соединения полос в бесконечную полосу, содержащего по меньшей мере два зажимных приспособления, одно режущее приспособление и одно соединительное приспособление, при этом на первой стадии открывают зажимные приспособления для введения двух концов полос. При этом предпочтительно, если на следующей стадии концы полос зажимают посредством зажимных приспособлений. Кроме того, предпочтительно, если на следующей стадии концы полос режут посредством режущего приспособления/режущих приспособлений, и на следующей стадии концы полос снова позиционируют. Кроме того, предпочтительно, если на следующей стадии выполняют поддержку резаных концов полос посредством состоящего предпочтительно из нескольких частей, например, из двух частей, сварочного стола, и на последующей стадии выполняют согласование высоты обоих резаных концов полос с целью обеспечения возможности выравнивания различий толщины подлежащих соединению полос, при этом на следующей стадии соединяют концы полос. Также предпочтительно, если на следующей стадии зажимное приспособление снова освобождает соединенную полосу.
Предпочтительные модификации приведены в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже приводится подробное пояснение изобретения на основе примера выполнения со ссылками на прилагаемые чертежи, на которых схематично показано:
Фиг.1 - устройство согласно изобретению для соединения полос;
Фиг.2 - устройство согласно изобретению для соединения полос;
Фиг.3 - устройство согласно изобретению для соединения полос;
Фиг.4 - устройство согласно изобретению для соединения полос;
Фиг.5 - устройство согласно изобретению для соединения полос;
Фиг.6 - устройство согласно изобретению для соединения полос;
Фиг.7 - устройство согласно изобретению для соединения полос;
Фиг.8 - устройство согласно изобретению для соединения полос; и
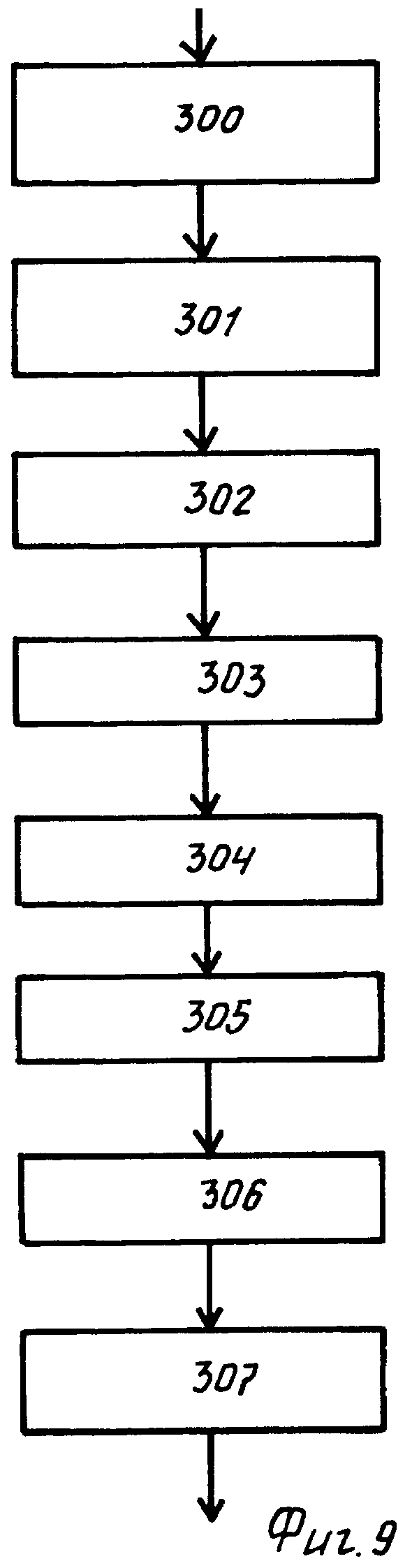
Фиг.9 - блок-схема выполнения способа согласно изобретению.
Предпочтительное выполнение изобретения
Ниже приводится описание устройства согласно изобретению и стадий способа соединения отдельных полос со ссылками на чертежи. При этом одинаковые конструктивные элементы обозначены одинаковыми позициями. Кроме того, элементы устройства на правой стороне обозначены с добавлением -r, а на левой стороне - с добавлением -l.
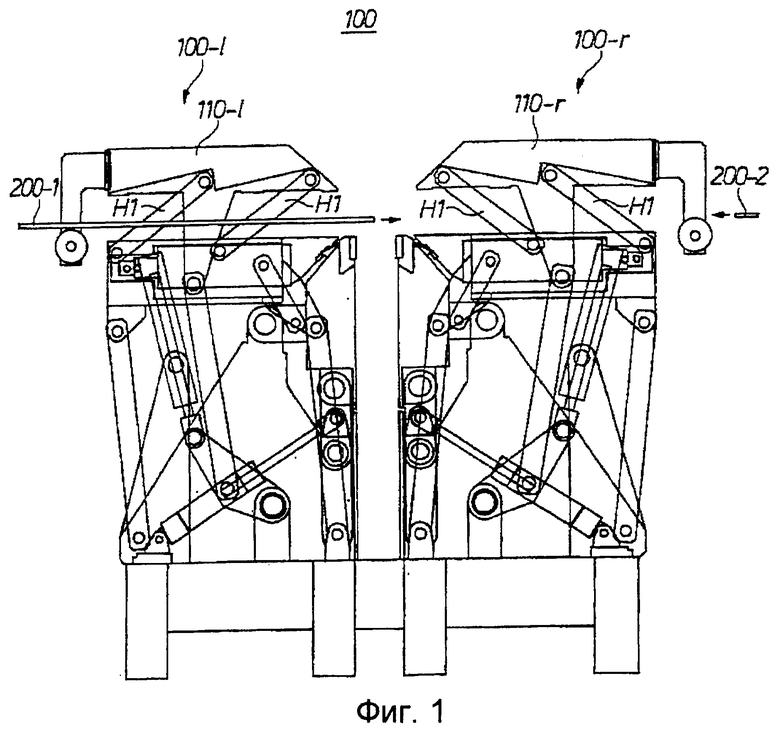
На Фиг.1 показано устройство 100 согласно изобретению, которое имеет правую часть 100-r и левую часть 100-l устройства 100. Обе части устройства выполнены по существу зеркально симметричными и по существу отвечают за управление одной из подлежащих соединению отдельных полос. Так, первую отдельную полосу 200-1 подают или вводят в левую часть 100-l слева, а вторую отдельную полосу 200-2 подают или вводят в правую часть 100-r устройства 100 справа.
Для введения полос 200-1, 200-2 верхние зажимы 110-l, 110-r полос выполнены с возможностью поворота посредством расположенных в виде параллелограмма рычагов H1 вверх в открытое положение.
При этом устройство 100 имеет как в правой части 100-r, так и в левой части 100-l зажимы 110 полосы, которые можно открывать и закрывать для захвата и удерживания полосы или, соответственно, отдельной полосы 200-1, 200-2. При этом зажимы полосы состоят каждый из двух перемещаемых относительно друг друга зажимов 110-r, 110-l и 120-r, 120-l полосы. При этом соответствующий верхний зажим 110-r и, соответственно, 110-l полосы взаимодействует с нижним зажимом 120-r и, соответственно, 120-l полосы. Верхний зажим полосы выполнен с возможностью поворота за счет направления расположенных в виде параллелограмма рычагов H1 таким образом, что между верхним зажимом 110 полосы и нижним зажимом 120 полосы возникает зазор или приемная зона для приема полосы, которая при обратном повороте снова закрывается, и полоса зажимается и удерживается зажимами 110, 120 полосы. При этом по меньшей мере верхние и нижние зажимы 110, 120 полосы образуют зажимное приспособление для зажима полосы.
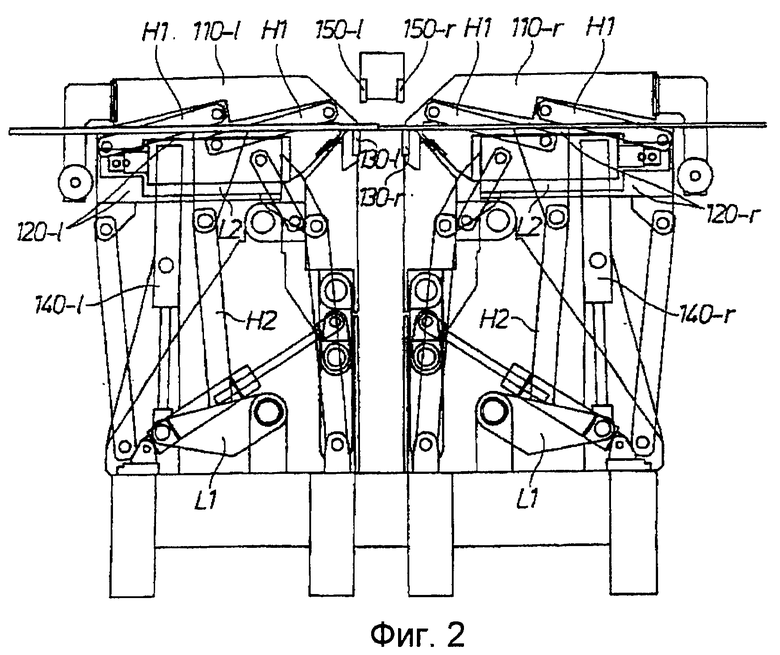
Как показано на Фиг.2, после открывания зажимов 110, 120 полосы обе отдельные полосы 200-1 и 200-2 с их подачей справа и слева сначала сдвигаются вместе в середине устройства 100 так, что они соприкасаются друг с другом или, соответственно, расположены в стык между зажимами полосы. После чего верхние зажимы 110-r и 110-l полосы опускаются в закрытое положение, в котором затем обе отдельные полосы 100-1 и 200-2 неподвижно зажимаются между верхним зажимом 110-r, 110-l полосы и нижним зажимом 120-r и 120-l полосы.
Верхние зажимы 110-r и 110-l полосы направляются в своем поворотном движении рычагами H1, а приводное усилие для процесса поворота обеспечивается, например, с помощью гидравлических цилиндров 140. При этом открывание и закрывание верхних зажимов 110 полос осуществляется с помощью гидравлических цилиндров 140-r и 140-l во взаимодействии с планками L1, L2 и рычагами H1, H2, при этом по меньшей мере гидравлические цилиндры 140 расположены предпочтительно снаружи на устройстве. Планки L1 соединены на одной стороне с гидравлическими цилиндрами 140, при этом на своем другом конце они опираются с возможностью поворота на опору LA1. С планкой L1 соединены одним своим концом с возможностью поворота рычаги H1, при этом рычаги H2 соединены другим своим концом с возможностью поворота с планками L2. Планки L2, в свою очередь, соединены с верхними зажимами 110 полосы. При подъеме или выдвижении гидравлического поршня или, соответственно, плунжера гидравлического цилиндра 140, планка L1 поворачивается вверх и одновременно поворачивается рычаг Н2 вверх и отклоняет планку L2 и верхний зажим 110 полосы вверх.
Затем полосы лежат в средней зоне одновременно на нижних ножах 130-l, 130-r. Затем в средней зоне между левым и правым верхними зажимами 110-l, 110-r полосы опускаются верхние ножи 150-l, 150-r на обе полосы и отрезают во взаимодействии с нижними ножами 130-l, 130-r их соответствующие концы. После резания оба новых конца полос 200-1, 200-2 имеют каждый чистую и прямую кромку реза, при этом обе кромки реза ориентированы по существу параллельно друг другу. При этом по меньшей мере верхние и нижние ножи 130, 150 образуют режущее приспособление для резания полосы.
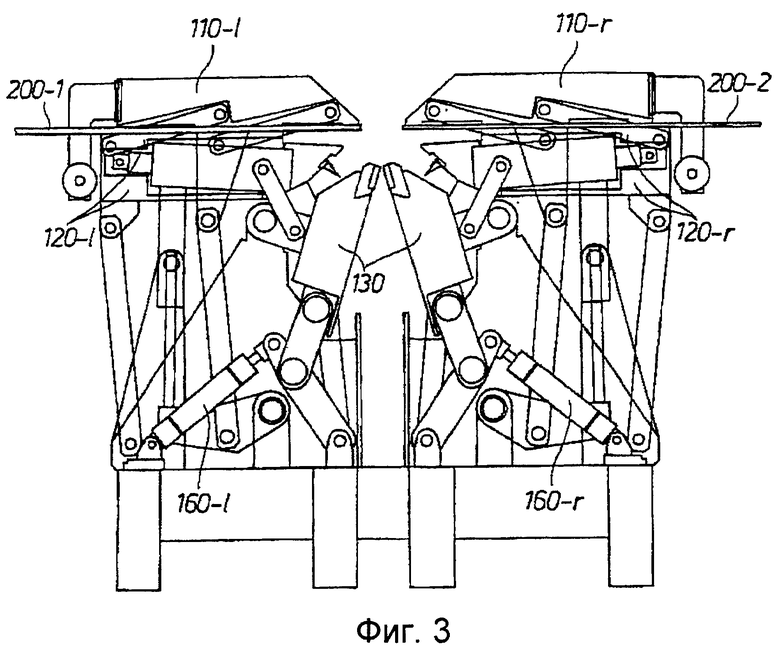
Как показано на Фиг.3, оба нижних ножа 130-l, 130-r с их опорами 130 после операции резания поворачиваются вниз с помощью гидравлических цилиндров 160-l, 160-r. При этом обе полосы 200-1 и 200-2 остаются, как и прежде, зажатыми между верхними и нижними зажимами 110, 120 полосы. Поворот вниз ножевых опор 130 с нижними ножами 130-l, 130-r предпочтительно используется для зажима полос.
Как показано также на Фиг.3, ножевые опоры 130 шарнирно соединены через рычаги 131-l, 131-r с гидравлическими цилиндрами 160-1, 160-г, так что за счет управления гидравлическим поршнем гидравлического цилиндра происходит регулирование наклона и тем самым положения ножей 130-l, 130-r.
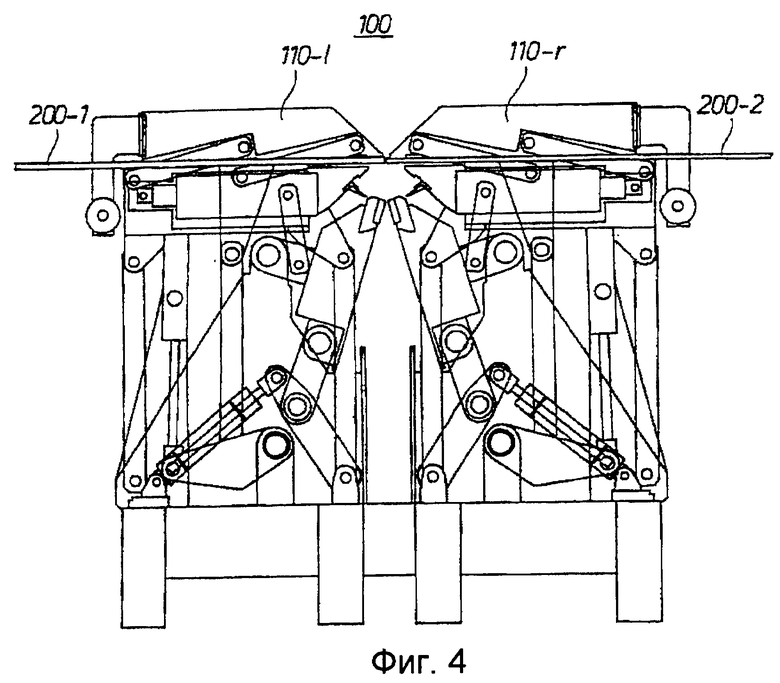
На Фиг.4 показано, что правые и левые, верхние и нижние зажимы 110, 120 полосы вместе с обеими, все еще зажатыми полосами 200-1, 200-2 перемещаются к середине устройства 100 в направлении друг к другу с целью сведения вместе обоих отрезанных концов полос в месте F соединения. Это сведение вместе осуществляется посредством поворота несущих рычажных плеч ТНА, которые несут зажимы полосы. Однако после сведения вместе полосы 200-1, 200-2 сначала не поддерживаются в месте F соединения.
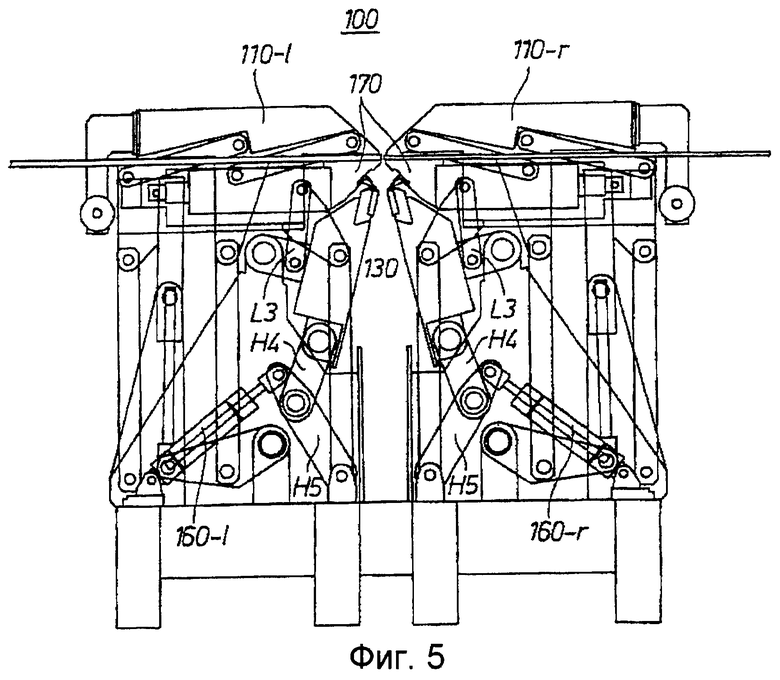
Для поддержки полос 200-1, 200-2 в месте соединения затем, как показано на Фиг.5, перемещается левый и правый сварочный стол 170-l, 170-r снизу к концам полос. При этом сварочные столы 170-l, 170-r опираются несколькими расположенными с распределением по ширине устройства и, соответственно, полос планками L3 на повернутые ножевые опоры 130. За счет этого предотвращается недопустимо большое прогибание сварочных столов по ширине.
Как показано на Фиг.5, сварочные столы 170-l, 170-r за счет установки снова ножевых опор с нижними ножами с помощью коленчатых рычагов Н4, Н5 и гидравлических цилиндров 160-l, 160-r подводятся снизу к концам полос, и тем самым концы полос также неподвижно зажимаются между верхними зажимами полосы и сварочным столом. Для повторной установки ножевых опор 130, гидравлические цилиндры 160 на Фиг.5 выдвинуты несколько больше по сравнению с Фиг.4.
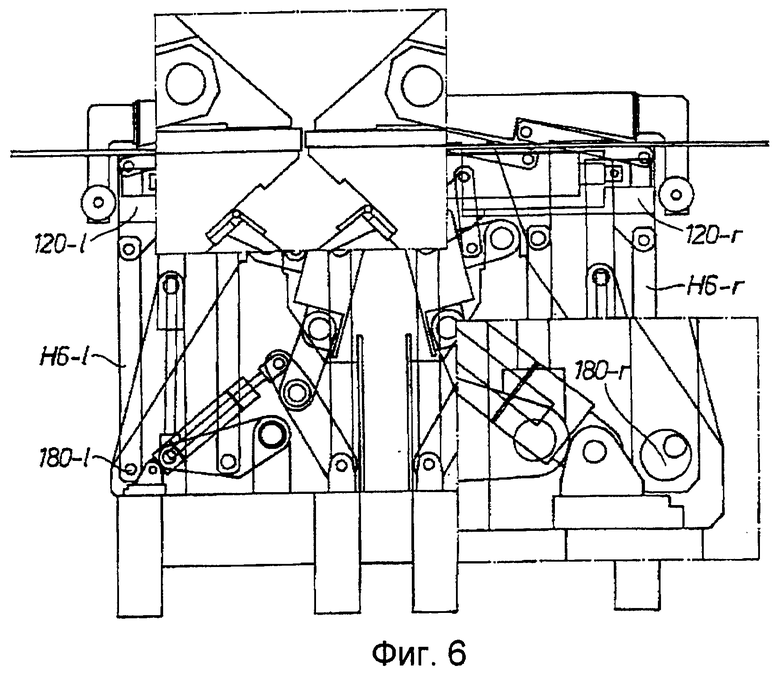
Как показано на Фиг.6, перед сваркой концов полос, в частности, при полосах различной толщины, происходит выравнивание по высоте так, что оба конца полос расположены и зафиксированы по высоте центрально друг к другу; другими словами, полосы соединяются на нейтральной оси. Установленное таким образом положение концов полос представляет собственно положение сварки. Согласование по высоте осуществляется посредством эксцентрикового механизма, содержащего эксцентрик 180-r, 180-l и рычаг H6-r, H6-l, который соединяет эксцентрик с нижним зажимом 120-r, 120-l полосы. Эксцентриковый механизм предпочтительно расположен на обеих сторонах, как слева, так и справа. Однако, согласно изобретению, эксцентриковый механизм может быть расположен лишь в одном месте.
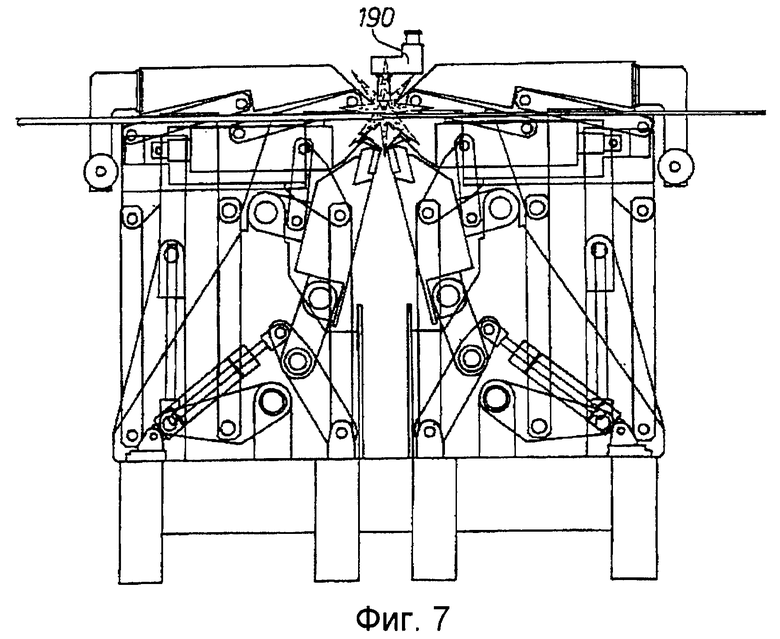
Затем в положении сварки соединяются оба конца полос с помощью соединительного приспособления. Соединительное приспособление может быть предпочтительно сварочным приспособлением 190, как показано на Фиг.7, которое можно опускать сверху над положением сварки, и сваривать концы полос друг с другом. Для этого сварочное приспособление предпочтительно опускается или позиционируется.
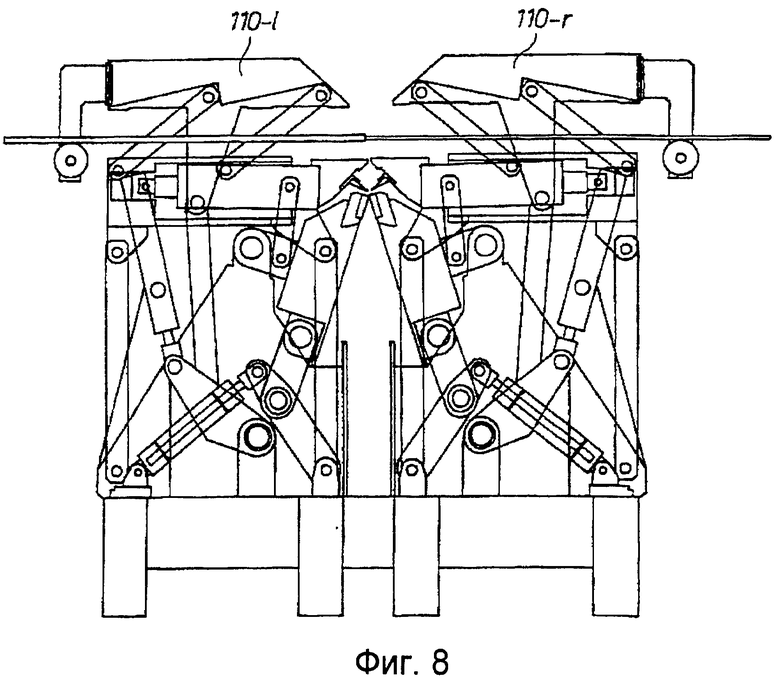
После выполнения операции сварки сваренная из двух полос «бесконечная полоса» освобождается от зажимания, как показано на Фиг.8, за счет, в частности поворота обоих верхних зажимов 110-l, 110-r полосы снова вверх в открытое положение. Затем бесконечная полоса готова для непрерывной обработки в непрерывной установке.
Устройство 100 позволяет в соответствии с приведенным выше описанием выполнять многоступенчатый способ зажима, резания и соединения полос в так называемую бесконечную полосу, как схематично показано в блок-схеме на Фиг.9. На первой стадии 300 открывают зажимное приспособление 110, 120 устройства 100 для ввода двух концов полос. Затем на следующей стадии 301 неподвижно зажимают концы полос для резания концов полос на следующей стадии 302. После этого на следующей стадии 303 резаные концы полос снова позиционируют (стадия 304) и после этого поддерживают в месте соединения (стадия 305), а затем соединяют на следующей стадии 306, прежде чем зажимное приспособление на последней стадии 307 снова освобождает полосу.
Поддержка концов полос после операции резания и новое позиционирование предпочтительно происходит с помощью состоящего из нескольких частей, например, из двух частей сварочного стола, который поднимают снизу к полосе в концевой зоне или к концу полосы.
Кроме того, перед соединением может происходить также согласование по высоте, для обеспечения возможности выравнивания различия по толщине подлежащих соединению полос. Это осуществляется, например, с помощью эксцентрикового механизма.
Перечень позиций
100 Устройство
100-r, 100-l Правая и левая часть устройства
110 Верхний зажим полосы
110-r, 110-l Верхний зажим полосы
120 Нижний зажим полосы
120-r, 120-l Нижний зажим полосы
130 Ножевая опора для нижних ножей
131-r, 131-l Рычаги
140 Гидравлический цилиндр
140-r, 140-l Гидравлический цилиндр
150 Верхний нож
150-r, 150-l Верхний нож
160 Гидравлический цилиндр
160-r, 160-l Гидравлический цилиндр
170 Сварочный стол
170-r, 170-l Сварочный стол
180 Эксцентрик
180-r, 180-l Эксцентрик
190 Сварочное устройство
200 Полоса
200-1 Отдельная полоса
200-2 Отдельная полоса
300 Стадия
301 Стадия
302 Стадия
303 Стадия
304 Стадия
305 Стадия
306 Стадия
307 Стадия
H1 Рычаг
H2 Рычаг
Н4 Коленчатый рычаг
Н5 Коленчатый рычаг
Н6-r, Н6-l Рычаг
L1 Планка
L2 Планка
L3 Планка
LA1 Опора
ТНА Несущие рычажные плечи
F Место соединения
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ СОЕДИНЕНИЯ ПОЛОС | 2008 |
|
RU2451567C2 |
| УПАКОВОЧНЫЙ АППАРАТ С ВРАЩАЮЩИМСЯ ЗАЖИМНЫМ УСТРОЙСТВОМ И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОК | 2011 |
|
RU2545864C2 |
| ЛЕСОЗАГОТОВИТЕЛЬНАЯ МАШИНА | 1972 |
|
SU353371A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН МАГНИТНОГО СЕРДЕЧНИКА | 2011 |
|
RU2560523C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБОК | 2016 |
|
RU2720789C2 |
| ХИРУРГИЧЕСКИЙ ОТРЕЗНОЙ И ФИКСИРУЮЩИЙ АППАРАТ С ПРИВОДОМ ОТ ДВИГАТЕЛЯ И МЕХАНИЧЕСКОЙ СМЫКАЮЩЕЙ СИСТЕМОЙ | 2007 |
|
RU2449750C2 |
| ХИРУРГИЧЕСКИЙ ОТРЕЗНОЙ И ФИКСИРУЮЩИЙ АППАРАТ С ПРИВОДОМ ОТ ДВИГАТЕЛЯ И МЕХАНИЧЕСКОЙ СМЫКАЮЩЕЙ СИСТЕМОЙ | 2007 |
|
RU2449747C2 |
| ХИРУРГИЧЕСКИЙ ОТРЕЗНОЙ И ФИКСИРУЮЩИЙ АППАРАТ С ПРИВОДОМ ОТ ДВИГАТЕЛЯ И СИСТЕМОЙ ОБРАТНОЙ СВЯЗИ С ПОЛЬЗОВАТЕЛЕМ | 2007 |
|
RU2449746C2 |
| ХИРУРГИЧЕСКИЙ ОТРЕЗНОЙ И ФИКСИРУЮЩИЙ АППАРАТ С ПРИВОДОМ ОТ ДВИГАТЕЛЯ И ТАКТИЛЬНОЙ ОБРАТНОЙ СВЯЗЬЮ ПО ПОЛОЖЕНИЮ | 2007 |
|
RU2461362C2 |
Изобретение может быть использовано для соединения полос в бесконечную полосу. Устройство содержит по меньшей мере одно зажимное приспособление, по меньшей мере одно режущее приспособление и по меньшей мере одно соединительное приспособление, кинематически связанные друг с другом. Верхний и нижний зажимы полосы выполнены с возможностью управляемого перемещения посредством рычагов в направлении друг к другу или друг от друга для зажима или освобождения полос. С помощью сварочного стола, состоящего из, например, двух частей, поддерживают концы полос после резания и осуществляют новое позиционирование. При этом концы полос имеют возможность перемещения друг к другу за счет бокового сдвига соответствующего зажимного приспособления. Перед соединением выполняют согласование по высоте обоих обрезанных концов полос для обеспечения возможности выравнивания различий в толщине соединяемых полос. Механизм для выравнивания соединяемых полос по высоте имеет по меньшей мере одно из зажимных приспособлений. Изобретение обеспечивает соединение полос в бесконечную полосу просто, быстро и с высоким качеством. 2 н. и 14 з.п. ф-лы, 9 ил.
1. Устройство (100) для соединения полос в бесконечную полосу, содержащее по меньшей мере одно зажимное приспособление, по меньшей мере одно режущее приспособление и по меньшей мере одно соединительное приспособление, отличающееся тем, что зажимное, режущее и соединительное приспособления кинематически связаны друг с другом.
2. Устройство по п.1, отличающееся тем, что зажимное приспособление содержит верхний и нижний зажимы полосы, выполненные с возможностью управляемого перемещения посредством рычагов (H1, H2, L1, L2) в направлении друг к другу или друг от друга для зажима или освобождения полос (200).
3. Устройство по п.1 или 2, отличающееся тем, что режущее приспособление содержит верхние и нижние режущие ножи (130-l, 130-r, 150-l, 150-r), при этом нижние режущие ножи (130-l, 130-r) выполнены с возможностью управляемого вдвигания и выдвигания посредством рычагов (131).
4. Устройство по п.3, отличающееся тем, что нижние режущие ножи (130-l, 130-r) выполнены с возможностью опускания.
5. Устройство по п.3, отличающееся тем, что верхние режущие ножи (150-l, 150-r) режущего приспособления выполнены с возможностью перемещения сверху для резания по направлению к нижним режущим ножам (130-l, 130-r).
6. Устройство по п.1, отличающееся тем, что после резания концы полос имеют возможность перемещения друг к другу за счет бокового сдвига соответствующего зажимного приспособления.
7. Устройство по п.6, отличающееся тем, что для опоры концов полос оно содержит по меньшей мере один сварочный стол (170), выполненный с возможностью перемещения к не имеющим опоры концам полос.
8. Устройство по п.7, отличающееся тем, что по меньшей мере один сварочный стол (170) выполнен из двух или более частей.
9. Устройство по п.7 или 8, отличающееся тем, что сварочный стол (170) опирается в нескольких местах по ширине полос посредством рычагов (L3) на нижние режущие ножи (130).
10. Устройство по п.7 или 8, отличающееся тем, что в нем предусмотрена возможность использования функции опускания нижних режущих ножей (130) для зажима полосы.
11. Устройство по п.1, отличающееся тем, что устройство (100) выполнено, по существу, симметричным и имеет два зажимных приспособления, два режущих приспособления и по меньшей мере одно соединительное приспособление.
12. Устройство по п.11, отличающееся тем, что по меньшей мере одно из зажимных приспособлений имеет механизм для выравнивания соединяемых полос по высоте.
13. Устройство по п.12, отличающееся тем, что механизм для выравнивания полос по высоте имеет эксцентриковое регулирование.
14. Способ соединения полос в бесконечную полосу, при котором концы полос зажимают, обрезают и соединяют, отличающийся тем, что используют устройство по любому из пп.1-13, при этом сначала открывают по меньшей мере одно зажимное приспособление устройства для введения двух концов полос и жестко их зажимают, затем обрезают концы полос посредством по меньшей мере одного режущего приспособления упомянутого устройства, затем позиционируют обрезанные концы полос и соединяют их посредством по меньшей мере одного соединительного приспособления упомянутого устройства, после чего освобождают соединенную полосу от зажимного приспособления.
15. Способ по п.14, отличающийся тем, что обрезанные концы полос после резания поддерживают с помощью по меньшей мере одного сварочного стола (170), состоящего из нескольких частей, например из двух частей.
16. Способ по п.14, отличающийся тем, что выполняют согласование по высоте обоих обрезанных концов полос для обеспечения возможности выравнивания различий в толщине соединяемых полос.
| Машина для контактной стыковой сварки полос | 1976 |
|
SU603529A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| Устройство для цементирования потайных обсадных колонн | 1980 |
|
SU909128A1 |
| US 4063061 A, 13.12.1977. | |||

