Изобретение относится к сварочному производству, а точнее к машинам контактной стыковой сварки полос, устанавливаемым в непрерывных металлургических агрегатах (трубосварочных, профилегибочных станах и пр.).
Такие машины должны иметь кратковременный цикл сварки для обеспечения непрерывности работы линии и гарантировать стабильно высокое качество соединений во избежание обрывов полос при их транспортировке в агрегате. Для выполнения этих условий сварочные машины комплектуются рядом дополнительных механизмов, позволяющих автоматизировать не только сварочный процесс, но и всю совокупность вспомогательных операций (обрезку концов рулонов, центрирование и установку полос в машине, зачистку грата и пр.) При этом перечисленные операции производятся в автоматическом цикле при минимальном участии персонала.
Известна приводимая в качестве аналога машина контактной стыковой сварки /авт. свид. СССР №208152, кл. МПК Н 05 b, 29/10, 03.IX.1966 г./, содержащая шарнирно соединенные подвижную и неподвижную станины, на которых установлены зажимы, выполненные в виде замкнутого контура с гидравлическим приводом зажатия полос. На неподвижной станине машины смонтирован также отрезной узел для обрезки концов рулонов, выполненный в виде гидравлических гильотинных ножниц с режущими ножами, установленными в верхнем и нижнем суппортах. При этом верхний суппорт ножниц связан со штоком гидравлического цилиндра, а нижний суппорт выполнен поворотным. Помимо этого, машина оснащена двумя подвижными каретками для автоматизированной передачи полос из зоны резания в зону их сварки, а также устройством для центрирования полос, зажимные лапки которого расположены в плоскости резания ножниц. Недостатки такой конструкции машины связаны с низкой точностью установки полос в губках под сварку из-за возможности их винтовой деформации при центрировании.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату, прототипом, является машина для контактной стыковой сварки /авт. свид. СССР №308837, кл. МПК B23 k 11/02,15.ХII.1969 г./, имеющая в своем составе все вышеперечисленные механизмы, а конструкция отрезного узла, выполненного также в виде гильотинных ножниц, дополнена прижимным элементом, позволяющим фиксировать положение полосы на нижнем суппорте ножниц перед их центрированием и обрезкой. Прижимной элемент ножниц выполнен в виде рамки, опускаемой на полосу и связанной с гидравлическим цилиндром верхнего суппорта, а сам гидравлический цилиндр имеет ступенчатую полость и дополнительный поршень, позволяющий верхнему суппорту останавливаться в промежуточном положении.
Такая конструкция позволяет повысить точность установки полос в позиции сварки, однако не устраняет недостатка, присущего аналогу и прототипу, связанного с замкнутой конструкцией как зажимов сварочной машины, так и отрезного устройства. В этом случае необходим вывод нижнего ножа ножниц из зоны движения полосы во избежание их взаимного повреждения при работе агрегата, что обеспечивается за счет поворотной конструкции нижнего суппорта ножниц. Такая схема существенно усложняет конструкцию ножниц, затрудняет их настройку и регулировку оптимальной величины зазора между ножами. В свою очередь, некачественная настройка ножниц ведет к появлению заусенцев на кромках, подгибу обрезанных концов полосы, что затрудняет их сварку и отрицательно сказывается на качестве сварного шва.
Другим недостатком приведенной конструкции является то обстоятельство, что транспортная каретка для установки переднего конца рулона в позицию сварки при своем ходе должна вписываться в замкнутый контур, образуемый вертикальными стенками неподвижной станины, поднятым верхним ножом ножниц и повернутым на 90° нижним суппортом ножниц. Это усложняет конструкцию каретки и увеличивает вероятность поломки механизмов при сбоях в работе как системы управления машиной, так и ее гидросхемы.
Задачей предлагаемого изобретения является упрощение машины для контактной стыковой сварки полос, уменьшение ее металлоемкости, повышение надежности в работе.
Достигаемый при этом технический эффект - повышение качества сварного соединения, повышение производительности работы машины и безопасности ее обслуживания.
Поставленная задача с достижением указанного технического эффекта обеспечивается тем, что для соединения относительно узких полос (шириной до 150 мм) в металлургических агрегатах предлагается машина контактной стыковой сварки с подвижной и неподвижной станинами, имеющими зажимы консольной конструкции незамкнутого типа, а для автоматизации операций по установке полос указанная машина дополнительно оснащается отрезным узлом с прижимным устройством, центрователем полос, а также подвижными каретками для передачи концов полос из позиции резания в позицию сварки. При этом сам отрезной узел выполняется в виде подвижного блока, смонтированного на кронштейне, жестко связанным с неподвижной станиной машины и имеющего направляющие скольжения, которые обеспечивают возвратно-поступательное перемещение режущего инструмента перпендикулярно к оси металлургического агрегата. Режущий инструмент может перемещаться по направляющим гидравлическим цилиндром к оси агрегата при необходимости обрезки концов рулонов и убираться из зоны его работы при транспортировке полосы в металлургической линии. Для беспрепятственного перемещения блока при пересечении оси агрегата его предлагается выполнить в виде аллигаторных ножниц рычажного типа. Разомкнутый контур консольных зажимов и аллигаторная, открытая с передней стороны, конструкция ножниц упрощают сварочную машину и облегчают ее обслуживание, а высокая точность при резке и установке полос в позиции сварки обеспечивается жесткой связью отрезного блока с неподвижной станиной.
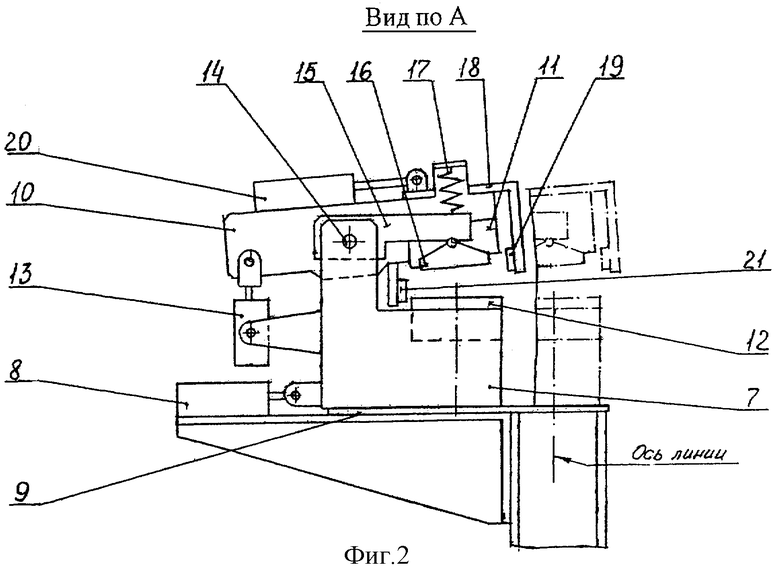
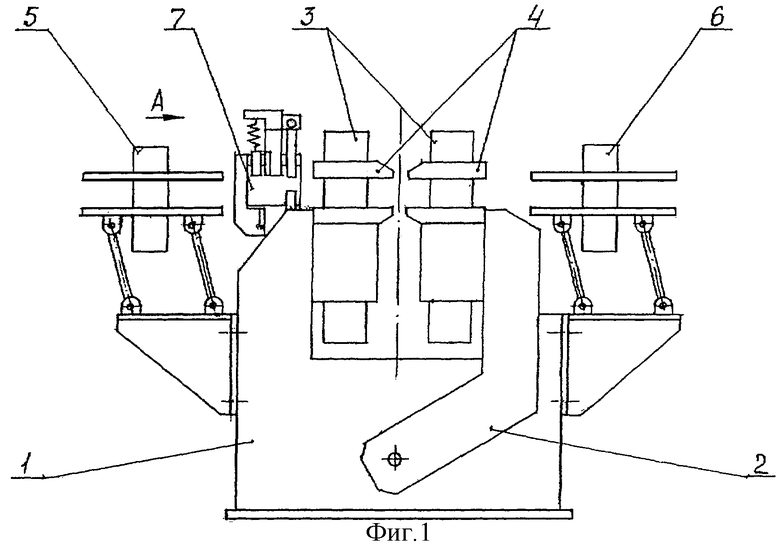
Заявляемая машина для контактной стыковой сварки полос изображена на фиг.1 и 2. На фиг.1 схематично показана машина контактной стыковой сварки полос с консольной конструкцией зажимных губок в исходном положении исполнительных механизмов. На фиг.2 представлен вид сбоку на отрезной узел машины, выполненный в виде подвижного блока с аллигаторными ножницами, центрователем полос и прижимным устройством, также находящемся в исходном положении (штрихпунктиром показан фрагмент ножниц в выдвинутом положении в момент обрезки полос).
Машина контактной стыковой сварки содержит неподвижную станину 1, шарнирно соединенную с подвижной станиной 2. На обеих станинах установлены консольные зажимные устройства 3 с губками-электродами 4, в которых осуществляется сварка. На неподвижной станине машины смонтированы также транспортные каретки 5 и 6 для зажатия соответственно переднего и заднего концов рулонов и их автоматизированной передачи из позиции резки в позицию сварки, а на отдельном кронштейне 7 также жестко связанным с неподвижной станиной машины, установлен блок режущих ножниц, который может перемещаться гидроцилиндром 8 по направляющим 9 перпендикулярно к оси агрегата. Ножницы представляют собой рычажную аллигаторную конструкцию и производят рез полосы взаимодействием верхнего 11 и нижнего 12 ножей при включении гидроцилиндра 13. На общей оси с двухплечным рычагом ножниц 10 установлено прижимное устройство 15 с прижимной планкой 16. Оно связано с рычагом ножниц пружиной 17, которая позволяет утапливаться прижимной планке при выполнении реза. На верхней плоскости рычага ножниц смонтировано устройство для центрирования полос 18, имеющее прижимную лапку 19. Центрирующее устройство может перемещаться по своим направляющим гидроцилиндром 20; при этом прижимная лапка 19 будет прижимать полосу к задней центрирующей лапке 21, которая крепится к корпусу ножниц. Лапка 21 является сменной и должна заменяться при смене сортамента полос, перерабатываемых в линии.
Перед началом работы машины все ее механизмы находятся в исходном положении, как показано на фиг.1 и 2. Когда в линии агрегата заканчивается переработка очередного рулона, его задний конец останавливается в районе ножниц сварочной машины и по команде оператора они выдвигаются гидравлическим цилиндром 8 на ось агрегата. Все операции по установке заднего конца полосы в машине производятся в автоматическом цикле в следующей последовательности:
- верхний рычаг ножниц 10 опускается гидравлическим цилиндром 13 в промежуточное положение; при этом прижимная планка 16 прижимает конец полосы к плоскости нижнего ножа 12;
- включается гидроцилиндр центрователя 20 и его передняя лапка 19 сдвигает полосу до упора в заднюю сменную лапку 21;
- включается зажим каретки 6 для установки заднего конца рулона и фиксируется положение полосы;
- подается высокое давление в гидроцилиндр ножниц 13 и производится обрезка конца рулона. В момент реза прижимная планка 16 сохраняет контакт с полосой, сжимая пружину 17, а так как ось рычага ножниц расположена выше линии резания, то рез начинается с дальнего от оси края полосы и возникающие при этом тангенциальные усилия прижимают полосу к задней центрирующей лапке;
- после завершения реза верхний нож 11 поднимается в верхнее положение;
- транспортная каретка установки заднего конца рулона 6 передает полосу из положения реза в позицию сварки;
- производится зажатие полосы электродом-губкой 4 подвижной станиной машины.
На этом операции по установке заднего конца рулона заканчиваются. После задачи в агрегат нового рулона его передний конец также останавливается в зоне работы ножниц сварочной машины и по команде оператора ее механизмы начинают работать в описанной выше последовательности за исключением того, что перед началом перемещения транспортной каретки 5 в позицию сварки отрезной узел отводятся гидроцилиндром 8 в исходное положение. После установки концов и зажатия обоих рулонов в губках сварочной машины производятся их сварка и зачистка грата, которые также осуществляются в автоматическом режиме.
Высокая степень автоматизации процесса стыковки рулонов ограничивает влияние субъективного фактора и квалификации персонала, обеспечивает воспроизводимость результатов сварки и гарантирует устойчивую работу металлургического агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| СПОСОБ ПОДГОТОВКИ ПОЛОС ПОД СВАРКУ НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2482948C1 |
Изобретение относится к оборудованию для контактной стыковой сварки и наиболее эффективно может быть использовано для соединения полос преимущественно небольшой ширины (до 150 мм) в непрерывных металлургических агрегатах. Машина для контактной стыковой сварки содержит подвижную и неподвижную станины с зажимами консольного типа, отрезной узел, выполненный в виде режущих ножниц с прижимным устройством, центрователь и подвижные каретки для передачи обрезанных полос из позиции резания в позицию сварки. Отрезной узел представляет собой отдельный блок, размещенный на кронштейне, жестко связанный с неподвижной станиной и снабженный направляющими скольжения. По этим направляющим режущее устройство перемещается к оси агрегата при обрезке концов рулонов и может убираться из линии при транспортировке полосы в металлургическом агрегате. Для беспрепятственного перемещения режущего устройства при пересечении оси агрегата его выполняют в виде ножниц аллигаторной конструкции рычажного типа. Использование машины позволяет повысить качество сварного соединения, повысить производительность работы машины, а также безопасность ее работы. 2 ил.
Машина для контактной стыковой сварки преимущественно узких, шириной до 150 мм полос в металлургических агрегатах, содержащая подвижную и неподвижную станины с зажимами, отрезной узел с устройством для прижатия полос перед резом, а также механизмы для центрирования концов полос и подвижные каретки для их передачи из позиции резки в позицию сварки, отличающаяся тем, что зажимы выполнены в виде консольной конструкции незамкнутого типа, а отрезной узел выполнен в виде отдельного блока, жестко соединенного с неподвижной станиной, и имеет направляющие, обеспечивающие возможность возвратно-поступательного перемещения режущего устройства перпендикулярно к оси агрегата для его выдвижения к полосе при обрезке концов рулонов и отведения в исходное положение при работе металлургического агрегата, а сам отрезной инструмент выполняется в виде аллигаторных ножниц рычажного типа.
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 0 |
|
SU308837A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| Машина для стыковой контактной сварки полос оплавлением | 1988 |
|
SU1609576A1 |
| 0 |
|
SU208152A1 | |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| US 4785154 A, 15.11.1988. | |||

