(54) МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС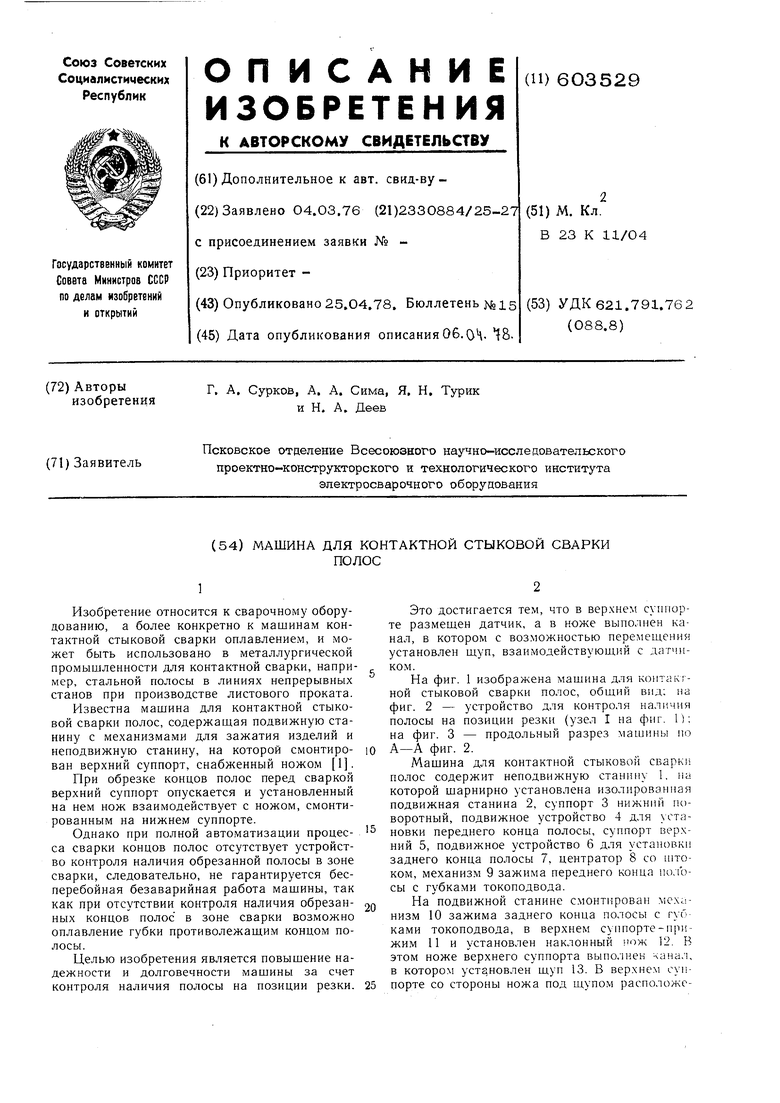
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
Изобретение относится к сварочному оборудованию, а более конкретно к машинам контактной стыковой сварки оплавлением, и может быть использовано в металлургической промышленности для контактной сварки, например, стальной полосы в линиях непрерывных станов при производстве листового проката.
Известна машина для контактной стыковой сварки полос, содержащая подвижную станину с механизмами для зажатия изделий и неподвижную станину, на которой смонтирован верхний суппорт, снабженный ножом 1.
При обрезке концов полос перед сваркой верхний суппорт опускается и установленный на нем нож взаимодействует с ножом, смонтированным на нижнем суппорте.
Однако при полной автоматизации процесса сварки концов полос отсутствует устройство контроля наличия обрезанной полосы в зоне сварки, следовательно, не гарантируется бесперебойная безаварийная работа машины, так как при отсутствии контроля наличия обрезанных концов полос в зоне сварки возможно оплавление губки противолежащим концом полосы.
Целью изобретения является повышение надежности и долговечности машины за счет контроля наличия полосы на позиции резки.
Это достигается тем, что в верхнем супгюрте размещен датчик, а в ноже выполнен канал, в котором с возможностью перемещения установлен щуп, взаимодействующий с датчиком.
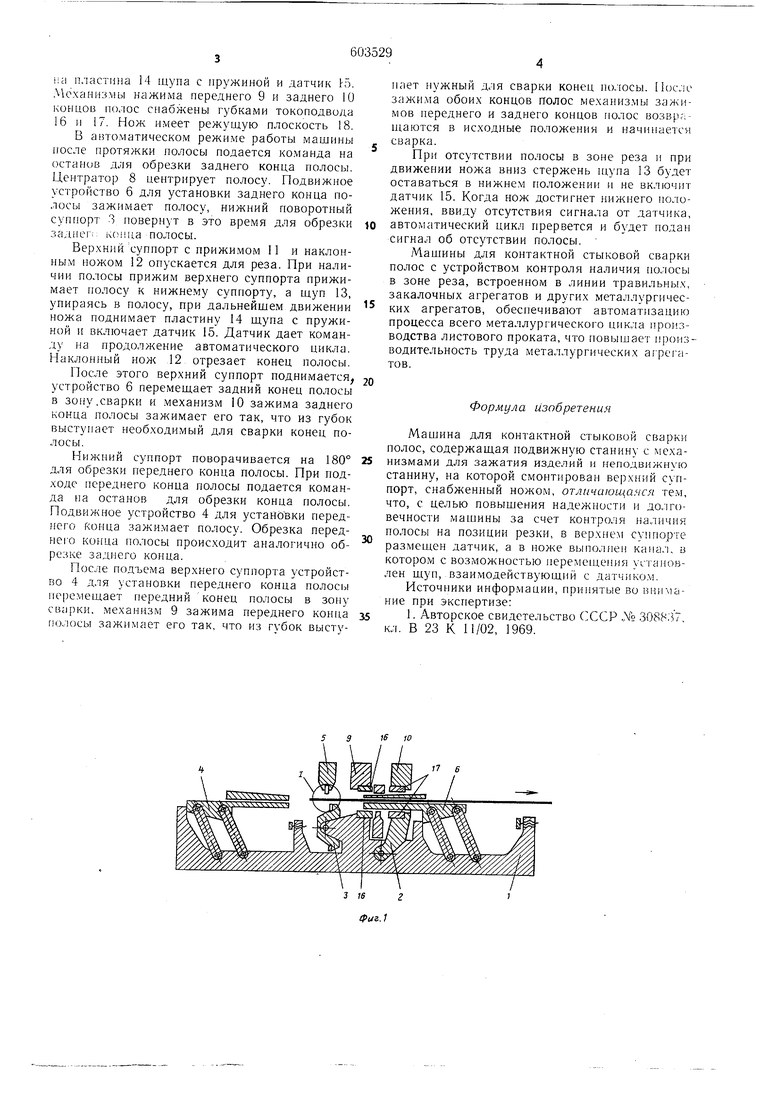
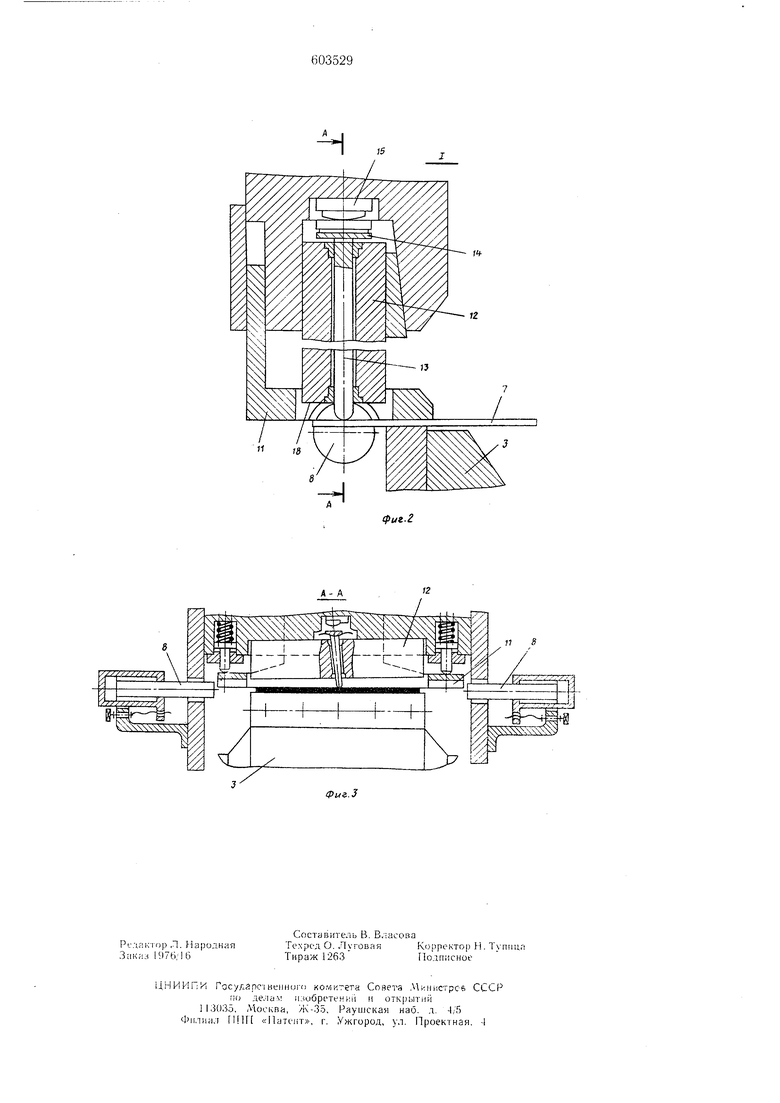
На фиг. 1 изображена мащина для контакгной стыковой сварки полос, общий вид; на фиг. 2 - устройство для контроля наличия полосы на позиции резки (узел I на фиг. Г); на фиг. 3 - продольный разрез ма1иины но А-А фиг. 2.
Машина для контактной стыковой сварки полос содержит неподвижную станину 1, на которой щарнирно установлена изолированная подвижная станина 2, суппорт 3 нижний новоротный, подвижное устройство 4 для установки переднего конца полосы, суппорт верхний 5, подвижное устройство 6 для установки заднего конца полосы 7, центратор 8 со штоком, механизм 9 зажима переднего конца полосы с губками токоподвода.
На подвижной станине смонтирован механизм 10 зажима заднего конца полосы с губ ками токоподвода, в верхнем сунпорте-прижим 11 и установлен наклонный ож 12. В этом ноже верхнего суппорта выпо.шен чана., в котором установлен щуп 13. В верхнем суипорте со стороны ножа под щупом расположеjia n.iacTHna 14 щупа с пружиной и датчик К). Механизмы нажима переднего 9 и заднего 10 концов полос снабжены губками токоподвода 16 и 17. Нож имеет режупдую плоскость 18. В автоматическом режиме работы машины после протяжки полосы подается ко.манда на останов для обрезки заднего конца полосы. Центратор 8 центрирует полосу. Подвижное устройство 6 для установки заднего конца полосы зажимает полосу, нижний поворотный супнорт 3 повернут в это время для обрезки заднег- конца полосы. Вер.хнмй суппорт с прижимом 11 и наклонным ножом 12 опускается для реза. При наличии полосы прижим верхнего суппорта прижимает полосу к нижнему суппорту, а щуп 13, упираясь в полосу, при дальнейщем движении ножа поднимает пластину 14 щупа с пружиной и включает датчик 15. Датчик дает команду на продолжение автоматического цикла. Наклониый нож 12 отрезает конец полосы. После этого верхний суппорт поднимается, устройство 6 перемещает задний конец полосы в зону.сварки и .механизм 10 зажима заднего конца полосы зажимает его так, что из губок выступает необходимый для сварки конец полосы. Нижний суппорт поворачивается на 180° для обрезки переднего конца полосы. При подходе переднего конца полосы подается команда па останов для обрезки конца полосы. Подвижное устройство 4 для установки передiiero Гчоица зажимает полосу. Обрезка переднего конца полосы проис.ходит аналогично обрезке заднего конца. После подъема верхнего суппорта устройство 4 для установки переднего конца полосы |те|)емещает передний конец полосы в зону сварки, механизм 9 зажима переднего конца г)о.;1осы зажимает его так. что пз губок выстуи лет нужный для сварки конец полосы. После зажима обоих концов полос механизмы зажи.мов переднего и заднего концов полос возвргщаются в исходные положении и начинается сварка. При отсутствии полосы в зоне реза и при движении ножа вниз стержень щупа 13 будет оставаться в нижнем положении и не включит датчик 15. Когда нож достигнет нижнего положения, ввиду отсутствия сигнала от датчика, автоматический цикл прервется и будет подан сигнал об отсутствии полосы. Машины для контактной стыковой сварки полос с устройством контроля наличия полосы в зоне реза, встроенном в линии травильных, закалочных агрегатов и других металлургических агрегатов, обеспечивают автоматизацию процесса всего металлургического цикла производства листового проката, что повышает производительность труда металлургических агрегатов. Формула изобретения Машина для контактной стыковой сварки полос, содержащая подвижную станину с механизмами для зажатия изделий и неподвижную станину, на которой смонтирован верхний суппорт, снабженный ножом, отличающаяся тем, что, с целью повышения надежности и долговечности машины за счет контроля наличия полосы на позиции резки, в верхнем суппорте размещен датчик, а в ноже выполнен Kaiia.i, в котором с возможностью 11еремеп 1епия установлен шуп, взаимодействующий с датчиком. Источники инфор.мации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР .Х 308837, кл. В 23 К 11/02, 1969.
