Область техники, к которой относится изобретение
Настоящее изобретение относится к ультразвуковому обрезающему устройству и способу ультразвуковой резки, предназначенному для эффективного резания заготовки, такой как листовой материал, образуемый мягким материалом, таким как пластмасса, ткань или резина, композитным материалом или материалом, содержащим стекловолокно, даже в тех случаях, когда заготовка имеет трехмерную форму.
Предпосылки к созданию изобретения
Когда режут лист из упомянутого выше мягкого материала, для этого обычно применяют лезвийный инструмент, ультразвуковой резак (SU 1805037, 30.03.1993), устройство водоструйной резки и подобное. Использование лезвийного инструмента или ультразвукового резака обладает тем преимуществом, что не ведет к образованию большого количества пыли, в связи с чем не требуются связанные с этим технологические операции, такие как обработка сточных вод. Однако направленность лезвия должна выравниваться по направлению перемещения. Кроме того, когда заготовка имеет трехмерную криволинейную поверхность, в управляющее устройство, предназначенное для перемещения лезвийного инструмента или ультразвукового резака, должны вводиться более сложные данные. В дополнение к этому существует предел в управлении для удовлетворения различных требований по толщине заготовки, характеристикам поверхности резания и тому подобного.
В то же время при использовании устройства водоструйной резки происходит упрощение рабочих характеристик, вводимых в управляющее устройство, но при этом существуют различные проблемы. Например, требуется переработка сточных вод, а заготовка становится влажной. Кроме того, расплескивание воды вокруг заготовки ведет к ухудшению производственной среды при сильном шуме. Наряду с этим, когда заготовки перекрывают друг друга, трудно резать только одну из этих заготовок. В добавление к этому высоки первоначальные и эксплуатационные затраты.
Поэтому для решения упомянутых проблем было предложено установить ультразвуковой резак на шарнирный робот. При такой конфигурации ожидается уменьшение эксплуатационных расходов и ожидается ослабление ограничений, которые накладываются на позиции рабочего органа. Вдобавок может быть достигнута гибкость качества резания при снижении нагрузки на окружающую среду в отношении дренажа, пыли, вибрации и шума.
Однако в ультразвуковом обрезающем устройстве, имеющем ультразвуковой резак, установленный на шарнирном роботе, при затуплении режущего полотна работу часто приходится прерывать для замены режущего полотна. Поэтому проблема заключается в том, что обрезку невозможно производить эффективно без эффективной замены режущего полотна.
Также возможно, что не является общеизвестной возможность затачивания режущего полотна путем подведения близко к режущему полотну, остающемуся установленным на роботе, точильного устройства с вращающимся точильным камнем. Однако при подведении точильного устройства близко к режущему полотну и вращении точильного камня конфигурация лезвия становится сложной, и таким образом, невозможно ожидать быстрого затачивания.
Кроме того, при резании заготовки из мягкого материала, в особенности в случае, когда заготовка имеет большую площадь, требуется большое количество механических зажимов для закрепления заготовки, уменьшая, таким образом, производительность. При обрезании внешней периферии заготовки зажимы оказываются в области перемещения режущего полотна, поэтому происходит столкновение режущего полотна и зажимов, создавая, таким образом, проблему, связанную с тем, что обработка не завершается.
В то же время, когда заготовка имеет трехмерную форму, важно резать заготовку таким образом, чтобы сохранять ее трехмерную форму. Поэтому применяется техническое решение, при котором заготовку режут, удерживая ее в вертикальных парах формовочных шаблонов, которым придана такая же форма, как и заготовке. Однако при такой конфигурации требуются два шаблона, или верхний и нижний шаблоны, что ведет к дополнительной проблеме в виде повышения издержек.
Кроме того, шестиосный шарнирный робот имеет шесть степеней свободы, и положение и ориентация режущего полотна могут свободно контролироваться в трехмерном пространстве. Однако в конструкции робота существует особая точка, где количество степеней свободы движения уменьшено, ограничивая его движение. Существует несколько типов роботов, включая робота, который останавливается на особой точке, робот, который не останавливается на особой точке, но проходит через особую точку при неустойчивой работе, и робот, который не проходит через особую точку, но его управление направляет прохождение рядом с особой точкой, таким образом, вызывая неизбежное уменьшение рабочей скорости робота и усложнение программирования. Кроме того, в роботе с минимальным количеством степеней свободы его оси используются полностью даже при нормальном программировании, и таким образом, требуется затрата большого количества времени на программирование.
Раскрытие изобретения
Соответственно первой целью настоящего изобретения является предложение ультразвукового обрезающего устройства и способа ультразвуковой резки, которые позволяют эффективно выполнять обрезку за счет эффективного затачивания режущего полотна.
Другой целью настоящего изобретения является предложение ультразвукового обрезающего устройства и способа ультразвуковой резки, которые способны эффективно выполнять требующуюся обрезку, стабильно удерживая заготовку, которой при формовке придана трехмерная форма.
И еще одной целью настоящего изобретения является предложение ультразвукового обрезающего устройства и способа ультразвуковой резки, в которых количество степеней свободы увеличивается за счет устранения особой точки, что позволяет эффективно выполнять программирование робота и позволяет добиться высокой рабочей скорости.
В общем, описанные выше цели достигаются с помощью следующих вариантов реализации настоящего изобретения.
(1) Ультразвуковое обрезающее устройство содержит: шарнирный робот; генератор ультразвуковой частоты (УЗЧ-генератор), закрепленный на концевой руке шарнирного робота; режущее полотно, которое поддерживается УЗЧ-генератором; участок закрепления заготовки, в котором крепится заготовка; и точильный элемент, который располагается внутри диапазона перемещения режущего полотна, приводимого в действие шарнирным роботом, и который можно ввести в контакт под давлением с режущим полотном.
При использовании такой конфигурации режущее полотно может эффективно затачиваться путем перемещения режущего полотна с помощью шарнирного робота так, что режущее полотно вводится в контакт с точильным элементом, и за счет вибрации режущего полотна с приводом от УЗЧ-генератора. В настоящей области применения затачивание включает в себя в дополнение к обычному затачиванию удаление прилипших материалов, таких как полимерный и стеклянный порошок, пристающих к режущей кромке режущего полотна во время обрезки заготовки.
(2) Ультразвуковое обрезающее устройство по (1), которое содержит также пневмо- или гидроцилиндр, который отжимает точильный элемент в направлении режущего полотна.
При использовании такой конфигурации точильный элемент может быть введен в контакт под давлением с режущим полотном с помощью пневмо- или гидроцилиндра.
(3) Ультразвуковое обрезающее устройство по (1) или (2), в котором точильный элемент поддерживается таким образом, чтобы иметь возможность вращаться или вибрировать, и в котором направление вращения или вибрации устанавливается так, что направление вибрации в сочетании с ультразвуковой вибрацией режущего полотна является ортогональным к режущей кромке режущего полотна.
(4) Ультразвуковое обрезающее устройство по (1), (2) или (3), в котором элемент крепления заготовки имеет формовочный шаблон для установки заготовки, выполненный в форме трехмерной охватывающей формы заготовки; в формовочном шаблоне выполнено множество всасывающих отверстий для присасывания заготовки; при этом каждое из всасывающих отверстий сообщается со средством всасывания воздуха.
При использовании такой конфигурации заготовку можно удерживать, поместив ее на формовочный шаблон и создав затем разрежение в каждом из всасывающих отверстий.
(5) Ультразвуковое обрезающее устройство по (4), в котором в формовочном шаблоне образовано герметизированное пространство, сообщающееся с каждым из всасывающих отверстий, причем средства всасывания воздуха сообщаются с герметизированным пространством.
При использовании такой конфигурации в каждом из всасывающих отверстий может быть создано разрежение путем всасывания воздуха из герметизированного пространства.
(6) Ультразвуковое обрезающее устройство по любому из (1)-(5), в котором имеется дополнительная рука, которая поддерживает УЗЧ-генератор и режущее полотно и которая управляет режущим полотном таким образом, что режущее полотно, которое всегда обращено в направлении резания, соединяется с возможностью вращения с концевой рукой шарнирного робота.
При использовании такой конфигурации можно увеличить количество степеней свободы робота и устранить, таким образом, особую точку.
(7) Ультразвуковое обрезающее устройство по любому из (1)-(5), в котором шарнирный робот относится к шестиосному типу, а дополнительная рука соединяется с возможностью вращения с концевой рукой шарнирного робота с увеличением количества соединений до семи.
При использовании такой конфигурации можно увеличить количество степеней свободы робота и устранить, таким образом, особую точку.
(8) Ультразвуковое обрезающее устройство по любому из (1)-(7), в котором в диапазоне перемещения режущего полотна с приводом от шарнирного робота располагается держатель запасного режущего полотна; и режущее полотно может отделяться от шарнирного робота и крепиться к нему при приведении в действие шарнирного робота.
(9) Ультразвуковое обрезающее устройство, которое содержит: шарнирный робот, образуемый соединением с возможностью вращения дополнительной руки с концевой рукой робота шестиосного типа с увеличением количества соединений до семи; УЗЧ-генератор, который поддерживается дополнительной рукой шарнирного робота таким образом, чтобы осуществлять вибрацию в направлении оси вращения дополнительной руки; режущее полотно, которое имеет форму плоской пластины и поддерживается УЗЧ-генератором; участок закрепления заготовки, в котором крепится заготовка, в котором дополнительная рука может поворачиваться таким образом, что режущее полотно всегда обращено в направлении резания.
(10) Ультразвуковое обрезающее устройство по (9), в котором линия оси концевой руки и линия оси дополнительной руки являются параллельными друг другу.
(11) Ультразвуковое обрезающее устройство по (9), которое содержит также соединительную руку, которая имеет изогнутый участок и помещена между концевой рукой и дополнительной рукой и в которой угол пересечения концевой руки и руки со стороны базовой части концевой руки составляет 15 градусов или больше.
(12) Ультразвуковое обрезающее устройство по любому из (9)-(11), которое содержит также: точильный элемент, который располагается внутри диапазона перемещения режущего полотна, приводимого в действие шарнирным роботом, и который можно ввести в контакт под давлением с режущим полотном; и пневмо- или гидроцилиндр, который прижимает точильный элемент в направлении режущего полотна.
(13) Ультразвуковое обрезающее устройство по (12), в котором точильный элемент поддерживается таким образом, чтобы иметь возможность вращаться или вибрировать, и в котором направление вращения или вибрации устанавливается так, что направление вибрации в сочетании с ультразвуковой вибрацией режущего полотна является ортогональным к режущей кромке режущего полотна.
(14) Ультразвуковое обрезающее устройство по любому из (9)-(13), в котором элемент крепления заготовки имеет формовочный шаблон для установки заготовки, выполненный в форме трехмерной охватывающей формы заготовки; в формовочном шаблоне выполнено множество всасывающих отверстий для присасывания заготовки; при этом каждое из всасывающих отверстий сообщается со средством всасывания воздуха.
(15) Ультразвуковое обрезающее устройство по (14), в котором в формовочном шаблоне образовано герметизированное пространство, сообщающееся с каждым из всасывающих отверстий, причем средства всасывания воздуха сообщаются с герметизированным пространством.
(16) Ультразвуковое обрезающее устройство по любому из (9)-(15), в котором держатель запасного режущего полотна располагается внутри диапазона перемещения режущего полотна, приводимого в действие шарнирным роботом; и режущее полотно может отделяться от шарнирного робота и крепиться к нему при приведении в действие шарнирного робота.
(17) Способ ультразвуковой резки, который включает: приведение в действие режущего полотна, которое поддерживается через УЗЧ-генератор рукой на конце шарнирного робота, причем режущее полотно перемещается упомянутой рукой в то время, когда режущее полотно совершает колебания с ультразвуковой частотой; резание заготовки, закрепленной участком крепления заготовки; и затачивание режущего полотна во время, перед и после операции резания путем прижимания режущего полотна к точильному элементу рукой, в то время как режущее полотно остается прикрепленным к шарнирному роботу и вибрирует с ультразвуковой частотой, причем точильный элемент располагается в диапазоне перемещения режущего полотна с приводом от шарнирного робота.
(18) Способ ультразвуковой резки по (17), в котором при затачивании режущего полотна точильный элемент прижимается в направлении режущего полотна пневмо- или гидроцилиндром.
(19) Способ ультразвуковой резки по (17) или (18), в котором точильный элемент вращается или вибрирует, так что направление вибрации в сочетании с ультразвуковой вибрацией режущего полотна перпендикулярно к режущей кромке режущего полотна.
(20) Способ ультразвуковой резки по любому из (17)-(19), в котором дополнительная рука соединяется с возможностью вращения с рукой на конце шарнирного робота, поддерживающей УЗЧ-генератор и режущее полотно и управляющей режущим полотном таким образом, что режущее полотно всегда обращено в направлении резания.
(21) Способ ультразвуковой резки по любому из (17)-(20), в котором режущее полотно может быть снято и прикреплено при приведении в действие шарнирного робота и в котором при износе режущего полотна приведением в действие шарнирного робота изношенное режущее полотно заменяют запасным режущим полотном из держателя запасного режущего полотна, размещенного внутри диапазона перемещения режущего полотна.
(22) Способ ультразвуковой резки, содержащий резание листовой заготовки за счет вибрации режущего полотна, которое имеет форму плоской пластины и поддерживается через УЗЧ-генератор дополнительной рукой, соединенной с возможностью вращения с рукой на конце робота шестиосного типа, в то время как дополнительная рука поворачивается таким образом, что режущее полотно всегда обращено по направлению резания, причем режущее полотно вибрирует в направлении оси вращения дополнительной руки с помощью УЗЧ-генератора.
(23) Способ ультразвуковой обрезки по (22), в котором дополнительная рука поворачивается вокруг оси вращения, параллельной оси руки на конце, чтобы таким образом постоянно направлять режущее полотно по направлению резания.
Краткое описание чертежей
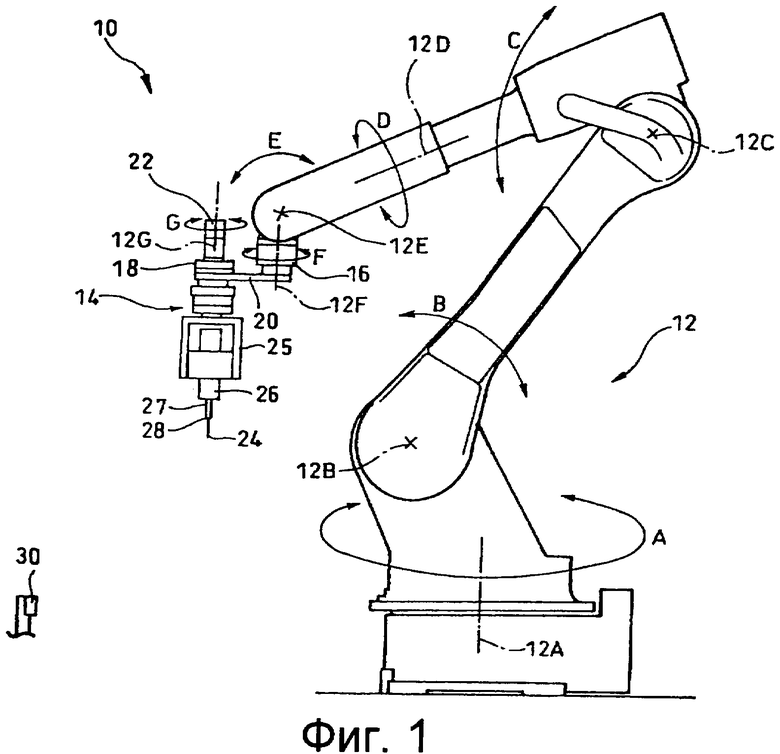
На Фиг.1 показан вид спереди робота, иллюстрирующий вариант реализации обрезающего устройства согласно настоящему изобретению;
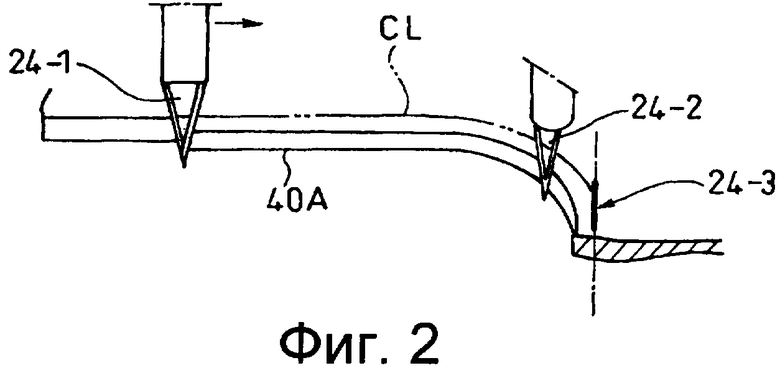
на Фиг.2 показан вид в перспективе, схематически иллюстрирующий отношение между ориентацией режущего полотна и заданной линией резания в ультразвуковом обрезающем устройстве;
на Фиг.3 показан вид сверху, схематически иллюстрирующий отношение между ориентацией режущего полотна и заданной линией резания в ультразвуковом обрезающем устройстве;
на Фиг.4 показан вид спереди, иллюстрирующий структуру соединения концевой руки, отличный от Фиг.1;
на Фиг.5 показан вид спереди, иллюстрирующий конфигурацию вокруг точильного камня в варианте реализации по Фиг.1;
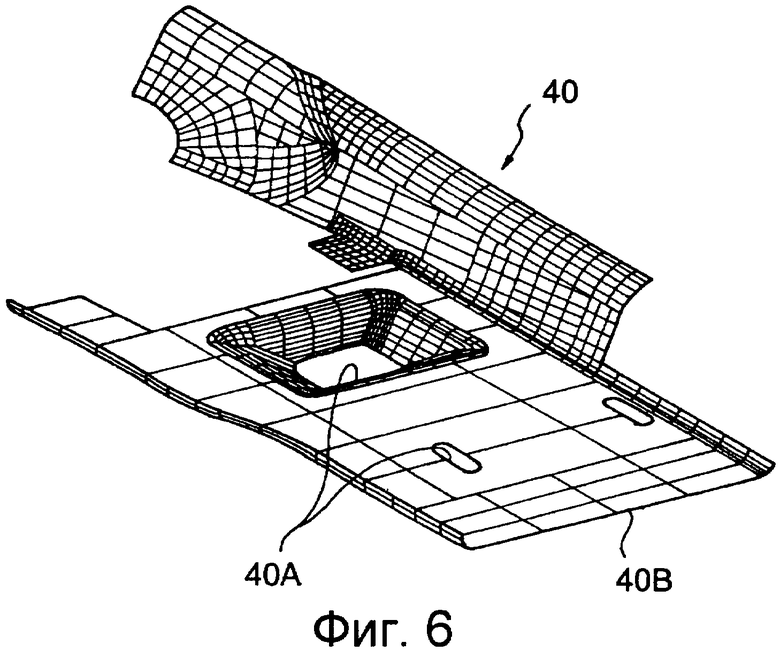
на Фиг.6 показан вид в перспективе заготовки, предназначенной для обрезки с помощью ультразвукового обрезающего устройства по Фиг.1;
на Фиг.7 показан вид в перспективе, иллюстрирующий вариант реализации формовочного шаблона, предназначенного для удерживания заготовки по Фиг.6 всасыванием;
на Фиг.8 показан вид в перспективе, иллюстрирующий вариант реализации, при котором на опорной пластине располагаются два формовочных шаблона;
на Фиг.9 показан вид в перспективе, иллюстрирующий другой вариант реализации формовочного шаблона;
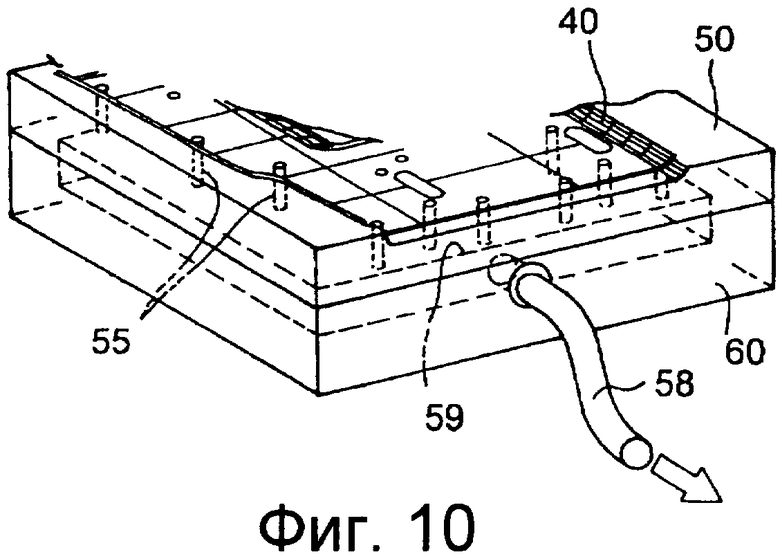
на Фиг.10 показан вид в перспективе, иллюстрирующий еще один вариант реализации формовочного шаблона;
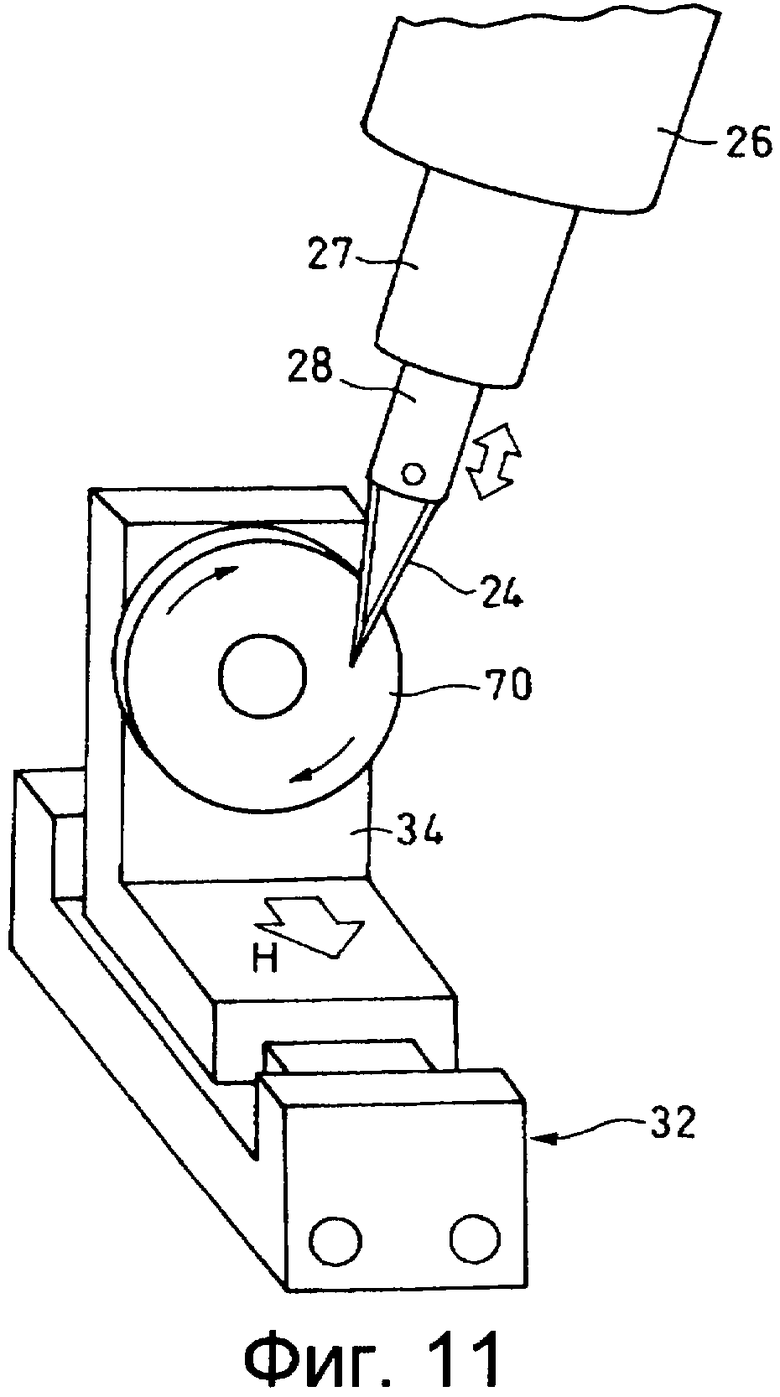
на Фиг.11 показан вид в перспективе, схематически иллюстрирующий другой вариант реализации точильного элемента;
на Фиг.12 показан вид в перспективе, схематически иллюстрирующий еще один вариант реализации точильного элемента;
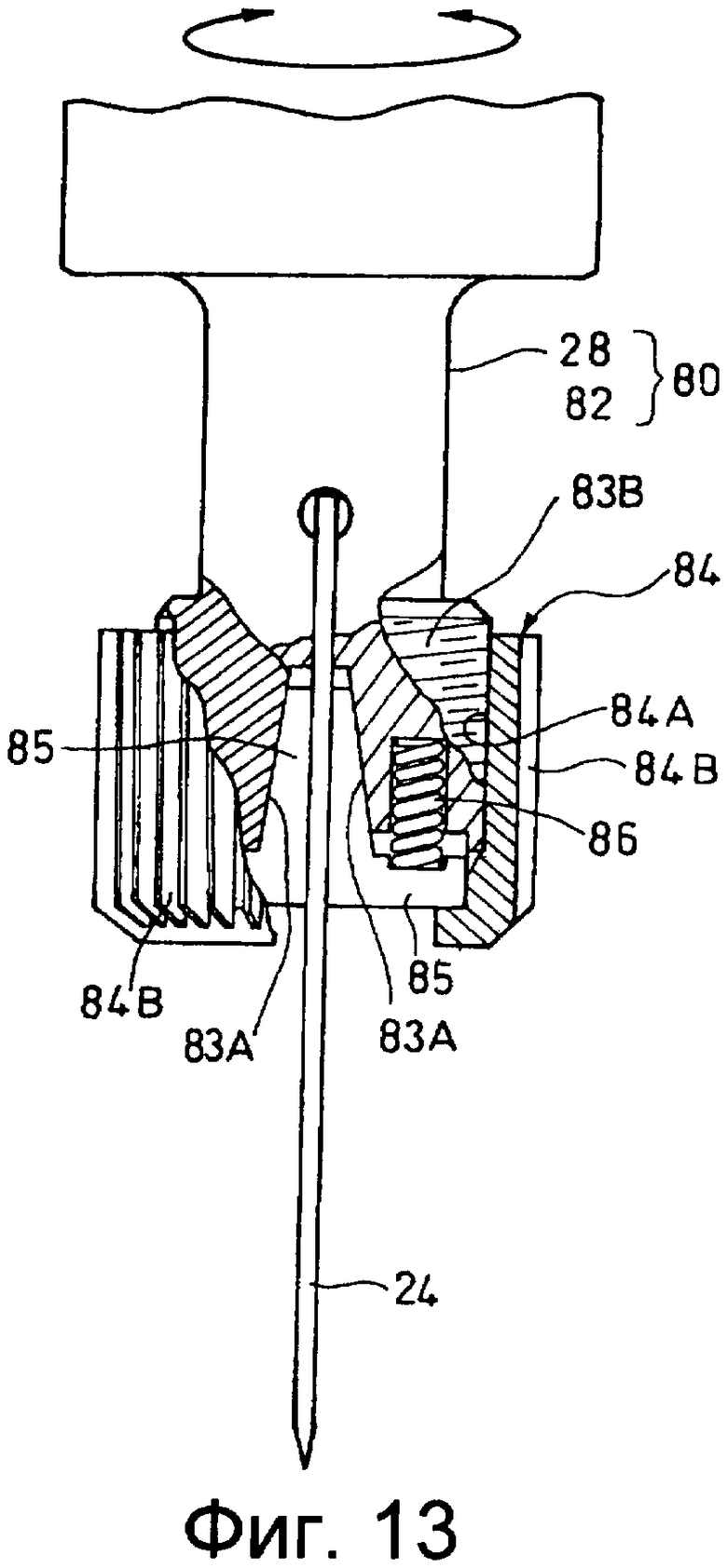
на Фиг.13 показан вид в поперечном разрезе, иллюстрирующий основную часть устройства для автоматической замены режущего полотна в ультразвуковом обрезающем устройстве;
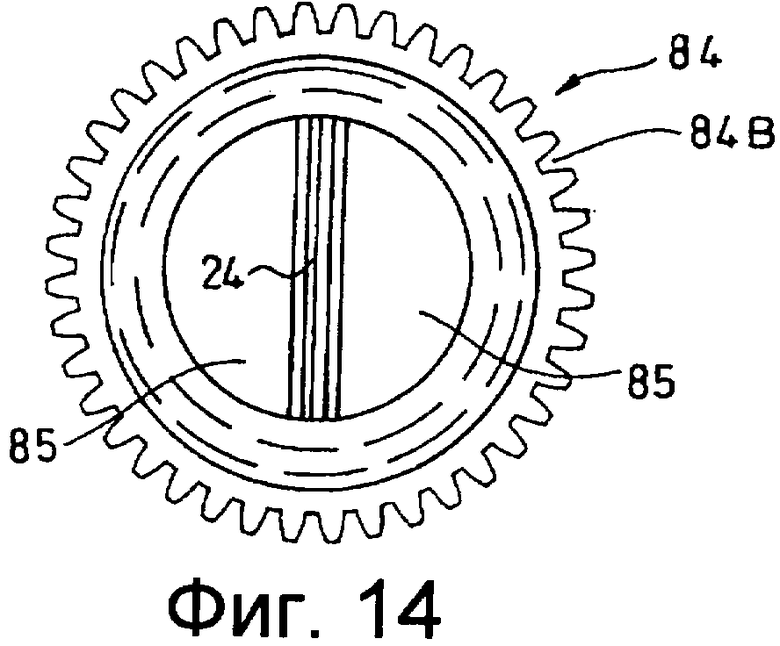
на Фиг.14 показан вид сверху устройства по Фиг.13;
на Фиг.15 показан вид сверху, иллюстрирующий держатель запасного режущего полотна в механизме для автоматической замены режущего полотна;
на Фиг.16 показан вид спереди, иллюстрирующий основную часть другого варианта реализации устройства для автоматической замены режущего полотна.
Наилучший способ практической реализации изобретения
Как показано на Фиг.1, ультразвуковое обрезающее устройство 10 согласно настоящему изобретению состоит из шарнирного робота 12 (который упоминается далее как робот 12), режущего устройства 14 и точильного камня 30.
Робот 12 в этом варианте реализации представляет собой в целом шестиосный вертикальный шарнирный робот, который имеет шесть степеней свободы, создаваемых шестью соединениями, обозначенными стрелками А, В, С, D, Е и F. К руке 16 на конце робота 12 с помощью соединительной руки 20 присоединена дополнительная рука 18, линия оси которой параллельна линии оси (шестая ось 12F) руки 16. Поскольку упомянутый шестиосный вертикальный шарнирный робот относится к обычному типу, его детальное описание не приводится. На Фиг.1 позициями 12А, 12В, 12С, 12D, 12Е и 12F соответственно обозначены соединения от первого до шестого шестиосного вертикального шарнирного робота.
Дополнительная рука 18 может поворачиваться вокруг седьмой оси 12G, как показано стрелкой G, с помощью мотора 22, соединенного с дополнительной рукой 18. Поскольку дополнительная рука 18 может поворачиваться, количество степеней свободы робота 12 возрастает до семи и, таким образом, режущее полотно 24, которое будет описано дальше, может все время сохранять свою ориентацию, чтобы выравниваться по направлению резания.
Упомянутое выше режущее устройство 14 поддерживается концевой частью дополнительной руки 18. Режущее устройство 14 образовано опорным блоком 25, прикрепленным к концу дополнительной руки 18, УЗЧ-генератором 26, прикрепленным к опорному блоку 25, вибратором 27 и зажимом 28, прикрепленным к УЗЧ-генератору 26, а также к упомянутому выше режущему полотну 24, помещенному в зажим 28.
УЗЧ-генератор 26 располагается таким образом, чтобы обеспечивать вибрацию в направлении оси вращения дополнительной руки 18, то есть в направлении седьмой оси 12G. Поэтому режущее полотно 24 вибрирует в направлении седьмой оси 12G.
Упомянутое выше режущее полотно 24 имеет форму плоской пластины, изготовленной из сверхтвердого материала, обладающего упругостью. Шарнирный робот 12 имеет упомянутую выше добавленную к нему дополнительную руку 18 и обладает, таким образом, семью степенями свободы, поскольку дополнительную руку 18 можно поворачивать с помощью мотора 22 с целью контроля ее ориентации. Ориентация режущего полотна 24, имеющего форму плоской пластины, может поддерживаться таким образом, что режущая кромка режущего полотна 24 пересекает заданную линию резания CL, при этом плоская пластина (плоская поверхность), которая содержит режущую кромку, служит контактной поверхностью, посредством которой режущее полотно 24 с режущей кромкой, всегда обращенной в направлении резания, может перемещаться вдоль заданной линии резания CL.
Позициями 24-1, 24-2 и 24-3 на Фиг.2 и 3 представлена ориентация режущего полотна 24 в различных положениях на заданной линии резания CL. В каждом положении режущая кромка режущего полотна 24 обращена в направлении перемещения, и плоская поверхность, содержащая режущую кромку (обозначена длинной и короткой пунктирной линией на Фиг.2), служит поверхностью контакта с заданной линией резания CL. Позиция 40А на Фиг.2 и 3 показывает проем, предназначенный для обрезки. Режущее полотно 24 является обоюдоострым полотном, но может быть и однолезвийным полотном.
Заданная линия резания определяется на основании данных, предварительно введенных в блок управления (не показан) робота 12 путем обучения или программирования. Робот 12 перемещает режущее полотно 24 вдоль заданной линии резания.
Кроме того, ориентация режущего полотна 24 во время резания, установка времени затачивания, которое будет описано далее, перемещение режущего полотна 24 по направлению к точильному элементу во время затачивания определяются на основании данных, предварительно введенных путем обучения или программирования.
На Фиг.1 линия оси руки 16 и линия оси дополнительной руки 18 параллельны друг другу. Однако, как показано на Фиг.4, применение изогнутого участка 21 на соединительной руке 20 позволяет расположить руку 16 и дополнительную руку 18 таким образом, что их линии осей пересекают друг друга. В конфигурации, показанной на Фиг.4, когда угол пересечения 9 между рукой 16 и рукой 17, расположенной ближе к базовому участку, чем рука 16, меньше 15 градусов, образуется особая точка. Таким образом, угол пересечения 9 должен быть задан равным 15 градусам или больше.
На Фиг.5 показано расположение оборудования вокруг точильного камня 30, который служит точильным элементом, предназначенным для затачивания упомянутого выше режущего полотна 24. Точильный камень 30 размещается внутри диапазона перемещения режущего полотна 24, приводимого в действие роботом 12. Упомянутый точильный камень 30 прикреплен к подвижному блоку 34, подвижно опирающемуся на пневмоцилиндр 32, который может использоваться вместо гидроцилиндра. Привод точильного камня 30 осуществляется упомянутым выше пневматическим цилиндром 32, и камень отжимается в том направлении, в котором точильный камень 30 вводится в контакт под давлением с режущим полотном 24, как показано стрелкой Н на Фиг.5.
Поэтому в том положении, при котором точильный камень 30 вводят в контакт под давлением с режущим полотном 24, режущее полотно 24 вибрирует под воздействием УЗЧ-генератора 26, так что режущее полотно может затачиваться точильным камнем 30. В данном случае в качестве точильного камня 30 используют алмазный точильный камень, который содержит алмазные абразивные частицы.
Режущее полотно 24 устанавливается согласно упомянутому выше обучению или программе, так что плоскость, содержащая его режущую кромку, располагается параллельно точильному камню 30. В данном случае, поскольку упомянутый пневматический цилиндр 32 относится к обычному типу, его детальное описание не приводится.
На Фиг.6 проиллюстрирована заготовка 40 трехмерной формы, которую требуется обрезать с помощью ультразвукового обрезающего устройства 10 согласно настоящему варианту реализации. Эта заготовка 40 выполнена из листового материала, образуемого мягким материалом, таким как пластмасса, ткань или резина, композитный материал или материал, содержащий стекловолокно. Проем 40А и наружная периферия 40В заготовки 40 должны быть обрезаны с помощью ультразвукового обрезающего устройства 10 согласно настоящему варианту реализации.
На Фиг.7 проиллюстрирован один формовочный шаблон 50, предназначенный для фиксации заготовки 40.
Формовочный шаблон 50 крепится к опорной пластине 51 с помощью герметизирующего материала 53, предназначенного для предотвращения протечек. Кроме того, формовочный шаблон 50 крепится при нормальном положении опорной пластины 51 множеством установочных штифтов 54, выступающих из опорной пластины 51.
Формовочный шаблон 50 имеет верхнюю поверхность 50А, которой придана форма, соответствующая трехмерной охватывающей форме для упомянутой заготовки 40 на стадии готового продукта. Кроме того, на верхней поверхности 50А выполнено большое количество всасывающих отверстий 55 небольшого диаметра. Внутри формовочного шаблона 50 образовано внутреннее герметизированное пространство 56, сообщающееся с каждым из всасывающих отверстий 55. Кроме того, множество всасывающих портов 57, сообщающихся с внутренним герметизированным пространством формовочного шаблона 50, помещено на верхней поверхности 50А опорной пластины 51. С каждым из всасывающих портов 57 трубой 58 соединяется всасывающее средство (не показано), такое как вентилятор, нагнетатель или насос, предназначенное для создания разрежения во внутреннем герметизированном пространстве 56.
Поэтому после помещения на верхнюю поверхность 50А формовочного шаблона 50 заготовки 40 включение всасывающего средства создает разрежение во внутреннем герметизированном пространстве 56 и на каждом из всасывающих отверстий 55, так что заготовка 40 удерживается силами всасывания на верхней поверхности 50А формовочного шаблона 50.
В то же время на опорной пластине 51 может быть помещено множество формовочных шаблонов 50 так, чтобы формовочные шаблоны 50 располагались против соответствующих всасывающих портов 57 на верхней поверхности 51А опорной пластины 51.
На Фиг.8 проиллюстрирована ситуация, при которой на верхней поверхности 51А опорной пластины 51 располагаются два формовочных шаблона 50 таким образом, чтобы быть отделенными друг от друга определенным расстоянием.
Как описано выше, на опорной пластине 51 может быть расположено множество формовочных шаблонов 50. Поэтому могут быть расположены формовочные шаблоны 50, каждый из которых имеет размеры и количество, соответствующие форме заготовки. Поскольку нижняя часть каждого из формовочных шаблонов 50 является пустым внутренним герметизированным пространством 56, такая структура обладает преимуществами в отношении возможности изменения формы и технического обслуживания.
Кроме того, нижняя поверхность 50В формовочного шаблона 50, показанная на Фиг.9, может быть герметизирована, и труба 58 может соединяться через боковую часть с упомянутым внутренним герметизированным пространством 56 для соединения с всасывающим средством (не показано).
Кроме того, как показано на Фиг.10, под формовочным шаблоном 50 может быть помещена опорная пластина 60 с внутренним герметизированным пространством 59. В этом случае каждое из всасывающих отверстий 55 формовочного шаблона 50 сообщается с внутренним герметизированным пространством 59, а труба 58 может соединяться через боковую часть внутреннего герметизированного пространства 59 для соединения со всасывающим средством (не показано).
Далее приведено описание работы ультразвукового обрезающего устройства 10 согласно настоящему варианту, которое имеет описанную выше конфигурацию.
Всасывающее средство включается после помещения заготовки 40 на верхнюю поверхность 50А формовочного шаблона 50, и таким образом, заготовка 40 удерживается всасыванием на верхней поверхности 50А формовочного шаблона 50.
В указанном состоянии включаются робот 12 и УЗЧ-генератор 26, после чего начинает двигаться режущее полотно 24, совершая вибрацию с ультразвуковой частотой. Режущее полотно 24, имеющее форму плоской пластины, сохраняет свою ориентацию, создающую контактную поверхность вдоль заданной линии резания, а режущая кромка режущего полотна 24 всегда обращена в направлении перемещения. Кроме того, режущее полотно 24 вибрирует с ультразвуковой частотой в направлении, перпендикулярном к заданной линии резания. Поэтому заготовка 40 может легко резаться. Наряду с этим проем 40А и наружная периферия 40В заготовки, имеющей трехмерную форму, могут быть стабильно обрезаны без пересечения с зажимами и тому подобным.
Точильный камень 30 располагается в диапазоне перемещения режущего полота 24, которое приводит в действие робот 12. Поэтому при затуплении режущей кромки режущего полотна 24 режущее полотно 24, прикрепленное к роботу 12, перемещают к месту размещения точильного камня 30, и режущую кромку вводят в контакт с точильным камнем 30, как показано на Фиг.5. В это время согласно упомянутым обучению или программе режущее полотно 24 сохраняет свою ориентацию, так что плоскость, вмещающая его режущую кромку, соприкасается с точильным камнем 30, как было описано выше.
Далее путем включения пневматического цилиндра 32 точильный камень 30 вводят в контакт под давлением с режущим полотном 24. В этой ситуации путем включения УЗЧ-генератора 26 осуществляется вибрация с ультразвуковой частотой режущего полотна 24, благодаря чему режущее полотно можно затачивать точильным камнем 30.
Таким образом, можно быстро затачивать режущее полотно 24, не снимая режущее полотно 24 с робота 12 и не прикрепляя повторно заточенное режущее полотно 24 к роботу 12. Таким образом можно уменьшить длительность перерыва в работе, за счет чего возможно эффективное выполнение обрезки. Кроме того, режущее полотно можно затачивать дешевле и быстрее по сравнению со случаем, когда к режущему полотну 24 подводят обычное точильное устройство для затачивания режущего полотна вращающимся точильным камнем.
В ультразвуковом обрезающем устройстве 10 согласно настоящему варианту реализации элемент крепления заготовки имеет формовочный шаблон 50, предназначенный для размещения заготовки, которому придана форма (форма охватывающего шаблона), соответствующая форме заготовки 40. В формовочном шаблоне 50 имеется множество всасывающих отверстий 55, предназначенных для присасывания заготовки, и каждое из всасывающих отверстий 55 сообщается со средством всасывания воздуха. Таким образом, после помещения заготовки 40 на формовочный шаблон 50 заготовка 40 может удерживаться путем генерирования разрежения в каждом из всасывающих отверстий 55. Поэтому даже заготовка 40, имеющая трехмерную форму, может стабильно удерживаться данным формовочным шаблоном 50 для обрезки всей части заготовки 40.
Кроме того, в формовочном шаблоне 50 образовано внутреннее герметизированное пространство 56, сообщающееся с каждым из всасывающих отверстий 55, и средство всасывания воздуха сообщается с внутренним герметизированным пространством 56. Поэтому путем отвода воздуха из внутреннего герметизированного пространства 56 для создания разрежения в каждом из всасывающих отверстий 55 можно прочно удерживать имеющую трехмерную форму заготовку 40.
К концевой руке шарнирного робота 12 присоединена с возможностью вращения дополнительная рука 18, которая поддерживает упомянутый УЗЧ-генератор 26 и режущее полотно 24 и которая управляет режущим полотном 24 таким образом, что режущее полотно 24 всегда обращено в направлении резания. Поэтому количество степеней свободы робота 12 может быть увеличено с целью исключения особой точки. Поэтому обучение с целью обхода особой точки не требуется и скорость работы робота 12 не уменьшается. Кроме того, можно упростить обучение с целью уменьшения времени, требующегося на обучение.
В указанном варианте реализации точильный камень 30 является стационарным, а режущее полотно 24 прижимают к точильному камню 30 при его вибрации с ультразвуковой частотой. Однако возможен вариант, при котором точильный камень 30 может вращаться или вибрировать.
Например, как показано на Фиг.11, в качестве точильного камня может использоваться вращающийся точильный камень 70.
В этом случае желательно, чтобы комбинированное направление вибрации при сочетании направления вращения вращающегося точильного камня 70 и направления вибрации с ультразвуковой частотой режущего полотна было перпендикулярным к режущей кромке режущего полотна 24. То есть желательно, чтобы затачивание выполнялось в направлении, перпендикулярном к режущей кромке режущего полотна 24. Таким образом улучшаются режущие характеристики режущего полотна 24.
На Фиг.12 точильный камень 30 опирается на ультразвуковой вибратор 72, предназначенный для создания вибрации точильного камня 30 с ультразвуковой частотой.
Даже в этом варианте реализации желательно, чтобы комбинированное направление вибрации при сочетании направления вибрации точильного камня 30 с ультразвуковой частотой и направления вибрации режущего полотна 24 с ультразвуковой частотой было задано так, чтобы быть перпендикулярным к режущей кромке режущего полотна.
В указанном варианте реализации режущее полотно затачивают в ультразвуковом обрезающем устройстве во время операции обрезки. Однако во время затачивания режущего полотна 24 это полотно может быть заменено запасным режущим полотном, заточенным и заранее подготовленным для того, чтобы уменьшить таким образом длительность прерывания операции обрезки на промежуток, равный разности между временем затачивания и временем замены. В этом случае затачивание режущего полотна 24 выполняют за пределами диапазона перемещения шарнирного робота вне зависимости от операции обрезки. Упомянутая замена режущего полотна выполняется также в случае износа режущего полотна до такого состояния, что затачивание больше не является возможным. С другой стороны, замена режущего полотна 24 выполняется только тогда, когда затачивание оказывается больше невозможным.
Описанная выше автоматическая замена выполняется с помощью устройства 80 автоматической замены режущего полотна, которое показано на Фиг.13-15.
В устройстве 80 автоматической замены режущего полотна в упомянутом выше поддерживающем выступающем зажиме 28 помещен механизм отделения и крепления режущего полотна, и режущее полотно 24 выполнено с возможностью крепления к поддерживающему зажиму 28 и отделения от него за счет вращения дополнительной руки 18. Предварительно заточенное запасное режущее полотно 24А предварительно помещают в держатель 82 запасного режущего полотна, показанный на Фиг.15. Когда режущее полотно 24 изнашивается в ходе операций обрезки, изношенное режущее полотно 24 сбрасывают в пустой держатель 82 запасного режущего полотна, а запасное режущее полотно 24А крепят к поддерживающему выступающему зажиму 28.
Приведено подробное описание упомянутого устройства 80 автоматической замены режущего полотна.
Часть устройства 80 автоматической замены режущего полотна, находящаяся со стороны шарнирного робота 12, состоит из: поддерживающего зажима 28, который предназначен для съемной поддержки режущего полотна 24; и держателя 82 запасного режущего полотна, который располагается в пределах диапазона перемещения режущего полотна 24, привод которого осуществляет шарнирный робот 12. Упомянутый поддерживающий зажим 28 имеет сходящиеся на конус поверхности 82А, которые являются двумя расположенными друг против друга поверхностями внутри его концевой части. Кроме того, поддерживающий зажим 28 снабжен охватываемым винтом 83А, имеющим внешнюю периферию, на которую может навинчиваться охватывающий винт 84А. Охватывающий винт 84А выполнен на внутренней периферии стяжного кольца 84, а на наружной периферии стяжного кольца 84 выполнено наружное периферийное зубчатое колесо 84В.
Между парой конусных поверхностей 83А помещается пара элементов 85, зажимающих между собой режущее полотно 24, которые имеют одинаковую клиновидную форму и вставлены между упомянутой выше парой конусных поверхностей 83А. Кроме того, между ними помещается нажимная пружина 86, которая отжимает пару элементов 85, зажимающих между собой режущее полотно, вниз, как показано на Фиг.13 (в направлении конца наконечника).
Поддерживающий зажим 28 сконструирован следующим образом. Когда базовый конец режущего полотна 24, имеющий форму плоской пластины, вставляют между упомянутой парой элементов 85, зажимающих между собой режущее полотно, а охватывающий винт 84 навинчивают на охватываемый винт 83В, пара конусных поверхностей 83А сжимает элементы 85, зажимающие между собой режущее полотно. Затем элементы 85, зажимающие между собой режущее полотно, плотно сжимают базовый конец режущего полотна 24, чтобы зажать и зафиксировать базовый конец.
Когда режущее полотно 24 снимают, стяжное кольцо 84 вращают в том направлении, в котором стяжное кольцо 84 отвинчивается от охватываемого винта 83В, и таким образом ослабевает сжатие пары элементов 85, зажимающих между собой режущее полотно. Поэтому допускается воздействие на режущее полотно 24 нажимной пружины 86, которая отжимает его вниз, и таким образом, допускается его скольжение вниз под воздействием собственного веса.
Как показано на Фиг.15, держатель 82 запасного режущего полотна имеет кожух 92, приспособленный для размещения участка 87, содержащего режущее полотно, ограничитель вращения 88, зубчатые рейки 89, нажимные пружины 90 и сенсорный механизм 91.
Участок 87, содержащий режущее полотно, снабжен парой зажимных элементов 87А и 87В. Запасное режущее полотно 24А зажато и удерживается с возможностью отделения в пазу для размещения режущего полотна 87С между зажимными элементами 87А и 87В. В данном случае на участке 87, содержащем режущее полотно, ширина паза 87С для размещения режущего полотна между упомянутыми зажимными элементами 87А и 87В может произвольно регулироваться посредством приводящего механизма (не показан), и положение паза 87С для размещения режущего полотна может регулироваться в направлении вращения.
Как показано на Фиг.15, упомянутый выше ограничитель вращения 88 приспособлен для того, чтобы иметь возможность фиксировать зажимные элементы 87А и 87В в направлении вращения только в случае, когда положение паза 87С для размещения режущего полотна является таким же, как положение для замены режущего полотна.
На Фиг.15 упомянутые зубчатые рейки 89 располагаются симметрично в положениях, при которых участок 87, содержащий режущее полотно, помещается между ними. Однако в направлении линии оси каждая из зубчатых реек 89 располагается в положении, при котором рейка 89 перемещается от участка 87, содержащего режущее полотно, в сторону стяжного кольца 84 на Фиг.13 в направлении линии центральной оси режущего полотна 24 или поддерживающего зажима 28.
Величина перемещения задана такой, что когда режущее полотно 24 входит в паз 87С для размещения режущего полотна, зубчатые рейки 89 могут входить в зацепление с наружным периферийным зубчатым колесом 84А, выполненным на внешней периферии стяжного кольца 84В.
Указанная пара зубчатых реек 89 поддерживается с возможностью скольжения парой направляющих стержней 89А и 89В, помещенных параллельно паре зубчатых реек 89, и направляющий стержень 89А аксиально закреплен внутри упомянутого кожуха 82.
Между зубчатыми рейками 89 и кожухом 82 помещена пара упомянутых пружин сжатия 90, которые при взаимодействии реек 89 с упомянутым наружным зубчатым колесом 84А отжимают рейки 89 в том направлении, в котором ослабляется взаимное зацепление. Кроме того, конец 89С направляющего стержня 89В выступает из кожуха 92 наружу, причем конец 89С находится на стороне, к которой прикреплена пружина сжатия 90. Конец 89С подведен вдоль направляющего стержня 89В близко к сенсорному механизму 91 или отделяется от него.
Сенсорный механизм 91 образуется, например, из бесконтактного переключателя или лучевого датчика трансмиссионного типа и предназначен для обнаружения конца направляющего стержня 89В, когда этот конец приближается к сенсорному механизму 91 на определенное расстояние или более или входит в область обнаружения.
При автоматической замене режущего полотна режущее полотно 24 с помощью робота 12 близко подводят к пустому держателю, причем свободный держатель подобен держателю 82 запасного режущего полотна, который не содержит запасного режущего полотна. Затем наружное периферийное зубчатое колесо 84В вводят в зацепление с зубчатой рейкой 89, и режущее полотно 24 вставляют в паз 87С для размещения режущего полотна. В этом состоянии поддерживающий зажим 28 поворачивают с помощью ротора 12 в направлении, в котором ослабляется сцепление охватываемого винта 83В с охватывающим винтом 84А. В это время, когда пара зубчатых реек 89, находящихся в зацеплении с наружным периферийным зубчатым колесом 84В перемещается на заданное расстояние в направлении, в котором пара отделяется от пружин сжатия 90, пара зубчатых реек 89 упирается во внутреннюю стенку кожуха 82 и останавливается. Поэтому наружное периферийное зубчатое колесо 84В больше не поворачивается.
Когда охватывающий винт 84А ослабляет свое сцепление с охватываемым винтом 83В, расстояние между элементами 85, зажимающими между собой режущее полотно, увеличивается. Кроме того, элементы 85, зажимающие между собой режущее полотно, отжимаются вниз пружиной сжатия 86, и таким образом, зажатое между ними режущее полотно 24 падает в пустой паз 87С для размещения режущего полотна.
Далее наружное периферийное зубчатое колесо 84В отводится вверх от зубчатых реек 89 и подводится сверху близко к держателю 82 запасного режущего полотна, в котором содержится запасное режущее полотно 24А. Кроме того, паз между элементами 85, зажимающими режущее полотно, и запасным режущим полотном 24А, содержащимся в держателе 82 запасного режущего полотна, размещается таким образом, что паз выравнивается по плоской поверхности запасного режущего полотна 24А.
Таким образом, наружное периферийное зубчатое колесо 84В входит между зубчатыми рейками 89 и может, таким образом, войти в зацепление с рейками 89. В это время базовая концевая сторона запасного режущего полотна 24А входит в паз между парой элементов 85, зажимающих между собой режущее полотно.
В этом состоянии робот 12 приводят в действие для поворота поддерживающего зажима 28 таким образом, что охватывающий винт 84А зажимает охватываемый винт 83В. Затем, поскольку наружное периферийное зубчатое колесо 84В входит в зацепление с зубчатыми рейками 89 и поэтому не может поворачиваться, элементы 85, зажимающие между собой режущее полотно, поворачиваются относительно друг друга.
При этом снимается фиксация, выполненная упомянутым ограничителем вращения 88, и таким образом, зажимные элементы 87А и 87В получают возможность поворачиваться с запасным режущим полотном 24А. Кроме того, расстояние между парой зажимных элементов 87А и 87В увеличивается, что позволяет извлечь запасное режущее полотно 24А.
Наружное периферийное зубчатое колесо 84В и охватывающий винт 84А поворачиваются относительно охватываемого винта 83В, в результате чего элементы 85, зажимающие между собой режущее полотно, прочно сжимают и фиксируют запасное режущее полотно 24А.
Предельное значение сжимающего момента затяжки в это время устанавливается равным значению момента затяжки тогда, когда наружное периферийное зубчатое колесо 84В ведет зубчатые рейки 89, преодолевая пружинное усилие пружины сжатия 90, после чего конец направляющего стержня 89В обнаруживается сенсорным механизмом 91.
Путем закрепления в достаточной мере элементов 85, зажимающих между собой режущее полотно, охватывающим винтом 84А запасное режущее полотно 24А зажимается и прочно закрепляется между парой элементов 85, зажимающих между собой режущее полотно.
Во время вращения охватывающий винт 84А отжимает элементы 85, зажимающие между собой режущее полотно, по направлению кверху, как показано на Фиг.13, преодолевая пружинное усилие нажимной пружины 86. Поэтому элементы 85, зажимающие между собой режущее полотно, заклинивают между конусными поверхностями 83А для того, чтобы зажать и зафиксировать режущее полотно 24А.
Как описано выше, в устройстве для автоматической замены запасного режущего полотна согласно настоящему варианту реализации режущее полотно 24 может сниматься с поддерживающего зажима 28 и крепиться к нему, однако настоящее изобретение на ограничивается этим. Устройство автоматической замены режущего полотна может иметь другую конфигурацию.
Например, подобно варианту реализации, показанному на Фиг.16, возможно применение поставляемого промышленностью автоматического устройства смены инструмента 94.
В этом случае в качестве автоматического устройства смены инструмента применяется автоматический заменитель инструмента (серии Exchange XC, продукт компании NITTA CORPORATION).
Это автоматическое устройство смены инструмента 94 помещают между генератором 26 колебаний и дополнительной рукой 18, а режущее полотно 24 снимают с дополнительной руки 18 или крепят к ней вместе с генератором 26 колебаний.
В частности, автоматическое устройство смены инструмента 94 состоит из переходника 94А робота и переходника 94В инструмента, который может отделяться от переходника робота 94А и крепиться к нему через воздушное сообщение. К переходнику 94В инструмента прикреплены упомянутый выше генератор 95 колебаний, вибратор 21, поддерживающий зажим 28 и, кроме того, режущее полотно 24.
В этом варианте реализации переходник 94 В инструмента, генератор 26 колебаний, … и режущее полотно 24 собирают предварительно и подготавливают в пространстве 96 размещения запасного инструмента. Во время замены комплект из переходника 94В инструмента, УЗЧ-генератора 95 … и режущего полотна 24 снимают с робота 12 и помещают в пустое пространство в пространстве 96 размещения запасного инструмента, а запасной комплект, находящийся рядом со снятым комплектом, крепят к роботу с помощью автоматического устройства 94 смены инструмента с целью завершения замены режущего полотна.
Настоящее изобретение не ограничивается упомянутыми вариантами реализации, и в зависимости от необходимости возможно внесение различных изменений. Например, изобретение применимо в случае, когда применяется шарнирный робот, обладающий пятью или менее степенями свободы.
Возможность применения в промышленности
Ультразвуковое обрезающее устройство согласно настоящему изобретению оборудуется точильным элементом, расположенным в диапазоне перемещения режущего полотна с возможностью входить в контакт под давлением с режущим полотном. Режущее полотно перемещается с помощью робота таким образом, чтобы войти в контакт с точильным элементом, после чего включается УЗЧ-генератор для осуществления вибрации режущего полотна с ультразвуковой частотой, благодаря чему возможно эффективное затачивание режущего полотна. Поэтому возможно повышение эффективности обрезки листа для внутренней обивки автомобиля и тому подобного, листа для кресел, ткани для швейной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАТАЧИВАНИЯ ЛЕЗВИЯ И СОДЕРЖАЩЕЕ ЕГО РЕЖУЩЕЕ УСТРОЙСТВО | 2014 |
|
RU2618298C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2061587C1 |
| ЗАТАЧИВАЮЩИЙ ЧЕХОЛ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ РАЗМЕЩЕНИЯ НОЖА, И КОМПЛЕКТ, СОДЕРЖАЩИЙ ТАКОЙ ЧЕХОЛ И НОЖ | 2021 |
|
RU2826671C1 |
| ЧЕХОЛ ДЛЯ ХРАНЕНИЯ НОЖА | 2021 |
|
RU2828064C1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2252843C1 |
| УЛЬТРАЗВУКОВОЕ РОТАЦИОННОЕ ФОРМОВАНИЕ | 2013 |
|
RU2555451C1 |
| УЛЬТРАЗВУКОВОЕ РОТАЦИОННОЕ ФОРМОВАНИЕ | 2013 |
|
RU2678426C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЧЕРЕПИЦЫ | 2008 |
|
RU2462354C2 |
| ТОЧИЛЬНЫЙ АППАРАТ С НАЖИМНЫМ МЕХАНИЗМОМ РЕЖУЩИХ ПАР СТРИГАЛЬНЫХ МАШИНОК | 2016 |
|
RU2643028C1 |









Изобретение относится к ультразвуковому обрезающему устройству, предназначенному для эффективного резания заготовки. Устройство содержит шарнирный робот, режущее устройство, участок закрепления заготовки и точильный элемент. УЗЧ-генератор закреплен на концевой части шарнирного робота. Режущее полотно закреплено на УЗЧ-генераторе. Точильный элемент расположен в диапазоне перемещения режущего полотна с возможностью ввода в контакт под давлением с режущим полотном при ультразвуковой вибрации режущего полотна. Второй вариант устройства и варианты способов ультразвуковой резки также раскрыты. В результате обеспечивается уменьшение эксплуатационных расходов, повышение эффективности и качества резания. 4 н. и 19 з.п. ф-лы, 16 ил.
1. Ультразвуковое обрезающее устройство, содержащее генератор ультразвуковой частоты (УЗЧ-генератор), закрепленный на концевой руке шарнирного робота, режущее полотно, закрепленное на УЗЧ-генераторе, а также участок закрепления заготовки и точильный элемент, который расположен внутри диапазона перемещения режущего полотна, приводимого в действие шарнирным роботом, с возможностью ввода в контакт под давлением с режущим полотном при ультразвуковой вибрации режущего полотна.
2. Устройство по п.1, которое дополнительно содержит пневмо- или гидроцилиндр, который отжимает точильный элемент в направлении режущего полотна.
3. Устройство по п.1, в котором точильный элемент поддерживается таким образом, чтобы иметь возможность вращаться или вибрировать, а направление вращения или вибрации устанавливается так, что направление вибрации в сочетании с ультразвуковой вибрацией режущего полотна является ортогональным к режущей кромке режущего полотна.
4. Устройство по п.1, в котором элемент крепления заготовки имеет формовочный шаблон для установки заготовки, выполненный в форме трехмерной охватывающей формы для заготовки, при этом в формовочном шаблоне выполнено множество всасывающих отверстий для присасывания заготовки, причем каждое из всасывающих отверстий сообщается со средством всасывания воздуха.
5. Устройство по п.4, в котором в формовочном шаблоне образовано герметизированное пространство, сообщающееся с каждым из всасывающих отверстий, причем средства всасывания воздуха сообщаются с герметизированным пространством.
6. Устройство по п.1, в котором предусмотрена дополнительная рука, на которой закреплены УЗЧ-генератор и режущее полотно, и которая управляет режущим полотном таким образом, что режущее полотно, которое всегда обращено в направлении резания, соединяется с возможностью вращения с концевой рукой шарнирного робота.
7. Устройство по п.1, в котором шарнирный робот относится к шестиосному типу, а дополнительная рука соединяется с возможностью вращения с концевой рукой шарнирного робота с увеличением количества соединений до семи.
8. Устройство по п.1, в котором в диапазоне перемещения режущего полотна с приводом от шарнирного робота располагается держатель запасного режущего полотна, при этом режущее полотно имеет возможность отделения от шарнирного робота и крепится к нему при приведении в действие шарнирного робота.
9. Ультразвуковое обрезающее устройство, содержащее генератор ультразвуковой частоты (УЗЧ-генератор), закрепленное на нем режущее полотно в виде плоской пластины, отличающееся тем, что оно снабжено участком крепления заготовки и шарнирным роботом с семью степенями свободы, образованным путем соединения концевой руки робота с шестью степенями свободы с дополнительной рукой, УЗЧ-генератор закреплен на дополнительной руке шарнирного робота с возможностью обеспечения вибрации в направлении оси вращения дополнительной руки, а последняя соединена с концевой рукой с возможностью вращения с обеспечением расположения режущего полотна обращенным в направлении резания.
10. Устройство по п.9, отличающееся тем, что ось концевой руки шарнирного робота параллельна оси дополнительной руки.
11. Устройство по п.9, отличающееся тем, что оно снабжено соединительной рукой, которая имеет изогнутый участок и размещена между концевой рукой и дополнительной рукой, при этом угол пересечения концевой руки и дополнительной руки со стороны базовой части концевой руки составляет по меньшей мере 15°.
12. Устройство по п.9, отличающееся тем, что оно снабжено точильным элементом, который расположен в пределах диапазона перемещения режущего полотна, приводимого в действие шарнирным роботом, с возможностью введения в контакт под давлением с режущим полотном, и пневмо- или гидроцилиндром для прижатия точильного элемента в направлении режущего полотна.
13. Устройство по п.12, отличающееся тем, что точильный элемент закреплен с возможностью вращения и вибрации, при этом направление вибрации в сочетании с ультразвуковой вибрацией режущего полотна является ортогональным к режущей кромке режущего полотна.
14. Устройство по п.9, отличающееся тем, что участок крепления заготовки содержит формовочный шаблон для установки заготовки, выполненный в форме трехмерной охватывающей формы для заготовки, имеющей множество всасывающих отверстий для присасывания заготовки, причем каждое из всасывающих отверстий сообщено со средством всасывания воздуха.
15. Устройство по п.14, отличающееся тем, что формовочный шаблон выполнен с герметизированным пространством, сообщенным с каждым из всасывающих отверстий, а средство всасывания воздуха сообщено с упомянутым герметизированным пространством.
16. Устройство по п.9, отличающееся тем, что оно снабжено держателем запасного режущего полотна, расположенным в пределах диапазона перемещения режущего полотна, приводимого в действие шарнирным роботом, причем режущее полотно выполнено с возможностью отделения от шарнирного робота и крепления к нему при приведении его в действие.
17. Способ ультразвуковой резки, включающий приведение режущего полотна в движение, сообщение ему колебаний с ультразвуковой частотой от генератора ультразвуковой частоты (УЗЧ-генератора) и резание листовой заготовки, отличающийся тем, что приведение в движение режущего полотна осуществляют при совершении им колебаний с ультразвуковой частотой рукой шарнирного робота, на конце которой закрепляют режущее полотно через УЗЧ-генератор, производят резание заготовки, закрепленной на участке крепления, и осуществляют затачивание режущего полотна перед операцией резания, во время резания и после резания путем прижатия его к точильному элементу рукой шарнирного робота при расположении режущего полотна закрепленным на роботе и при совершении им колебаний с ультразвуковой частотой, при этом точильный элемент располагают в диапазоне перемещения режущего полотна при его движении посредством шарнирного робота.
18. Способ по п.17, отличающийся тем, что при затачивании режущего полотна точильный элемент прижимают в направлении режущего полотна посредством пневмо- или гидроцилиндра.
19. Способ по п.17, отличающийся тем, что обеспечивают вращение и вибрацию точильного элемента, при этом направление вибрации в сочетании с ультразвуковой вибрацией режущего полотна является ортогональным к режущей кромке режущего полотна.
20. Способ по п.17, отличающийся тем, что используют дополнительную руку, соединенную с возможностью вращения с рукой на конце шарнирного робота, поддерживающей УЗЧ-генератор и режущее полотно, и управляющую режущим полотном в направлении резания.
21. Способ по п.17, отличающийся тем, что используют режущее полотно, имеющее возможность снятия и закрепления при приведении в движение шарнирного робота, при этом при износе режущего полотна осуществляют его замену запасным режущим полотном из держателя запасного режущего полотна, размещенного в пределах диапазона перемещения режущего полотна.
22. Способ ультразвуковой резки, включающий резание листовой заготовки режущим полотном, которому сообщают колебания ультразвуковой частоты посредством генератора ультразвуковой частоты (УЗЧ-генератора), отличающийся тем, что используют режущее полотно в виде плоской пластины, которое закрепляют через УЗЧ-генератор на дополнительной руке, соединенной с рукой на конце шарнирного робота, имеющего шесть степеней свободы, с возможностью вращения с обеспечением постоянного расположения режущего полотна по направлению резания, при этом режущему полотну сообщают колебания ультразвуковой частоты в направлении оси вращения дополнительной руки шарнирного робота.
23. Способ по п.22, отличающийся тем, что обеспечивают поворот дополнительной руки с обеспечением постоянного направления режущего полотна в направлении резания вокруг оси вращения, параллельной оси руки на конце шарнирного робота.
| Устройство для ультразвуковой резки | 1991 |
|
SU1805037A1 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2019362C1 |
| US 5931071 A, 03.08.1999 | |||
| JP 9201794 A, 05.08.1997 | |||
| JP 2001038598 A, 13.02.2001. | |||

