Настоящая заявка притязает на приоритет по следующим предварительным заявкам на патент США, каждая из которых полностью включена в настоящую заявку путем ссылки: предварительная заявка на патент США No. 61/615,583 от 26 марта, 2012 года, озаглавленная "Ультразвуковое ротационное формование"; предварительная заявка на патент США No. 61/709,228 от 3 октября, 2012 года, озаглавленная "Ультразвуковое ротационное формование"; и предварительная заявка на патент США No. 61/752,710 от 15 января, 2013 года, озаглавленная "Ультразвуковое ротационное формование".
ОБЛАСТЬ ТЕХНИКИ
Один или более вариантов осуществления настоящего изобретения относятся в общем смысле к изготовлению пищевых продуктов и, более конкретно, к ультразвуковому ротационному формованию съедобных композиций.
УРОВЕНЬ ТЕХНИКИ
Миллионы фунтов пищевых продуктов, таких как закусочные пищевые продукты, зерновые продукты и корма для домашних животных, например, покупаются и потребляются каждый год. Типично, множество из этих типов пищевых продуктов изготавливаются и продаются в виде небольших, удобных для кусания форм. Например, множество популярных закусочных пищевых продуктов и сухих зерновых продуктов в настоящее время упаковываются и продаются в небольших, удобных для кусания формах. Такие удобные для кусания формы могут обеспечивать удобное изготовление и упаковку пищевого продукта, а также являясь легко потребляемыми покупателями. Дополнительно, сухие корма для домашних животных, такие как корм для собак, например, также типично продаются в небольшой, удобной для кусания форме. Маленькие корма для домашних животных также могут обеспечивать удобное изготовление и упаковку пищевых продуктов для домашних животных, а также являясь легко потребляемыми домашними животными.
Один способ изготовления маленьких, удобных для кусания пищевых продуктов представляет собой режущий элемент по типу гильотины. В этих системах, гильотинный режущий элемент расположен в точке вдоль конвейерной ленты, и лезвие режущего элемента прорезает полосы пищевого продукта. Так как лезвие(я) гильотинного режущего элемента является(ются), в общем смысле, прямыми, гильотинный режущий элемент может только разрезать пищевые продукты в конечные формы, которые имеют линейные и угловые края. Наиболее часто, гильотинный режущий элемент только приспособлен для отрезания квадратных и имеющих форму прямоугольника пищевых продуктов. У ранних типов гильотинных режущих элементов, пищевой продукт имел тенденцию прилипать к лезвию режущего элемента. Некоторые системы по типу гильотины решили это посредством использования ультразвукового режущего элемента, такого как ультразвуковой нож или гильотинное лезвие.
Другой способ изготовления этих маленьких, удобных для кусания пищевых продуктов представляет собой ротационное формирование. Традиционно, ротационное формирование пищевых продуктов типично выполнялось посредством использования пары ротационных формирующих колес (тип с двойным колесом). Каждое из ротационных формирующих колес типично включает в себя некоторое количество полостей, размещенных вокруг внешней поверхности каждого из ротационных формирующих колес. Каждая полость на одном ротационном формирующем колесе типично имеет ответную часть той же формы и размера на другом ротационном формирующем колесе в паре. Ротационные формирующие колеса типично располагается непосредственно рядом друг с другом с внешними поверхностями каждого из ротационных колес обращенными друг к другу. Ротационные формирующие колеса также типично располагаются таким образом, что внешние поверхности каждого из ротационных формирующих колес находятся в непосредственной близости к, или касаются другого ротационного формирующего колеса.
При работе, ротационные формирующие колеса типично вращаются направленным вниз образом так, что полости на верхней части каждого из ротационных формирующих колес вращаются по направлению друг к другу. Синхронизация каждого из ротационных формирующих колес выполняется таким образом, что полости вдоль внешних краев каждого из ротационных формирующих колес выравниваются относительно друга в точке, где внешние края двух ротационных формирующих колес располагаются ближе всего друг к другу или касаются. Когда полости каждого из ротационных формирующих колес выравниваются, полая пресс-форма образуется посредством двух полостей в точке, где внешние поверхности двух ротационных формирующих колес располагаются ближе всего друг к другу или касаются. Пищевой продукт вводится в систему посредством заполнения самой верхней полости каждого ротационного формирующего колеса. Затем, вращение ротационных формирующих колес побуждает заполненные полости становиться расположенными рядом друг с другом, образуя закрытую пресс-форму, как описано выше. Когда ротационные формирующие колеса продолжают вращаться вниз, полости каждого ротационного формирующего колеса, содержащие образованный пищевой продукт, начинают отделяться.
Система подачи пищевого продукта типично подает пищевой продукт в липком или полуадгезивном состоянии. Типично липкие или полуадгезивные свойства пищевого продукта побуждают пищевой продукт прилипать к внутренней части полостей, что побуждает сформованный пищевой продукт сопротивляться выпаданию из полости только посредством силы тяжести, когда колеса отделяются. Вследствие этой проблемы, производители опирались на явление, называемое "образованием полотна" для облегчения извлечения пищевого продукта из полости. Образование полотна возникает, так как излишний пищевой продукт вытекает или вытесняется из полостей, когда ротационные колеса зажимают пищевой продукт между соответствующими полостями. Вытекший пищевой продукт, созданный посредством одной формующей полости, адгезивно соединяется с или прилипает к вытекшему пищевому продукту, созданному последующей формующей полостью, и подобного. Таким образом, каждый образованный пищевой продукт соединяется со следующим образованным пищевым продуктом посредством "полотна" пищевого продукта. Когда предыдущие образованные пищевые продукты удаляются из полостей и перемещаются вдоль конвейерной линии, образованный полотном пищевой продукт тянет последующие образованные пищевые продукты из их полостей. Однако, полотно пищевого продукта играет небольшую роль помимо облегчения удаления сформованных пищевых продуктов из полостей, и полотно приводит к неиспользуемому материалу пищевого продукта, что увеличивает общую стоимость процесса.
Ротационное формирующее устройство, которое не использует полотно пищевого продукта, описано в патенте США No. 6,635,292, озаглавленном "Ультразвуковое ротационное формирование пищевых продуктов" на имя Roberto A. Capodieci, от 21 октября, 2003 года, который объясняет аналогичное устройство с двумя колесами, которое использует активированным ультразвуковым образом ротационное колесо, которое облегчает отделение пищевого продукта из его полости без использования полотна пищевого продукта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Некоторые признаки и преимущества описаны в нижеследующем описании изобретения, в котором некоторые варианты осуществления объясняются, используя нижеследующие чертежи в качестве примеров.
ФИГ. 1 представляет собой изображение иллюстративной системы для формования съедобных композиций в соответствии с одним или более вариантами осуществления настоящего изобретения.
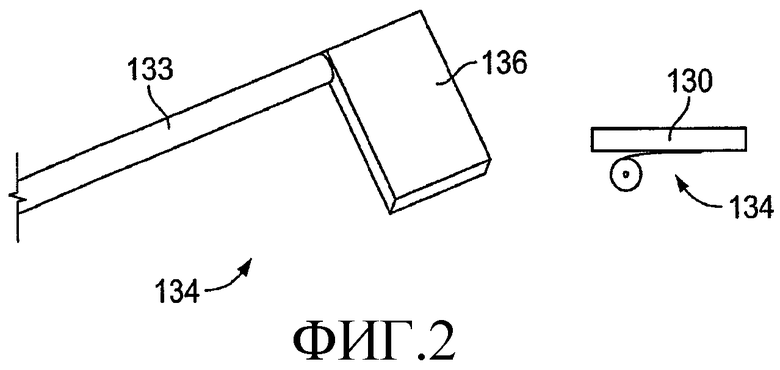
ФИГ. 2 представляет собой изображение иллюстративной пружины, которая может быть включена в качестве части системы для формования съедобных композиций, в соответствии с одним или более вариантами осуществления настоящего изобретения.
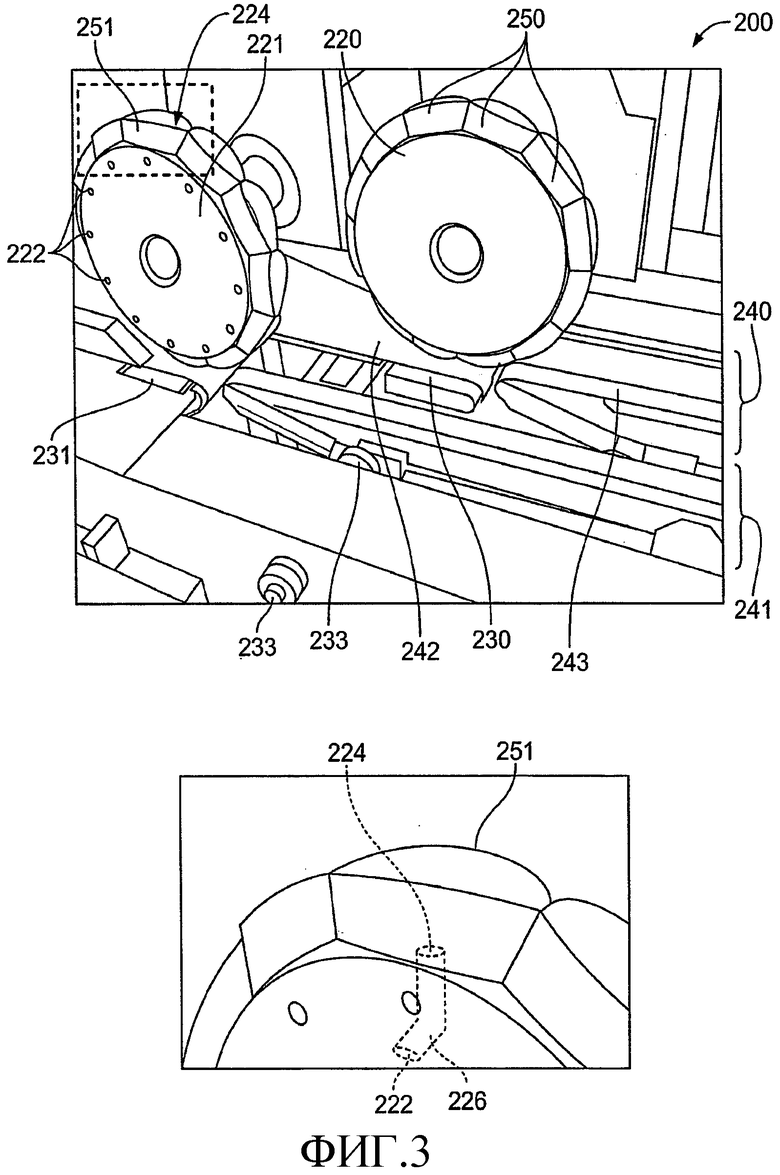
ФИГ. 3 представляет собой изображение иллюстративной системы для формования съедобных композиций в соответствии с одним или более вариантами осуществления настоящего изобретения.
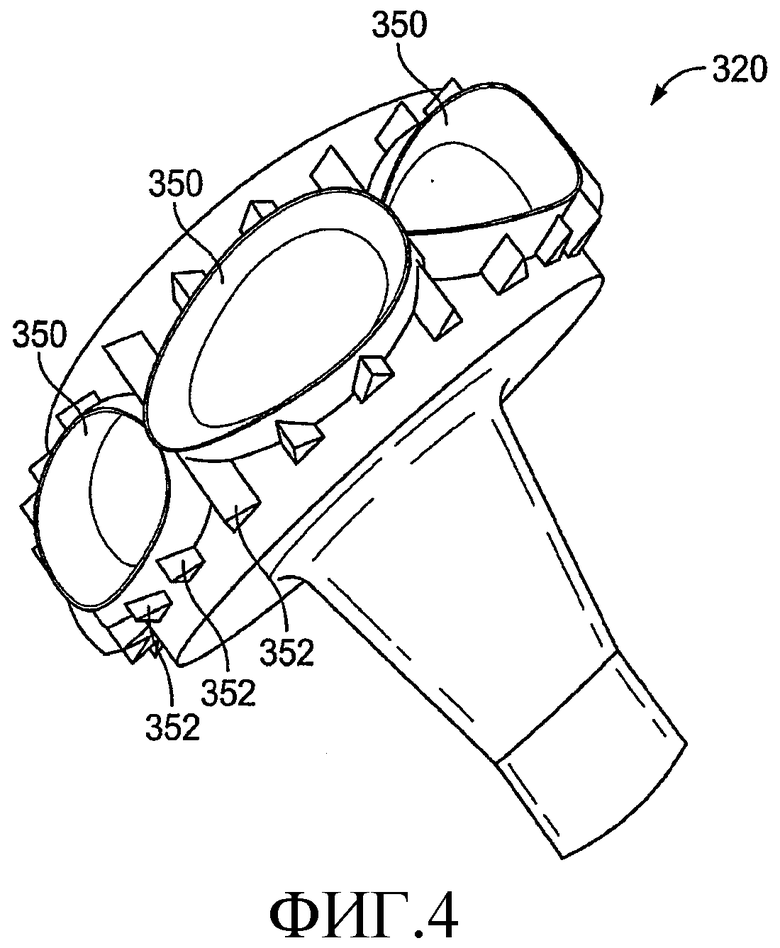
ФИГ. 4 представляет собой изображение иллюстративного ультразвукового ротационного колеса в соответствии с одним или более вариантами осуществления настоящего изобретения.
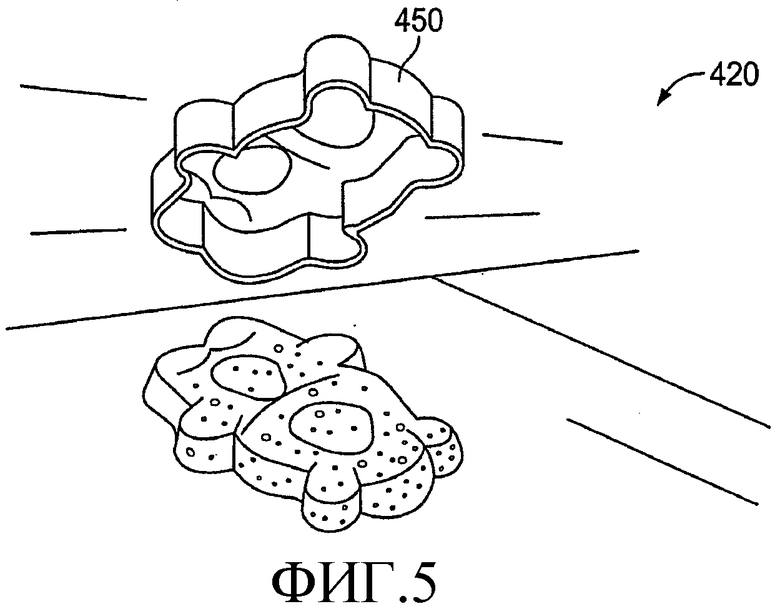
ФИГ. 5 представляет собой изображение иллюстративного инструмента, который может быть включен в качестве части ультразвукового ротационного колеса, в соответствии с одним или более вариантами осуществления настоящего изобретения.
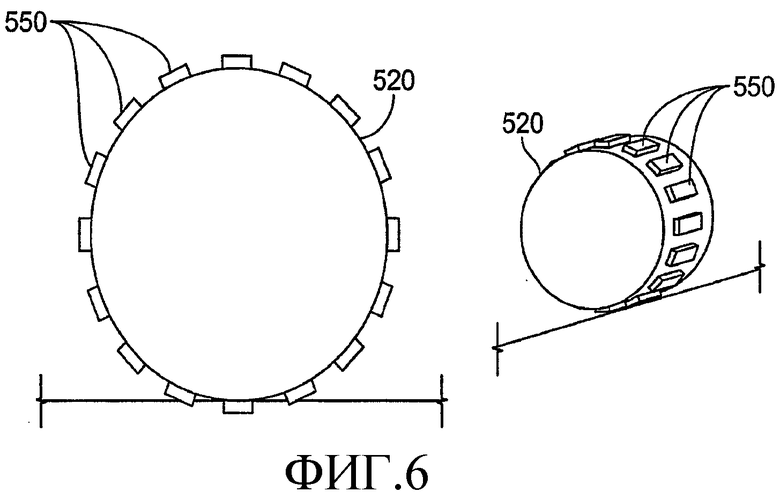
ФИГ. 6 представляет собой изображение иллюстративного ультразвукового ротационного колеса в соответствии с одним или более вариантами осуществления настоящего изобретения.
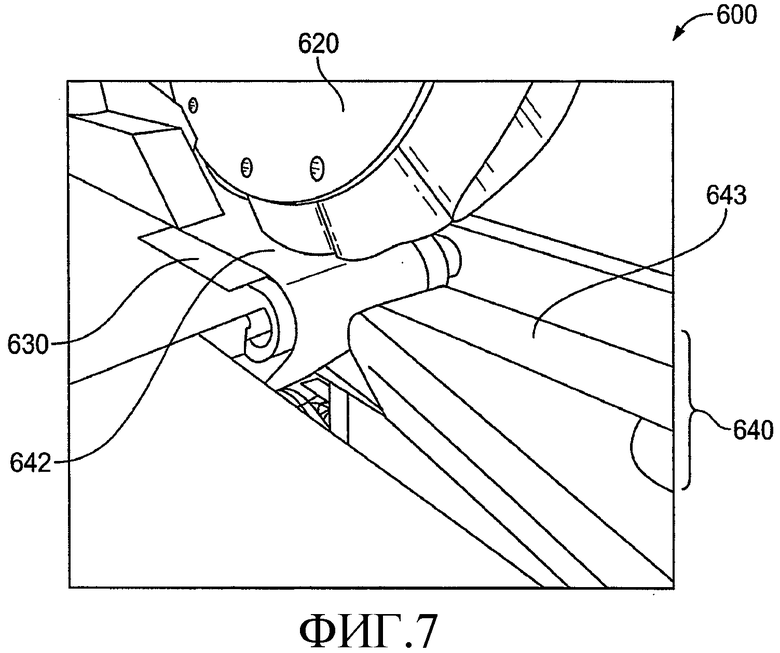
ФИГ. 7 представляет собой увеличенное изображение иллюстративной системы для формования съедобных композиций в соответствии с одним или более вариантами осуществления настоящего изобретения.
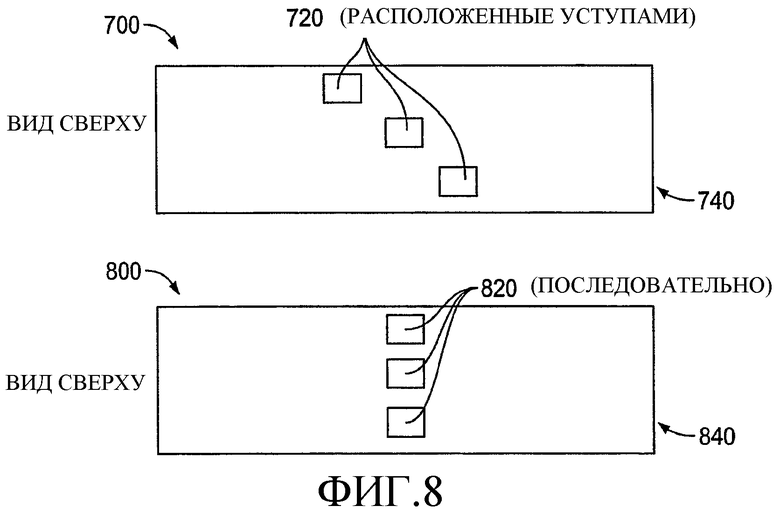
На ФИГ. 8 показаны два изображения вида сверху иллюстративной системы для формования съедобных композиций в соответствии с одним или более вариантами осуществления настоящего изобретения.
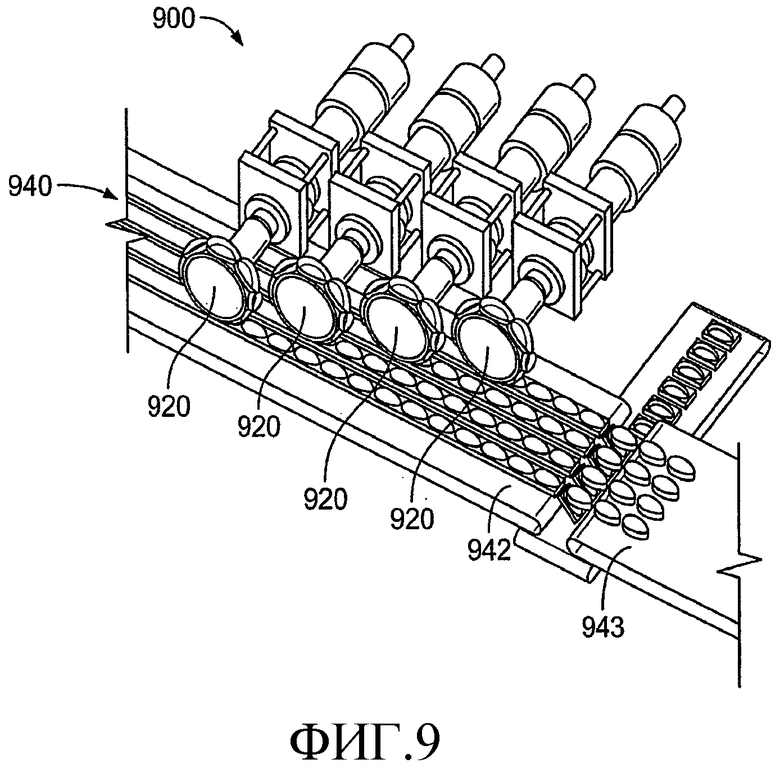
ФИГ. 9 представляет собой изображение вида сверху под углом иллюстративной системы для формования съедобных композиций, включающей в себя четыре ротационных колеса, в соответствии с одним или более вариантами осуществления настоящего изобретения.
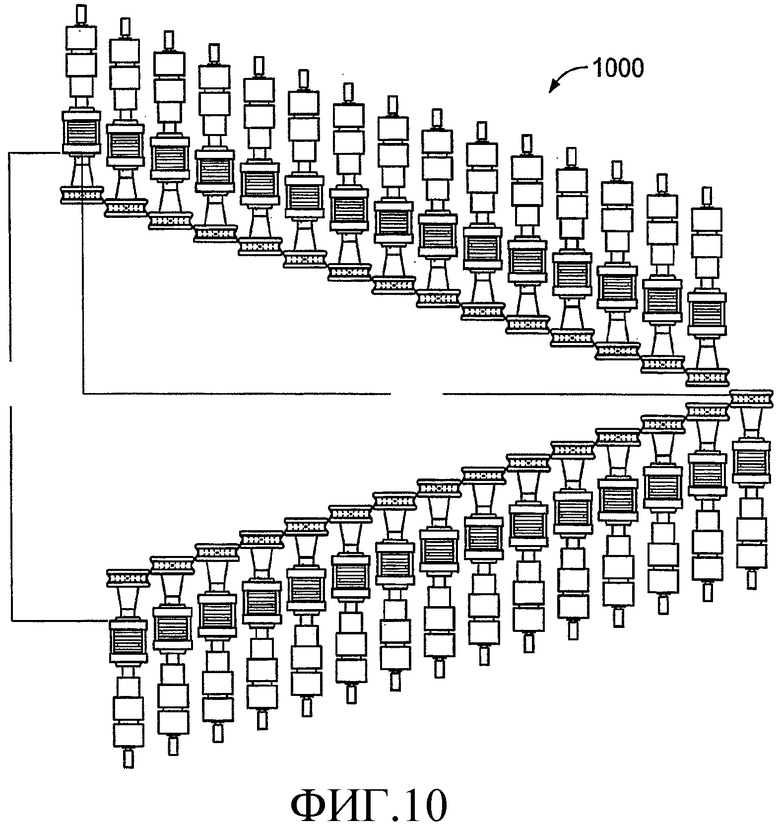
ФИГ. 10 представляет собой изображение вида сверху иллюстративной системы для формования съедобных композиций, включающей в себя тридцать ротационных колес, в соответствии с одним или более вариантами осуществления настоящего изобретения.
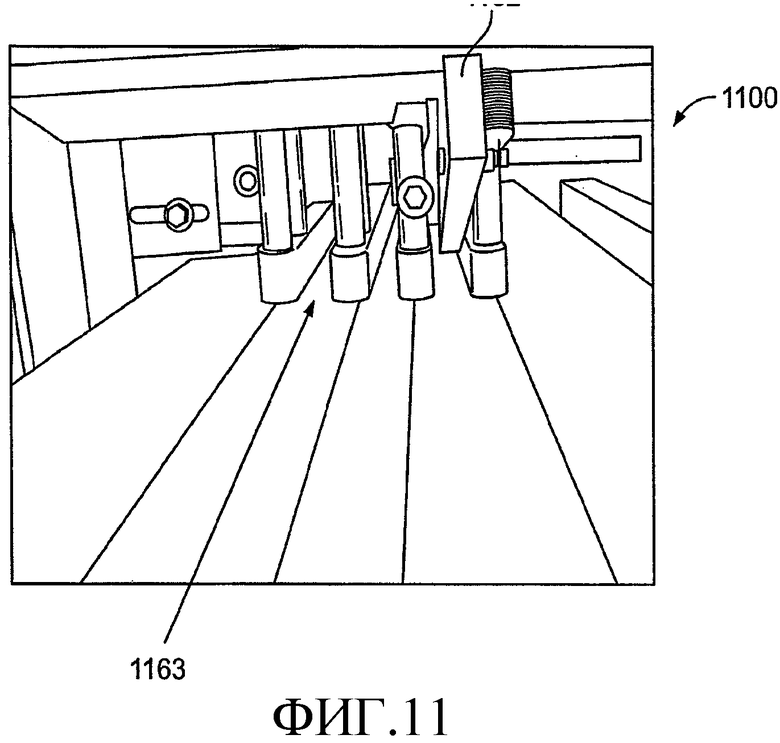
ФИГ. 11 представляет собой изображение иллюстративной ступени подачи в соответствии с одним или более вариантами осуществления настоящего изобретения.
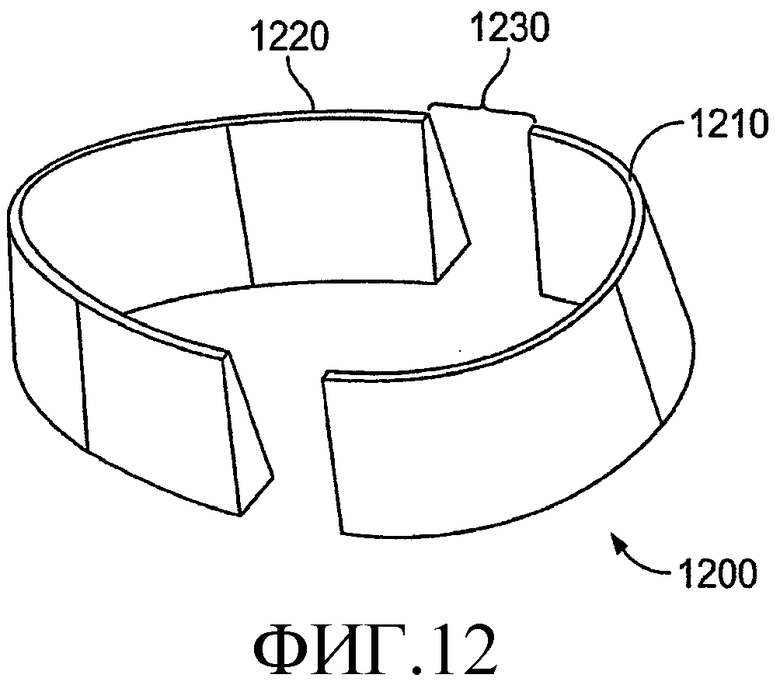
На ФИГ. 12 показан перспективный вид имеющего форму яйца инструмента, имеющего первый участок, второй участок и область с отверстием.
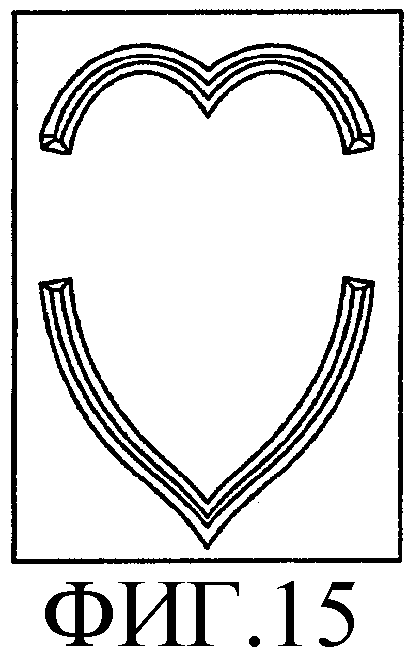
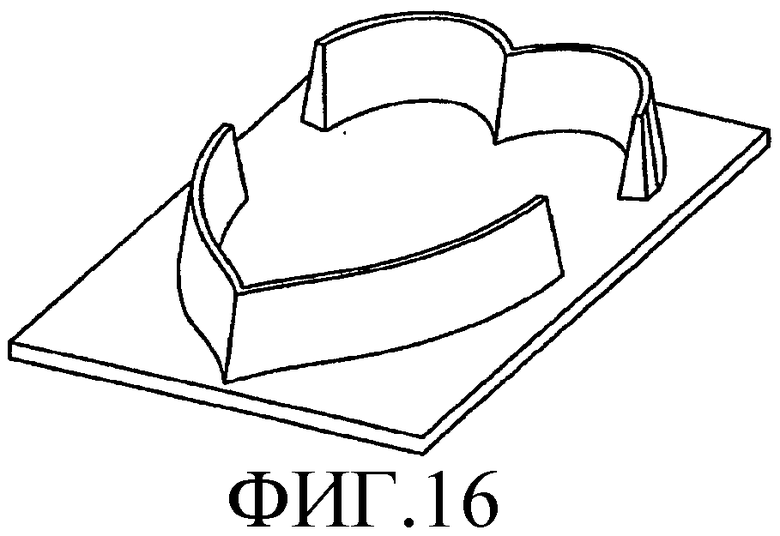
На ФИГ. 13-16 показаны различные виды имеющего форму сердца инструмента, также имеющего первый участок, второй участок и область с отверстием.
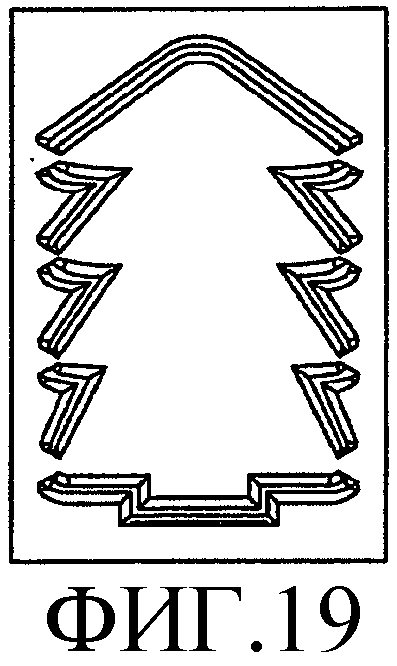
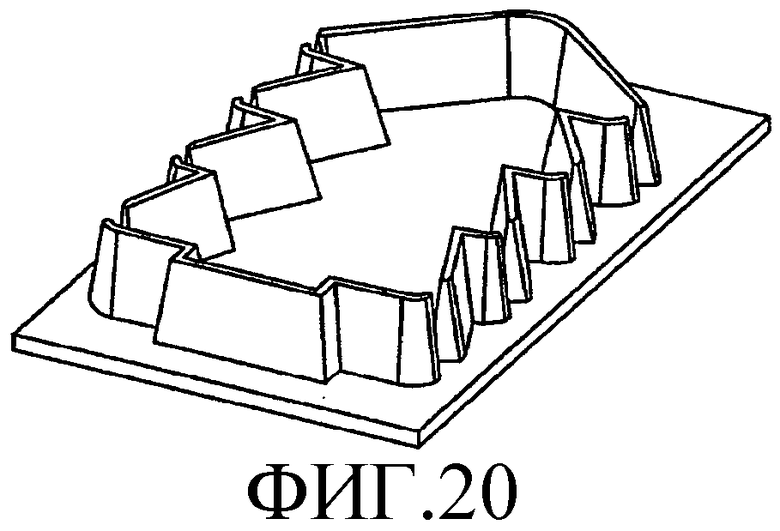
На ФИГ. 17-20 показаны различные виды имеющего форму новогодней елки инструмента, имеющего несколько участков и несколько областей с отверстием.
На ФИГ. 21-24 показаны различные виды имеющего форму тыквы инструмента, имеющего несколько участков и несколько областей с отверстием.
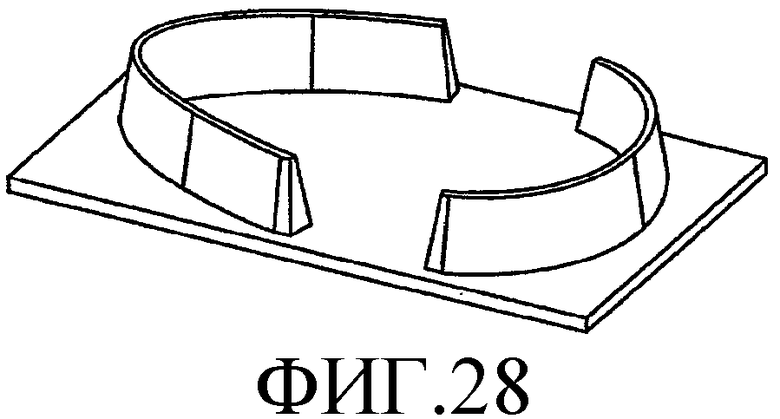
На ФИГ. 25-28 показаны различные виды альтернативного имеющего форму яйца инструмента.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее описание изобретения описывает систему ультразвукового ротационного формования, которая используется для формования съедобных композиций или пищевых продуктов посредством формования пищевого продукта на конвейерной ленте, которая поддерживается, по меньшей мере, частично, посредством подпружиненной платформы. Получающиеся пищевые продукты типично имеют удобный для кусания размер (например, угощения для домашних животных, сладкий батончик "яйца", наггетсы, шарики и тому подобное), хотя настоящее описание изобретения рассматривает использование решений, описанных здесь, также для создания бόльших пищевых продуктов (например, имеющих обычные размеры угощений для домашних животных, например косточки для собак, имеющих обычные размеры сладких батончиков и подобное). На протяжении этого описания, следует понимать, что ссылка на конкретный получающийся пищевой продукт не ограничивает описание на системах, оборудовании или решениях, которые формуют только этот тип пищевого продукта. Например, описание машины или процесса, который ссылается на косточку для собак или сладкий батончик, также может применяться для создания яйца, и наоборот.
На ФИГ. 1 показано изображение иллюстративной системы 100 для формования съедобной композиции, в соответствии с некоторыми вариантами осуществления настоящего изобретения. Система содержит активированное ультразвуковым образом ротационное колесо 120, подвижную опорную плиту 130 и транспортирующий элемент 140. На ФИГ. 3 показано другое изображение иллюстративной системы 200 для формования съедобной композиции, в соответствии с некоторыми вариантами осуществления настоящего изобретения. Как показано на ФИГ. 3, система может включать в себя более одного ротационного колеса (220 и 221), более одной подвижной опорной плиты (230 и 231) и более одного транспортирующего элемента (240 и 241).
На ФИГ. 3 также показаны два варианта осуществления ультразвукового ротационного колеса 220 и 221. В одном варианте осуществления ротационного колеса, ротационное колесо 220 включает в себя множество инструментов, в общем обозначенных ссылочной позицией 250, для отрезания полос пищевого продукта в окончательный размер (или промежуточный размер). Режущие инструменты могут принимать многие разные формы, размеры и глубины, и могут включать в себя разные формы внутренних полостей. На ФИГ. 3 показан иллюстративный инструмент 250, который может быть включен в качестве части ультразвукового ротационного колеса в соответствии с одним вариантом осуществления настоящего изобретения. В этом примере, каждый инструмент 250 имеет продолговатую цилиндрическую форму, где кайма каждого инструмента имеет форму, которая является аналогичной форме продольного сечения яйца. В некоторых вариантах осуществления, транспортирующие элементы могут быть уже, чем самая большая ширина режущих инструментов, тем самым обеспечивая возможность выпадания какого-либо чрезмерного отрезанного материала из окончательной формы.
На ФИГ. 4 показан другой вариант осуществления ультразвукового ротационного колеса 320 и другой иллюстративный вид инструмента 350, который включает в себя режущие ребра 352, которые размещены рядом с цилиндрами режущего инструмента. В некоторых вариантах осуществления, эти режущие ребра 352 могут улучшить образование пищевых продуктов, но в других вариантах осуществления, образование пищевого продукта может лучше выполняться без ребер. На ФИГ. 5 показан другой вариант осуществления ультразвукового ротационного колеса 420 и другой иллюстративный инструмент 450, который может быть включен в качестве части ультразвукового ротационного колеса в соответствии с одним вариантом осуществления настоящего изобретения. Как показано на ФИГ. 5, режущий инструмент может иметь более сложную форму, чем просто круглую или яйцеобразную форму. В некоторых вариантах осуществления, инструмент 450 может иметь такую форму, что получающийся образованный пищевой продукт напоминает животное или другую распознаваемую форму.
Независимо от формы, каждый режущий инструмент может включать в себя одну или более кромок, которые предназначены для прорезания пищевого продукта. Кромки могут располагаться в самой внешней точке или конце боковых стенок режущего инструмента. В некоторых примерах, кромки предназначены для прорезания мясных ломтей, злаковых зерен, арахиса, карамели, нуги и других пищевых продуктов, которые типично образуют внутреннюю часть кормов для домашних животных, и/или покрытых шоколадом сладких батончиков. Однако, следует понимать, что конечный пищевой продукт не требуется впоследствии покрывать шоколадом или любым другим пищевым веществом. В других примерах, кромки предназначены для прорезания пищевого продукта, который уже был покрыт другим пищевым веществом, например шоколадом. В некоторых вариантах осуществления, боковые стенки режущего инструмента сужаются для улучшения освобождения продукта из режущего инструмента.
В некоторых примерах, кромки могут быть скошенными, означая, что контактирующая грань кромок может не быть перпендикулярной относительно боковых стенок режущего инструмента. Эта скошенная форма кромки режущего инструмента также может называться "заточкой" кромки. Заточка кромки может относиться к форме поперечного сечения кромки, и скошенная кромка может иметь форму поперечного сечения, где контактирующая грань кромки может не быть перпендикулярной относительно боковых стенок режущего инструмента. Например, контактирующая грант кромки может образовывать угол 45 градусов относительно линии, которая проходит наружу от боковых стенок. Является возможным множество других углов. В некоторых примерах, кромки могут иметь двойной (или тройной и так далее) скос, означая, что кромка может включать в себя две (или более) контактирующие поверхности, которые наклонены под разным углом относительно друг друга. Например, кромка может иметь первый скос, приблизительно, 15 градусов, и второй скос, приблизительно, 20 градусов. Скошенные кромки режущего инструмента могут приспосабливать режущий инструмент так, чтобы легче прорезать пищевые продукты и/или отводиться из пищевых продуктов.
В некоторых вариантах осуществления настоящего изобретения, множество режущих инструментов размещено вокруг внешней поверхности ротационного колеса. На ФИГ. 6 показано изображение иллюстративного ротационного колеса 520 в соответствии с некоторыми вариантами осуществления настоящего изобретения. В этих вариантах осуществления, ротационное колесо 520 может напоминать катящийся стержень с режущими элементами для формования печенья (инструментами 550), прикрепленными к внешней криволинейной поверхности катящегося стержня. Следует понимать, что инструменты могут быть прикреплены либо к внешней криволинейной поверхности таким образом, что они выступают наружу за криволинейную поверхность ротационного колеса, либо они могут быть углублены в ротационное колесо таким образом, что каждый инструмент минимально отходит от криволинейной поверхности ротационного колеса, или совсем не отходит. При работе, так как ротационное колесо вращается вокруг своей оси, режущие инструменты, размещенные в разных положениях вокруг ротационного колеса, чередуются, приближаясь к поверхности резания транспортирующего элемента, образуя контакт с пищевым продуктом и поверхностью резания, и затем отводятся от поверхности резания, оставляя после себя разрез и образованный пищевой продукт на поверхности резания.
В некоторых вариантах осуществления, инструменты, размещенные вокруг ротационного колеса, дополнительно к разрезанию пищевого продукта, также могут формовать пищевой продукт в более желательную трехмерную форму. В некоторых вариантах осуществления, формы могут быть криволинейными и таким образом создавать форму с множеством скругленных поверхностей. Каждый режущий инструмент может дополнительно включать в себя стенки, которые располагаются рядом с режущей кромкой и, потенциально, имеющую определенный контур полость, которая может быть приспособлена для формования пищевого продукта. Следует понимать, что производители пищевых продуктов иногда меньше беспокоятся о высоко презентабельном внешнем виде пищевого продукта, и больше заботятся об экономии, скорости и объеме. Это может быть особенно верным, если пищевой продукт впоследствии будет покрываться шоколадом, например, после отрезания и формования пищевого продукта посредством ротационного колеса. Следовательно, разные требования производителя и разные последующие процессы могут приводить к использованию ротационных колес, использующих разные инструменты. Если, например, инструменты используются только для отрезания относительно плоских полос пищевого продукта, может не быть необходимым, чтобы инструменты обладали имеющей определенный контур или чашеобразной полостью для трехмерного формования пищевого продукта. Однако, если инструменты используются для отрезания и формования более толстого пищевого продукта или пищевого продукта, который требует имеющую трехмерную форму или криволинейную верхнюю часть, инструменты могут обладать имеющей определенный контур или чашеобразной полостью для формования пищевого продукта. В одном примере, каждый инструмент включает в себя одну или более режущих кромок, одну или более стенок, которые располагаются рядом с режущими кромками, и имеющую определенный контур полость. В этом примере, режущая(ие) кромка(и) будет(ут) сначала контактировать с пищевой полосой; затем стенки будут контактировать с пищевой полосой, частично формуя пищевой продукт; в заключение, имеющая определенный контур полость будет контактировать с пищевой полосой, дополнительно формуя или штампуя пищевой продукт.
Ротационное колесо типично имеет цилиндрическую форму и типично ориентировано таким образом, что ось цилиндра проходит горизонтально, и внешняя криволинейная поверхность цилиндра может непрерывно осуществлять контакт с (или приближаться к) отдельной горизонтальной поверхностью, например конвейерной лентой. Система ультразвукового ротационного формования может использовать цилиндры с множеством размеров. Например, круглое поперечное сечение цилиндра может варьироваться в радиусе, и длина оси цилиндра может варьироваться. Дополнительно, отношение между радиусом и длиной оси может варьироваться.
В некоторых вариантах осуществления настоящего изобретения, ротационное колесо может включать в себя вентиляционные каналы. Как показано на ФИГ. 3, ротационное колесо 221 слева имеет отверстия или вентиляционные каналы 222, которые расточены или просверлены, по существу, горизонтально в ротационном колесе. Кроме того, вентиляционные каналы 224 расточены или просверлены от основания полостей инструментов 251 и проходят к центру ротационного колеса 221, где они в итоге пересекаются с вентиляционными каналами 222. В результате, первый вентиляционный канал 222 и второй вентиляционный канал 224 пересекаются и образуют непрерывный вентиляционный канал 226, который проходит от внутреннего основания инструмента 251 таким образом, что воздух может протекать в и из основания инструмента 251 из и во внешнее пространство, окружающее колесо. Каждый вентиляционный канал 226 обеспечивает вентиляцию полости таким образом, что воздух может проходить и выходить в/из полость(и) инструмента 251, при этом пищевые продукты образуются. Вентиляция обеспечивает то, что в полости не создается вакуум, который может заставить кусочки пищевых продуктов прилипать и нелегко освобождаться. При испытании, некоторые варианты осуществления настоящего изобретения, показали существенные увеличения производительности, когда используются вентиляционные каналы.
В некоторых вариантах осуществления, вентиляционные каналы могут принимать форму областей разрыва в режущей кромке режущих инструментов. В этих вариантах осуществления, области разрыва могут возникать в любом месте, где режущий инструмент проходит параллельно относительно кромки полосы продукта. В некоторых вариантах осуществления, области разрыва могут представлять собой одно отверстие в кромке режущего инструмента, при этом в других вариантах осуществления, область разрыва может быть в каждой точке, где режущий инструмент является параллельным относительно полосы продукта. Посредством расположения области(ей) разрыва в точке(ах), где режущая кромка режущего инструмента проходит параллельно относительно полосы продукта, форма образованного продукта не включается.
В некоторых вариантах осуществления, размер области(ей) разрыва составляет, по меньшей мере, 1,5 мм, при этом в других вариантах осуществления размер может быть меньше 50 мм. В вариантах осуществления, где размер области(ей) разрыва меньше, сужение боковой стенки режущего инструмента может быть уменьшено для улучшения освобождения продукта из режущего инструмента.
В еще одном другом иллюстративном варианте осуществления, вентиляционные каналы могут быть соединены с источником воздуха или газа, который создает воздушную или газовую пульсацию для прикладывания положительного давления к полости для облегчения извлечения кусочков пищевых продуктов из полости. Вентиляционные каналы 226 могут проходить и быть предназначены для обеспечения возможности протекания газа, например сжатого газа, между источником газа и основанием и/или полостью режущих инструментов 251, для способствования извлечению пищевого продукта. В некоторых вариантах осуществления, источник воздуха или газа может находиться в сообщении с одним или более датчиками, например, оптическими датчиками, такими как камеры. Датчики могут быть ориентированы и предназначены для детектирования того, правильно ли был извлечен пищевой продукт из полости режущих инструментов. Датчик может передавать сигнал на источник воздуха или газа, когда датчик детектирует, что пищевой продукт не был правильно извлечен из полости, и, в ответ на сигнал от датчика, источник воздуха или газа может генерировать сильный поток или пульсацию воздуха или газа через один или более вентиляционных каналов, для способствования извлечению пищевого продукта. Датчики могут помочь производителю пищевых продуктов в снижении производственных затрат, так как источнику воздуха или газа может быть только необходимым расходовать энергию на создание сильного потока воздуха, когда пищевой продукт сам не извлекается. В некоторых вариантах осуществления, датчики могут не сообщаться с источником воздуха, а могут обеспечивать некоторый другой тип обратной связи и, например, могут останавливать систему или выполнять некоторое другое действие в ответ на детектирование того, что пищевой продукт не был правильно извлечен.
Ротационное колесо типично прикреплено к ультразвуковому генератору (также называемому генератором ультразвуковых частот), который создает ультразвуковые вибрации на одной или более частях ротационного колеса во время работы системы. В некоторых вариантах осуществления, ультразвуковой генератор и ротационное колесо выполнены таким образом, что только участок ротационного колеса вибрирует, например инструменты, которые прикреплены к ротационному колесу, таким образом вибрация не передается на другие части устройства. В других вариантах осуществления, все ротационное колесо может вибрировать. Следует понимать, что во всем этом описании изобретения, в любом месте, где ссылка выполняется на вибрацию ротационного колеса, предполагается, что любая часть ротационного колеса может вибрировать, или все колесо может вибрировать.
Ротационное колесо может вибрировать непрерывно с одинаковой частотой и амплитудой все время во время работы. Например, множество роликовых устройств могут работать с одной постоянной частой и амплитудой, так как машина непрерывно подает пищевой продукт, ролики непрерывно катятся, и инструменты отрезают с одинаковой скоростью. В других вариантах осуществления, однако, ротационное колесо может вибрировать с разными частотами и разными амплитудами во время работы, в зависимости от нескольких факторов.
Ультразвуковой генератор может работать (непрерывно или в определенное время) с множеством частот и амплитуд. Например, генератор может вибрировать (и побуждает вибрировать ротационное колесо) с ультразвуковой частотой от около 15000 Гц до 30000 Гц. В одном конкретном примере, генератор вибрирует с ультразвуковой частотой, приблизительно, 20000 Гц. В других вариантах осуществления, ультразвуковая частота может быть меньше 30000 Гц, или меньше 25000, или меньше 20000, при этом в еще других вариантах осуществления, ультразвуковая частота может быть больше 15000 Гц, или больше 20000, или больше 25000 Гц. В некоторых вариантах осуществления, ультразвуковая частота может быть от 20000 до 25000 Гц. Регулирование частоты вибраций может позволить техническому специалисту приспособить систему для оптимальной работы. Например, частоты, которые являются слишком низкими, могут заставить систему работать слишком громко, так как вибрации резонируют в слуховом диапазоне. С другой стороны, частоты, которые являются слишком высокими, могут заставить ротационное колесо и режущие инструменты вибрировать так интенсивно, что режущие инструменты становятся неспособными резать с идеальной точностью, и таким образом должны использоваться неидеальные формы инструментов.
Что касается амплитуды ультразвукового генератора, в некоторых примерах, генератор может вибрировать с амплитудами от около 20 до 50 микрон. В одном конкретном примере, генератор вибрирует с амплитудой от около 30 до 40 микрон. В некоторых вариантах осуществления, генератор может вибрировать с амплитудами больше 20 или больше 25, или больше 30, или больше 35, или больше 40, или больше 45 микрон, тогда когда в еще других вариантах осуществления, генератор может вибрировать с амплитудами меньше 50, или меньше 45, или меньше 40, или меньше 35, или меньше 30, или меньше 25 микрон. В некоторых вариантах осуществления, генератор может вибрировать с амплитудами от около 25 до 45 микрон. Регулирование амплитуды вибраций может позволить техническому специалисту приспособить систему для оптимальной работы. Например, если генератор вибрирует с амплитудами, которые являются слишком низкими, пищевой продукт может, в некоторой степени, прилипать к режущим инструментам или ножам. С другой стороны, если генератор вибрирует с амплитудами, которые являются слишком высокими, режущие инструменты и ножи могут становиться слишком горячими, что может приводить к расплавлению пищевого продукта в некоторой степени.
Ультразвуковой генератор может содержать входной преобразователь и преобразователь энергии. Входной преобразователь преобразует электрический вход (например, 60 ГцАС, 117 ВАС или 240 ВАС) в электрические импульсы. Преобразователь энергии затем преобразует электрические импульсы, принятые от входного преобразователя, в механические вибрации, которые затем подаются на ротационное колесо. В одном варианте осуществления настоящего описания изобретения, входной преобразователь преобразует электрический вход в около 20000 электрических импульсов, которые преобразователь энергии затем преобразует в около 20000 механических вибраций в секунду. Различные другие типы оборудования могут использоваться во взаимосвязи с (или в качестве части) ультразвуковым генератором, такие как, например, усилитель или ослабитель, которые могут эффективно увеличивать или уменьшать колебательное движение режущих инструментов, как требуется.
Ротационное колесо и связанные режущие инструменты извлекают пользу от ультразвуковых вибраций несколькими образами. Например, ультразвуковые вибрации вызывают уменьшение трения на поверхностях режущих инструментов, таких как режущие кромки, стенки, расположенные рядом с режущими кромками, и имеющие определенный контур полости (необязательно) инструментов. Поверхности с уменьшенным трением менее склонны к прилипанию пищевого продукта. Дополнительно, так как инструменты ротационного колеса могут резать без прилипания к пищевому продукту, устройство может работать в течение бόльших периодов времени до того, как его необходимо останавливать для того, чтобы режущие инструменты могли очищаться или заменяться.
Поверхности режущих инструментов, такие как режущие кромки, стенки, расположенные рядом с режущими кромками, и имеющие определенный контур полости, могут быть выполнены из множества материалов. Ультразвуковые вибрации были показаны для уменьшения фрикционных свойств металлических поверхностей, а также пластиковых поверхностей, и таким образом например могут использоваться металлические или пластиковые поверхности. Может быть возможным дополнительно улучшить фрикционные свойства поверхностей инструментов посредством добавления или покрытия одной или более из поверхностей полимерным материалом с хорошей смазываемостью. Например, поверхности могут покрываться полимерным материалом с хорошей смазываемостью, таким как политетрафторэтилен (продаваемый на рынке под торговой маркой TEFLON), который может соединяться с поверхностями полостей. В качестве альтернативы, поверхности могут выполняться из полимерного материала, который обеспечивает свойства хорошей смазываемости.
Другая польза ультразвуковых вибраций заключается в том, что кромки режущих инструментов прорезают более чисто пищевой продукт. Например, вибрирующая ультразвуковым образом режущая кромка может выполнять очень чистые прорезы арахиса таким образом, что арахис остается с гладкими краями. В противоположность, когда арахис режется обычным ножом или кромкой, получающийся арахис может иметь неровные или раскрошившиеся края.
Кроме того, ультразвуковые вибрации могут способствовать смешиванию пищевого продукта, или поддержанию пищевого продукта в хорошо смешанном состоянии. Ультразвуковые вибрации использовались в обработке жидкостей и подужидкостей, посредством создания чередующихся волн низкого давления и высокого давления в жидкостях, приводя к образованию и сильному лопанию небольших вакуумных пузырьков. Это явление (иногда называемое "кавитацией") вызывает сталкивание с высокой скоростью струй жидкости и сильные гидродинамические сдвигающие усилия, которые могут использоваться для распада ячеек и перемешивания. Следует понимать, что некоторые пищевые продукты сохраняют довольно постоянную консистенцию и, следовательно, не требуют перемешивания во время резания и образования пищевых полос. Однако, польза перемешивания от ультразвуковых вибраций может быть применимой для сохранения консистенции или дополнительного смешивания некоторых типов пищевых продуктов.
Ультразвуковая система с ротационным колесом дополнительно включает в себя подвижную опорную плиту. Как показано в примере на ФИГ. 1, опорная плита 130 может располагаться под конвейерной лентой в точке, где инструменты ротационного колеса 120 контактируют с полосами пищевого продукта. Эта точка контакта может представлять собой точку, где кондитерские полосы проходят ниже приблизительного центра 121 масс ротационного колеса. Центр 121 масс ротационного колеса 120 типично располагается в горизонтальной точке оси ротационного колеса, но это необязательно должно быть практической ситуацией. Опорная плита 130 может подпружиниваться таким образом, что пружина 132 побуждает опорную плиту прикладывать усилие вверх против конвейерной ленты, и, в свою очередь, против пищевого продукта, который перемещается на конвейерной ленте. На ФИГ. 7 показан другой вид иллюстративной опорной плиты 630. В этом примере, можно увидеть, что опорная плита 630 располагается ниже конвейерной ленты 642 и непосредственно под ротационным колесом 620.
Снова ссылаясь на ФИГ. 1, пружина 132 может осуществляться посредством множества конструкций. В некоторых вариантах осуществления, как показано на ФИГ. 1, пружина 132 может быть выполнена подобной традиционной цилиндрической винтовой пружине, где, чем больше усилие прикладывается вниз к пружине 132, пружина сжимается в вертикальном направлении и прикладывает больше усилие вверх против опорной плиты 130, тем больше она сжимается. В других вариантах осуществления, как показано на ФИГ. 2, пружина 134 может быть выполнена таким образом, чтобы включать в себя гибкое ребро 136 или педаль, прикрепленную к стержню 133, где, чем больше усилия прикладывается вниз к верхней поверхности ребра 136, особенно рядом с внешним концом ребра, тем больше ребро слегка оборачивается вокруг стержня 133 и прикладывает большее усилие в противоположном направлении вращения, обычно вверх против опорной плиты 130. Пружинное действие реброобразной пружины 134 действует аналогично пружинному действию трамплина для прыжка в воду. На ФИГ. 3 показан пример того, как стержень 233, связанный с реброобразной пружиной, может включаться в систему 200. Как показано в этом примере, стержень 233 может проходить через одну или более массивных частей системы 200 или массивных частей соседнего оборудования таким образом, что стержень 233 соединяется с массивным основанием таким образом, что он может сопротивляться вращению, когда ребро (не показано) вращает стержень 233. Стержень 233 затем соединяется с ребром (не показано), которое располагается ниже опорной плиты 230. В другом примере, ребро может приклеиваться к опорной плите 230, или ребро может быть образовано с опорной плитой 230 таким образом, что они составляют одну литую часть.
Пружина (например, пружина 132 и/или пружина 134) может быть выполнена таким образом, чтобы иметь регулируемое натяжение пружины таким образом, что пружина и опорная плита могут прикладывать диапазон усилий, в зависимости от требуемого применения. Например, система натяжения пружины может регулироваться таким образом, что пружина прикладывает давление, которое может варьироваться от ноля фунтов до, приблизительно, 50 фунтов усилия. В некоторых вариантах осуществления, давление пружины может быть больше 10, больше 20, больше 30, или больше 40 фунтов усилия, тогда когда в других вариантах осуществления, давление пружины может быть меньше 50, или меньше 40 или меньше 35, или меньше 30 или меньше 25 или меньше 20 или меньше 15, или меньше 10 фунтов усилия. В другом примере, пружина работает в пределах диапазона усилий от, приблизительно, 10 фунтов до 20 фунтов. В некоторых вариантах осуществления, пружина может прикладывать давление от около 5 до около 45 фунтов усилия, тогда когда в других вариантах осуществления, давление может быть от около 15 до около 35 фунтов усилия. Натяжение пружины может регулироваться множеством образов. Например, пружина может просто заменяться другой пружиной с другими свойствами сопротивления. В другом примере, цилиндрическая винтовая пружина может включать в себя ручку регулятора, которая может увеличивать сопротивление пружины. В еще одном другом примере, сопротивление реброобразной пружины может увеличиваться посредством вращения стержня таким образом, что ребро располагается в более повернутом первоначальном положении, когда на опорной плите нет пищевого продукта.
Дополнительно, в некоторых вариантах осуществления, ротационное(ые) колесо(а) может(гут) быть регулируемым(и) вертикально таким образом, что расстояние и/или давление между ротационным колесом и конвейерной лентой (и опорной плитой) может изменяться, когда ротационное колесо регулируется. Например, ротационное колесо может регулироваться посредством червячной передачи.
Одной целью подвижной опорной плиты является компенсация эффекта ультразвуковых вибраций на конвейерной ленте (от режущего элемента). Для того, чтобы инструменты ротационного колеса прорезали полосы пищевых продуктов, давление должно прикладываться вниз на пищевой продукт, и таким образом, режущие кромки инструментов также прикладывают давление вниз на ленту. Подвижная опорная плита выполнена с возможностью поглощения некоторого давления, которое прикладывается вниз на ленту от режущих инструментов, что уменьшает величину повреждения, вызванного режущими инструментами на ленте. Следовательно, подвижная опорная плита обеспечивает возможность долгосрочной работы ультразвуковой системы с ротационным колесом с уменьшенными разрезанием или износом конвейерной ленты. Дополнительно, подвижная опорная плита выравнивает давление, прикладываемое на ленту, что обеспечивает возможность более одинакового резания.
Другая польза от подвижной опорной плиты может заключаться в том, что она уменьшает до минимума или полностью предотвращает какую-либо утечку пищевого продукта из режущих инструментов ротационного колеса. Подвижная опорная плита совместно с полугибкой конвейерной лентой могут обеспечивать возможность равноудаленного контакта между кромками режущего инструмента и лентой, тем самым обеспечивая возможность полного прорезания режущими инструментами полос пищевого продукта, выполняя чистые разрезы с минимальной или без утечки пищевого продукта между режущей кромкой инструмента и конвейерной лентой.
Ультразвуковая система с ротационным колесом дополнительно включает в себя транспортирующий элемент, который может дополнительно включать в себя одну или более гибких лент (т.е. конвейерных лент). На ФИГ. 3 показано изображение иллюстративной системы 200, которая включает в себя транспортирующий элемент 240, который дополнительно включает в себя две конвейерные ленты 242, 243, а также составные части, которые облегчают перемещение ленты (такие как ролики, зубчатые колеса, зубчатые ремни, двигатель и тому подобное), и необязательные поддерживающие платформы, которые могут обеспечивать прочную поверхность ниже конвейерных лент, если необходимо. Например, прочная поверхность может требоваться, когда часть оборудования должна прикладывать направленное вниз усилие к пищевому продукту, который перемещается на конвейерной ленте. В других вариантах осуществления, транспортирующий элемент может включать в себя группу роликов, группу отдельных конвейерных лент, или другие средства перемещения пищевого продукта вдоль траектории подачи. (Траектория, по которой пищевой продукт перемещается, вдоль верхней части транспортирующего элемента, из его формы в виде полосы, через ротационное колесо, и дальше, иногда называется "траекторией подачи").
Следует понимать, что, даже если на ФИГ. 1 показан транспортирующий элемент 140, в виде включающего в себя одну конвейерную ленту, транспортирующий элемент может включать в себя более одной конвейерной ленты. Например, вариант осуществления с двойной конвейерной лентой системы показан на ФИГ. 3, и ближе на ФИГ. 7. В этих вариантах осуществления, транспортирующий элемент включает в себя две конвейерные ленты, при этом каждая конвейерная лента независимо приводится в движение, например, посредством независимых роликов, зубчатых колес, зубчатых ремней, двигателей и/или тому подобного. В этих вариантах осуществления, при работе, пищевой продукт перемещается слева направо (как изображено на фигурах). Пищевой продукт сначала перемещается вдоль левой конвейерной ленты (242 на ФИГ. 3 и 642 на ФИГ. 7) и затем начинает формоваться посредством ротационного колеса (220 на ФИГ. 3 и 620 на ФИГ. 7). В этих примерах, подпружиненная опорная плита (230 на ФИГ. 3 и 630 на ФИГ. 7) располагается рядом с концом (или передней частью) левой конвейерной ленты. Затем пищевой продукт переносится на следующую конвейерную ленту (243 на ФИГ. 3 и 643 на ФИГ. 7), ту, которая справа.
Одну пользу от варианта осуществления с двойной конвейерной лентой можно увидеть на ФИГ. 9, на которой изображена другая иллюстративная система 900. Снова, как показано на ФИГ. 9, при работе, пищевые продукты перемещаются слева направо (как изображено на фигуре). Когда пищевой продукт переносится с конвейерной ленты 942 слева на конвейерную ленту 943 справа, "полотно" (или излишний пищевой продукт), которое создается, когда инструменты ротационного колеса (ротационных колес 920) штампуют полосы пищевого продукта, падает между двумя конвейерными лентами, где оно затем уносится. В иллюстративном варианте осуществления, инструменты ультразвукового ротационного колеса прорезают полосы пищевого продукта так чисто, что полотно легко падает, когда оно больше не поддерживается снизу. Быстрое удаление полотна может способствовать обеспечению того, что обрезной пищевой продукт не прилипает повторно к образованному пищевому продукту после его формования и отрезается посредством ротационного колеса. Дополнительно, в некоторых вариантах осуществления, вторая лента (лента справа, или отводящая лента) может перемещаться с бόльшей скоростью, чем первая лента (лента слева, или образующая лента). Эта разница в скорости последовательных лент может создавать промежуток между последовательными образованными пищевыми частями таким образом, что они не прилипают друг к другу после их формования.
Система ультразвукового ротационного формования может использовать один ряд конвейерных лент или она может использовать множество рядов отдельных конвейерных лент. Разницу в этих двух вариантах осуществления можно увидеть, например, если сравнить ФИГ. 3 и ФИГ. 9. На ФИГ. 3, используется множество отдельных рядов, один ряд на ротационное колесо. В противоположность, на ФИГ. 9, используется один ряд конвейерной ленты, даже если система включает в себя множество ротационных колес 920. Использование множества полос пищевого продукта и/или множества отдельных конвейерных лент может обеспечить пользу при образовании пищевых продуктов. Например, отдельные полосы пищевого продукта обеспечивают возможность использования системой множества расположенных уступами колес, и множество отдельных конвейерных лент с ширинами, которые уже, чем самая большая ширина режущих инструментов, может способствовать быстрому спаданию полотна или обрезного пищевого продукта с образованного пищевого продукта, иногда непосредственно после формования. Быстрое удаление полотна или обрезков может способствовать обеспечению того, что обрезной пищевой продукт не прилипает повторно к образованному пищевому продукту после его формования и отрезания посредством ротационного колеса.
В некоторых вариантах осуществления, транспортирующий элемент может включать в себя одну или более боковых рельсовых направляющих. Например, каждый ряд конвейерных лент может включать в себя боковую рельсовую направляющую на любой или каждой стороне ряда. Для каждого ряда, боковые рельсовые направляющие могут проходить по всей длине транспортирующего элемента или участка длины транспортирующего элемента. Например, боковые рельсовые направляющие могут проходить вдоль участков транспортирующего элемента, которые ведут в и из ротационного колеса. Боковые рельсовые направляющие могут располагаться и быть выполнены с возможностью способствования пищевому продукту, перемещающемуся на конвейерной ленте, не сбиваться с пути. Например, боковые рельсовые направляющие, которые проходят вдоль участков транспортирующего элемента, которые ведут в ротационное колесо, могут способствовать полосам пищевого продукта не сбиваться с пути и/или спадать с конвейерной ленты. В качестве другого примера, боковые рельсовые направляющие, которые проходят вдоль участков транспортирующего элемента, которые ведут из ротационного колеса, могут способствовать сформованным частям пищевого продукта не сбиваться с пути и/или спадать с конвейерной ленты.
Внешняя поверхность конвейерной ленты может иметь множество текстур (или не иметь их). В одном варианте осуществления, внешняя поверхность представляет собой очень гладкую поверхность. Гладкая внешняя поверхность может быть преимущественной, так как она может обеспечивать возможность превосходного прилипания между внешней поверхностью ленты и пищевым продуктом, так как гладкая поверхность обеспечивает больший контакт площади поверхности между лентой и пищевым продуктом. Лучшее прилипание способствует ленте вытягивать пищевой продукт из режущих инструментов после того, как они завершили отрезания и образование пищевого продукта. Дополнительно, лучшее прилипание предотвращает выскальзывание и перемещение назад пищевого продукта вдоль конвейерной ленты, когда пищевой продукт подается на ротационное колесо, а также другие ступени в системе, которые могут требовать того, чтобы часть машины касалась пищевого продукта. В конкретном примере этого варианта осуществления, конвейерная лента может включать в себя одобренную FDA гладкую поверхность, которая является безопасной для контакта пищевых продуктов и ленты, которая частично или полностью выполнена из ткани и выполнена с возможностью противостоять изгибанию и закручиванию вокруг острых углов, кривых линий и тому подобного. Другие варианты осуществления настоящего изобретения могут включать в себя конвейерные ленты с внешними типами поверхностей, которые не являются идеально гладкими и/или имеют текстуру, так как некоторые типы пищевых продуктов могут лучше прилипать к текстурным поверхностям.
Как упомянуто выше, система ультразвукового ротационного формования может включать в себя больше одного ротационного колеса. В некоторых вариантах осуществления, ротационные колеса расположены уступами, как показано на ФИГ. 8 (фигура сверху), на которой показан вид сверху иллюстративной системы. На ФИГ. 3, 9 и 10 также показаны иллюстрации вариантов осуществления с расположенными уступами ротационными колесами. Как можно увидеть из этих фигур, система может быть выполнена таким образом, чтобы приспосабливать широкий диапазон количеств и ориентаций ротационных колес, от одного колеса до четырех колес (ФИГ. 9), до 30 колес, как показано в примере ФИГ. 10. Более конкретно, на ФИГ. 10 показан пример того как система 1000 может быть увеличена, чтобы включать в себя множество ротационных колес, при этом сохраняя легко управляемую занимаемую площадь общей системы. Например, "V" конфигурация, как показано на ФИГ. 10, представляет собой один пример системы с легко управляемой занимаемой площадью.
В некоторых вариантах осуществления, множество ротационных колес контактирует с множеством съедобных масс пищевого продукта. В таких вариантах осуществления, съедобная масса пищевого продукта может быть образована в полосы до контактирования с ротационными колесами таким образом, что множество полос контактирует с множеством колес. В других вариантах осуществления, множество ротационных колес контактирует с одной съедобной массой пищевого продукта. В таких вариантах осуществления, съедобная масса пищевого продукта может быть образована в лист до контактирования с ротационными колесами таким образом, что один лист контактирует с множеством колес.
Хотя на ФИГ. 8 и других фигурах по всему этому описанию изобретения может быть показана система, в виде включающей в себя расположенные уступами ротационные колеса, следует понимать, что ротационные колеса могут быть ориентированы таким образом, что, по меньшей мере, одно ротационное колесо в системе ориентировано последовательно с другим ротационным колесом, таким образом ось, по меньшей мере, одного ротационного колеса, приблизительно, выровнена с осью другого ротационного колеса в системе. См. на ФИГ. 8 (фигуру снизу) для примера полностью последовательной системы 800.
В некоторых вариантах осуществления настоящего изобретения, система может дополнительно включать в себя один или более предотвращающих подъем механизмов. Предотвращающий подъем механизм может располагаться дальше по ходу относительно каждого ротационного колеса, например, рядом с точкой, где сформованные части пищевого продукта выходят из режущих инструментов ротационного колеса. В некоторых примерах, после выхода сформованной части пищевого продукта из режущего инструмента и падения вниз на конвейерную ленту, сформованная часть может иметь тенденцию подниматься с конвейерной ленты, например, так как кромка режущего инструмента захватила или прилипла к участку сформованной части. Предотвращающий подъем механизм может быть расположен и выполнен с возможностью предотвращения подъема сформованных частей и/или может прикладывать давление вниз на сформованные части для обеспечения того, что они остаются прилипшими к конвейерной ленте. Предотвращающий подъем механизм может включать в себя палец или стержень, который прикладывает давление к сформованным частям, и может включать в себя пружину или моторизированный механизм для приведения в действие пальца или стержня.
В некоторых вариантах осуществления настоящего изобретения, система может дополнительно включать в себя ступень 1100 подачи, как показано на ФИГ. 11. В этих вариантах осуществления, ступень 1100 подачи может дополнительно включать в себя один или более прижимных пальцев 1162, 1163, где каждый прижимной палец прикладывает направленное вниз усилие к пищевым продуктам, которые перемещаются вдоль конвейерной ленты по направлению к ротационному колесу, например, для обеспечения того, что пищевые продукты хорошо прилипают к конвейерной ленте до их достижения ротационного колеса. В некоторых вариантах осуществления, один ряд ступени подачи может включать в себя более одного прижимного пальца, например, два и более прижимных пальца последовательно. В этих вариантах осуществления, множество прижимных пальцев может сцепляться с одной полосой пищевого продукта, например, для обеспечения того, что пищевой продукт хорошо прилипает к конвейерной ленте. Ступень 1100 подачи типично располагается ближе по ходу (в траектории подачи) относительно ротационного(ых) колеса(колес), например, на расстоянии ближе по ходу, таким образом, что кончик прижимного пальца, приблизительно, на 1-2 дюйма удален от точки, где ротационное колесо контактирует с пищевым продуктом. Прижимной палец 1162 может быть подпружиненным, посредством чего пружина побуждает кончик пальца перемещаться по направлению вниз. Разные пружины могут использоваться, таким образом прижимной палец может прикладывать разные направленные вниз усилия, например, от 10 до 15 фунтов. Пружина может прикрепляться к прижимному пальцу в варьирующихся местах вдоль пальца. Прижимной палец 1162 может быть выполнен из множества материалов, например, пластика.
Ступень подачи может включать в себя одну или более боковых рельсовых направляющих. Например, боковые рельсовые направляющие, которые проходят вдоль участков транспортирующего элемента, которые ведут в ротационное колесо, могут способствовать полосам пищевого продукта не сбиваться с пути и/или спадать с конвейерной ленты. Боковые рельсовые направляющие могут поддерживать пищевой продукт, приблизительно, размещенным по центру на конвейерной ленте, при этом пищевой продукт контактирует с одним или более прижимными пальцами и/или ротационным колесом.
В некоторых вариантах осуществления системы, которая не включает в себя ступень 1100 подачи и прижимной палец 1162, пищевой продукт может недостаточно прилипать к конвейерной ленте, и, следовательно, пищевой продукт может проскальзывать или скользить назад вдоль конвейерной ленты, когда ротационное колесо прикасается к пищевому продукту. Если пищевые продукты проскальзывают назад, пищевые продукты могут забиваться, и может быть необходимым останавливать и очищать систему. Для решения этой проблемы, удерживающий палец 1162 может прикладывать давление вниз на пищевой продукт для его лучшего прилипания к конвейерной ленте таким образом, что пищевые продукты не проскальзывают. Одна польза от системы, где пищевые продукты не проскальзывают, заключается в том, что система может быть выполнена с возможностью непрерывной и эффективной работы.
В некоторых вариантах осуществления настоящего изобретения, система дополнительно содержит образующее лист устройство, которое располагается ближе по ходу (в траектории подачи) относительно ротационного колеса. Образующее лист устройство образует массу съедобной композиции в лист продукта ближе по ходу.
В некоторых вариантах осуществления настоящего изобретения, система дополнительно содержит разрезающее устройство, которое располагается ближе по ходу (в траектории подачи) относительно ротационного колеса. Разрезающее устройство разделяет листы продукта на множество полос продукта до подачи полос на активированное ультразвуковым образом ротационное колесо.
Другой вариант осуществления настоящего изобретения обеспечивает способ формования кондитерского продукта (или пищевого продукта), содержащий следующие этапы: (1) формования одной или более полос кондитерского продукта; (2) перемещения полос кондитерского продукта вдоль траектории подачи, которая может включать в себя конвейерную ленту; и (3) разрезание полос кондитерского продукта на множество форм кондитерского продукта посредством контактирования кондитерских полос с активированным ультразвуковым образом ротационным колесом.
Касательно этапа 1 описанного способа, образование полосы кондитерского продукта может дополнительно включать в себя этапы формования кондитерского листа и разрезания листа на полосы. Касательно этапа 2, этап также может включать в себя подэтап, где полосы продукта перемещаются через ступень подачи, посредством чего прижимной палец прикладывает направленное вниз давление к полосам продукта для их прилипания к конвейерной ленте. Касательно этапа 3, ротационное колесо может включать в себя множество режущих инструментов, которые контактируют с кондитерскими полосами в точке, где кондитерские полосы проходят ниже приблизительного центра масс ротационного колеса. В точке, где ротационное колесо контактирует с кондитерской полосой, подвижная опорная плита, которая располагается ниже конвейерной ленты, может обеспечивать возможность поглощения некоторого давления, которое ротационное колесо прикладывает вниз на кондитерскую полосу и конвейерную ленту.
Ранее описанный(ые) способ(ы) может(гут) выполняться посредством одной или более систем, устройств и/или решений, описанными в этом описании изобретения. Например, способ может выполняться посредством системы, которая содержит активированное ультразвуковым образом ротационное колесо, подвижную опорную плиту и транспортирующий элемент. В другом примере, система, которая выполняет способ(ы), может включать в себя подвижную опорную плиту, которая является подпружиненной.
Решения, описанные в настоящем описании изобретения, могут обеспечивать некоторую пользу. Предшествующие типы ультразвуковых пищевых режущих элементов имеют недостатки, и решения настоящего описания изобретения либо не испытают этих недостатков, либо они испытывают их в меньшей степени. Например, режущие элементы по-типу гильотины могут использовать только, в общем смысле, прямые ножи, поэтому гильотинный режущий элемент может только разрезать пищевые продукты в конечные формы, которые имеют линейные и угловые края. Одна польза некоторых вариантов осуществления, описанных здесь, заключается в том, что инструменты, которые прикреплены к ротационному колесу, не ограничены на наличии только прямых и угловых кромок, и, следовательно, ротационное колесо может изготавливать конечные пищевые продукты, которые имеют множество форм, включая окружности, овалы, яйцеобразные формы, формы животных и не только. Кроме того, так как инструмент, который отрезает полосы пищевого продукта, также может содержать трехмерную образованную полость, некоторые варианты осуществления, описанные здесь, могут отрезать и придавать трехмерную форму конечному пищевому продукту - все на одном этапе. Эта образование трехмерной формы не было возможным с предыдущими типами гильотинных режущих элементов.
Предыдущий тип с двойным колесом пищевого режущего элемента также имеет недостатки. Специалисты в индустрии заметили, что этот тип пищевого режущего элемента является дорогостоящим, а также оборудование и части трудоемкими. По существу, тип с двойным колесом требует по две от каждой части, так как два колеса требуются для любой полосы пищевого продукта, которая проходит вдоль конвейерной ленты. Это означает, что каждая полоса пищевого продукта требует два колеса, два шпинделя, две группы оснастки, две группы дополнительных инструментов и так далее. Следовательно, если производители пищевого продукта хотят, чтобы конвейерные ленты работали с от 30 до 50 полосами пищевого продукта, проходящими параллельно, тип пищевого режущего элемента с двойным колесом требовал бы в два раза большего количества оборудования для каждой полосы пищевого продукта по сравнению с одним колесом настоящего изобретения. Следовательно, тип с двойным колесом является менее долговечным и ломается чаще, чем тип с одним колесом настоящего изобретения. Дополнительно, дополнительное оборудование и бόльшие затраты на техническое обслуживание типа с двойным колесом делают тип с двойным колесом более дорогостоящим для работы, чем тип с одним колесом.
Дополнительно, тип с двойным колесом не способствует "увеличению масштаба". То есть, тип с двойным колес не может работать с большими объемами пищевого продукта, а также решениями настоящего изобретения. Кроме дополнительного оборудования и стоимости работы с бόльшими объемами пищевого продукта, машины с двойным колесом не могут работать на высоких скоростях, на которых может работать одно колесо настоящего изобретения. Например, с машинами с двойным колесом, конвейерные ленты работают с максимальной скоростью, приблизительно, 1,5 метра/минуту. Это гораздо медленнее, чем решения настоящего изобретения, где конвейерные ленты могут работать со скоростью, приблизительно, 4 метра/минуту.
Одна дополнительная польза от системы, как описана в одном или более вариантах осуществления настоящего изобретения, заключается в том, что конструкция одного ротационного колеса обеспечивает возможность композиционной однородности между разными "формами" одного и того же типа пищевого продукта. Например, система может обеспечивать композиционную однородность между кондитерским изделием, известным как батончик Snickers® и кондитерским изделием, известным как яйцо Snickers®, таким образом, что вкус батончика и яйца в точности одинаковые, хотя они имеют разные форму и размеры. Причина того, почему композиция разных форм остается одинаковой, заключается в том, что отношения разных типов пищевых продуктов на разных "областях" конечного пищевого продукта поддерживаются на том же уровне в, например, батончике и яйце. Предыдущие типы систем с двойным ротационным колесом могут быть неспособными поддерживать такую однородность, так как, например, пищевой продукт может заливаться в полости, специально предназначенные для каждой формы конечного пищевого продукта. В противоположность, в настоящей системе, пищевой продукт предварительно образуется независимо от конечной формы пищевого продукта, и затем разные инструменты на ротационном колесе отрезают конечную форму.
В одном варианте осуществления, после того, как формы продукта образованы посредством отрезания, покрывающий слой может наноситься на одну или более форм продукта. Дополнительно или в качестве альтернативы, одна или более форм продукта может подвергаться поверхностной обработке. В одном варианте осуществления, эти один или более этапов могут выполняться дальше по ходу относительно ротационного колеса. Например, после формования съедобного продукта, формы могут глазироваться, покрываться посредством опрокидывания, как в случае операции дражирования, или иным образом поверхностно обрабатываться посредством напыления.
На ФИГ. 12-28 показаны различные варианты осуществления режущих элементов для формования печенья или инструментов, аналогичных режущему элементу для формования печенья/инструменту 450, показанному на ФИГ. 5, или инструменту 550, как показан на ФИГ. 6.
Более конкретно, на ФИГ. 12 показан перспективный вид имеющего форму яйца инструмента 1200, имеющего первый участок 1210, второй участок 1220 и область 1230 с отверстием.
На ФИГ. 13-16 показаны различные виды имеющего форму сердца инструмента, также имеющего первый участок, второй участок и область с отверстием.
На ФИГ. 17-20 показаны различные виды имеющего форму новогодней елки инструмента, имеющего несколько участков и несколько областей с отверстием.
На ФИГ. 21-24 показаны различные виды имеющего форму тыквы инструмента, имеющего несколько участков и несколько областей с отверстием.
На ФИГ. 25-28 показаны различные виды альтернативного имеющего форму яйца инструмента.
Хотя настоящие решения были описаны и показаны посредством ссылки на конкретные варианты осуществления, средним специалистам в данной области техники будет понятным, что решения сами ведут к множеству разных изменений, не описанных или показанных здесь.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЕ РОТАЦИОННОЕ ФОРМОВАНИЕ | 2013 |
|
RU2678426C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО С ПЕРЕМЕННЫМ УГЛОМ КОНУСНОСТИ | 2014 |
|
RU2671031C2 |
| УТРОЙСТВО И СПОСОБ ЗАПЕЧАТЫВАНИЯ ЛОТКОВ | 2011 |
|
RU2534567C2 |
| ДОЗИРОВАННАЯ ФОРМА НЕМЕДЛЕННОГО ВЫСВОБОЖДЕНИЯ, СОДЕРЖАЩАЯ ОБОЛОЧКУ С ОТВЕРСТИЯМИ | 2005 |
|
RU2391092C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| УСТРОЙСТВО И СПОСОБ ЗАПЕЧАТЫВАНИЯ ЛОТКОВ | 2011 |
|
RU2524242C1 |
| РОТАЦИОННОЕ ФОРМУЮЩЕЕ УСТРОЙСТВО И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2516300C2 |
| УСТРОЙСТВО И СПОСОБ ПЕРЕМЕЩЕНИЯ И МАРКИРОВКИ | 2010 |
|
RU2503546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕХОВОЙ МАССЫ В ФОРМЕ КУБИКОВ | 2007 |
|
RU2415600C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТРЕЗКОВ ЖГУТА ИЗ ВПИТЫВАЮЩЕГО ЖИДКОСТЬ МАТЕРИАЛА | 1996 |
|
RU2194482C2 |







Группа изобретений относится к пищевой промышленности, в частности к системе ультразвукового ротационного формования. Данная система используется для формования съедобных композиций или пищевых продуктов во время их перемещения вдоль конвейерной ленты. Пищевые продукты образуются посредством ультразвукового ротационного колеса, которое включает в себя один или более режущих инструментов. Инструменты отрезают и трехмерно формуют полосы пищевого продукта. Система может включать в себя подвижную опорную плиту, которая располагается ниже точки, где осуществляется отрез полосы пищевого продукта ультразвуковым ротационным колесом. Подвижная опорная плита подпружинена и может прикладывать усилие вверх против конвейерной ленты и, в свою очередь, против пищевого продукта. Использование группы изобретений позволит повысить качество изготовления пищевых продуктов. 2 н. и 36 з.п. ф-лы, 28 ил.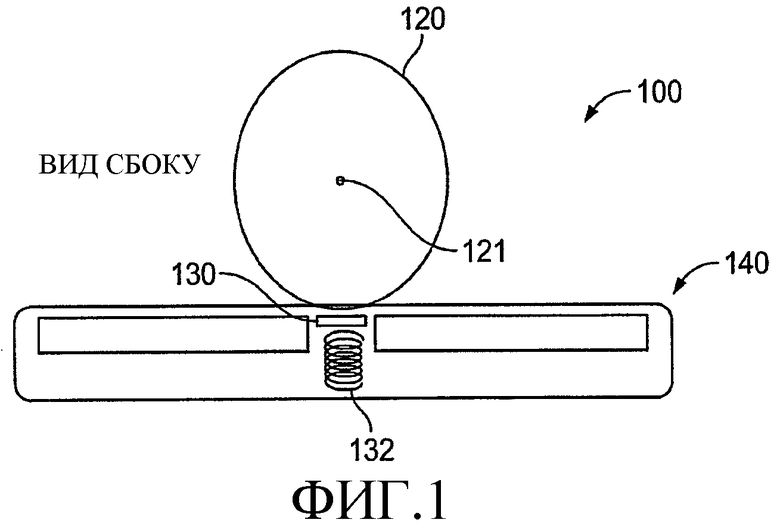
1. Система для формования съедобного пищевого продукта, содержащая:
активизированное ультразвуковым образом ротационное колесо, которое включает в себя один или более режущих инструментов, расположенных на внешней поверхности ротационного колеса;
транспортирующий элемент, который перемещает пищевой продукт относительно ротационного колеса; и
подвижную опорную плиту, расположенную ниже поверхности транспортирующего элемента и ниже приблизительного центра масс ротационного колеса,
посредством чего, когда ротационное колесо вращается, один или более режущих инструментов ротационного колеса контактируют с пищевым продуктом в приблизительном положении подвижной опорной плиты.
2. Система по п. 1, дополнительно содержащая пружину, которая соединена с подвижной опорной плитой, в которой пружина прикладывает направленное вверх давление против подвижной опорной плиты.
3. Система по п. 2, в которой пружина включает в себя гибкое ребро, которое вращается вокруг стержня, когда давление прикладывается вниз на подвижную опорную плиту.
4. Система по п. 2, в которой натяжение пружины может регулироваться таким образом, что пружина и опорная плита могут прикладывать диапазон направленных вверх усилий.
5. Система по п. 1, в которой один или более режущих инструментов ротационного колеса, каждый включает в себя имеющую определенный контур поверхность для трехмерного формования пищевого продукта.
6. Система по п. 1, в которой один или более режущих инструментов ротационного колеса, каждый включает в себя кромки, которые являются скошенными.
7. Система по п. 1, в которой участок транспортирующего элемента включает в себя одну или более боковых рельсовых направляющих для предотвращения сбивания с пути или спадания пищевого продукта с транспортирующего элемента.
8. Система по п. 1, в которой ротационное колесо соединено с ультразвуковым генератором.
9. Система по п. 8, в которой ультразвуковой генератор побуждает ротационное колесо вибрировать с ультразвуковой частотой от около 15000 до около 30000 Гц и с амплитудой от 20 до 50 микрон.
10. Система по п. 9, в которой ультразвуковой генератор побуждает ротационное колесо вибрировать с ультразвуковой частотой около 20000 Гц и с амплитудой от около 30 до 40 микрон.
11. Система по п. 8, в которой ультразвуковой генератор побуждает только подгруппу частей, которые составляют ротационное колесо, вибрировать с ультразвуковой частотой.
12. Система по п. 8, в которой ультразвуковой генератор побуждает все части, которые составляют ротационное колесо, вибрировать с ультразвуковой частотой.
13. Система по п. 8, в которой ротационное колесо непрерывно вибрирует с одинаковой частотой и амплитудой все время во время работы.
14. Система по п. 1, в которой ротационное колесо включает в себя один или более вентиляционных каналов, которые проходят и предназначены для обеспечения возможности протекания воздуха между режущими инструментами и воздухом, окружающим систему.
15. Система по п. 1, в которой ротационное колесо включает в себя один или более вентиляционных каналов, содержащих, по меньшей мере, одну область разрыва в режущей кромке одного или более режущих инструментов.
16. Система по п. 15, в которой, по меньшей мере, одна область разрыва составляет, по меньшей мере, 1,5 мм.
17. Система по п. 14, в которой вентиляционные каналы проходят и предназначены для обеспечения возможности протекания сжатого газа между источником газа и режущими инструментами для способствования извлечению пищевого продукта из режущих инструментов.
18. Система по п. 17, дополнительно содержащая один или более датчиков, которые ориентированы и приспособлены для детектирования того, правильно ли пищевой продукт был извлечен из режущих инструментов, в которой датчик приводит в действие источник газа для генерирования пульсации газа, когда датчик детектирует то, что пищевой продукт не был правильно извлечен из режущего инструмента.
19. Система по п. 1, дополнительно содержащая один или более датчиков, которые ориентированы и предназначены для детектирования того, правильно ли пищевой продукт был извлечен из режущих инструментов.
20. Система по п. 1, дополнительно содержащая одно или более дополнительных активированных ультразвуковым образом ротационных колес, где все ротационные колеса в системе могут располагаться таким образом, что они имеют либо расположенную уступами ориентацию, либо последовательную ориентацию.
21. Система по п. 1, в которой транспортирующий элемент включает в себя более одной конвейерной ленты, где каждая конвейерная лента независимо приводится в действие.
22. Система по п. 21, в которой более одной независимо приводящихся в действие конвейерных лент, каждая включают в себя одну или более боковых рельсовых направляющих для предотвращения сбивания с пути или спадания пищевого продукта с конвейерной ленты.
23. Система по п. 1, в которой транспортирующий элемент включает в себя одну или более конвейерных лент с внешней поверхностью, которая является гладкой таким образом, что пищевой продукт прилипает к поверхности.
24. Система по п. 1, в которой транспортирующий элемент включает в себя одну или более конвейерных лент с ширинами, которые уже, чем самая широкая точка одного или более режущих инструментов.
25. Система по п. 1, дополнительно содержащая образующее лист устройство, которое образует съедобный пищевой продукт в лист продукта ближе по ходу относительно транспортирующего элемента.
26. Система по п. 1, дополнительно содержащая образующее лист устройство, которое образует съедобный пищевой продукт в лист продукта ближе по ходу относительно активированного ультразвуковым образом ротационного колеса.
27. Система по п. 25 или 26, дополнительно содержащая разрезающее устройство, которое разделяет лист продукта на множество полос продукта до контактирования с активированным ультразвуковым образом ротационным колесом.
28. Система по п. 1, дополнительно содержащая ступень подачи, которая включает в себя, по меньшей мере, один прижимной палец, который приспособлен для прикладывания направленного вниз усилия к пищевому продукту, когда он перемещается вдоль транспортирующего элемента.
29. Система по п. 26, в которой, по меньшей мере, один прижимной палец содержит, по меньшей мере, два прижимных пальца.
30. Система по п. 26, в которой участок транспортирующего элемента рядом со ступенью подачи включает в себя одну или более боковых рельсовых направляющих для предотвращения сбивания с пути или спадания пищевого продукта с конвейерной ленты.
31. Система по п. 1, дополнительно содержащая предотвращающий подъем механизм, расположенный дальше по ходу относительно ротационного колеса, в которой предотвращающий подъем механизм располагается и приспособлен для прикладывания давления к пищевому продукту, когда он извлекается из режущего инструмента.
32. Способ формования съедобного пищевого продукта, содержащий этапы:
формования одной или более масс съедобного пищевого продукта;
перемещения одной или более масс съедобного пищевого продукта вдоль траектории подачи, которая включает в себя конвейерную ленту; и
разрезания масс съедобного пищевого продукта на множество форм съедобного пищевого продукта посредством контактирования масс съедобного пищевого продукта с активированным ультразвуковым образом ротационным колесом, причем подвижная опорная плита расположена ниже поверхности конвейерной ленты и прикладывает давление вверх по направлению к массам съедобного пищевого продукта в точке, где ротационное колесо контактирует с массами съедобного пищевого продукта.
33. Способ по п. 32, в котором этап формования одной или более масс съедобного пищевого продукта дополнительно включает в себя этап формования листа съедобного пищевого продукта.
34. Способ по п. 33, в котором этап формования одной или более масс съедобного пищевого продукта дополнительно включает в себя этап разрезания листа съедобного пищевого продукта на одну или более полос съедобного пищевого продукта.
35. Способ по п. 32, в котором этап перемещения одной или более масс съедобного пищевого продукта вдоль траектории подачи дополнительно включает в себя этапы
перемещения одной или более масс съедобного пищевого продукта через ступень подачи, посредством чего, по меньшей мере, один прижимной палец прикладывает направленное вниз давление к массе продукта.
36. Способ по п. 32, в котором активированное ультразвуковым образом ротационное колесо включает в себя один или более режущих инструментов, которые контактируют с одной или более массами съедобного пищевого продукта в точке, где массы съедобного пищевого продукта проходят ниже приблизительного центра масс ротационного колеса.
37. Способ по п. 32, дополнительно включающий в себя нанесение покрывающего слоя на указанные формы съедобного пищевого продукта после указанного отрезания.
38. Способ по п. 32, дополнительно включающий в себя подвергание указанных форм съедобного пищевого продукта поверхностной обработке после указанного отрезания.
| US6635292B2, 21.10.2003 | |||
| US6058823A, 09.05.2000 | |||
| WO2009151508A1, 17.12.2009 | |||
| ПЕЧЕНЬЕ РОТАЦИОННОГО ФОРМОВАНИЯ С ВЫСОКИМ СОДЕРЖАНИЕМ ВОЛОКНА, СОДЕРЖАЩЕЕ ИНУЛИН И РЕЗИСТЕНТНЫЙ КРАХМАЛ | 2006 |
|
RU2415591C2 |

