Область применения - литейное производство разовых и мелкосерийных отливок, в частности изготовление литейных форм.
Известна формовка по шаблону [1], стр.116, где рабочую поверхность литейной формы получают при вращении шаблона вокруг вертикальной или горизонтальной оси, или шаблон может перемещаться вдоль прямой или криволинейной направляющей. При этом рабочая поверхность имеет только один заранее данный контур. Шаблон окантовывают по рабочему контуру металлической полосой. Таким способом получают только отливки тел вращения.
Известна формовка по протяжному шаблону ([1], стр.118), где применен шаблон в виде скребка, который перемещают по направляющим планкам. При этом смесь между планками удаляют, и образуется полость формы. При этом также получают форму только с одним заданным заранее контуром.
Известно «Устройство для изготовления элементов литейных форм» (описание изобретения к авторскому свидетельству (11) 895237, B22C 23/00, (51) М. кл. 3, (53) УДК 621.744. 072 (088. 8). Заявлено 25.05.80. (21) 2829894/22-02. Опубликовано 23.01. 82, Бюл. №3. (71) 3аявитель: Московский автомеханический институт). В этом устройстве, содержащем вращаемый режущий орган, последний выполнен из набора режущих инструментов, кинематически связанных между собой, отстоящих друг от друга на расстоянии, меньшем диаметра окружности, описываемой при вращении каждого инструмента. При этом полости, вырезаемые каждым инструментом, взаимно перекрывают друг друга, в результате чего образуется полсть сложной конфигурации за один ход режущего органа в направлении формы. В этом случае невозможно выполнить полости, углубления, расположенные на боковых рабочих поверхностях литейной формы.
Известен способ получения поверхностей элементов литниковой системы в литейной форме (питателей, воронок, стояков) вручную с помощью гладилки, или ланцета, или скребка, или совка, а также прорезки газоотводных каналов в плоскости разъема формы. При этом используется небольшая плотность уплотненной формовочной смеси по твердомеру. Этот способ не обеспечивает размерной точности получаемой поверхности, предъявляемой к размерам отливки.
Известен способ формовки по скелетным моделям ([1], стр.121), когда рабочую поверхность литейной формы выравнивают (получают) скребком, соскребая уплотненную формовочную смесь заподлицо с ребрами, имеющимися в скелетной модели, или вне модели линейкой удаляют формовочную смесь для оформления цилиндрической знаковой поверхности. В этом случае скребки перемещают вручную, а направляющими для скребков служат ребра скелетной модели. Недостаток - для каждого наименования отливки необходимо иметь скелетную модель, по габаритным размерам соответствующую самой отливке. Ближайшим аналогом способа изготовления является способ изготовления разовых литейных форм, включающий установку модели отливки с отъемными частями, модели элементов литниковой системы, засыпку смеси в опоку, уплотнение смеси, поворот полуформы, извлечение из нее моделей, отделку рабочей поверхности формы, установку стержней и сборку формы (М.И. Жебин. Формовщик ручной формовки, М.: Профтехиздат. 1962, с.95-103).
Целью данного изобретения является разработать такой способ, станок и оснастку, с помощью которых можно изготавливать литейные формы для многих наименований отливок без изготовления модели, при этом не иметь большого парка механообрабатывающих станков, удешевить производство и уменьшить срок изготовления отливки.
Указанные и другие цели достигаются тем, что рабочие поверхности формы - получают механообработкой уплотненной формовочной смеси, при этом удаляют нерабочий объем формовочной смеси из заготовки формы за один проход инструмента или послойно. При изготовлении заготовки полуформы, в нее может быть вставлен имитатор модели, уменьшающий объем извлекаемой формовочной смеси, а при механообработке вначале удаляют напуск с помощью механизированной головки с рабочим органом в виде пильной цепи или баровой цепи, и с помощью гладилки, затем удаляют припуск с помощью виброножа, или скобеля, или механизированной головки с рабочим органом в виде баровой цепи, или барабана, или перового ножа. Послойно производят механообработку с помощью ручных скобелей различной конструкции, с использованием методов мехобработки: отслойки, строгания, скобления, цекования. Отслойка происходит при погружении лезвия ножа в формовочную смесь параллельно плоскости лезвия ножа. Строгание происходит, когда между плоскостью лезвия и перпендикуляром к направлению движения имеется острый угол. Скобление происходит, когда направление движения при резании перпендикулярно плоскости лезвия. Цекование происходит, когда имеется тупой передний угол резания. В процессе обработки одной поверхности метод строгания может постепенно переходить в метод скобления, затем в цекование. За один проход удаляют припуск из полости полуформы с помощью механизированной головки, имеющей в качестве рабочего органа, например, пильную цепь, или баровую цепь, или барабан, или перовой резец, причем скобель, или механизированная головка, или виброножи подсоединены к станку, имеющему функции: помещения скобеля или механизированной головки в требуемую точку относительно полуформы и перемещения скобеля или механизированной головки в пространстве.
1. При отслойке, рабочие поверхности формы, перпендикулярные или наклонные под острым углом к плоскости разъема, получают за один проход путем прямолинейного погружения в уплотненную формовочную смесь вибрирующего или не вибрирующего ножа, встроенного в станок, или прямолинейного перемещения погруженного вибрирующего или не вибрирующего ножа параллельно плоскости разъема, а лишние объемы формовочной смеси, отделенные от остающейся в опоке рабочей массы формовочной смеси, удаляются из полости формы под собственным весом, или с помощью гладилки, или с помощью вакуум-отсоса, или с помощью струи сжатого воздуха. При этом вибронож при прямолинейном погружении, т.е. при производстве надреза в процессе отслойки, может иметь в своем поперечном сечении прямолинейную форму, или цилиндрическую форму, или полуцилиндрическую форму, или П-образную форму, или иную форму. Станок имеет возможность перемещать инструмент или рабочий орган прямолинейно по трем взаимно перпендикулярным направлениям и имеет возможность поворота вокруг этих трех взаимно перпендикулярных осей X, Y, Z, причем в данной работе принято, что ось Х направлена горизонтально и параллельно плоскости разъема формы, ось Y направлена вертикально и параллельно плоскости разъема формы, ось Z направлена горизонтально и перпендикулярно плоскости разъема формы.
2. Рабочие поверхности формы небольшой протяженности, которые невозможно выполнить механизированными головками, - плоские, а также цилиндрические и полуцилиндрические, полусферические, конусные и тороидные поверхности, выпуклые (наружные) или вогнутые (внутренние) - получают путем послойного строгания, или послойного скобления, или послойного цекования вручную с помощью скобелей, встроенных в станок и занимающих в станке определенное фиксированное положение относительно полуформы, с возможностью их перемещения по направляющим. Скобель может иметь различные варианты исполнения в соответствии с конфигурацией поверхности рабочей поверхностью формы, в частности, скобель может иметь кулачок с кулачковой поверхностью, соответствующей форме получаемой поверхности рабочей поверхности формы, а кулачок выполнен сменным или многопозиционным, т.е. меняющим свою рабочую кулачковую поверхность.
3. Плоские поверхности рабочей поверхности формы большой протяженности получают путем механической обработки лезвийным механизированным инструментом, встроенным в станок.
Ниже приведено описание способа со ссылками на прилагаемые фигуры перспективных видов оснастки для его осуществления. В чертежах одинаковые детали и узлы обозначены одними и теми же цифровыми позициями. В большинстве случаев литейная форма состоит из двух полуформ, поэтому в описании присутствует термин «полуформа».
На фигуре 1 изображен перспективный общий вид станка, установленного на столе, совместно с полуформой. Главный вид. Масштаб М 1:20.
На фиг.2 - вид сбоку фиг.1.
На фиг.3 - устройство поворотника. М 1:2.
На фиг.4 - вибронож с витой цилиндрической пружиной в рабочем положении. М 1:5.
На фиг.5 - вибронож с пластинчатой пружиной. М 1:5.
На фиг.6 - П-образное лезвие виброножа в рабочем положении. М 1:5.
На фиг.7 - моменты получения поверхностей рабочей поверхности формы с помощью виброножа и гладилки. М 1:20.
На фиг.8 - принцип обработки поверхности рабочей поверхности формы, расположенной возле вогнутой галтели.
На фиг.9 - получение вогнутой галтели с помощью многопозиционного выпуклого скребка с изогнутым лезвием. М 1:1.
На фиг.10 - вид сверху фиг.9.
На фиг.11 - калибровка внутренней галтели с помощью шара или цилиндра. М 1:1.
На фиг.12 - кулачковый скобель в рабочем положении. М 1:1.
На фиг.13 - вид сбоку фиг.12.
На фиг.14 - разрез Б-Б фиг.12.
На фиг.15 - кулачково-кривошипный скобель в рабочем положении. М 1:1.
На фиг.16, 17 - вид сбоку и вид сверху фигуры 15.
На фиг.18 - многопозиционный вогнутый скребок в рабочем положении при выполнении наружной галтели. М 1:1.
На фиг.19 - вид сверху фигуры 18.
На фиг.20 - многопозиционный выпуклый скребок в момент получения внутренней галтели. М 1:1.
На фиг.21 - выполнение внутренней галтели многопозиционным ножом с применением переходника с маятником. М 1:1.
На фиг.22 - черновая обработка наружной галтели с помощью гладилки. М 1:5.
На фиг.23 - калибровка наружной галтели с помощью цилиндрического штампа.
На фиг.24 - калибровка наружной галтели с помощью удлиненного штампа.
На фиг. 25 - прямолинейный скобель для получения плоских поверхностей. М 1:1.
На фиг.26 - вид сбоку фиг.25.
На фиг.27 - вид сбоку фиг.3.
На фиг.28 - разрез А-А фиг.3
На фиг.29 - механообработка плоской поверхности, расположенной под углом к плоскости разъема, с помощью баровой цепи.
На фиг.30 - полный шарнирно-параллелограммный скобель, главный вид.
На фиг.31 - вид сбоку фигуры 30
На фиг.32 - вид сверху фигуры 30.
На фиг.33 - разновидности обрабатываемых поверхностей.
На фиг.34 - удаленный скобель с хоботом для обработки внутренних элементов рабочей поверхности формы.
На фиг.35 - устройство поворотного контргруза.
На фиг.36, 37, 38 - линейка для механообработки наклонных поверхностей, в трех проекциях.
На фиг.39, 40 - механизированная головка с рабочим органом в виде барабана со сменными ножами, в двух проекциях. М 1:2.
На фиг.41 - перпендикулярный вибронож отслойки. М 1:5.
На фиг.42 - скобель-циркуль для получения нижней половины внутренней поверхности тороида. М 1:1.
На фиг.43, 44 - радиальный скобель в двух проекциях. М1:2.
На фиг.45 - радиальный переходник. М 1:2.
На фиг.46 - положение ножа при строгании, переходящее в скобление и в цекование. М 1:1.
На фиг.47, 48 - неполный шарнирно-параллелограммный скобель больших размеров М 1:5.
На фиг.49 - угловой нож. М 1:1.
На фиг.50 - синусный скобель для получения полуцилиндрических полусферических и тороидных наружных и внутренних поверхностей. М 1:5.
На фиг.51 - лучевой стержневой скобель. М 1:2.
На фиг.52 - ломающийся переходник. М 1:2.
На фиг.53 - механообработка перовым ножом.
На фиг.54, 55 - лучевой скобель с водилом.
На фиг.56 - лучевой плоский скобель с линейкой.
На фиг.57 - лучевой кривошипный двухпозиционный скобель, используемый для получения наружной поверхности усеченного конуса, продольная ось которого параллельна плоской поверхности.
На фиг.58 - разрез Ж-Ж фигуры 57.
На фиг.59 - лучевой кривошипный двухпозиционный скобель, используемый для получения наружной поверхности усеченного конуса, продольная ось которого расположена под острым углом к плоской поверхности.
На фиг.60, 61 - многопозиционный кулачок, в двух проекциях.
На фиг.62 - метод использования механизированной головки с пильной цепью.
Таким образом, способ изготовления литейной формы имеет несколько этапов: 1 - изготовление заготовки полуформы. 2. Установка заготовки полуформы в станок и получение рабочей поверхности формы. 3. Снятие полуформы с станка, отделка полуформы и сборка ее в форму.
Литейная форма в большинстве случаев состоит из двух или нескольких полуформ, например нижней полуформы и верхней полуформы. На этапе 1 изготавливают заготовку полуформы в опоке. Производят ее в основном традиционным способом, но без модели отливки, а если полость формы имеет большие размеры, то в месте расположения полости формы, с целью экономии формовочной смеси и уменьшения рабочего времени на извлечение нерабочего объема формовочной смеси из полости формы, может быть установлен имитатор модели отливки (на фигурах не показан), имеющий габаритные размеры, меньшие, чем соответствующие размеры отливки, на величину не менее величины припуска на механическую обработку, т.е. имеется в полуформе запасной слой формовочной смеси. Имитатор модели отливки модели должен иметь поверхности с литейным уклоном для предотвращения поломки рабочей поверхности формы при извлечении имитатора модели отливки из полуформы. Имитатор модели отливки может состоять из одной или нескольких частей. В нижнюю полуформу, как правило, закладывают модель питателя, а в верхнюю полуформу - модель стояка, выпора, шлакоуловителя, крючки и, возможно, литниковой чаши. Крючки устанавливают в том числе возле боковой поверхности рабочей поверхности формы, которая будет расположена вверху при механообработке рабочей поверхности формы и иметь, следовательно, потолочное положение. Если в опоке отсутствуют отверстия в боковой стенке и невозможно закрепить крючки, то вдоль потолочной поверхности рабочей поверхности формы на расстоянии около 25 миллиметров от боковой поверхности рабочей поверхности формы закладывают металлические стержни, во избежание обвала потолочной поверхности полуформы при мехобработке. Компоненты формовочной смеси при приготовлении формовочной смеси или приготовленную к засыпке формовочную смесь просеивают через сито с ячейками не более 1,5 мм во избежание повреждений рабочей поверхности формы при дальнейшей механической обработке. Величина припуска не регламентируется, но желательно, чтобы он был толщиной от 5 до 15 миллиметров.
Одна или несколько поверхностей имитатора модели отливки могут соответствовать поверхностям рабочей поверхности формы, и такие поверхности в дальнейшем не подвергают механической обработке. При изготовлении заготовки полуформы, могут быть вставлены крючки, модели элементов литниковой системы и отъемные элементы формы, например модель знаковой части полуформы. После уплотнения формовочной смеси, заготовку полуформы поворачивают на 180 градусов, извлекают имитатор модели отливки, отъемные элементы и модели элементов литниковой системы. На фиг.7 изображена в разрезе полуформа 1, где поверхность П1 получена имитатором модели отливки модели, поверхность П2, выполненная сплошной волнистой линией, выполнена вручную с помощью гладилки (или лопаты, если полость полуформы имеет большие размеры), а поверхность П3, изображенная на фиг.7 пунктирной линией, - поверхность рабочей поверхности формы, которую нужно получить. После обработки гладилкой, рекомендуется, чтобы оставался остаточный слой между поверхностями П2 и П3 величиной 5…15 миллиметров. В случае выявления местного нарушения целостности рабочей поверхности формы, производят исправление местного углубления, путем смачивания раствором огнеупорной глины, наращивания формовочной смесью, уплотнения и заглаживанием гладилкой.
На этапе 2 заготовку полуформы устанавливают на основание 2 фиг.2 вертикального станка, изображенного на фиг.1 и 2, т.е. станка, к которому подсоединяют полуформу в вертикальном положении плоскости разъема, т.к. в этом положении наиболее удобно работать оператору, могущему работать стоя или сидя, и при этом на оператора не сыпется разрыхленная формовочная смесь, как это может происходить при потолочном положении плоскости разъема, и оператору нет необходимости находиться в наклонном положении, как это может быть при нижнем положении плоскости разъема. Однако станок с нижним расположением плоскости разъема и станок с потолочным расположением плоскости разъема могут быть изготовлены.
Вертикальный станок фиг.1, 2 установлен своим основанием 2 на столе 3 и имеет две вертикальные стойки 4 и 5, прилегающие к плоскости разъема, а также неподвижную горизонтальную верхнюю 6 фиг.1 направляющую, по которой может перемещаться верхняя горизонтальная каретка 7 фиг.2 с возможностью занимать на верхней горизонтальной направляющей различные фиксированные положения, причем верхняя горизонтальная каретка имеет вертикальную направляющую 8 фиг.2, вдоль которой может совершать движение вверх и вниз вертикальная каретка 9 с возможностью занимать на вертикальной направляющей различные фиксированные положения. Вертикальная направляющая 8 расположена на таком расстоянии от плоскости разъема полуформы, которое позволяет разместить различные сменные рабочие органы, прикрепляемые к стыковочной втулке 10 фиг.3, расположенной на внутреннем конце штанги 11 фиг.3. Верхняя горизонтальная направляющая расположена на высоте от пола выше роста человека.
Одна из вертикальных стоек 5 (правая) на фиг.2 - переставная в соответствии с длиной опоки 12 фиг.1, имеет Г-образную форму и своей вертикальной частью прилегает к поверхности разъема, а один верхний ее конец соединен разъемным соединением с верхней горизонтальной направляющей, а другой нижний конец соединен разъемным соединением с нижней горизонтальной направляющей 13 фиг.2 лонжероном. Переставная стойка 5 имеет винтовой прижим 14 фиг.1 для поджатия ее к плоскости разъема полуформы. Кроме того, переставная стойка имеет несколько крючков 15 фиг.2, за которые цепляют одним из звеньев цепь 16 фиг.2, имеющую винтовой прижим 17 фиг.2, воздействующий с силой на опоку и прижимающий опоку к вертикальным стойкам. К основанию станка неподвижно подсоединена параллельно верхней горизонтальной направляющей нижняя горизонтальная направляющая - лонжерон 13, по которому может перемещаться горизонтально нижняя каретка 18 фиг.2, неподвижно закрепленная на нижнем конце вертикальной направляющей 8, а нижняя каретка имеет фиксатор 19 фиг.2 нижней каретки по длине лонжерона, работающий от руки оператора. Аналогичный фиксатор 20 фиг.2 имеет верхняя горизонтальная каретка для ее фиксации относительно верхней горизонтальной направляющей.
К верхней горизонтальной направляющей 6 подвижно подсоединен ограничитель хода горизонтальной каретки, а к вертикальной направляющей подвижно вверх и вниз подсоединен ограничитель хода вертикальной каретки, которыми можно устанавливать пределы перемещений кареток во время обработки поверхностей рабочей поверхности формы (на фигурах не показаны), а на штангу 11 надет ограничитель хода штанги в виде хомута 21 фиг.3, имеющего стопорный болт.
На столе установлены не менее трех домкратов 22 фиг.1, с помощью которых производят выставление заготовки полуформы плоскостью разъема вертикально, а продольную ось опоки выставляют параллельно верхней направляющей, причем заготовку полуформы фиксируют к двум вертикальным стойкам с помощью винтовых прижимов 17 и с помощью цепи 16.
Если вертикальная каретка не снабжена электроприводом, то вертикальная каретка может удерживается от падения, т.е. находится во взвешенном состоянии, двумя методами: 1) с помощью вертикального ручного привода, состоящего из винта 23 фиг.1, расположенного параллельно вертикальной направляющей и вращаемого с помощью рукоятки во втулке 24 фиг.1, неподвижно присоединенной к нижнему концу вертикальной направляющей, и гайки 25 фиг.1, неподвижно подсоединенной к вертикальной каретке; 2) с помощью пружинного балансира 26 фиг.2, конец каната 27 которого подсоединен к вертикальной каретке, а корпус пружинного балансира неподвижно подсоединен к вертикальной направляющей. Балансир настраивают на удержание узлов, включая узлы рабочего органа, имеющего минимальный вес, а при замене рабочего органа, имеющего больший вес, разницу в весе компенсируют, добавляя недостающий вес груза в корзину 28 фиг.2, подвешенную к одному концу каната 27, который проложен в ручьях двух блоков 29 фиг.2, 35, установленных на балке 30 фиг.35, подсоединенной шарнирно к вертикальной направляющей, а противоположный конец каната подсоединен к вертикальной каретке. С целью предотвращения поломки балки 30, она в момент погрузки полуформы на стол грузоподъемным механизмом, может быть отведена в сторону на 90 градусов за счет упомянутого шарнира с вертикальной осью вращения, изображенного на фиг.35, где к балке неподвижно подсоединена внутренняя втулка 31 фиг.35 с резьбой на конце и с продольным отверстием, внутри которого расположена вертикальная часть каната 27, конец которого подсоединен к вертикальной каретке. Внутренняя втулка расположена внутри наружной втулки 32 фиг.35, которая неподвижно подсоединена к вертикальной направляющей 8. Гайка 33 навинчена на резьбу внутренней втулки и фиксирует шарнир в нужном положении.
Вертикальная каретка имеет лист 34 фиг.3, к которому неподвижно подсоединен разъемным соединением своим основанием 35 фиг.3 поворотник, имеющий втулку 36 фиг.3 с горизонтальным фланцем 37 фиг.3 с осью вращения, параллельной оси Y фиг.3, и к основанию шарнирно, с вертикальной осью шарнира параллельной оси Y, подсоединена одним своим нижним концом стойка 38 фиг.3 с горизонтальным фланцем 39 стойки, имеющая возможность поворота вокруг этой оси Y и имеющая возможность занимать относительно горизонтального фланца различные фиксированные положения. К горизонтальному фланцу неподвижно подсоединен указатель 40 угла поворота, а к фланцу стойки неподвижно подсоединен лимб 41 фиг.3, разделенный штрихами на угловые градусы. Стойка 38 имеет ось 42 фиг.3 с резьбой на своем конце, на которую навинчена гайка 43 фиксации стойки в нужном угле поворота, например под углом литейного уклона или другим углом.
К противоположному (верхнему) концу стойки 38 фиг.3, имеющей вертикальный фланец 44 фиг.3, шарнирно, с горизонтальной осью вращения, параллельной оси X, подсоединена наружная втулка 45 фиг.3, имеющая поворот вокруг этой оси и имеющая возможность занимать относительно стойки 38 различные фиксированные положения путем затяжки гайки 46 фиг.3, причем на одном (правом) конце наружная втулка имеет торцовый фланец 47 фиг.3, к которому неподвижно подсоединена струбцина 48 фиг.3, служащая для прижатия к торцевому фланцу фланца 49 внутренней втулки 50 фиг.3. К торцевому фланцу неподвижно подсоединен другой лимб 51 фиг.3 с угловыми делениями.
Внутри наружной втулки 45 имеется внутренняя втулка 50, имеющая поворот вокруг продольной оси наружной втулки с возможностью занимать различные фиксированные положения и имеющая на одном своем конце (правом) фланец 49 внутренней втулки, к которому неподвижно подсоединена стойка 52 фиг.3 с втулкой 53 фиг.3 на конце и неподвижно подсоединены четыре пары стоек 54 фиг.3, к которым шарнирно подсоединены ролики 55 фиг.3, которые перекатываются по штанге 11. Внутренняя втулка имеет на своем противоположном (левом) конце резьбу, на которую навинчена задняя гайка 56 фиг.3, имеющая фиксатор гайки 57 фиг.3 для предотвращения свинчивания гайки, а к задней гайке неподвижно подсоединен разъемным соединением компенсатор зазора 58. К задней гайке неподвижно подсоединены четыре пары стоек 54 с отверстиями для четырех осей, на которые насажены четыре ролика 55, входящие в соприкосновение своими наружными цилиндрическими поверхностями со штангой 11, выполненной в виде трубы, имеющей в своем поперечном сечении квадрат или прямоугольник. Штанга может передвигаться между роликами параллельно оси Z, с возможностью занимать различные фиксированные положения относительно внутренней втулки 50. К внутреннему концу штанги неподвижно подсоединена стыковочная втулка 10, служащая для подсоединения сменных рабочих органов, которая имеет фиксирующий болт 60. Противоположный конец штанги имеет фланец 61, к которому неподвижно подсоединена гайка 62, имеющая трапецеидальную резьбу. В центральном отверстии втулки 53 может свободно вращаться ходовой винт 63 фиг.3 поворотника, причем ходовой винт поворотника ограничен в своем перемещении вдоль своей продольной оси посредством гаек и контргаек 64, а ходовой винт поворотника ввинчен в гайку 62 с трапецеидальной резьбой, и на конце ходового винта неподвижно закреплена рукоятка 65 для руки оператора, с помощью которой оператор может вращать ходовой винт и перемещать штангу внутри внутренней втулки.
На фиг.28 изображен разрез А-А фигуры 3, где показано, что с целью исключения несанкционированного поворота штанги вокруг оси Z фиг.8, относительно внутренней втулки, на двух противоположных стенках штанги имеется по два ролика 55, например, в виде пылезащищенных подшипников, а с целью исключения или минимизации люфта штанги между направляющими роликами, сделана возможность регулировки положения роликов относительно штанги путем ввинчивания или вывинчивания болта 66 фиг.28, который ввинчен в резьбу, имеющуюся в планке 67 фиг.28 и который может своим торцом воздействовать с силой на заднюю гайку и делать небольшой клиновой зазор между планкой и задней гайкой. В момент наладки клинового зазора, болты 66 отпускают, а после наладки болты снова затягивают.
Верхняя направляющая, вертикальная направляющая и штанга имеют сменные усадочные линейки, с помощью которых контролируют место расположения кареток и штанги в любой момент времени. При изготовлении полуформы для стальной отливки, имеют в виду, что такие отливки имеют усадку (1,5…3,8)%, чугунные отливки (0,6…2,3)%, алюминиевые отливки (1,0…2,0)%.
Вертикальная каретка 9 снабжена ручным приводом с кинематической парой винт-гайка, и в этом случае гайка 25 фиг.1 неподвижно подсоединена к каретке, а винт 23 с рукояткой 68 фиг.1 подсоединяют к вертикальной направляющей.
Горизонтальная каретка также снабжена горизонтальным ручным приводом, состоящим из винта 69 фиг.1, с трапецеидальной резьбой, ввернутого одним своим концом в гайку 70 фиг.1, неподвижно подсоединенную к горизонтальной направляющей разъемным или неразъемным соединением, и маховика 71 фиг.1, неподвижно подсоединенного к противоположному концу винта, а маховик шарнирно подсоединен к горизонтальной каретке (на фиг.2 маховик условно не показан, чтобы не затенять прочтение чертежа горизонтальной каретки). Вертикальная и горизонтальная каретки могут быть снабжены для ускорения изготовления полуформы электроприводами (на фиг. не показаны). Механизмы передвижения кареток по осям X, Y, Z могут быть снабжены электроприводами или электроприводами с шаговыми электродвигателями с числовым программным управлением (ЧПУ), обеспечивающим высокую производительность.
В связи с небольшим весом перемещаемых узлов и небольшой твердостью обрабатываемого материала (уплотненной формовочной смеси) и с целью упрощения и удешевления конструкции, каретки могут перемещаться также вручную. Например, согласно [1], стр.69, плотность формовочной смеси по твердомеру при высоте от плоскости разъема формы до литниковой воронки до 1 м, плотность смеси должна быть в верхней полуформе - 80…90 единиц, а в нижней полуформе - 85…95 единиц. При необходимости перемещать штангу вручную, втулку 53 фиг.3 можно отсоединить от стойки 52 с помощью болта 72 фиг.3.
Внутренний конец штанги 11 имеет стыковочную втулку 10 с продольной полостью квадратного поперечного сечения, а стыковочная втулка имеет фиксирующий болт 60, причем с помощью стыковочной втулки производят смену рабочих органов, в виде скобелей, ножей, механизированного инструмента.
Для обработки поверхностей, расположенных под острым углом к одной из осей координат, или к двум осям координат, или к трем осям координат, к штанге неподвижно подсоединяют с помощью стыковочной втулки и штыря 73 фиг.36, имеющего квадратное поперечное сечение и имеющего конусное углубление 74 фиг.38, линейку 75 фиг.1, к которой подвижно вдоль линейки подсоединен ползун 77 фиг.38 с возможностью занимать относительно линейки различные фиксированные положения, причем ползун имеет гайку 78 фиг.36 с трапецеидальной резьбой, в которую ввинчен ходовой винт 79 фиг.36. Винт имеет на своем конце рукоятку 80 фиг.36 для руки оператора, ходовой винт может вращаться во втулке 81, а его движение в продольном направлении ограничено двумя стопорными гайками 82 фиг.36, причем втулка 81 неподвижно подсоединена к линейке 75. К ползуну неподвижно подсоединена стыковочная втулка 10, служащая для подсоединения одного из рабочих органов. К ползуну шарнирно подсоединена струбцина 83 фиг.37, имеющая на своем одном конце шарнирно подсоединенную пяту 84 фиг.37, могущую соприкасаться с линейкой 75, а противоположный конец струбцины имеет нажимной винт с пятой 85, могущей воздействовать на линейку с силой и ликвидировать люфты между линейкой и ползуном для повышения точности обработки. Минимально необходимые зазоры между линейкой и ползуном устанавливают с помощью болтов 86 и 87 фиг.37, 38. Пример использования линейки для ориентации и перемещения скобеля приведен на фиг.56.
При пользовании станком, после закрепления полуформы в станке, вначале удаляют напуск, затем удаляют припуск, а где возможно, там снимают оба слоя одновременно. Для удаления напуска, к станку подсоединяют рабочий орган фиг.29 или 62 с пильной цепью или с баровой цепью фиг.29 и делают один или несколько горизонтальных пропилов и один или несколько вертикальных пропилов с таким расчетом, чтобы оставался слой формовочной смеси в виде припуска е2 фиг.62 на мехобработку (при этом в труднодоступных местах могут оставаться места (карманы) е3 фиг.62, с необработанным напуском, которые позже обрабатывают с помощью скобеля или другой механизированной головкой). В этот период с помощью пильной цепи или баровой цепи могут быть обработаны окончательно и некоторые поверхности рабочей поверхности формы, шероховатость и размерная точность которых удовлетворяется обработкой пильной цепью и обработкой баровой цепью. После выполнения надрезов пильной цепью или баровой цепью, удаляют неработающие объемы формовочной смеси, расположенные между пропилами с помощью гладилки, вакуум-отсоса или слабой струи сжатого воздуха, при этом оставляют минимально возможный слой припуска e2.
Затем подсоединяют параллельный вибронож к штанге, фиксируют его с помощью болта 60 фиг.3, устанавливают штангу, если требуется, под требуемым углом к осям X, Y, Z, фиксируя при этом штангу в определенном положении, устанавливают хомут 21 на определенную глубину подачи рабочего органа и фиксируют хомут на штанге. Затем устанавливают рабочий вибронож в нужном месте по горизонтали с помощью горизонтального ручного привода и устанавливают параллельный вибронож по вертикали с помощью вертикального ручного привода, и могут дополнительно зафиксировать вертикальную направляющую внизу с помощью фиксатора 19 нижней каретки, и производят мехобработку отслойкой припусков от поверхностей рабочей поверхности формы.
Рабочий орган параллельный вибронож фиг.4 имеет лезвие 88, неподвижно и неразъемно подсоединенное к державке 89, а к державке неподвижно подсоединен линейный электровибратор 90, возмущающая сила которого происходит параллельно плоскости лезвия (или перпендикулярно плоскости лезвия у перпендикулярного виброножа 91 фиг.41), а державка имеет цилиндр, имеющий 1,5…2 витка винтовой канавки на своей наружной цилиндрической поверхности, причем канавка имеет ширину, равную диаметру проволоки пружины, и имеет шаг, равный по величине шагу навивки пружины. На этот цилиндр навинчена пружина 92 фиг.4 одним своим концом, и конец приварен к цилиндру. Таким же способом противоположный конец пружины неподвижно неразъемным соединением подсоединен к другому цилиндру, который имеет штырь 73 фиг.4, вставленный с минимальным зазором плотно во втулку 10, имеющуюся на конце штанги, и это разъемное соединение зафиксировано фиксирующим болтом 60.
Если позволяют размеры полости формы, то вместо витой цилиндрической пружины 92 может быть установлена пластинчатая пружина 93 фиг.5, защемленная одним концом на одном конце кронштейна 94 фиг.5, а к противоположному концу кронштейна неподвижно подсоединен штырь 73, который вставлен в стыковочную втулку 10. В обоих случаях жесткость пружин подбирают такой, чтобы не наступало явление резонанса, когда частота вынужденных колебаний электровибратора равна по величине частоте собственных колебаний пружины, и чтобы при приложенном усилии резания, равном по величине 25 килограммов, отклонение конца лезвия ножа было по величине не более 4 мм. Пластинчатая пружина на фиг.5 расположена перпендикулярно плоскости лезвия ножа.
На фиг.41 изображен перпендикулярный вибронож предназначенный для обработки методом отслоения, имеющий лезвие 91, перпендикулярное к державке 89, и имеющий круговой вибратор 95, работающий от сети сжатого воздуха и создающий возмущающую силу в плоскости, параллельной плоскости лезвия, или имеется линейный электровибратор, создающий возмущающую силу, параллельную плоскости лезвия ножа и параллельно направлению движения перпендикулярного ножа отслойки.
Лезвие 96 фиг.6 параллельного ножа отслойки в своем поперечном сечении И-И фиг.4 может иметь П-образную форму, т.е. может иметь один или два отгиба, предотвращающие откол припуска по рабочей поверхности формы, или не иметь отгибы, т.е. иметь плоскую форму (фиг.4, 5), когда вибронож используют для отслойки (разрезания) формовочной смеси при движении ножа параллельно плоскости лезвия в любом направлении. Лезвие может иметь также форму полуокружности с наружным радиусом или форму четверти окружности с радиусом, равным по величине радиусу галтели в углу сопряжения двух плоскостей (на фиг. не показано). В последнем случае полукруглый вибронож применяют только при движении виброножа вдоль образующей цилиндра. Перпендикулярный нож отслойки фиг.41 имеет плоскость лезвия, перпендикулярную оси державки, и он применяется при обработке дна полуформы или плоских поверхностей, расположенных под острым углом к поверхности разъема или параллельно осям. Лезвие виброножа выполнено из закаленной нержавеющей стали холодной прокатки, к которой мало прилипает формовочная смесь, обладающей повышенной стойкостью при мехобработке. Перед погружением виброножа в формовочную смесь, вибронож может быть заточен и смочен, например, керосином или графитовой пудрой для предотвращения прилипания формовочной смеси к виброножу.
Перпендикулярный вибронож может быть использован также в качестве вибротрамбовки с целью улучшения шероховатости поверхности и дополнительного уплотнения поверхностного слоя рабочей поверхности формы, для чего к державке 89 фиг.41 перпендикулярного виброножа неподвижно подсоединяют линейный вибратор с направлением возмущающей силы перпендикулярно плоскости лезвия перпендикулярного ножа. Вибротрамбовка может быть получена также путем телескопического подсоединения лыжи 292 фиг.42 к державке 89 так, чтобы направление возмущающей силы было перпендикулярно плоскости лыжи (на фиг. не показано), а лыжа может иметь прямоугольную форму, с отогнутыми противоположными сторонами, как показано на фиг.42, или форму круга, или иную форму. Лыжа на фигуре 42 служит для настройки глубины обработки уплотненной формовочной смеси при снятии последнего слоя, лыжа 292 в скобеле-циркуле фиг.42 скользит по поверхности формы и препятствует дальнейшей обработке. Вибротрамбовка может быть использована как ручной инструмент или как станочный инструмент, тогда она имеет штырь 73 фиг.4, 41 для подсоединения вибротамбовки к стыковочной втулке 10.
После установки и фиксации виброножа в месте обработки, резку (отслойку) можно производить двумя методами: 1) сначала лезвие вводят в формовочную смесь на возможную глубину, затем включают электровибратор; в этом случае исключено повреждение поверхностного слоя формовочной смеси, примыкающего к поверхности разъема формы; или 2) включают электровибратор и погружают лезвие в формовочную смесь. Погружение производят путем перемещения штанги 11 до упора или при подаче штанги с помощью передачи винт-гайка; глубину контролируют по усадочной линейке. Если глубина полости формы больше, чем длина лезвия 88, то резку производят за два или несколько приемов, причем после каждого погружения, движение виброножа останавливают, вибрацию прекращают, оставляют лезвие в надрезе, как показано на фиг.7, и производят выемку разрыхленной отделенной массы формовочной смеси из полости полуформы с помощью гладилки, во избежание повреждения рабочей поверхности формы, т.к. если при выемке лезвие будет отсутствовать внутри полости полуформы, то может быть повреждена рабочая поверхность формы.
При воздействии вибрации параллельно плоскости лезвия, уменьшается величина силы, необходимой для перемещения лезвия внутри формовочной смеси, и улучшается шероховатость обрабатываемой поверхности рабочей поверхности формы, а при совершении колебаний перпендикулярно плоскости лезвия, улучшается шероховатость поверхности рабочей поверхности формы, дополнительно уплотняется поверхностный слой рабочей поверхности формы, и может быть получена поверхность рабочей поверхности формы, по форме соответствующая поверхности с литейным уклоном или близкая к такой поверхности. Это последнее явление может быть при определенном соотношении глубины погружения лезвия, величины жесткости лезвия в направлении вибрации, величины возмущающей силы вибрации, плотности набивки формовочной смеси, длительности воздействия вибрации и других факторов. Отслойка происходит, когда направление движения лезвия совпадает с плоскостью лезвия, строгание происходит, когда острый угол между плоскостью лезвия и направлением движения лезвия - по величине не более угла трения между материалом формовочной смеси и материалом лезвия. Если угол α больше, чем угол трения, или близок к прямому углу, то идет процесс, сходный со скоблением. Если угол α больше прямого угла, то идет процесс, сходный с процессом цекования и поверхностный слой формовочной смеси может уплотняться.
Получение рабочей поверхности формы обработкой виброножом начинают на потолочной поверхности рабочей поверхности формы, чтобы при обработке нижележащих поверхностей, удаляемые массы формовочной смеси не засоряли уже обработанных поверхностей. При обработке вертикальных поверхностей рабочей поверхности формы, вначале получают выступающие поверхности, затем углубленные поверхности рабочей поверхности формы. При обработке поверхностей рабочей поверхности формы, расположенных на дне полости формы, вначале получают поверхности, расположенные ближе к поверхности разъема, затем более удаленные поверхности от плоскости разъема формы. В последнюю очередь обрабатывают поверхности, расположенные в нижнем положении при механической обработке. Если по каким-либо причинам после обработки нижней поверхности необходимо обработать другие поверхности, то нижележащие обработанные поверхности защищают от налипания разрыхленной смеси, накрывая нижележащие горизонтальные и вертикальные поверхности, например, бумагой или тканью с придавливанием небольшими грузиками, а вертикальные поверхности защищают, например, картоном. Кроме того, обработанные поверхности могут быть обработаны с целью предотвращения налипания нанесением на поверхность слоя быстросохнущей краски в виде аэрозоля с помощью пульверизатора.
На фиг.29 изображена схема механообработки плоской поверхности, расположенной под некоторым углом α1 к плоскости разъема, с помощью механизированной головки, имеющей бесконечную двухрядную или однорядную баровую цепь 97 с ножами одинаковой высоты, которые снимают припуск (остаточный слой) формовочной смеси. Цепь натянута двумя звездочками, одна из которых натяжная 98 фиг.29, а натяжение создают с помощью разъемного соединения планки 99, закрепляемой болтами 100. Ведущая звездочка приводится во вращение с помощью клиноременной или цепной передачи от привода 101, подсоединенного с помощью стыковочной втулки 10 к штанге 11, которая совершает рабочую подачу параллельно обрабатываемой поверхности. Направление движения зубьев баровой цепи - от плоскости разъема полуформы вглубь формовочной смеси.
Аналогично обработке баровой цепью, механообработка плоских поверхностей и отдельных цилиндрических поверхностей может осуществляться с помощью механизированной головки, имеющей рабочий орган в виде барабана, изображенного на фигурах 39 и 40, имеющего в барабане 102 фиг.40 несколько ножей 103 с прямыми лезвиями 104, фиг.40. Направление вращения такое же, т.е. лезвие движется от плоскости разъема полуформы вглубь формовочной смеси (на фиг. не показано). Этот механизированный инструмент состоит из барабана, шарнирно подсоединенного к одному концу натяжной планки 105 фиг.39, неподвижно подсоединенной к низкооборотному приводу 106 фиг.39 с помощью болтов 107 фиг.40, а привод 106 неподвижно подсоединен к фланцу 108 фиг.39, который шарнирно соединен с корпусом 109 фиг.39 инструмента с возможностью занимать на корпусе различные фиксированные положения с помощью гайки 110 фиг.39. Корпус 109 имеет штырь 73 с квадратным поперечным сечением, с помощью которого корпус неподвижно соединен со стыковочной втулкой 10, имеющейся на штанге 11, которая может перемещаться между роликами 55 поворотника. Барабан имеет ось 111 фиг.39, на которой плотно насажен блок 112 фиг.40 с ручьем (или звездочка, на фиг. не показана), в котором расположен приводной ремень 113 фиг.39, натяжение которого осуществляют с помощью болтов 114 фиг.39. С целью уменьшения налипания формовочной смеси на державке 103 фиг.40, последняя имеет отверстия 115 фиг.40. Державку фиксируют в барабане с помощью сухаря 116, имеющего резьбовое отверстие, и болта 117 фиг.40. Этот барабанный механизированный инструмент используют преимущественно при обработке плоских потолочных, вертикальных или наклонных поверхностей, а срезаемая стружка в этом случае осыпается под собственным весом. В случае обработки нижней поверхности, срезаемую стружку удаляют из зоны реза с помощью вакуум-отсоса, или волосяной щеткой, или слабой струей сжатого воздуха, или гладилкой.
Фигура 53. Плоские поверхности различной конфигурации (кольцевые, круговые и другие), расположенные параллельно осям X, Y, Z, или расположенные под некоторыми углами к этим осям, могут быть получены с помощью механизированной головки с перовым резцом, изображенной на фиг.53. Перовая головка своим штырем 73 неподвижно подсоединена к стыковочной втулке 10 поворотника, причем штырь своим противоположным концом неподвижно соединен с электроприводом 118, имеющим ведущий блок 119, который приводным ремнем 120 соединен с ведомым блоком 121, вращающим червяк червячного редуктора 122 (или ведущую шестерню конусной передачи, на фигурах не показано), а к концу выходного вала 123 редуктора неподвижно подсоединен перовой нож 124 с возможностью занимать различные фиксированные положения в зависимости от установления оптимального угла резания. Поворотом червячного редуктора 122 вокруг оси O1, перпендикулярной плоскости чертежа фиг.53, на неполный угол устанавливают перовой нож для обработки поверхностей, расположенных под другими углами к осям координат X. Поворотом головки вокруг оси O2 поворотника делают возможным мехобработку плоских кольцевых поверхностей. Подсоединив штырь 73 головки к радиальному переходнику фиг.45, можно обрабатывать плоские кольцевые поверхности с радиусами различной величины. Перемещая головку вдоль осей координат с помощью станка, можно обрабатывать многие плоские поверхности, параллельные осям координат.
Для получения поверхностей рабочей поверхности формы, могут быть использованы механизированные головки с режущим инструментом в виде коронки или концевой фрезы (для получения цилиндрической поверхности), в виде торцовой фрезы (для получения плоской поверхности) и другие.
Плоские поверхности рабочей поверхности формы, обработанные с помощью механизированной головки, на этапе 3, во время отделки полуформы обрабатывают с целью улучшения шероховатости поверхности затиркой вручную деревянным увлажненным или сухим затиром или с помощью вибротрамбовки. Затем отделку полуформы производят традиционными методами.
Фигуры 25, 26. Для получения плоской поверхности большой протяженности, расположенной параллельно оси X, или Y, или Z или расположенной под произвольными углами к этим осям, а также для получения внутреннего ребра под прямым углом, т.е. ребра без галтели, применяют прямолинейный скобель фиг.25, 26, который подсоединяют к стыковочной втулке 10 штанги 11 и который имеет переходник 125 фиг.26, к противоположному концу которого шарнирно, с горизонтальной осью вращения S фиг.26 подсоединен корпус 126 фиг.26 с возможностью занимать различные фиксированные угловые положения относительно этой оси S. Корпус 126 имеет радиальный стержень 127 фиг.25 прямоугольного сечения, вдоль которого может свободно перемещаться радиальная втулка 128 фиг.25 со сквозным отверстием прямоугольной форы, к которой шарнирно подсоединен маятник 129 фиг.25, имеющий рукоятку 130 фиг.26, лапку 131 фиг.25, к которой неподвижно подсоединена разъемным соединением державка 132, а к державке шарнирно подсоединен прямой или фигурный нож 133 с возможностью занимать различные фиксированные положения в соответствии с углом резания. Маятник имеет кронштейн 134 фиг.25 с резьбовым отверстием, в котором ввинчен регулировочный болт 135 фиг.26 маятника, торец которого может контактировать во время рабочего хода с радиальным стержнем. На конце радиального стержня имеется ограничитель 136 фиг.25 хода маятника влево. Радиальный стержень имеет сквозные отверстия 137, с помощью которых на радиальном стержне фиксируют хомут 138 фиг.25, в который ввинчен стопорный болт 139 фиг.26. Хомут имеет отверстие с резьбой, в которое ввинчен регулировочный болт 140 фиг.25, входящий в соприкосновение с радиальной втулкой 128 и ограничивающий ее перемещение вправо. Лезвие 141 фиг.25, 49 и 46 вместе с планкой 142 и втулкой 143 фиг.46, 49 составляют нож 133. Нож вместе с державкой 132 составляют инструмент. Инструмент, соединенный с маятником, составляет рабочий орган. Рабочий орган вместе с корпусом и штырем 73 составляют скобель. При пользовании прямолинейным скобелем, фиг.25, 26 устанавливают лезвие ножа под оптимальным углом резания α и фиксируют лезвие гайкой 144 фиг.26, затем устанавливают маятник в крайнее левое положение и так, чтобы торец регулировочного болта маятника касался радиального стержня. Затем подводят режущую кромку лезвия в точку начала резания, фиксируют штангу, горизонтальную каретку, вертикальную каретку и производят скобление - сперва один рабочий ход на небольшую глубину, затем приподнимают рукоятку и делают холостой ход, затем опускают рукоятку ниже и делают второй рабочий ход глубже, и так до тех пор, когда торец регулировочного болта 135 будет постоянно контактировать с радиальным стержнем во все время рабочего хода. Затем перемещают штангу вместе с прямолинейным скобелем по оси X или Y или одновременно по обеим осям, фиксируют штангу в этом новом месте и производят обработку на новом месте.
Прямолинейным скобелем делают, в частности, начальную площадку для помещения в ней перпендикулярного ножа отслойки в начале реза перпендикулярным ножом отслойки. Повернув корпус 126 по часовой стрелке на угол 90 градусов и зафиксировав его с помощью гайки 145 фиг.26, нож расположится в положении III фиг.25, и можно производить обработку на вертикальной поверхности. Угол поворота корпуса 126 контролируют по лимбу 146 и указателю 147 фиг.25.
При выполнении внутренней галтели, т.е. галтели, имеющей внутреннюю обработанную поверхность, выполняемой при плавном переходе от одной поверхности, например потолочной поверхности, к боковой вертикальной поверхности, можно использовать несколько методов, описанных ниже, а в связи с многообразием цилиндрических и тороидных поверхностей, классифицируем их согласно схеме, изображенной на фиг.33, где на позиции 1 начинают обработку, затем вращают нож вокруг оси O3 или O4 на полный оборот и получают поверхность тороида. Условно примем считать четверти, как принято в начальном курсе тригонометрии, - 1, 2, 3, 4 четверти. Тогда поверхности, очерченные дугами четвертей 1 и 1a, образуют верхнюю внутреннюю четверть тороида,
дугами четвертей 2 и 2a - нижнюю внутреннюю четверть тороида, дугами четвертей 3 и 3a - нижнюю наружную четверть тороида,
дугами четвертей 4 и 4a - верхнюю наружную четверть тороида. Если нож перемещать из положения I перпендикулярно плоскости чертежа фиг.33, то получают поверхность цилиндра, включающую четверть цилиндра первой четверти, и т.д.
Если лезвие вращают вокруг оси O4 фиг.33, то дуги четвертей 1 и 1б при вращении образуют верхнюю наружную четверть тороида и т.д. Если лезвие 141 расположено внутри круга на позиции I, фиг.33, то при обработке получают внутреннюю цилиндрическую или тороидную поверхность. Если лезвие расположено снаружи круга, то получают наружную поверхность.
Методы получения внутренних цилиндрических поверхностей
1) Надрезом параллельным виброножом с полуцилиндрическим лезвием (на фиг. не показан). 2) Применяют вибронож с отгибами, т.е. П-образный вибронож, чтобы после надреза обязательно осталось тело формы для получения галтели (фиг.8), а вибронож с отгибами в этом случае наклоняют относительно обеих двух плоскостей на угол литейного уклона, как описано ранее. Затем полуцилиндрическим виброножом производят надрез, двигая вибронож по направлению от плоскости разъема вглубь полуформы на необходимую глубину согласно чертежу рабочей поверхности формы.
3) Эту же галтель можно получить также с помощью ручного или станочного выпуклого многопозиционного скребка, с изогнутым по дуге окружности с радиусом R лезвием (фиг.9, 10), причем радиус можно в некоторых пределах изменять по величине, изменяя размер между концами лезвия 149, выполненного из пружинистой ленты (ленты с памятью формы), и изменяя положение площадки 148 фиг.10.
Многопозиционный скребок фиг.9, 10 состоит из лезвия 149 фиг.10, выполненного из пружинистой ленты, к одному концу которой припаяна холодной пайкой или привинчена не менее чем двумя винтами площадка 148 фиг.10, к которой неподвижно подсоединен кронштейн 150 фиг.9, имеющий державку со штырем 73 для подсоединения к штанге 11, и при этом имеем многопозиционный станочный скребок. Вместо штыря, державка может иметь рукоятку для руки оператора (на фиг.9 обозначена двойной штрихпунктирной линией), и тогда имеем ручной многопозиционный скребок. К кронштейну шарнирно подсоединена тяга 151 фиг.10 с гайкой на противоположном конце, в которую ввинчен болт 152, продетый в отверстие, имеющееся на противоположном конце ленты, причем болт имеет шляпку в виде пластины (для возможности придержать шляпку при завинчивании болта или завинчивании гайки-барашка 153).
3a). Внутреннюю галтель или наружную галтель выполняют также с помощью универсального скребка фиг.20, описание которого приведено далее.
4) Кроме того, внутреннюю галтель можно выполнить, сперва выполнив черновую обработку ручным инструментом гладилкой, затем прокалибровав поверхность ручным инструментом - штампом, например шаром 219 фиг.11 или наружным цилиндром (на фиг. не показан), который может быть ручным (фиг.11) или машинным, если рукоятка фиг.11 имеет штырь 73 для подсоединения к штанге (на фиг. не показано).
5) Кроме того, внутреннюю галтель выполняют с помощью кулачкового скобеля фиг.12, 13, 14, который имеет кронштейн 154 фиг.13 со штырем 73 для присоединения к стыковочной втулке 10 штанги 11 на одном своем конце, а к противоположному концу корпуса шарнирно, с горизонтальной осью вращения O5 фиг.13 и с возможностью занимать различные фиксированные положения в соответствии с углом наклона обрабатываемой поверхности к плоскости разъема подсоединен корпус 155 фиг.13 скобеля, к которому неподвижно разъемным соединением подсоединен кулачок 156 фиг.12, имеющий внутреннюю поверхность кулачка, например, с внутренним радиусом при получении в рабочей поверхности формы внутренней поверхности или с наружным радиусом R, как изображено на фиг.12, для получения поверхности рабочей поверхности формы с наружным радиусом. К корпусу неподвижно подсоединен стояк 157 фиг.12, имеющий радиальную втулку 158 фиг.12 с горизонтальной продольной осью, а во втулке может передвигаться горизонтальный шток 159 фиг.12, имеющий на своем конце вертикальную линейную втулку 160 фиг.13, внутри которой может свободно передвигаться вертикальный шток 161 фиг.13, имеющий на одном своем конце рукоятку 162 фиг.12 для руки оператора, а на противоположном конце лапку 131 фиг.12. К лапке подсоединена разъемным соединением державка 132 фиг.12, с возможностью занимать на лапке различные фиксированные положения в соответствии с радиусом R1 фиг.12 обрабатываемой поверхности, а к державке 132 шарнирно подсоединен прямой или полукруглый нож 163 с возможностью занимать относительно державки различные фиксированные положения под разным углом α фиг.12, причем лезвие 164 фиг.14 ножа может быть прямым или изогнутым по дуге окружности с радиусом R1 (на фиг.12, 13, 14 изображено лезвие, изогнутое по дуге окружности). К вертикальному штоку 161 неподвижно подсоединена ось 165 фиг.13, на которой может свободно вращаться ролик 166 фиг.13, который может перекатываться по кулачковой поверхности внутри кулачка 156. Кроме того, к вертикальному штоку неподвижно подсоединены две направляющие 167 фиг.12, между которыми помещается свободно кулачок. В рукоятку ввинчен болт 168 фиг.12 подачи, который своим торцом соприкасается со штоком 159 во время рабочего хода ножа и служит для настройки глубины (толщины) срезаемого слоя формовочной смеси. Кулачковый скобель на фиг.12 расположен в стесненном месте, поэтому рукоятка расположена сверху кулачка, но если размеры полости полуформы большие, то рукоятку для оператора возможно присоединить к лапке 131 (на фиг.12 показана пунктиром). В описанном варианте скобеля лезвие ножа совершает плоскопараллельное движение, и поэтому имеем плоскопараллельный кулачковый скобель.
Для выполнения галтели, устанавливают режущую кромку лезвия 164 фиг.12 в начало скобления, например, как изображено на фиг.12, фиксируют в пространстве корпус 155, штангу, горизонтальную каретку и вертикальную каретку и, воздействуя рукой на рукоятку 162, делают соскобы один за другим до тех пор, когда ролик 166 станет касаться всех рабочих поверхностей кулачка. Затем поворачивают корпус 155 на небольшой неполный угол, повторяют скобление на этом месте (секторе) и так обрабатывают на всех 360 градусах круга. В случае, изображенном на фиг.12, в результате получают четверть наружной поверхности тороида и две кольцевые плоскости, перпендикулярные оси Q фиг.12. Таким приемом получают, например, поверхности знаковой части полуформы, имеющие сравнительно небольшую высоту, определяемую размерами кулачка.
Для получения галтели с внутренней цилиндрической поверхностью, с осью цилиндра, расположенной перпендикулярно оси Q, к державке 132 фиг.12 шарнирно подсоединяют нож с прямым лезвием под некоторым углом α фиг.12 к обрабатываемой поверхности, фиксируют его с помощью гайки 177 фиг.13, фиксируют корпус 155 и штангу 11, фиксируют одну каретку, а каретка, имеющую движение, параллельное оси цилиндра, может быть оставлена не зафиксированной. Затем устанавливают кулачок с соответствующим радиусом R и производят скобление описанным ранее приемом на одном месте до момента снятия всего снимаемого слоя в данном месте. Затем передвигают каретку вдоль оси цилиндра на величину не более длины лезвия ножа и производят скобление на этом новом месте. И так далее по всей длине галтели.
Для выполнения наружной цилиндрической поверхности параллельной оси Z или конусной наружной поверхности с радиусом R3 фиг.1 при вершине конуса в скобеле заменяют кулачок с соответствующей кулачковой поверхностью, устанавливают нож с прямым лезвием или вогнутым лезвием под углом α, на расстоянии от оси Q, равном R1=R3, помещают и фиксируют ось Q скобеля с осью O6 конуса на фиг.1 и производят скобление. Затем обрабатывают поверхности по всему кругу на 360 градусах. В этом случае чем меньше угол поворота скобеля между двумя позициями скобеля, тем точнее получаются обработанные конусная, или цилиндрическая, или тороидная наружные поверхности рабочей поверхности формы.
На фигурах 60 и 61 изображен универсальный кулачок 169, способный менять свою рабочую кулачковую поверхность, например, с внешней цилиндрической поверхности с радиусом R фиг.12 на внутреннюю цилиндрическую с радиусом R2 фиг.60. Для этого многопозиционный кулачок 169 фиг.60 имеет нишу, в которую неподвижно вставлена сменная вставка 170 фиг.60, прикрепленная неподвижно к многопозиционному кулачку винтом 171 фиг.60.
6) С целью замены быстро изнашивающихся пар скольжения на пары качения, разработан кривошипный скобель, изображенный на фигурах 15, 16, 17. Он предназначен в основном для применения ножа фиг.15 с прямым лезвием или полукруглым лезвием и может быть применен для получения галтели с определенной величиной радиуса галтели или близкого по величине радиуса галтели. В нем применен толкатель 172 фиг.15, не имеющий ролика, а державка 132 фиг.15 одним своим концом шарнирно подсоединена к одному концу кривошипа 173 фиг.15, который своим противоположным концом шарнирно подсоединен к тяге 174 фиг.15, неподвижно подсоединенной к корпусу 155 фиг.15. Корпус имеет возможность поворота на полный угол 360 градусов вокруг вертикальной оси Q фиг.16 во втулке 175 фиг.16, которая подсоединена шарнирно к кронштейну 176 фиг.16, с возможностью занимать относительно кронштейна различные фиксированные положения, а кронштейн имеет штырь 73 для подсоединения к штанге 11.
7) Выполнение внутренних цилиндрических галтелей, параллельных оси Z, производят также многопозиционным лезвием 149 прикрепив его к шатуну 180, шарнирно подсоединенному к переходнику 178 фиг.21, а переходник прикрепляют к внутреннему концу штанги 11. Шатунный переходник состоит из оси 179 фиг.21, имеющей штырь 73, а к оси 179 шарнирно подсоединен шатун 180, а к шатуну неподвижно подсоединен с помощью другого штыря 73 многопозиционный нож 149 с изогнутым лезвием, выполненный из стали с памятью формы. Шатун имеет отверстие с резьбой, в которую ввернут регулировочный болт 181, настраиваемый на максимальную глубину резания лезвием ножа. Во время рабочего движения ножа, нож рукой прижимают к обрабатываемой поверхности полуформы, а во время холостого хода, нож можно отвести от обрабатываемой поверхности, повернув шатун на небольшой неполный угол против часовой стрелки. Последний соскоб производят при касании торца регулировочного болта с осью 179.
На фигурах 30, 31, 32 изображен полный шарнирно-параллелограммный скобель, у которого длины противоположных звеньев попарно равны и параллельны. С его помощью обрабатывают внутренние и наружные галтели цилиндрические и тороидные. На фиг.30 изображено получение тороидной поверхности, расположенной в четвертой четверти круга, если принять классификацию четвертей круга, принятую в науке тригонометрии школьного курса, а если ориентироваться по циферблату часов, то в секторе с 9 до 12 (часов). Полный шарнирно-параллелограммный скобель имеет нож 182 фиг.32, неподвижно подсоединенный разъемным шарнирным соединением к державке 183 фиг.30 с возможностью занимать относительно державки различные фиксированные положения, а державка двумя шарнирами 184 фиг.30 шарнирно подсоединена к концам двух кривошипов 185 фиг.30, а кривошипы своими противоположными концами шарнирно подсоединены к основанию 186 фиг.30, 32, 33, причем основание имеет радиальный направляющий стержень 187 фиг.30, имеющий прямоугольное поперечное сечение, свободно вставленный в направляющую радиальную втулку 188 с возможностью перемещаться вдоль направляющей радиальной втулки. Направляющий стержень имеет на своем конце резьбу, на которой навинчена гайка подачи 189, а направляющая радиальная втулка неподвижно соединена со штангой 11 с помощью стыковочной втулки 10 (штанга имеет поворот вокруг оси Z фиг.30), причем направляющая втулка 188 имеет возможность регулировки своего положения по высоте вдоль оси Z с помощью болта 190 и с возможностью регулировки своего положения по направлению, перпендикулярному оси Z с помощью болта 191 фиг.30. Каждый кривошип имеет паз 192 фиг.31, с помощью которого можно менять по величине расстояние от оси O7 фиг.31 вращения кривошипа до точки подсоединения державки к кривошипам, и следовательно, можно обрабатывать тороидные или цилиндрические поверхности разных по величине диаметров в поперечном сечении тороидов или цилиндров. Чтобы в положении шарнирного антипараллелограмма (когда оси кривошипов и ось державки совпадают и оси звеньев механизма располагаются на одной прямой) обрабатываемая поверхность оставалась бы тороидной, требуется, чтобы расстояние между осями вращения кривошипов было больше расстояния между осью вращения кривошипа, ближайшего к ножу, и режущей кромкой ножа. Между нижним концом левого кривошипа 185 и верхним концом правого кривошипа 185 в положении антипараллелограмма имеется зазор e фиг.30, и кривошипы могут вращаться на полный угол 360 градусов, поэтому имеем полный шарнирно-параллелограммный скобель.
При использовании полного шарнирно-параллелограммного скобеля, для обработки тороидной поверхности в четвертой четверти круга, скобель настраивают, как изображено на фиг.30, 31, 32, чтобы первые соскобы производились на остаточном слое формовочной смеси в близи центра G2 фиг.30 окружности. Соскоб делают, держась рукой за рукоятку 193 фиг.30, и вращают механизм (против часовой стрелки в данном случае, а при обработке поверхностей, расположенных в первой и второй четвертях, вращают по часовой стрелке). После каждого соскоба, гайку подачи поворачивают на резьбе и устанавливают дальше от направляющей радиальной втулки и делают следующий соскоб, и так до тех пор, когда режущая кромка ножа (при вертикальном положении кривошипов), окажется в точке перехода вертикальной поверхности к тороидной поверхности, как изображено на фиг.30. В этом положении делают последний соскоб. Далее для получения поверхности тороида, поворачивают скобель вокруг оси Z на небольшой неполный угол и обрабатывают в этом секторе и т.д. на всем полном угле поворота вокруг оси Z. Если требуется получить поверхность цилиндра, то предотвращают вращение вокруг оси Z, фиксируя внутреннюю втулку 50 струбциной 48, перемещают скобель по оси X или Y, фиксируют поворотник на этой оси и производят соскобы на новом месте.
Схема наладки полного шарнирно-параллелограммного скобеля на обработку цилиндрической внутренней поверхности или тороидной поверхности третьей четверти изображена на фиг.46, и направление движения кривошипа и ножа 133 показано стрелкой. При положении I ножа фиг.46 идет процесс строгания, в положении II - процесс скобления, в положении III - процесс цекования.
Для получения цилиндрических или тороидных поверхностей, расположенных только в какой-либо одной четверти поперечного сечения, например в четвертой четверти, как изображено на фиг.30, ограничивают угол поворота кривошипа 185 путем ввинчивания болтов 194 фиг.31 в диск 195 фиг.30, имеющий для этого несколько резьбовых отверстий 196 фиг.30 и который неподвижно соединен с основанием. При повороте кривошипа на необходимый угол, кривошип соприкасается с болтом 194 и его дальнейшее вращение возможно только в противоположную сторону до соприкосновения с другим болтом 194. С целью исключения повреждения обрабатываемой поверхности в положении шарнирного антипараллелограмма, державку 183 фиг.30, 32 останавливают в этом положении, с помощью двух упоров, расположенных на одном крючке 293 фиг.31 (на других фигурах не показано). На фиг.31 показана только нижняя часть всего скобеля.
Для обработки цилиндрических или тороидных поверхностей, расположенных в глубине полости формы в стесненном положении, применяют удаленный кулачковый скобель, имеющий державку в виде длинного хобота 196 фиг.34, опущенного внутрь полости полуформы, а механизм удаленного кулачкового скобеля располагают вне полости, подсоединив его соответствующим образом к стыковочной втулке 10 штанги фиг.34. В случае расположения скобеля вне полости, т.е. над плоскостью разъема формы, или над поверхностью элемента формы ось вращения O8 может быть помещена слева от обрабатываемой поверхности (фиг.34) на расстоянии, например, R6 фиг.30, и в этом случае характер тороидной поверхности изменится с внутреннего на внешний, а характер цилиндрической поверхности остается прежним (внутренней цилиндрической поверхности). Удаленный кулачковый скобель фиг.34 имеет прямой нож 133, подсоединенный шарнирно к державке, выполненной в виде хобота с возможностью занимать относительно хобота различные фиксированные положения, а хобот может свободно перемещаться во втулке 197, имеющей прямоугольное отверстие, причем втулка 197 имеет радиальный стержень 127 прямоугольного сечения, который имеет возможность свободно перемещаться во втулке 198, неподвижно соединенной с корпусом 199 удаленного кулачкового скобеля. Корпус удаленного кулачкового скобеля имеет поворот на полный угол вокруг оси O8 фиг.34, т.к. болт 200 корпуса расположен внутри втулки 201, к которой шарнирно, с осью вращения О7, подсоединен переходник 202 с возможностью занимать различные фиксированные положения относительно втулки, а переходник 202 неподвижно подсоединен к стыковочной втулке 10 штанги 11. К корпусу 199 неподвижно разъемным соединением подсоединен кулачок 156 фиг.34, имеющий внутреннюю кулачковую поверхность, по которой может перекатываться ролик 166 фиг.34, шарнирно подсоединенный к хоботу. Хобот имеет рукоятку 203 для руки оператора. На фиг.34 двойными штрихпунктирными линиями показано положение деталей удаленного кулачкового скобеля, повернутых на 90 градусов по часовой стрелке вокруг оси О7 для обработки элементов формы, расположенных на боковой поверхности рабочей поверхности формы.
Для обработки поверхности с радиусом R5 фиг.34, ось которой расположена на расстоянии R6 фиг.34 от оси O8, совмещают ось O8 удаленного кулачкового скобеля с осью элемента формы путем перемещения поворотника по осям и фиксируют наружный скобель в этом положении. Затем ставят нож под необходимым углом α, затем устанавливают нож на расстоянии R6, затем устанавливают ролик 166 в начало дуги окружности на кулачке с помощью винтов 204 фиг.34, затем делают последовательно соскобы до тех пор, когда ролик перемещается без зазоров по всей длине дуги кулачковой поверхности. Аналогичным образом могут быть установлены в удаленном варианте кулачково-кривошипный скобель или шарнирно-параллелограммный скобель (на фиг. не показано).
Получение наружной галтели на ребре, расположенном произвольно в пространстве, можно производить также вручную с помощью ножа, лезвие которого имеет изгиб с кромкой лезвия, обеспечивающий получение поверхности рабочей поверхности формы с требуемым радиусом наружной цилиндрической поверхности обрабатываемой рабочей поверхности формы, визуально ориентируясь на обе обрабатываемые пересекающиеся поверхности, не допуская обработки обеих поверхностей глубже и дальше, чем назначенный чертежом радиус (на фиг. не показано).
Получение наружной галтели на ребре, расположенном параллельно прямолинейному движению штанги, производят с помощью самонаправляемого скребка фиг.18, 19. Самонаправляемый скребок фиг.18, 19 имеет верхнюю ножку 205 фиг.19 и нижнюю ножку 206 фиг.19, шарнирно соединенные друг с другом гайкой-барашком 207 с возможностью занимать различные фиксированные положения относительно друг друга, а к концу каждой ножки шарнирно подсоединена площадка 208 с возможностью занимать различные фиксированные положения, причем к площадке неподвижно подсоединено с помощью холодной пайки или не менее чем двух винтов гибкое лезвие 209 фиг.18 ножа с памятью формы, которое за счет своих упругих свойств может принять выпуклую или вогнутую форму, близкую к величине требуемого радиуса закругления галтели или равную этому радиусу. Характер изгиба настраивают путем изменения расстояния между площадками и изменения угла поворота площадок в шарнире. При настройке на радиус, к режущей кромке лезвия под углом β фиг.18 прикладывают калибр, в виде полуцилиндра или полного цилиндра, и добиваются отсутствия зазора между режущей кромкой лезвия и калибром (на фиг. не показано, но аналогично тому, как изображено на фиг.18 и 19). После настройки, площадки 208 в этих шарнирах фиксируют и производят настройку лыжи 210 фиг.19 скольжения и ролика 211 фиг.19 качения так, чтобы при последнем соскобе лыжа и ролик одновременно касались обрабатываемых поверхностей. Ось вращения ролика расположена параллельно одной из сопрягаемых плоскостей и в то же время перпендикулярно продольной оси T галтели фиг.18, и ось ролика подсоединена неподвижно к одному концу кронштейна 212 фиг.19, который противоположным концом шарнирно или телескопически подсоединен к нижней ножке. К верхней ножке шарнирно или телескопически подсоединен кронштейн 213 фиг.19, к противоположному концу которого подсоединена с помощью сферической пары лыжа 210. К каждой из двух ножек могут быть подсоединены лыжа или ролик. Самонаправляемый скребок неподвижно подсоединен с помощью штыря 73 к маятнику с переходником и функционирует описанным ранее методом или может быть использован как ручной инструмент.
Для получения внутренней поверхности нижней половины тороида, изображенной на фиг.42, применяют скобель-циркуль, который одним концом своего дышла 214 фиг.42 телескопически подсоединен к оси O9 фиг.42, неподвижно установленной и зафиксированной с помощью станка в центре тороида, а к противоположному концу дышла неподвижно подсоединен с помощью верхней ножки 215 и нижней ножки многопозиционный нож с лезвием 216, имеющий форму половины усеченного конуса. Дышло имеет паз 217 и болты 218 для регулировки длины кривошипа в соответствии с требуемым радиусом R7 фиг.42 тора и имеет лыжу 292, телескопически подсоединенную к дышлу и скользящую по поверхности, прилегающей к обрабатываемой поверхности.
В недоступных для обработки поверхностей станочными рабочими органами местах рабочие плоские поверхности рабочей поверхности формы получают вручную с помощью гладилок различной формы, а рабочие цилиндрические вогнутые поверхности рабочей поверхности формы получают вначале с помощью гладилки, затем их калибруют вручную с помощью цилиндрического штампа фиг.11 или сферического штампа 219 фиг.11, прилагая усилие P к штампу рукой или молотком. Наружные цилиндрические галтели в недоступных для крупногабаритных инструментов местах получают, вначале срезая выступающую часть ребра гладилкой и таким образом выполняя черновую обработку, как показано на фиг.22, затем калибруют галтель цилиндрическим вогнутым штампом фиг.23 или удлиненным цилиндрическим вогнутым штампом фиг.24.
На фиг.43, 44 изображен принцип реализации радиального скобеля для получения внутренней поверхности полуцилиндра с большим радиусом R7, обозначенной на фигуре 43 пунктирной линией. Двойной штрихпунктирной линией обозначена поверхность, получаемая при первом соскобе, а волнистой линией обозначена поверхность, обработанная гладилкой вручную. Прямой нож 133 фиг.43 подсоединен к державке 132 с возможностью занимать различные фиксированные положения под углом к обрабатываемой поверхности, а державка подсоединена к лапке 131 фиг.44 с возможностью занимать на лапке различные фиксированные положения в соответствии с величиной радиуса цилиндра обрабатываемой поверхности с помощью болтового соединения 220 фиг.43. Лапка неподвижно соединена с радиальным стержнем 127 фиг.43 прямоугольного сечения, имеющим возможность перемещения внутри радиальной втулки 128, подсоединенной шарнирно к корпусу 221, имеющему штырь 73, вставленный в стыковочную втулку 10. Радиальный стержень на своем конце имеет ось 222 с резьбой, на которую навинчена гайка 189, ограничивающая перемещение радиального стержня при первом соскобе и каждом соскобе, и гайку и контргайку 223, настроенные на обработку окончательного радиуса R7. После каждого рабочего хода при соскобе, гайку 189 отворачивают на некоторое расстояние и делают следующий соскоб, так делают до тех пор, когда гайка 189 коснется гаек 223, и следовательно, радиус обработанной поверхности станет равным по величине требуемому чертежному радиусу. К радиальному стержню неподвижно подсоединена рукоятка 130 для руки оператора. Соскобы делают, поворачивая рукой рукоятку против часовой стрелки (на фиг.43) не менее чем на четверть оборота, но не доходят до противоположной горизонтальной поверхности во избежание откола формовочной смеси. После получения цилиндрической поверхности с радиусом R в одном месте, перемещают приспособление перпендикулярно плоскости листа фиг.43 и производят обработку на следующем месте. Обработав цилиндрическую поверхность на всей длине цилиндра в третьей четверти круга, поворачивают корпус 221 вокруг оси O10 на 180 градусов, фиксируют его в этом положении и производят обработку поверхности цилиндра во второй четверти круга, производя соскобы по направлению от плоскости разъема полуформы вовнутрь формовочной смеси во избежание откола формовочной смеси.
Для получения поверхности Б фиг.44 дна полуцилиндра, державка 132 (как показано на фиг.43) или лапка имеет платик 224 фиг.43, 44, к которому неподвижно подсоединен с помощью винта 225 габаритный нож 226 фиг.43, плоскость которого параллельна плоскости дна полуцилиндра и который при каждом рабочем движении при соскобе делает отслойку формовочной смеси, в результате чего получают поверхность дна полуцилиндра. Платиков может иметься два, по одному с каждого бока державки, и соответственно может быть установлено два габаритных ножа (на фиг.43 показан только один платик).
Вместо габаритного ножа 226 и прямого ножа 133, для обработки одновременно дна полуцилиндра и цилиндрической поверхности, может быть к державке 132 подсоединен угловой нож 227 фиг.49, состоящий из лезвия 228, изогнутого на 90 градусов и неподвижно подсоединенного к планке 229 фиг.49 сваркой, или холодной пайкой, или винтами, а к планке неподвижно подсоединена втулка 230. Планка имеет окна 231 для удаления разрыхленной формовочной смеси. Угловой нож шарнирно подсоединен к державке 232 с возможностью занимать относительно державки различные фиксированные положения в соответствии с устанавливаемым углом резания. Державка имеет паз 233 для регулировки положения углового ножа в соответствии с радиусом обрабатываемой поверхности. К планке 229 может быть подсоединено лезвие, изогнутое на 90 градусов с двух концов, и тогда имеем двуугловой нож (на фиг. не показан), который применяют, например, когда обрабатывают сперва одно дно полуцилиндра, затем другое дно полуцилиндра, расположенное на противоположном конце полуцилиндра.
С помощью радиального скобеля фиг.43, 44 получают также внутреннюю поверхность полусферы. Для этого устанавливают прямой нож или устанавливают радиальный нож, лезвие которого изготовлено по габаритному радиусу R7 фиг.17, а для перехода на обработку в соседнем месте, т.е. в соседнем секторе, производят поворот корпуса 221 вокруг оси O10 фиг.43, фиксируют корпус в этом новом положении и производят обработку на новом (соседнем) месте, аналогично описанному.
Для получения внутренней поверхности нижней половины поверхности тороида с большим радиусом, применяют радиальный скобель, изображенный на фиг.43 и 44, но габаритный нож 226 отсоединяют. Для получения поверхности тора во второй четверти круга применяют прямой нож 133, а при обработке поверхности тороида в третьей четверти круга, необходимо применить нож с прямым лезвием или выпуклым лезвием 164 фиг.14, имеющий габаритный радиус, по величине равный или меньший, чем наружный радиус тороида. Кроме того, ось вращения штанги 11 совмещают с центральной осью тороида и фиксируют штангу по оси Z, предотвращая прямолинейные движения поворотника по осям X, Y, Z.
Радиальный переходник, изображенный на фиг.45, служит для увеличения радиуса обрабатываемой поверхности и имеет верхнюю пластину 234 и нижнюю пластину 235, имеющие каждая продольные сквозные пазы, сквозь которые продеты болты с навинченными гайками 236, соединяющие пластины на требуемом расстоянии между осями G3 и G4 фиг.45. Верхняя пластина имеет штырь 73 квадратного поперечного сечения, который имеет конусное сверление для помещения в нем торца болта 60 и фиксации штыря в стыковочной втулке 10. Нижняя пластина 235 имеет стыковочную втулку 10 со стопорным болтом 60. Верхнюю и нижнюю пластины можно соединить так, что расстояние между осями, в частности, будет равно нулю. При эксплуатации, штырь 73 радиального переходника вставляют в стыковочную втулку 10 штанги и фиксируют болтом 60, а в стыковочную втулку радиального переходника вставляют и фиксируют штырь 73 рабочего органа.
На фиг.52 изображен ломающийся переходник, предназначенный для подсоединения различных скобелей и механизированного инструмента к станку под прямым или острым углом, для чего ломающийся переходник имеет штырь 73 квадратного поперечного сечения, вставляемый в стыковочную втулку 10 штанги (изображенной пунктирными линиями на фиг.52), а штырь своим свободным концом неподвижно соединен с верхней пластиной 237, имеющей пазы, причем с верхней пластиной неподвижно соединена нижняя пластина 238 с возможностью занимать различные фиксированные положения относительно верхней пластины с помощью болтов 239 фиг.52. Нижняя пластина имеет щеку 240 с лимбом 241 угловых градусов и осью 242 с резьбой на конце, а на ось 242 свободно надета втулка 244, с возможностью занимать относительно оси различные фиксированные положения в соответствии с углом поворота втулки на оси, за счет зажима гайкой 243, навернутой на ось 242. Втулка 244 имеет стыковочную втулку 10 фиг.52, в которую вставляют штырь 73, принадлежащий скобелю или механизированному инструменту (на фиг.52 показан пунктирными линиями). Ломающийся переходник применяют, когда необходимо вести мехобработку на потолочной поверхности рабочей поверхности формы, или на нижней поверхности рабочей поверхности формы, или на боковых поверхностях рабочей поверхности формы, или на поверхностях, расположенных под углом к осям X, Y, Z в отдельности или одновременно.
Для получения наружной поверхности полуцилиндра, с целью уменьшения габаритных размеров скобеля, применяют приспособление, изображенное на фигурах 47 и 48, - неполный шарнирно-параллелограммный скобель, у которого: 1) с целью уменьшения габаритов приспособления, расстояние e1 фиг.47 между осями поворота кривошипов уменьшено в размере, поэтому чтобы задний кривошип 245 (он же левый кривошип на фиг.47) мог беспрепятственно повернуться на неполный угол 90 градусов по часовой стрелке, кривошип 245 помещен дальше от основания 186 фиг.47, 48, чем кривошип 246 фиг.47, 48, а державка 247 фиг.48 имеет вид буквы Z; 2) вместо радиального направляющего стержня, имеется осевой направляющий стержень 248 фиг.48 прямоугольного сечения, неподвижно подсоединенный к основанию, а на конце направляющего стержня 248 имеется ось с резьбой и тремя гайками, с помощью которых приспособление опускают вниз после каждого соскоба до тех пор, когда угловое лезвие 228 фиг.47 будет делать поверхность с чертежным радиусом R8 фиг.47; 3) к державке 247 неподвижно подсоединен кронштейн 249, к которому неподвижно подсоединен угловой или прямой нож; 4) к основанию 186 неподвижно подсоединены два ограничителя 250 фиг.48, останавливающие движение кривошипов при угле поворота на 90 градусов. После обработки поверхности в первой четверти, поднимают приспособление с помощью гайки 189 на высоту припуска на механообработку, поворачивают приспособление вокруг оси O5 фиг.47 на 180 градусов, фиксируют с помощью гайки 251 и производят обработку в четвертой четверти круга. Таким образом получают цилиндрическую наружную поверхность.
Для получения наружной поверхности полушара, с помощью предыдущего неполного шарнирно-параллелограммного скобеля поворачивают приспособление вокруг оси О5 фиг.47 пошагово на неполный угол, фиксируют приспособление с помощью гайки 251 фиг.47, фиксируют штангу 11 с помощью поворотника и производят обработку в новом секторе. Произведя несколько таких шагов, получают наружный полушар, контур которого показан на фиг.48 пунктирной линией. Для получения наружной поверхности тороида, ось вращения приспособления (скобеля) перемещают в положение оси Q6 или Q7 фиг.47, с помощью радиального переходника фиг.45.
Внутреннюю полуцилиндрическую поверхность, а также внутреннюю полусферическую поверхность, а также внутреннюю тороидную поверхность получают также с использованием подобного механизма неполного шарнирно-параллелограммного скобеля (на фиг. не показано). При этом ведут обработку во второй и третьей четвертях круга и начинают рабочее движение по направлению от поверхности разъема полуформы в массу формовочной смеси.
Наружную или внутреннюю поверхность полуцилиндра, или полусферы, или тора получают также с помощью синусного скобеля (т.к. в нем используется синусный механизм), фиг.50, где он неподвижно подсоединен к стыковочной втулке штырем 73 (верхним штырем на фиг.50) радиального переходника (если производят обработку тороидной поверхности) или к стыковочной втулке 10 вторым (нижним) штырем 73 фиг.50, если производят обработку полусферической поверхности. Ко второму штырю 73 (на фиг. фиг.50 справа) шарнирно, с осью шарнира, совпадающей с осью O8 обрабатываемой поверхности, соединен корпус 252 с возможностью занимать относительно второго штыря различные фиксированные положения с помощью гайки 295. Корпус 252 имеет вертикальную осевую втулку 253 с осью, параллельной оси O8, со сквозным отверстием прямоугольной формы (на фигуре 50 она совпала с осью обрабатываемой поверхности формы), в которой может перемещаться параллельно оси O8 осевой сколзун 254, имеющий на одном своем конце резьбовую ось, на которой навинчены три гайки 189 фиг.50. С помощью гайки 189 сколзун может дискретно опускаться для снятия очередного слоя уплотненной формовочной смеси. К противоположному концу осевого сколзуна шарнирно, с осью, перпендикулярной оси O8, подсоединен кривошип 255 фиг.50, имеющий продольный паз 256, с помощью которого к кривошипу шарнирно подсоединен шатун 257 на расстоянии, равном по величине радиусу обрабатываемой поверхности. Шатун может свободно перемещаться плоскопараллельно внутри направляющей втулки 258 фиг.50, которая неподвижно подсоединена к штоку 259, который может совершать движения в направлении, перпендикулярном оси Q8, т.к. шток расположен внутри двух направляющих втулок 260, неподвижно соединенных со сколзуном 254. К концу шатуна 257 неподвижно подсоединен нож с прямым лезвием, или угловой нож 227, или иной нож с возможностью менять угол резания так, что лезвие ножа расположено на оси шатуна. Для механообработки цилиндрической поверхности штырь 73 подсоединяют к стыковочной втулке 10, расположенной на штанге 11, которую затем по мере готовности одного участка обрабатываемой поверхности формы передвигают параллельно продольной оси обрабатываемой поверхности формы (на фигурах не показано).
В начале работы с синусным скобелем фиг.50, гайку 189 навинчивают на ось так, чтобы лезвие ножа при первом соскобе снимало лишь верхнюю часть припуска на механообработку, а после первого соскоба гайку 189 отворачивают на некоторое расстояние и производят второй соскоб, и так до тех пор, когда обрабатываемая поверхность достигнет чертежных размеров.
На фиг.51 изображен вертикальный конусный лучевой стержневой скобель, предназначенный для получения наружных конусных поверхностей, или наружных поверхностей пирамид, или наружных поверхностей параллелепипедов, или наружных поверхностей цилиндров с вертикальной продольной осью цилиндра. Он неподвижно соединен своим штырем 73 со стыковочной втулкой 10 штанги, а штырь имеет радиальную втулку 261 фиг.51 с прямоугольным сквозным отверстием, в котором может свободно перемещаться радиальный стержень 262 с возможностью занимать относительно радиальной втулки различные фиксированные положения с помощью болта 263. К концу радиального стержня шарнирно подсоединена посредством щеки 295 втулка 264 с возможностью занимать различные фиксированные положения с помощью гайки 265 фиг.51 в соответствии с углом наклона обрабатываемой поверхности β2 фиг.51, причем втулка 264 имеет продольное прямоугольное отверстие, в котором может передвигаться луч 266 с возможностью занимать различные фиксированные положения относительно втулки с помощью болта 294 фиг.51 в соответствии с местонахождением противоположного конца 267 луча. По лучу может перемещаться сколзун 268, к которому шарнирно подсоединен маятник 129, с режущим инструментом, включающим один или два ножа 131, рукоятку и державку 132. Маятник имеет упорный болт 135 для настройки режущей кромки лезвия на чертежный размер и имеет болт 269 для настройки послойной обработки поверхности. К лучу неподвижно подсоединена с помощью болта скоба 270 фиг.54, ограничивающая ход сколзуна 268 в конце обрабатываемой наклонной поверхности. Для обработки конусной поверхности, вначале выполняют поверхность П верхнего основания конуса, затем обрабатывают боковую поверхность П1 конуса, при этом скобель поворачивают вокруг оси Q9 на неполный угол до тех пор, пока не обработают полный оборот 360 градусов. Для получения поверхности пирамиды, вращения вокруг оси Q9 не производят, а производят перемещение скобеля параллельно оси Х, или Y, или Z или наклонно к этим осям. Для получения вертикальных поверхностей параллелепипеда, луч 266 устанавливают параллельно оси Q9. Соскобы с помощью маятника производят описанным ранее на фиг.21 методом.
Лучевой стержневой скобель фиг.51 может быть использован также для получения внутренней поверхности цилиндра с вертикальной продольной осью цилиндра, а также для получения внутренней поверхности усеченного конуса или усеченной пирамиды или внутренней поверхности параллелепипеда. Например, для получения внутренней поверхности усеченного конуса с вертикальной продольной осью усеченного конуса, совпадающей с осью Q9 фиг.51, луч 266 поворачивают по часовой стрелке вокруг оси G фиг.51 на неполный угол, контролируя установление угла β1 по лимбу 41, имеющемуся на втулке 264, фиксируют луч с помощью гайки 265 и производят мехобработку внутренней поверхности. В этом случае получаем в результате мехобработки внутреннюю конусную поверхность с расширяющимся книзу конусом, но если переналадить конусный скобель фиг.51 соответствующим образом, то можно получить внешнюю конусную поверхность с расширяющимся кверху конусом.
На фиг.54 и 55 изображен лучевой кривошипный двухпозиционный скобель, предназначенный для получения полуцилиндрических поверхностей с горизонтальной продольной осью цилиндра, расположенной параллельно с плоской поверхностью рабочей поверхности формы, или цилиндрических поверхностей с вертикальной продольной осью цилиндра, или поверхности полуцилиндра, распложенного под острым углом к плоской поверхности рабочей поверхности формы. На фигуре 55 изображен разрез Е-Е фигуры 54, где скобель цилиндра неподвижно подсоединен своим штырем 73 к стыковочной втулке 10 поворотника, а к противоположному концу штыря неподвижно подсоединена втулка 273 фиг.54 с горизонтальной осью, совпадающей с продольной осью O12 фиг.54 обрабатываемого цилиндра, и во втулке 273 свободно помещена ось 274 с возможностью занимать относительно втулки различные фиксированные по углу поворота положения, причем ось имеет кривошип 275 фиг.54, длину которого можно изменять в соответствии с радиусом обрабатываемой поверхности с помощью разъемного соединения с болтом 276. К кривошипу шарнирно подсоединена втулка 264, имеющая прямоугольное сквозное отверстие, с возможностью занимать относительно кривошипа различные фиксированные положения, а во втулке может перемещаться луч 266, имеющий прямоугольное поперечное сечение и который может занимать относительно втулки 264 различные фиксированные положения, а вдоль луча может перемещаться (от руки) сколзун 268, ход которого ограничен скобой 270, а к сколзуну 268 шарнирно подсоединен маятник 129, на который оператор воздействует рукой при выполнении соскобов, причем маятник имеет упорный болт 135, послойный болт 269 (на фиг.54 не показан) и лапку 131, к которой неподвижно подсоединен один нож, имеющий левую и правую режущие кромки (на фиг. не показан) или два ножа 277 и 278, как изображено на фиг.55. На фиг.55 левый нож 277 в левом положении III кривошипа фиг.55 формирует ребро, где пересекаются горизонтальная плоская поверхность формы с полуцилиндрической поверхностью формы, поэтому применяют в этом случае дополнительно габаритный нож (на фиг.54, 55 не показан) или угловой нож 277, а второй нож 278 формирует такое же ребро при правом положении II водила, и применяют правый угловой нож с изгибом лезвия вокруг оси O13 фиг.55. Для того чтобы поместить конец кривошипа с втулкой 273 в теле формовочной смеси, делают временное углубление 279 фиг.54, которое после мехобработки полуцилиндрической поверхности восстанавливают до чертежного размера.
На фиг.54 показано, что при начале мехобработки, из положения (а) маятника, заканчивают соскобы на некотором расстоянии от края, а для обработки этого края, нож переустанавливают под соответствующим углом резания и делают соскобы в противоположном направлении из положения (б) маятника.
Используя лучевой кривошипный двухпозиционный скобель фиг.54, 55, для получения вертикальной поверхности цилиндра, ось O12 втулки и луч 266 устанавливают и фиксируют вертикально и производят соскобы.
Для получения полуцилиндрической поверхности, имеющей продольную ось полуцилиндра, расположенную под острым углом α2 фиг.59 к плоской поверхности, при использовании лучевого кривошипного двухпозиционного скобеля фиг.54, 55, ось O12 втулки 273 устанавливают и фиксируют под этим углом к пересекаемой плоскости, а луч устанавливают и фиксируют параллельно оси втулки 273, причем соскобы производят только до точки пересечения Т фиг.59 образующей цилиндра с пересекаемой плоской поверхностью (на фиг.59 показана только одна такая точка T).
С помощью лучевого кривошипного скобеля фиг.54, 55, получают также поверхности прямого или наклонного параллелепипеда, прямой или наклонной пирамиды, устанавливая при этом луч в соответствующее положение и перемещая лучевой скобель по осям X, Y, Z.
На фиг.56 изображен плоский лучевой скобель, предназначенный для получения длинных плоских поверхностей, расположенных под прямым или острым углом к осям X, Y, Z, где штанга 11 установлена и зафиксирована с помощью поворотника под некоторым углом к оси Y, а к ней с помощью стыковочной втулки 10 неподвижно подсоединена линейка 75, к ползуну 77 которой неподвижно подсоединен своим водилом 275, имеющим собственный штырь 73, лучевой скобель, имеющий луч 266 и маятник 129, к которому подсоединен нож 133. В этом случае, после обработки рабочей поверхности формы на одном участке поверхности П5, перемещают лучевой скобель с помощью вращения ходового винта 79 фиг.56 на соседний участок обрабатываемой поверхности и продолжают мехобработку.
На фиг.57, 58 изображен лучевой кривошипный двухпозиционный скобель, где фиг.58 есть разрез Ж-Ж фигуры 57, а получают мехобработкой конусную наружную поверхность П4 фиг.57 с продольной осью конуса О14 фиг.57 с помощью ножа 133 фиг.57. При обработке конусной поверхности, скобель неподвижно подсоединен своим штырем 73 к стыковочной втулке 10 поворотника, а к противоположному концу 283 штыря неподвижно подсоединена втулка 273 с горизонтальной осью, совпадающей с продольной осью обрабатываемого конуса, и во втулке 273 свободно помещена ось 274 фиг.54 с возможностью занимать относительно втулки различные фиксированные по углу поворота положения, причем ось 274 имеет кривошип 275 фиг.57, 58, к которому шарнирно подсоединено водило 280 фиг.57 с продольным пазом 281 фиг.57, с помощью которого можно изменять в соответствии с радиусом обрабатываемой поверхности положение пластины 282 фиг.57. Водило подсоединено к кривошипу 275 с возможностью занимать два различных фиксированных положения 1 и 3 (фиг.58), симметричных относительно поперечной оси O15 фиг.58 конуса, для чего ко втулке 273 неподвижно прикреплены два упора 284 фиг.57, а к водилу 280 неподвижно подсоединены два ограничителя 276. После установки кривошипа 275 в одно из двух положений, водило 280 фиксируют к кривошипу с помощью гайки 286 фиг.57. К пластине 282 шарнирно подсоединена направляющая втулка 264 с возможностью занимать на пластине различные фиксированные положения в соответствии с углом наклона образующей конуса, причем направляющая втулка 264 имеет сквозное прямоугольное отверстие, в котором свободно может перемещаться луч 266 с возможностью занимать относительно втулки различные фиксированные положения с помощью стопорного болта 285 фиг.57. По лучу может свободно передвигаться сколзун 268, к которому шарнирно подсоединен маятник 129 с лапкой 131, к которой неподвижно подсоединен нож 133 с возможностью занимать различные фиксированные положения в соответствии с устанавливаемым углом резания.
При использовании двухпозиционного скобеля фиг.57, 58, совмещают ось направляющей втулки 264 с продольной осью О14 конуса, для чего, возможно, делают временную полость 279 фиг.58 в формовочной смеси, устанавливают и фиксируют луч 266 под необходимым углом конуса, устанавливают и фиксируют нож 133 под необходимым углом резания, устанавливают и фиксируют пластину 282 на такой высоте, когда режущая кромка верхнего ножа 287 фиг.58 соответствует максимальному радиусу R9 фиг.58 основания конуса. Это положение соответствует положению 1 скобеля на фиг.58. При этом край верхнего ножа 287 должен занимать такое положение, при котором этот край при положении 2 фиг.58 скобеля совпадает с плоской поверхностью П5 фиг.58 рабочей поверхности формы. После мехобработки верхней половины конуса верхним ножом от положения 1 до положения 2, переналаживают скобель в положение 3 фиг.58, обозначенное пунктирными линиями на фиг.58, так, чтобы кривошип 275 занял второе (верхнее положение на фиг.58), а нижний нож 288 занял положение, при котором его режущая кромка (нижнего ножа) обеспечивала бы получение максимального радиуса окружности усеченного конуса, а боковая поверхность нижнего углового ножа 288 или габаритного ножа 226 совпадала бы с плоской поверхностью П5 рабочей поверхности формы фиг.58 в положении 4 скобеля. Затем обрабатывают нижнюю половину конусной поверхности.
Используя двухпозиционный скобель фиг.57, 58, можно получить наружную поверхность конуса или цилиндра, продольная ось которого располагается под острым углом α2 фиг.59 к поверхности П5 фиг.58, а не параллельна плоскости П5, как изображено на фиг.57, 58. В этом случае ось втулки 273 располагают под упомянутым острым углом, а соскобы производят ножом только до точки встречи Т боковой стороны ножа с плоской поверхностью рабочей поверхности формы.
На фиг.59 изображен двухпозиционный скобель при использовании его для получения наружной поверхности П6 фиг.59 цилиндра, продольная ось О17 фиг.59 которого наклонена на угол α2 фиг.59 к плоской поверхности рабочей поверхности формы. Вначале получают плоскую поверхность рабочей поверхности формы, с помощью плоского скобеля фиг.25, 26, или с помощью барабанного скобеля фиг.39, 40, или с помощью перового скобеля фиг.53, или с помощью барового скобеля фиг.29, затем обрабатывают цилиндрическую поверхность П6 фиг.59. В этом случае имеется возможность визуально наблюдать местоположение точек пересечения образующих цилиндра и плоской поверхности. Из положения I маятника 129 начинают мехобработку поверхности П6 фиг.59 по верхней образующей цилиндра, производя рабочее движение слева направо, из положения II маятника обрабатывают поверхность П6 в противоположном направлении, чтобы предотвратить откол края цилиндра. Из положения III маятника (выполненного пунктирными линиями на фиг.59) производят мехобработку боковых образующих цилиндра, причем скобель налаживают так, чтобы боковая поверхность лезвия нижнего ножа 228 совпадала с осью O17, а движение лезвия ножа производят только до точки T фиг.59 пересечения оси O17 с плоской поверхностью. При обработке других, промежуточных образующих цилиндра, если образующая цилиндра имеет точку пересечения с плоской поверхностью, то движение лезвия ножа также производят только до точки пересечения. Возможные при этом небольшие повреждения плоской поверхности исправляют вручную с помощью гладилки. Таким же образом двухпозиционный скобель может быть применен для получения наружной поверхности конуса, имеющего продольную ось, расположенную под острым углом к плоской поверхности рабочей поверхности формы (на фигурах не показано).
На фиг.62 изображена мехобработка с помощью механизированной головки с рабочим органом в виде пильной цепи 289, с электроприводом 290, который с помощью ломающегося переходника 291 фиг.62 шарнирно подсоединен к ползуну 77 фиг.38, 62 с возможностью занимать различные фиксированные положения за счет затяжки гайки 243 фиг.52, 62. Линейка 75 фиг.36, 62 своим штырем 73 фиг.62 подсоединена к второму ломающемуся переходнику 291, который подсоединен к стыковочной втулке 10 штанги 11 фиг.62. Движение подачи при мехобработке, как и холостые движения, осуществляют с помощью вращения рукоятки 80 фиг.62, или с помощью вращения рукоятки 65 фиг.3, или с помощью вращения рукоятки 71 фиг.1, или с помощью вращения рукоятки 68 фиг.1, а если движения по осям X, Y, Z снабжены электроприводами или электроприводами с ЧПУ, то движение подачи и холостые движения осуществляют с их помощью.
Универсальный скребок фиг.20 имеет верхнюю ножку 205 фиг.19, 20, нижнюю ножку 206, шарнирно соединенные между собой с помощью гайки-барашка 207, а к концам ножек шарнирно подсоединены площадки 208 фиг.19 с возможностью занимать относительно ножек различные фиксированные положения, причем к площадкам неподвижно подсоединено лезвие 209 фиг.20 в виде тонкой пластины, с памятью формы, способной принимать вогнутую или выпуклую форму с различным радиусом изгиба.
После мехобработки всех поверхностей рабочей поверхности формы или обработки их вибротрамбовкой, плоские поверхности, обработанные с помощью механизированных головок, с целью улучшения шероховатости рабочей поверхности формы, заглаживают гладилкой или деревянной увлажненной или сухой теркой и покрывают слоем краски, причем после подсушки полуформы, может быть нанесен второй слой краски.
Применяя предлагаемый способ и оснастку, есть возможность применить для получения элементов формы некоторые специальные виды формовки: 1. Формовку по шаблону вращения, описанную, например, в [1], стр.117. В этом случае ось шпинделя совмещают с осью элемента рабочей поверхности формы и закрепляют неподвижно шпиндель в этом месте с помощью станка и, если нужно, с помощью ломающегося переходника, а шаблон, установленный на шпинделе с возможностью поворота вокруг шпинделя, вращают и срезают слой за слоем до чертежного размера (на фиг. не показано). 2. Формовку по протяжным шаблонам [1], стр.118. В этом случае рамку, относительно которой протягивают шаблон, неподвижно закрепляют в нужном месте на поверхности рабочей поверхности формы с помощью станка, а протяжной шаблон вручную протягивают по остаточному слою до тех пор, когда шаблон касается рамки на всем пути протяжки (на фиг. не показано). 3. Формовку по скелетной модели, описанной, например, в [1], стр.121. В этом случае два элемента скелетной модели, расположенные параллельно друг другу, устанавливают в нужном месте согласно чертежу отливки и фиксируют их с помощью станка, а скребками, имеющими преимущественно прямоугольную форму, выгребают формовочную смесь между двумя элементами скелетной модели или выгребают ложный болван (на фиг. не показано). Возможно применение и некоторых других методов ручной формовки.
После получения всех поверхностей рабочей поверхности формы, на этапе 3 производят снятие полуформы со станка, отделку полуформы и сборку ее в форме.
Для снятия полуформы со станка, отвинчивают задний нажимной винт 17 фиг.2, при этом ослабляется натяжение цепи 16, и конец последней отсоединяют от крючков 15, затем отводят в сторону балку 30 фиг.35 с корзиной 28 фиг.2 на 90 градусов, стропуют полуформу съемным грузозахватным приспособлением и укладывают полуформу плоскостью разъема вверх или вертикально для отделки полуформы.
Отделку полуформы производят традиционными приемами, после чего полуформу собирают со стержнями и другой полуформой, и получают литейную форму.
Источники информации
1. В.А. Рыбкин. Ручное изготовление литейных форм. Издание второе, Москва, «Высшая школа», 1981.
2. И.И. Артоболевский. Теория механизмов. Издание второе, исправленное. Издательство «Наука». Главная редакция физико-математической литературы. Москва. 1967.
3. A.M. Липницкий, И.В. Морозов. «Справочник рабочего-литейщика». Ленинград, «Машиностроение», Ленинградское отделение. 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СНАРЯЖЕНИЕ ДЛЯ ОБРУБКИ ОТЛИВОК И КЛЁПКИ | 2014 |
|
RU2581935C1 |
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| СТАБИЛИЗАТОР ПЕНИСА | 2009 |
|
RU2417062C1 |
| СТАБИЛИЗАТОР ПЕНИСА | 2008 |
|
RU2383314C2 |
| СТАБИЛИЗАТОР ПЕНИСА (ВАРИАНТЫ) | 2007 |
|
RU2337649C1 |
| СТАБИЛИЗАТОР ПЕНИСА | 2012 |
|
RU2481808C1 |
| Швейная машина | 1989 |
|
SU1668505A1 |
| Швейный полуавтомат для выполнения коротких строчек | 1976 |
|
SU616351A1 |
| Бытовая краеобметочная швейная машина | 1991 |
|
SU1818385A1 |

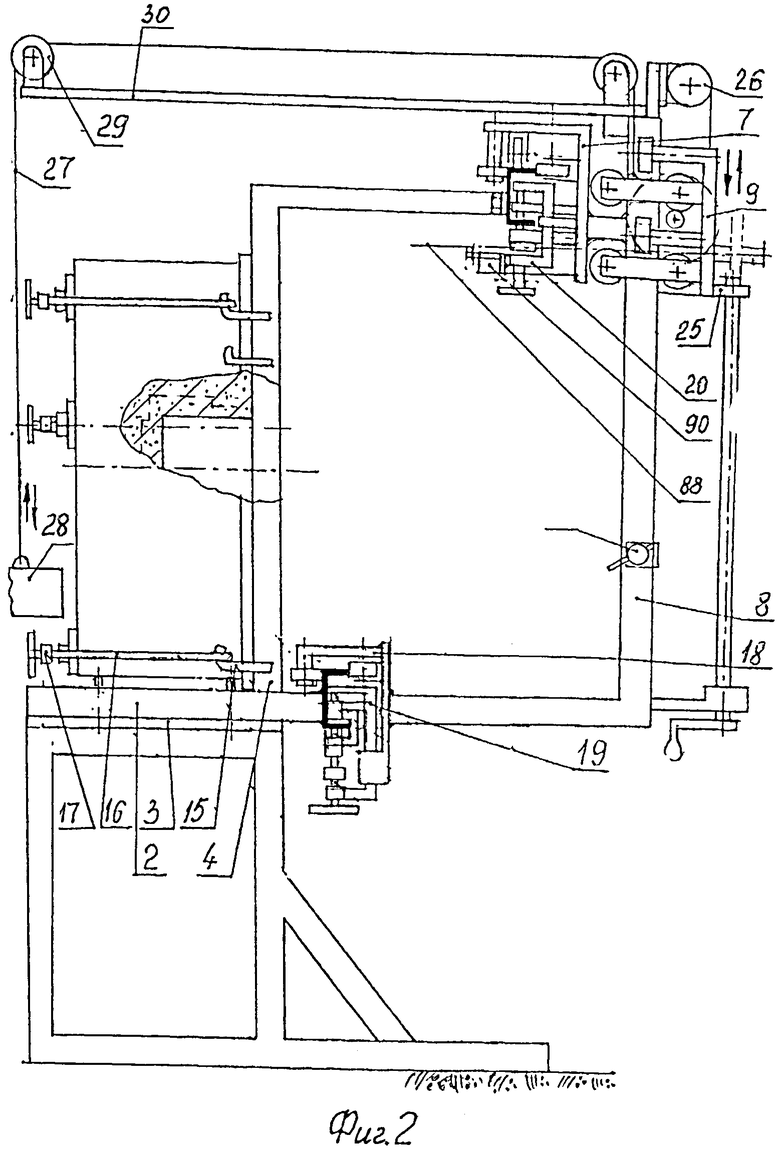
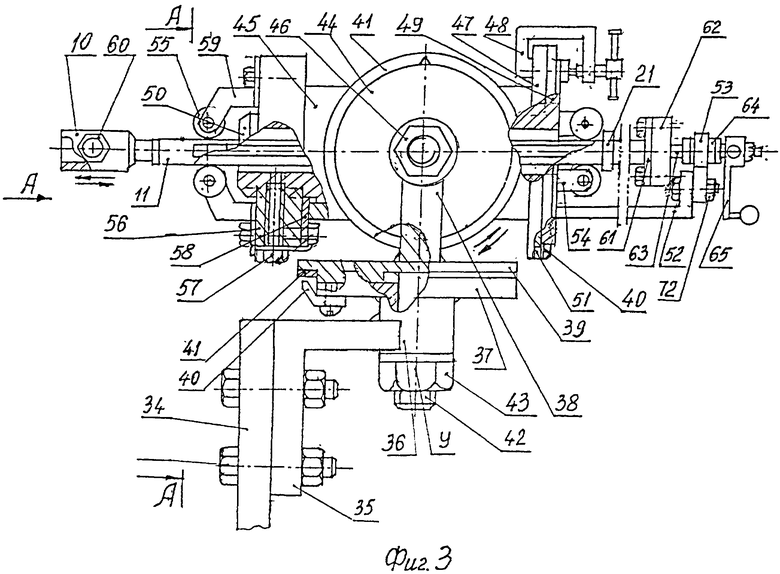
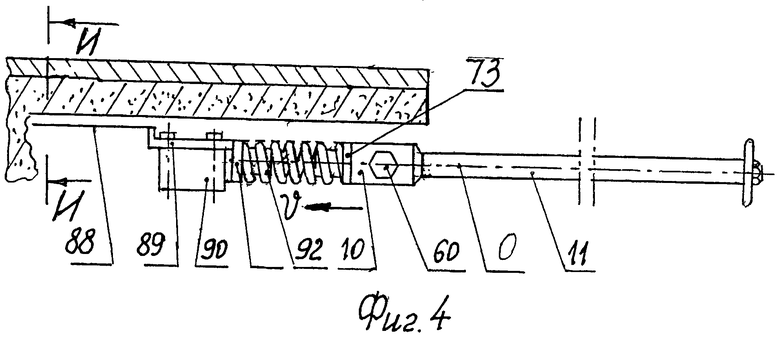
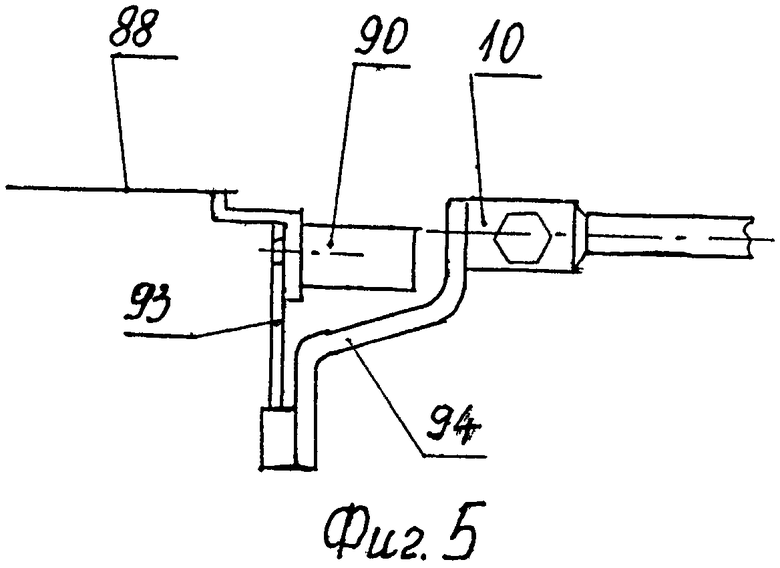
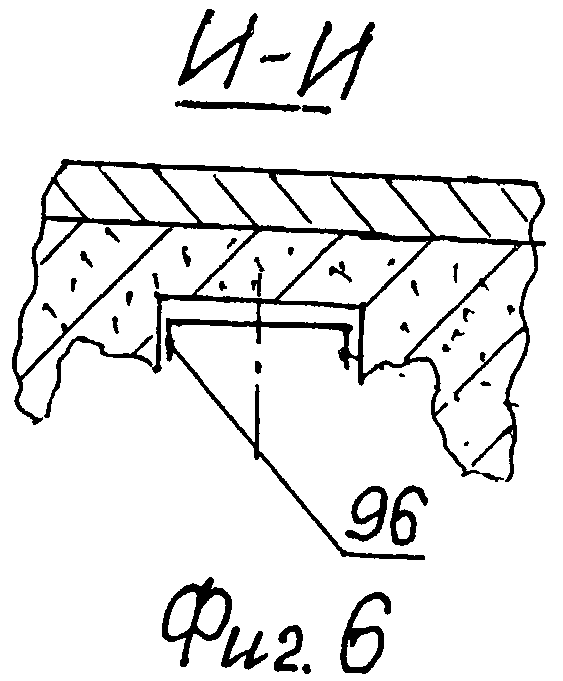
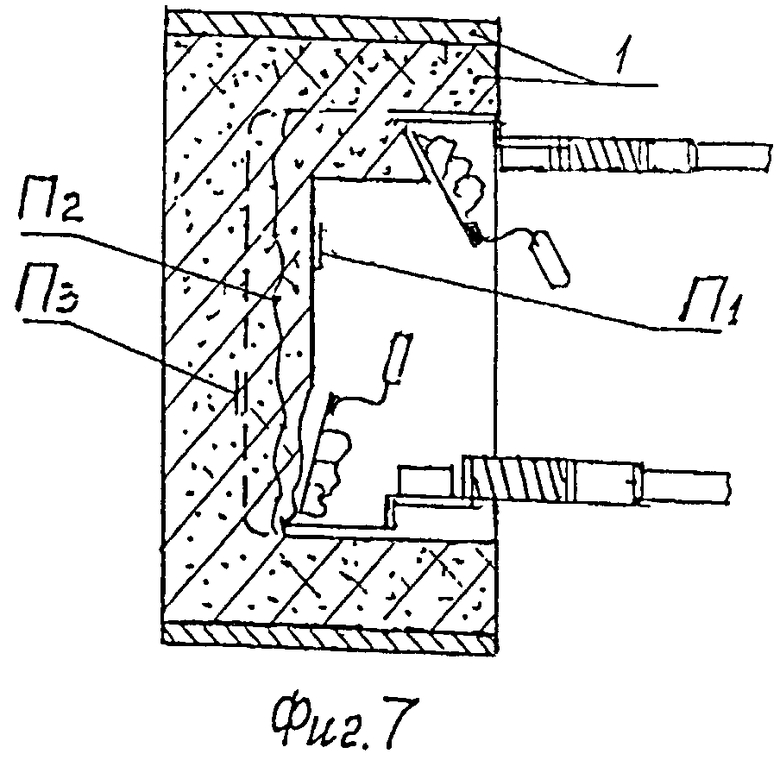
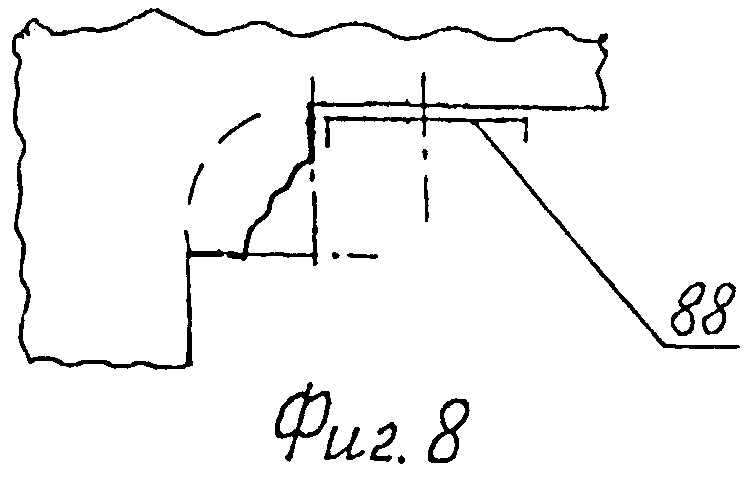
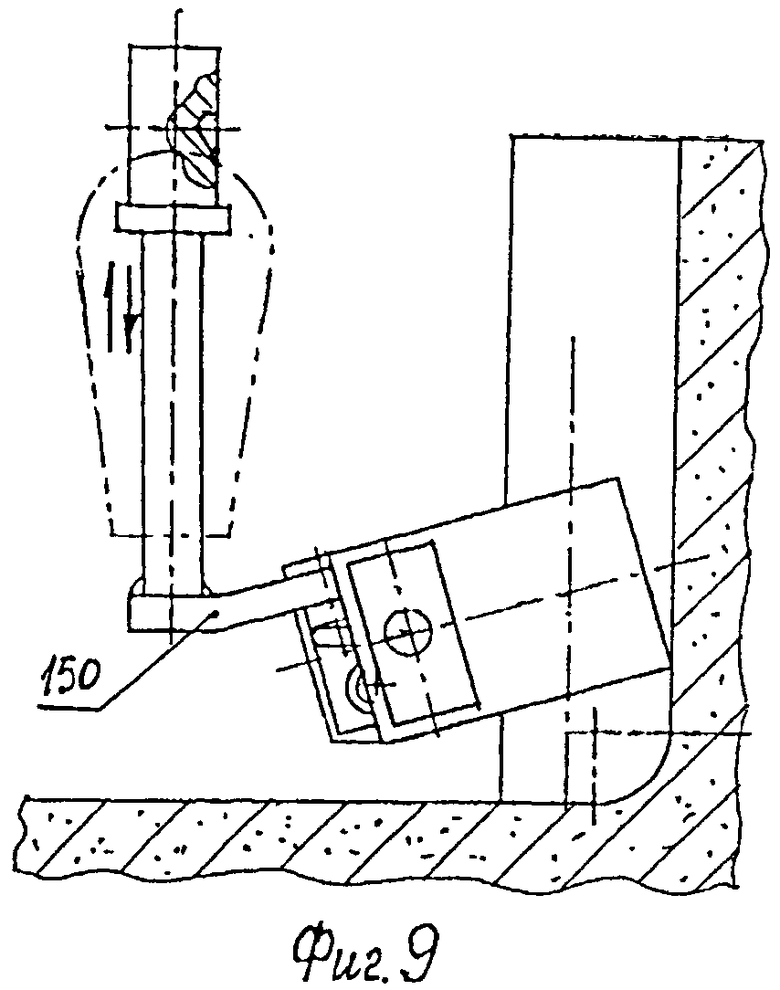
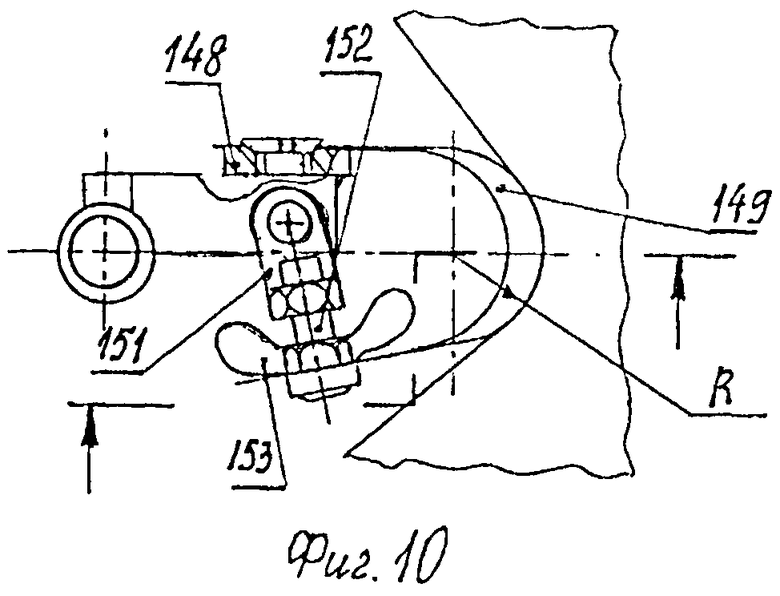
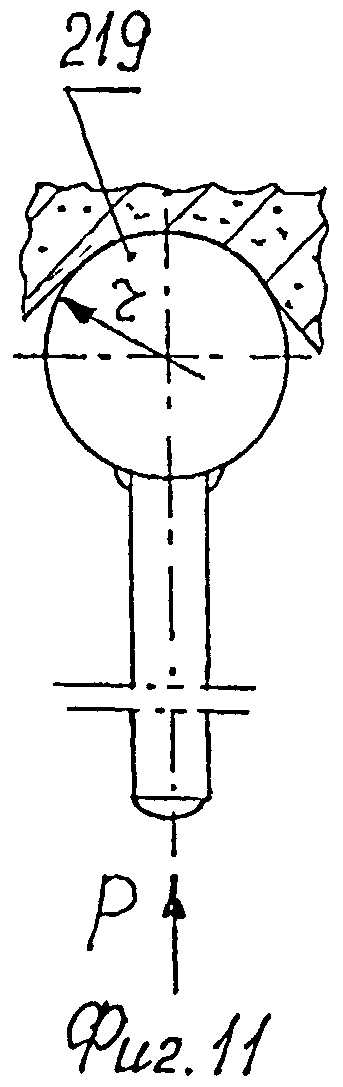
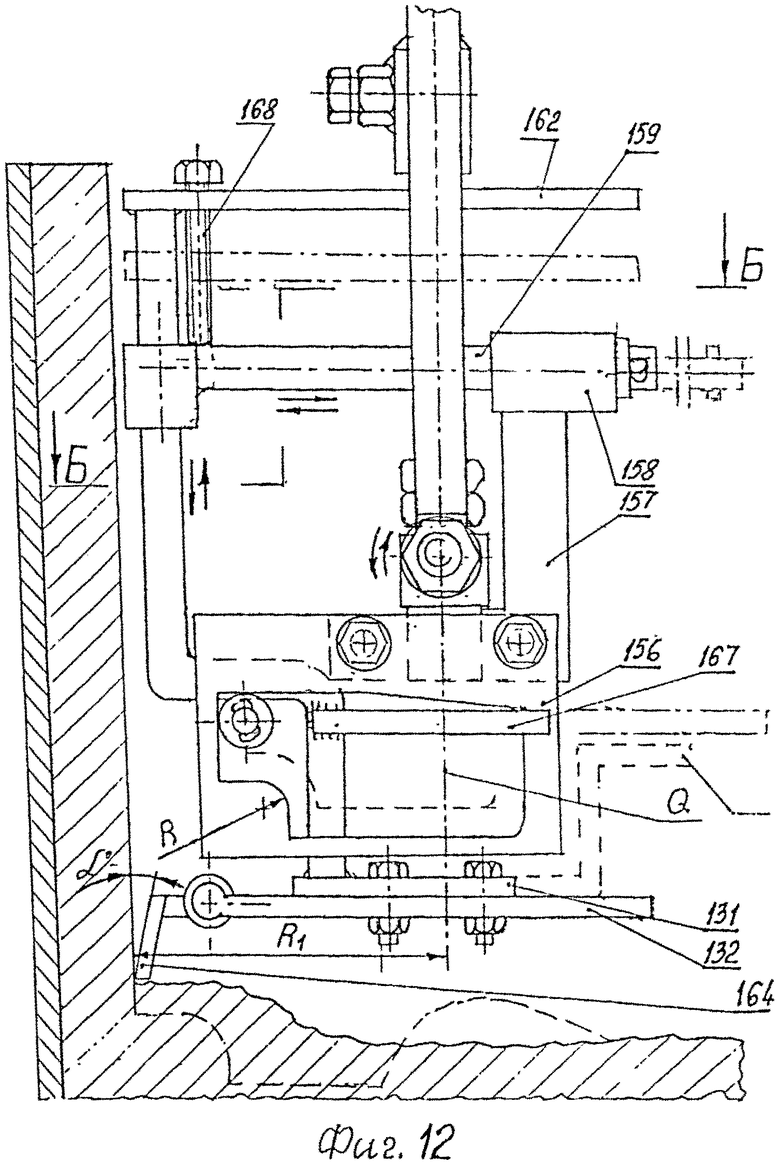
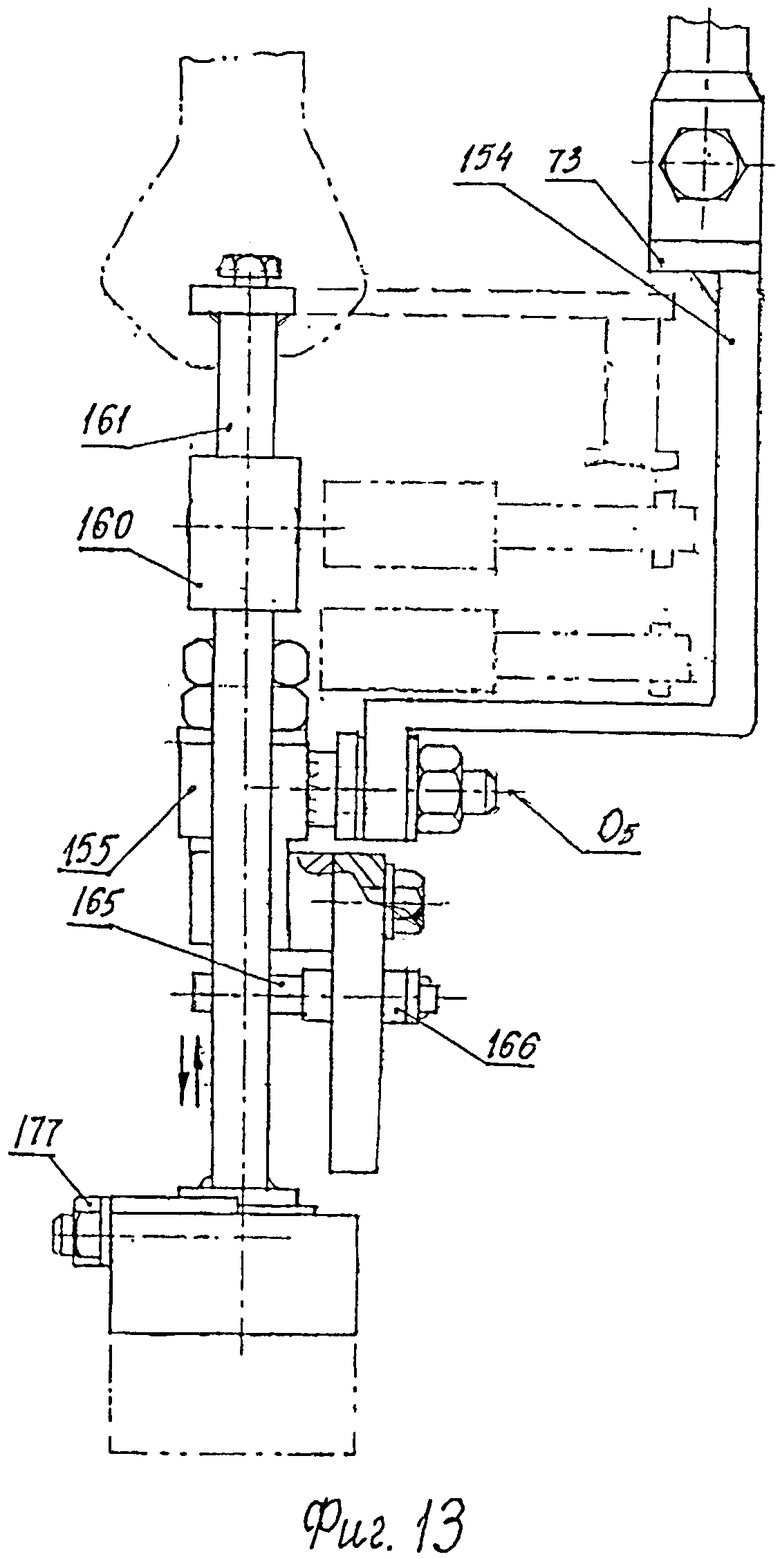
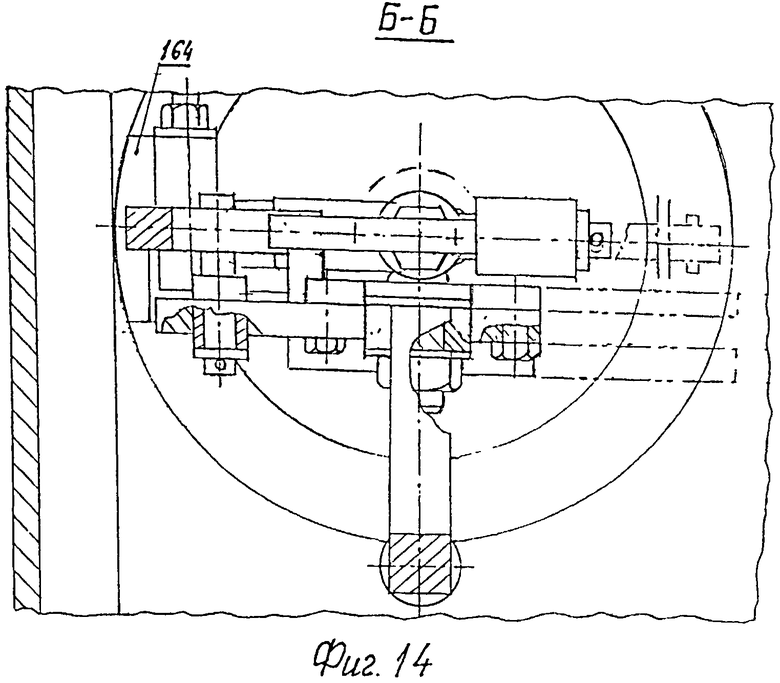
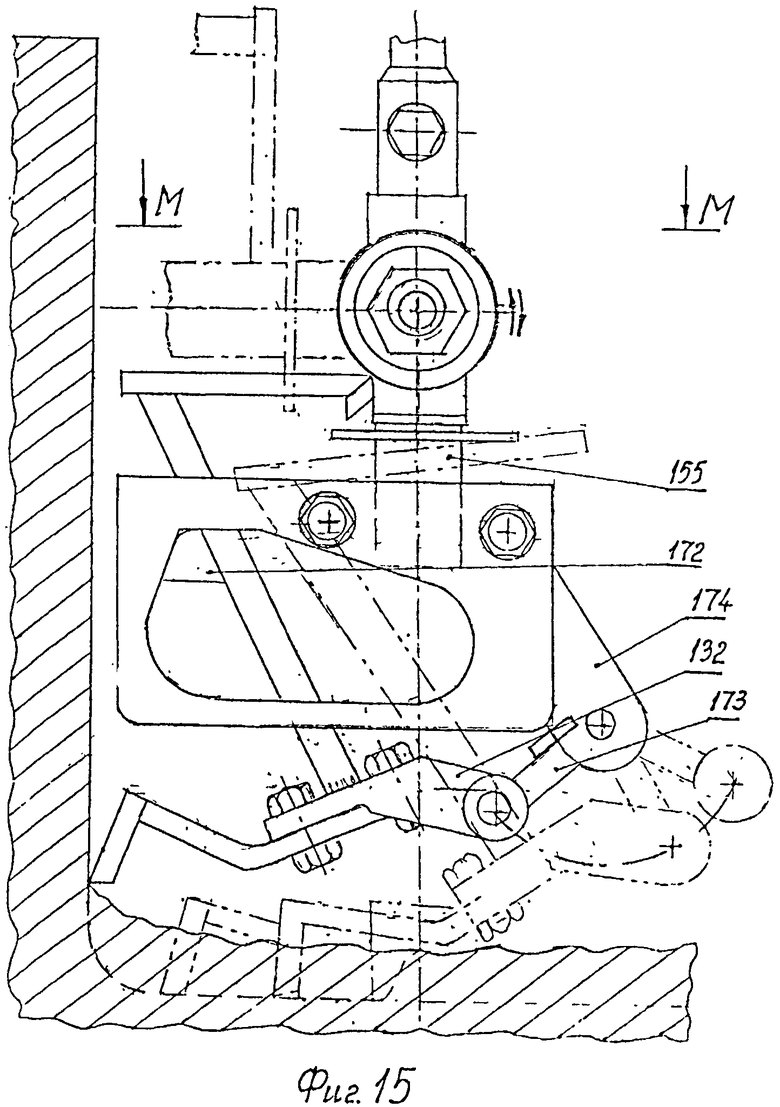
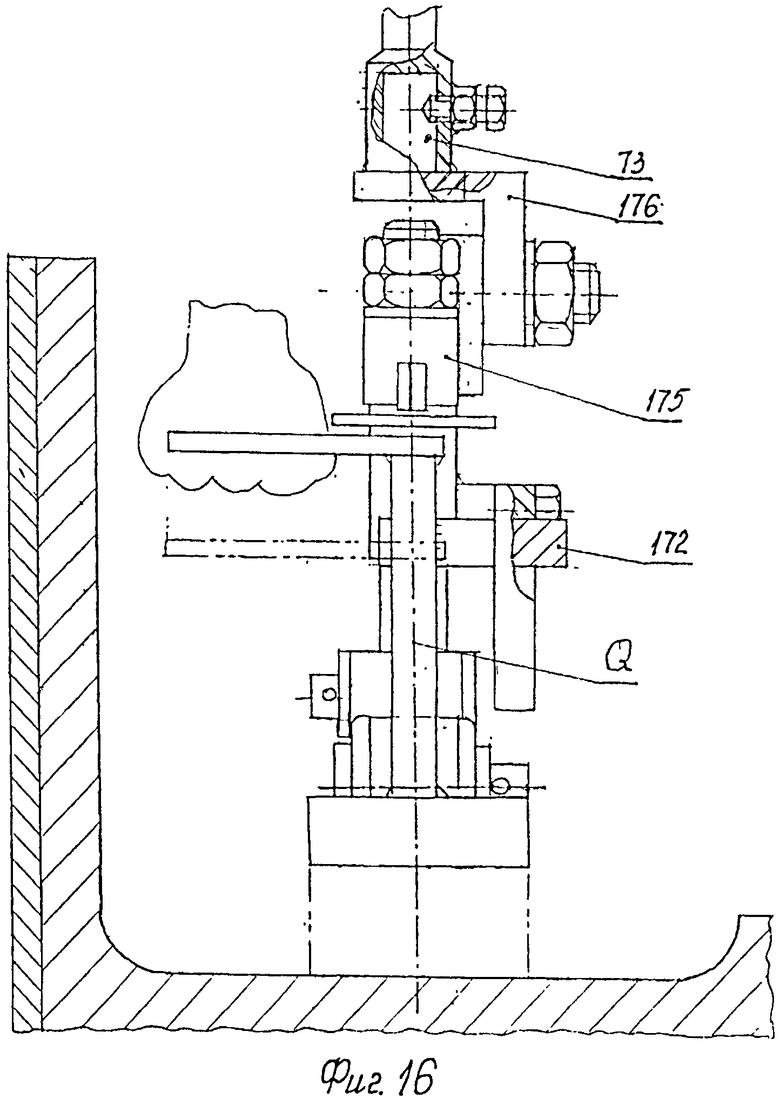
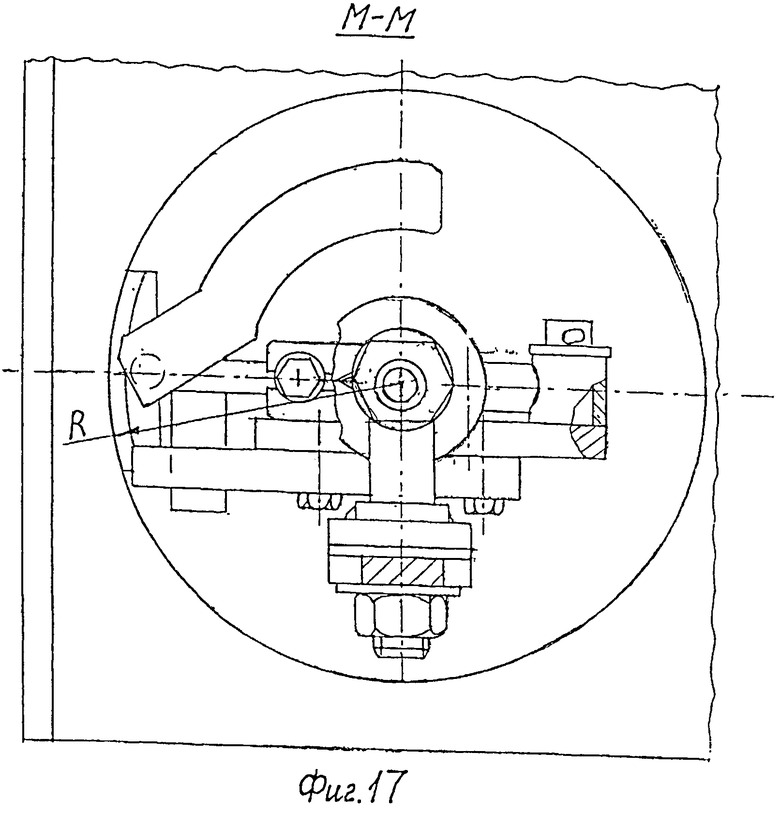

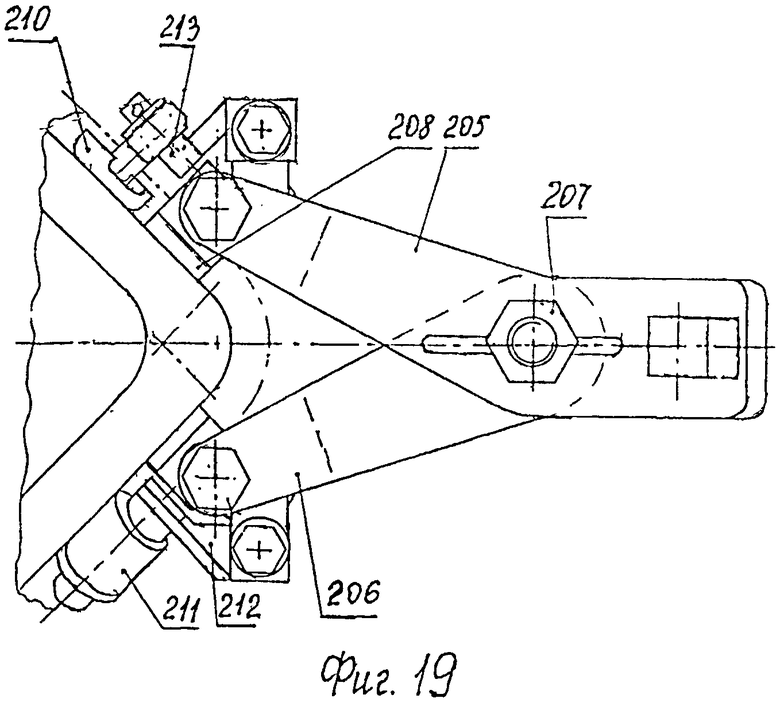
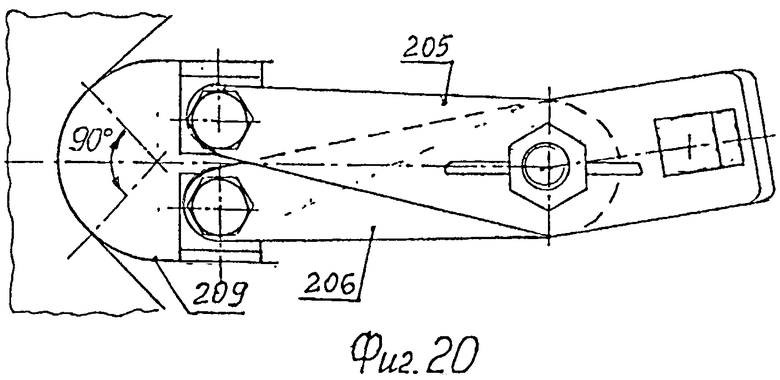
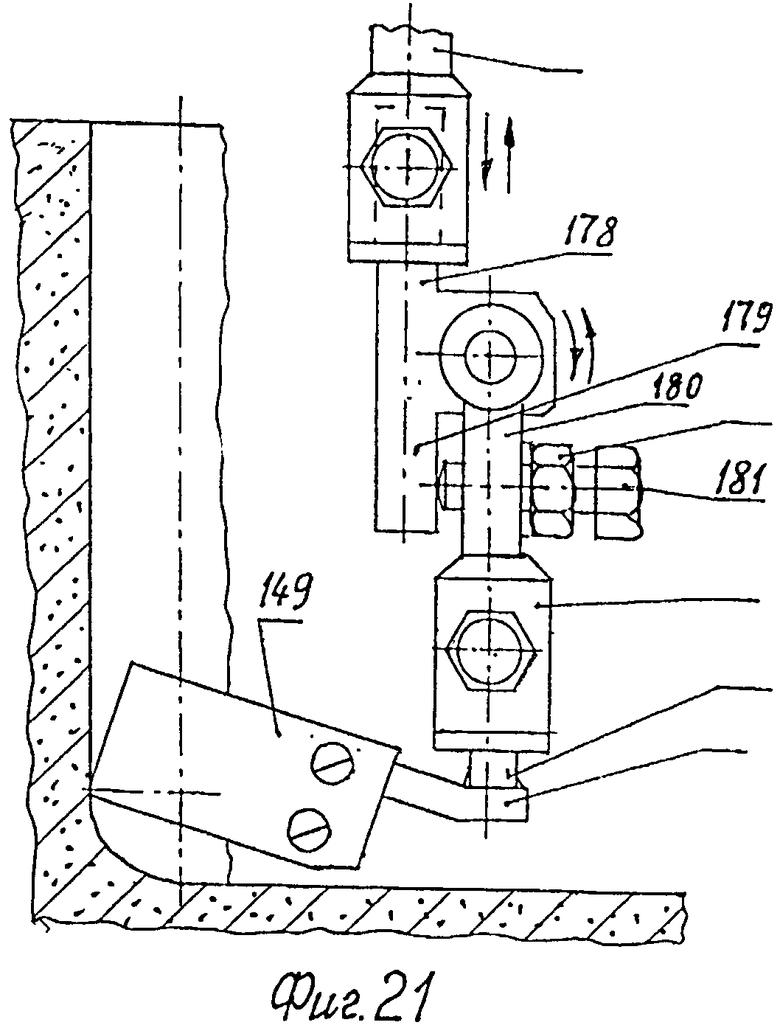
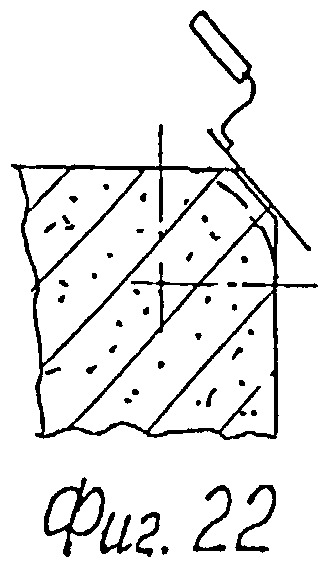
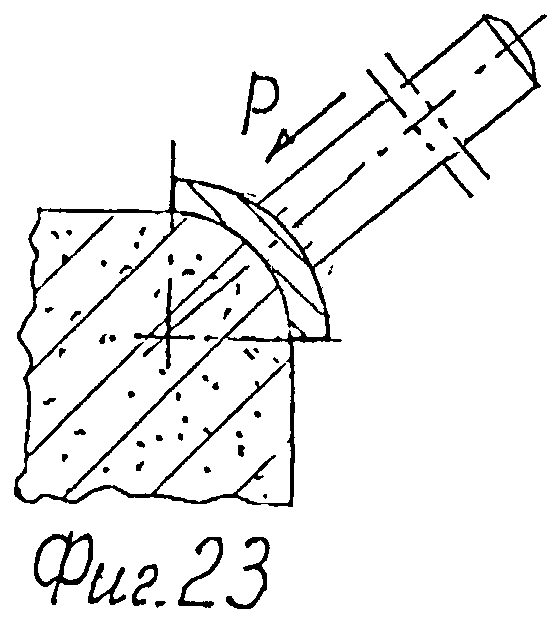
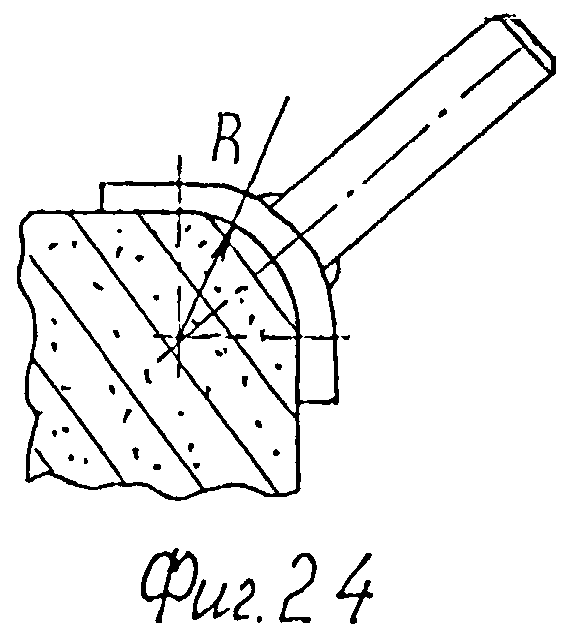
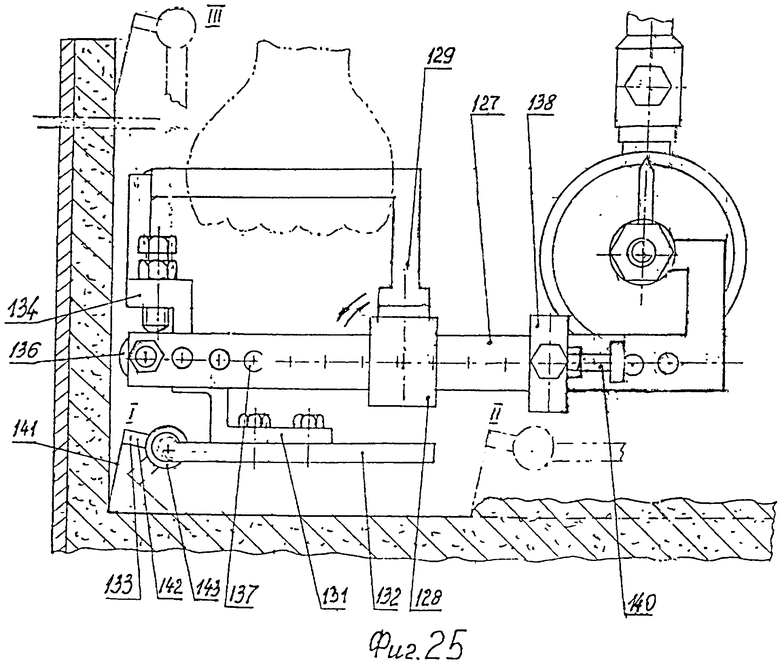
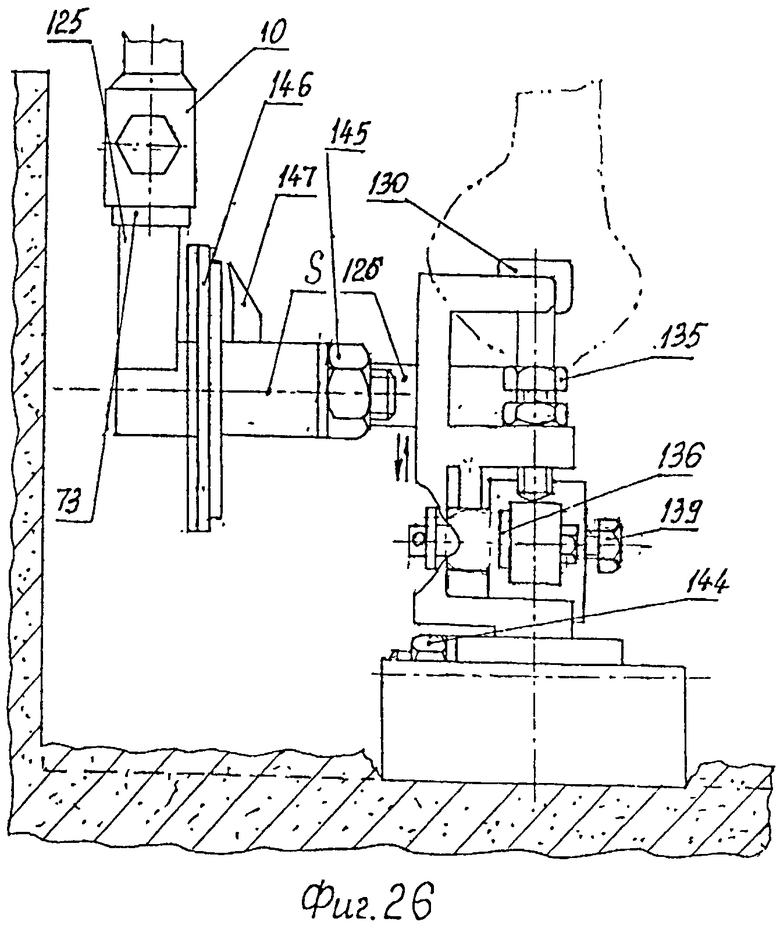
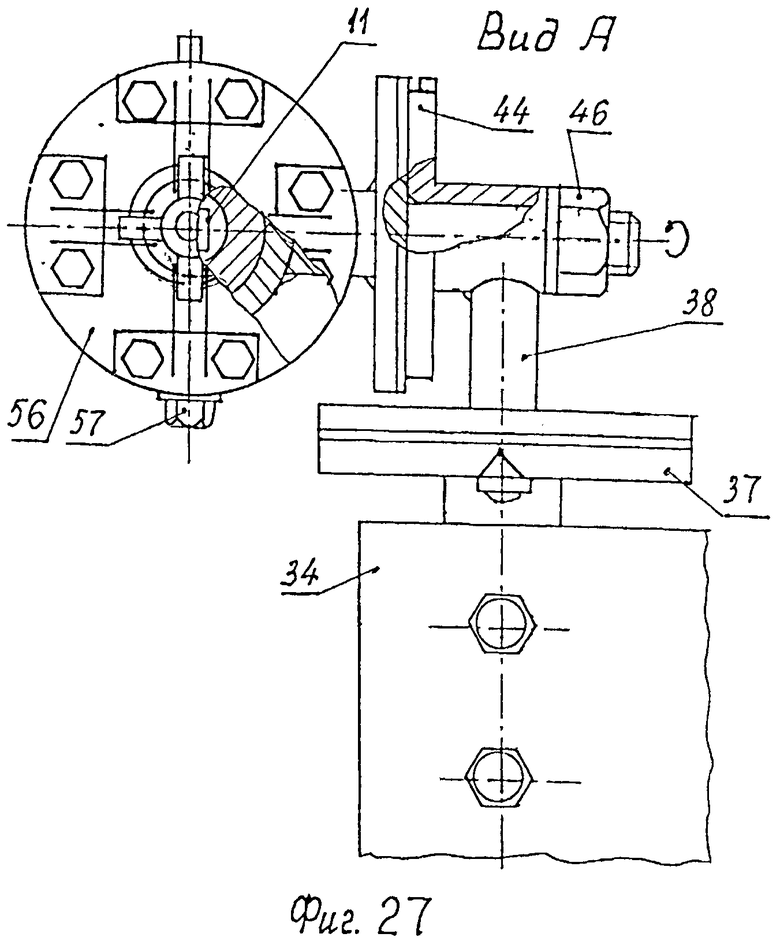
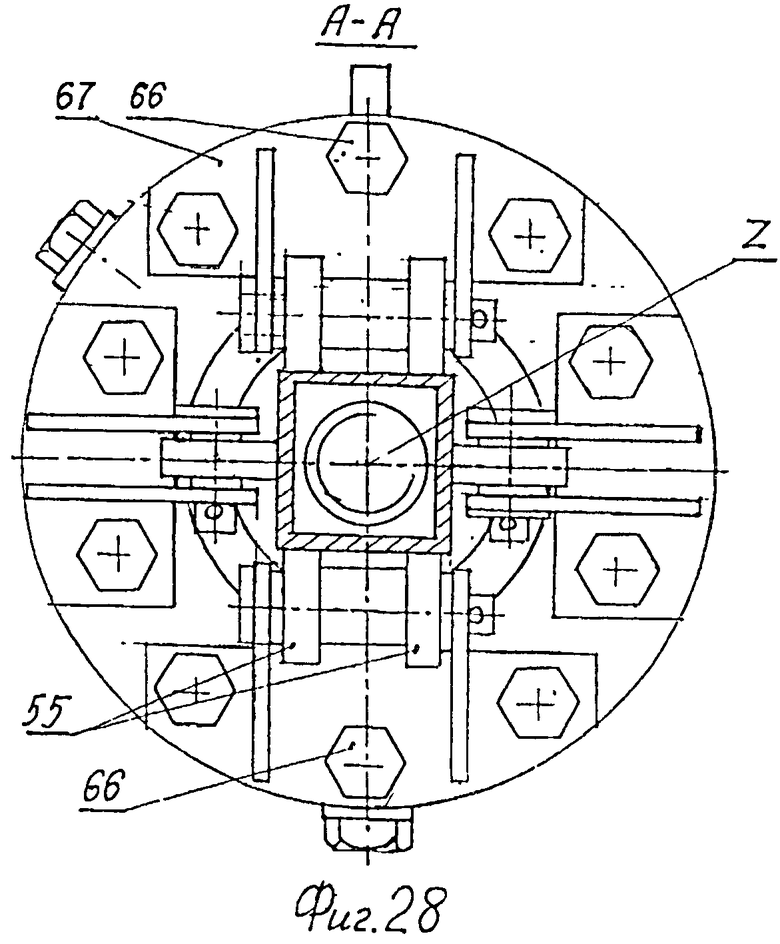
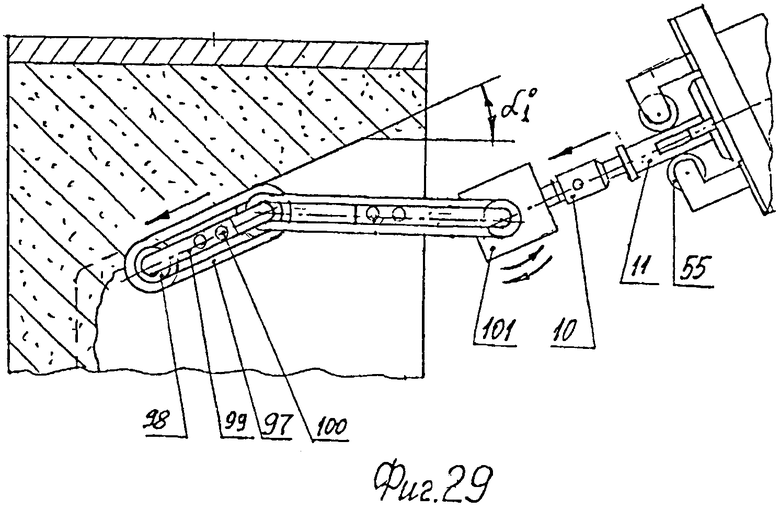
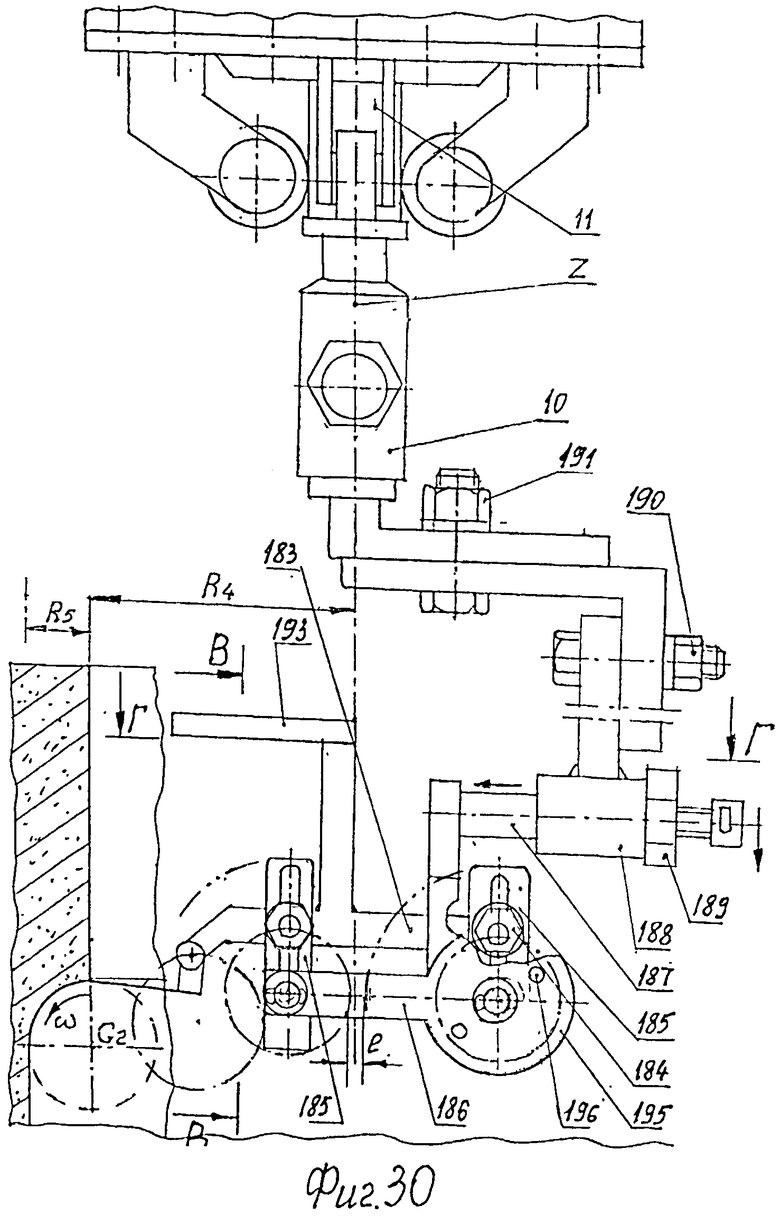
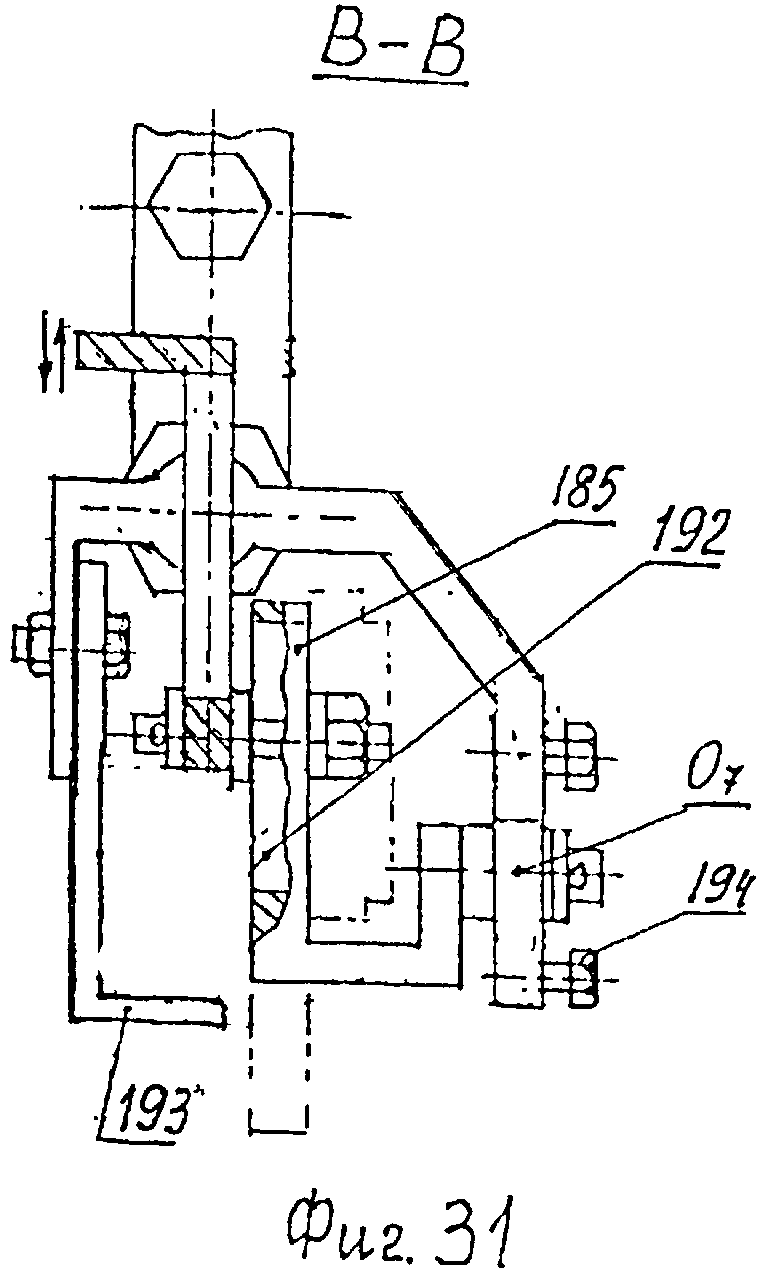
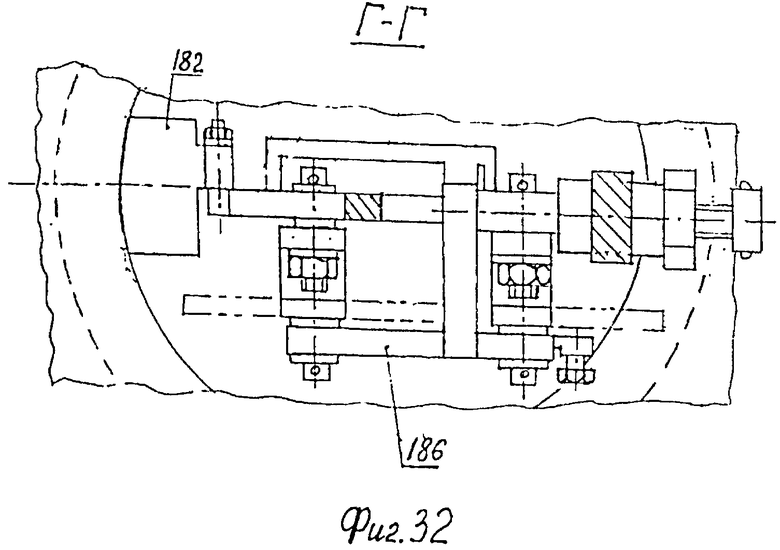
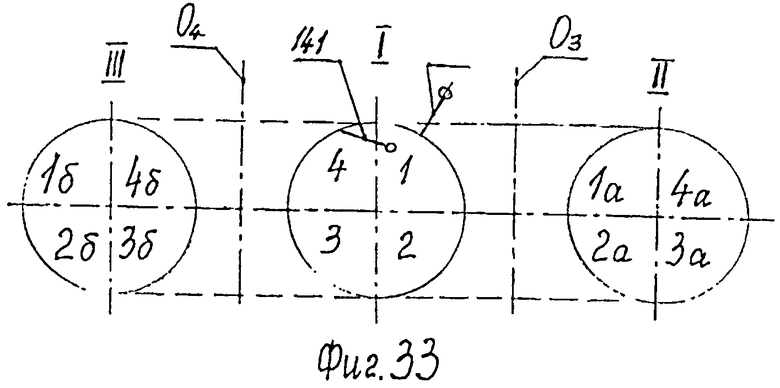
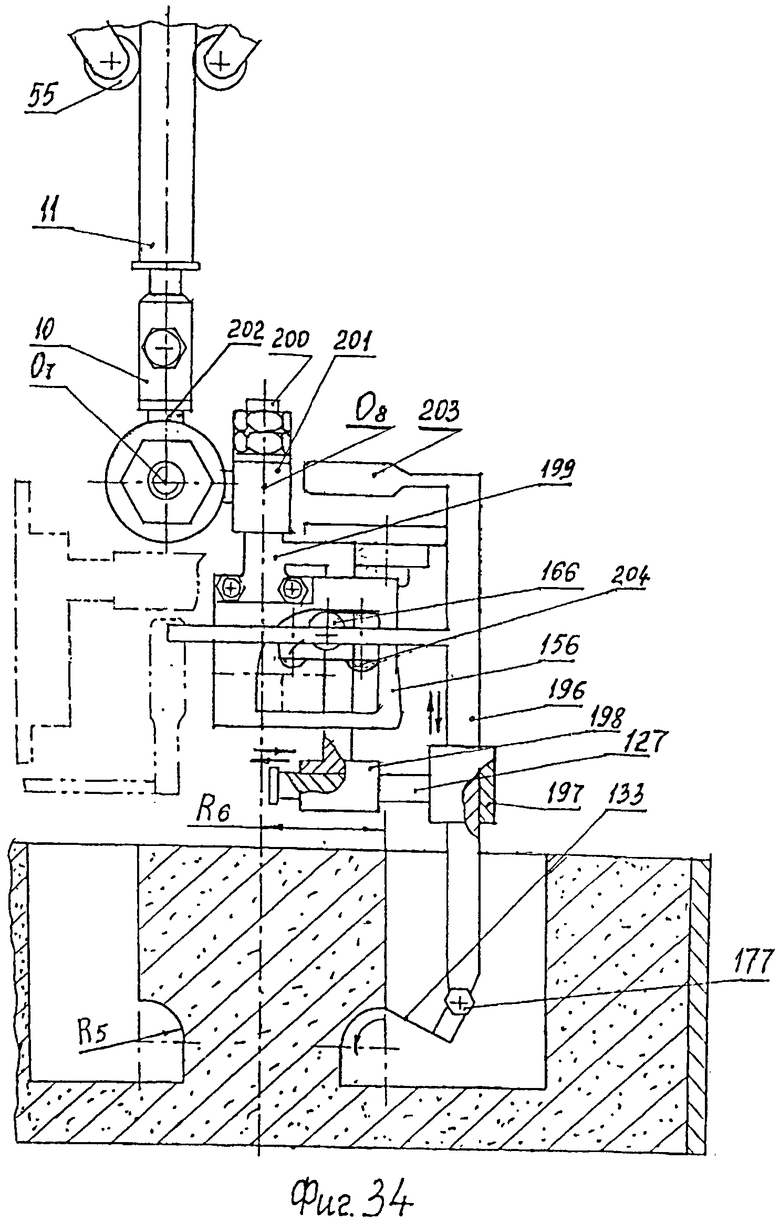
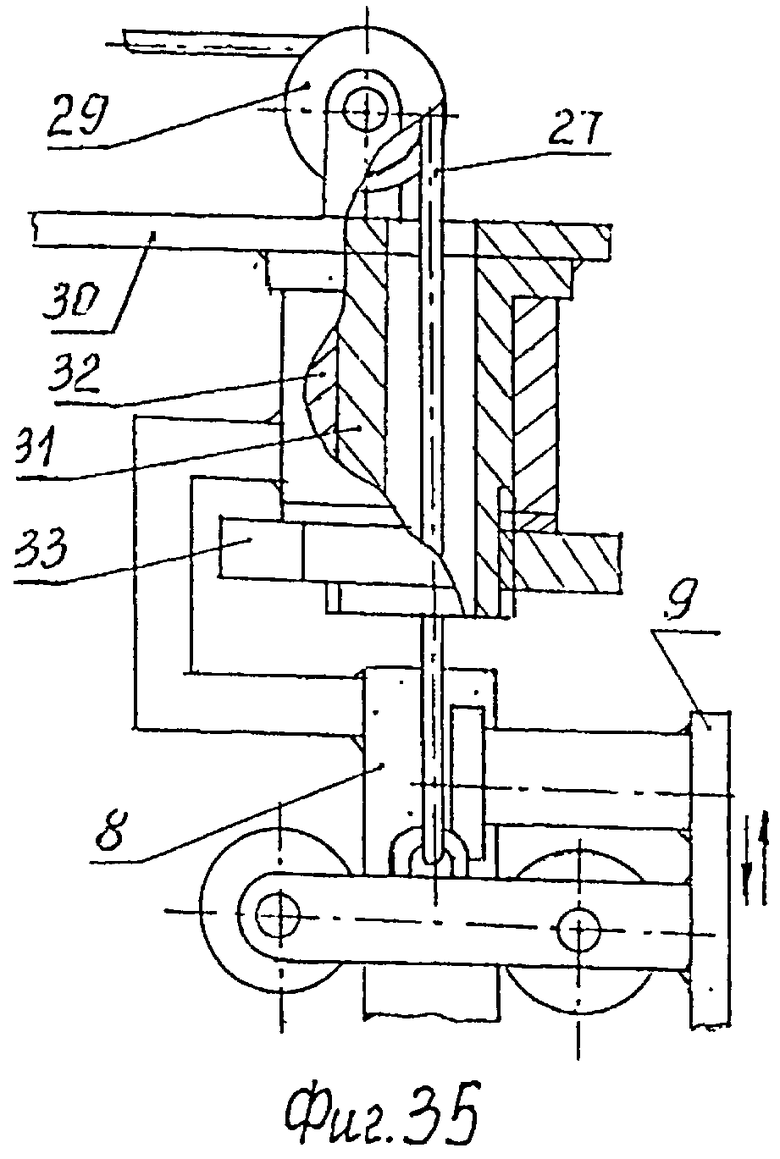
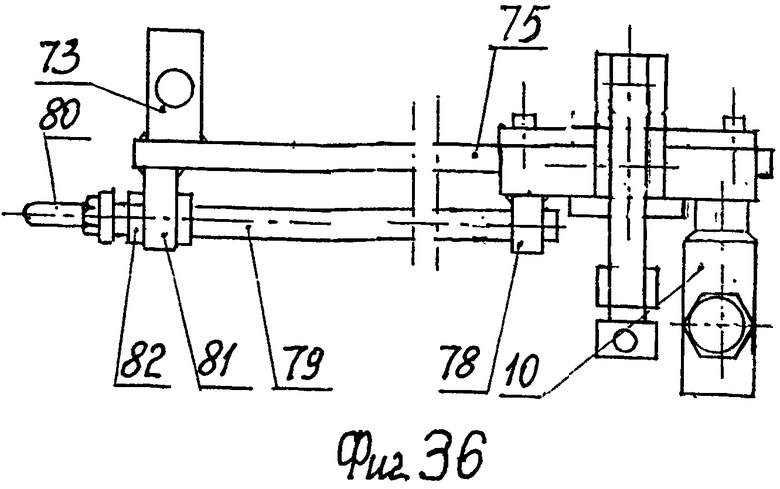
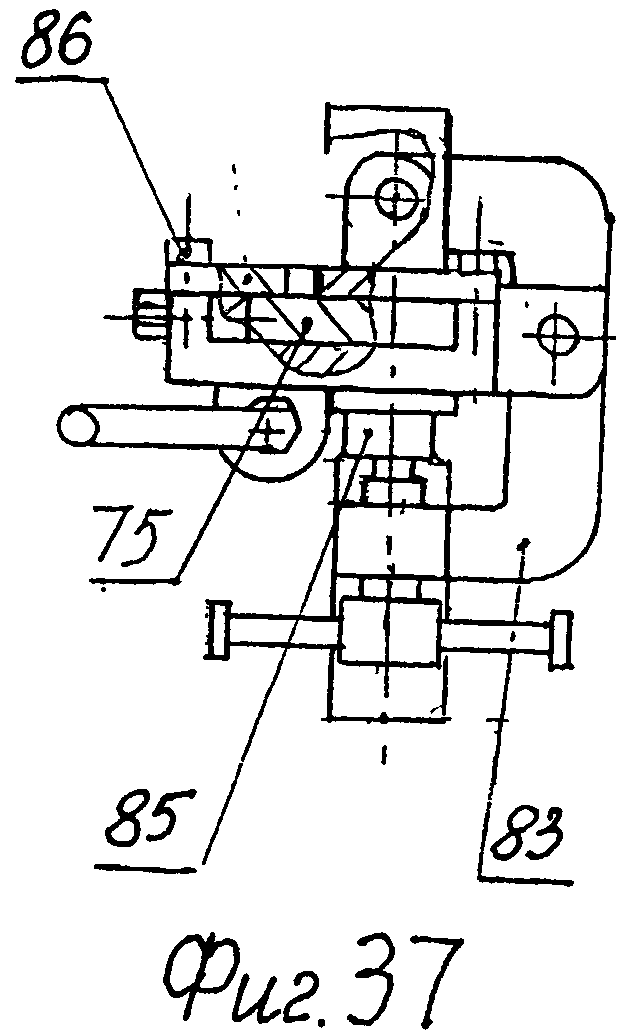
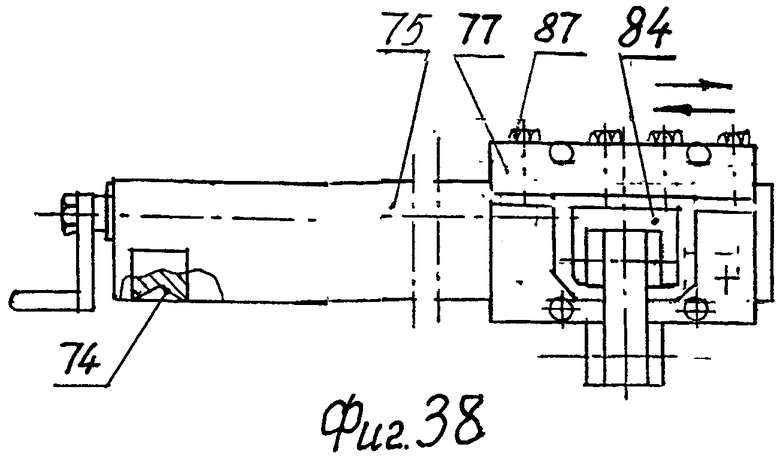
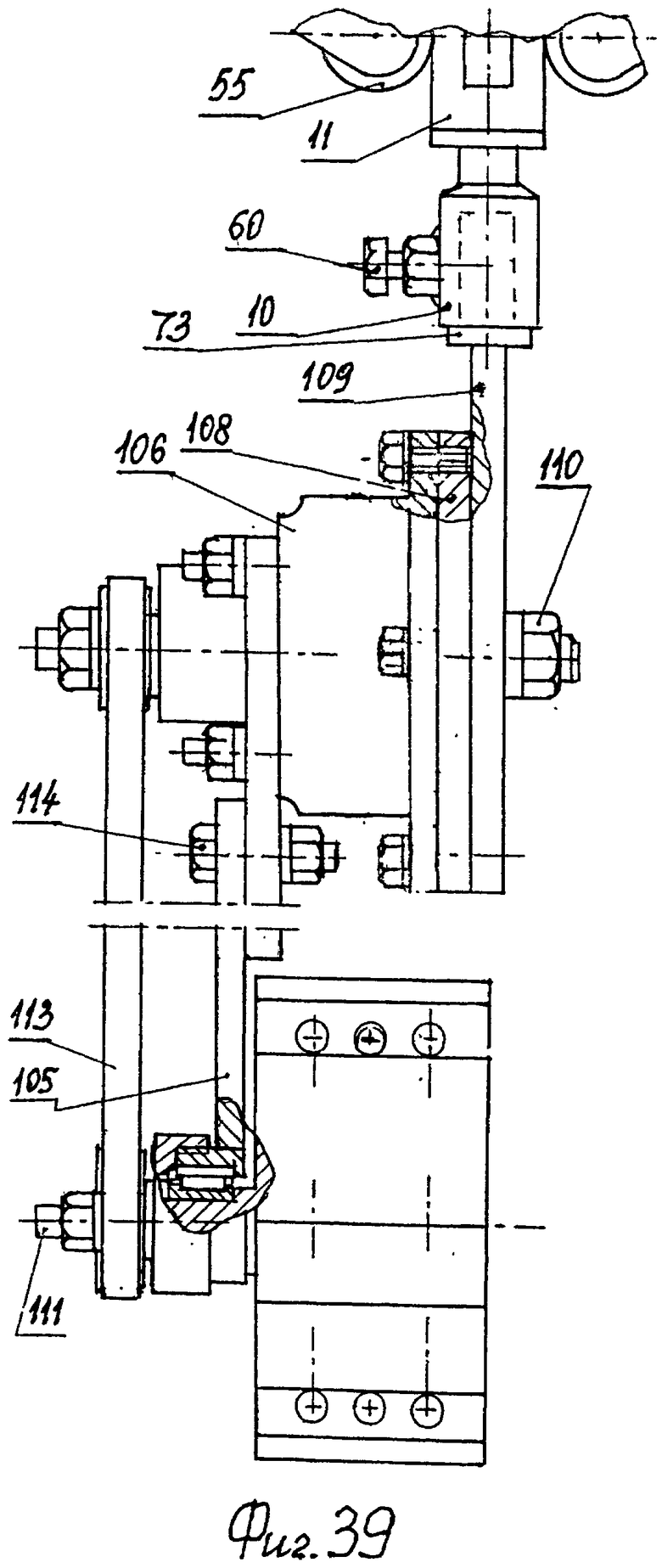

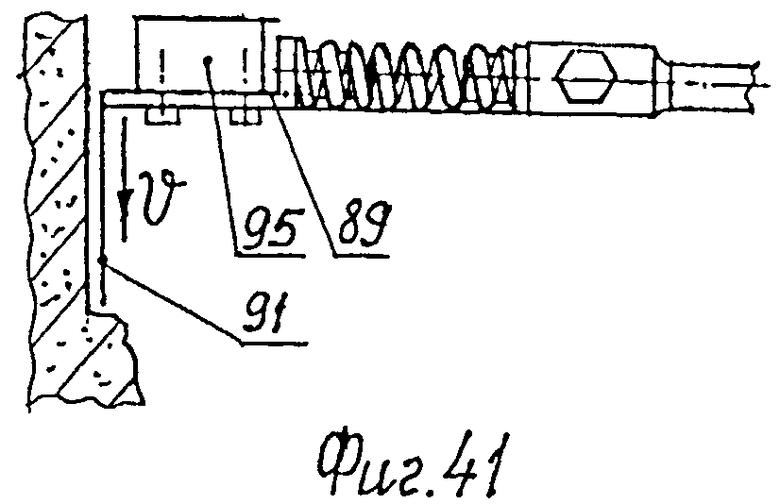
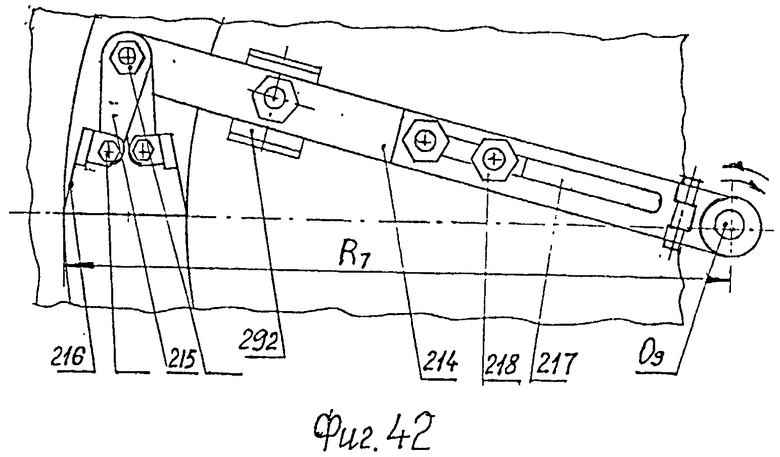
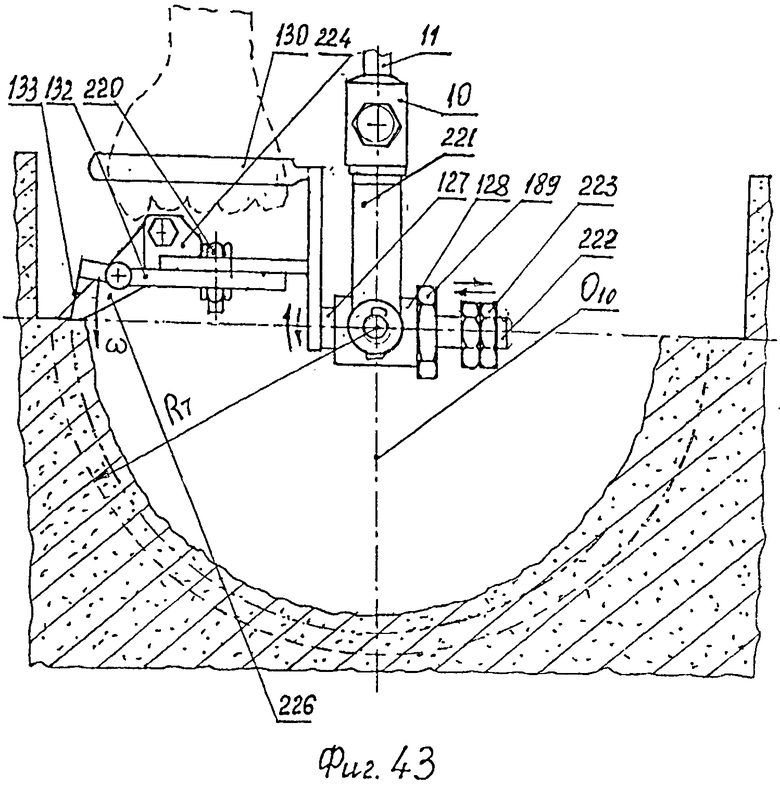
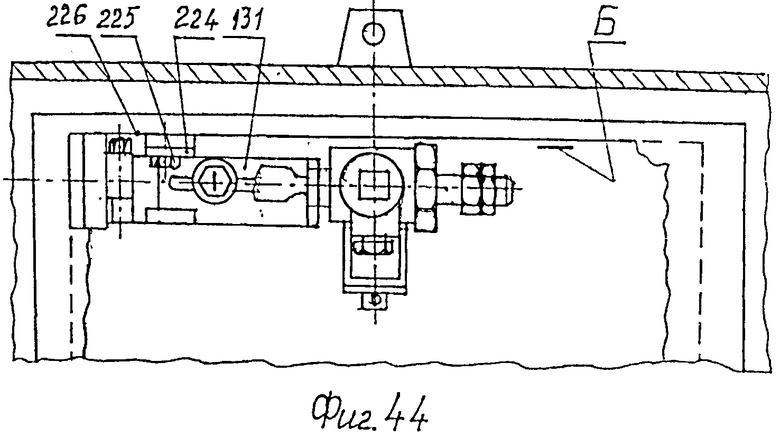
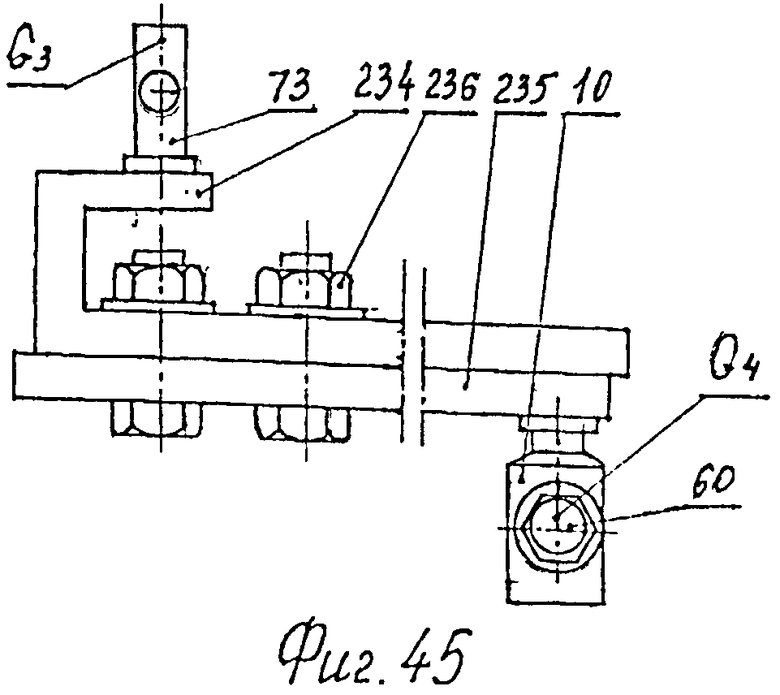
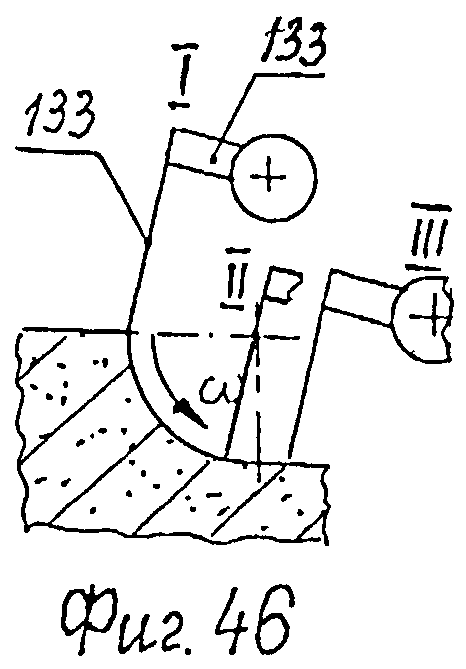
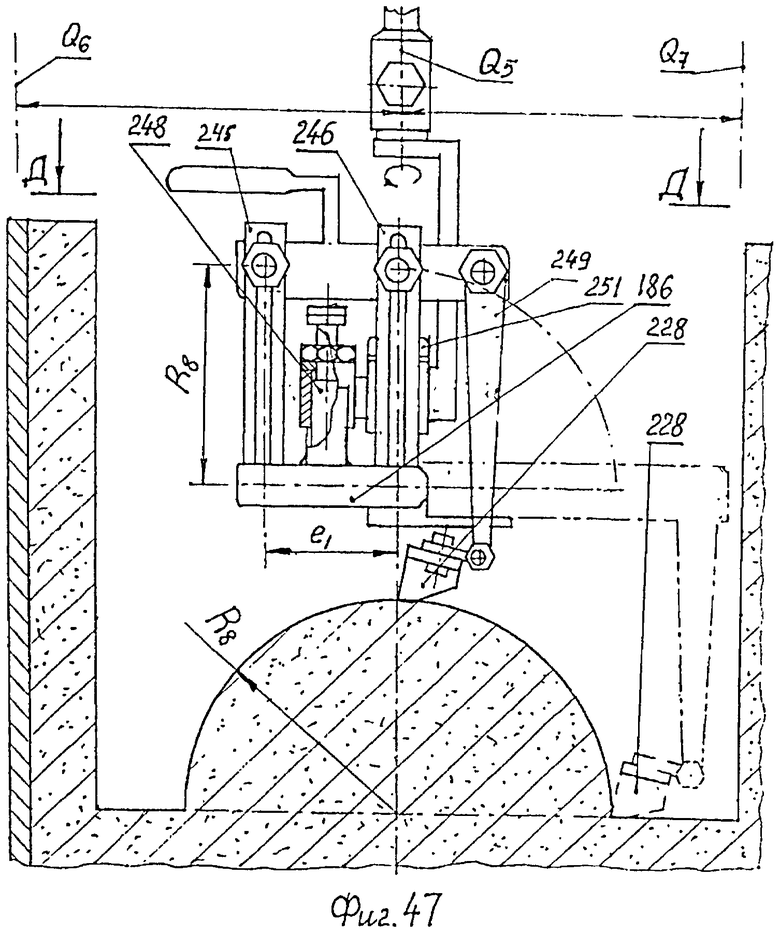
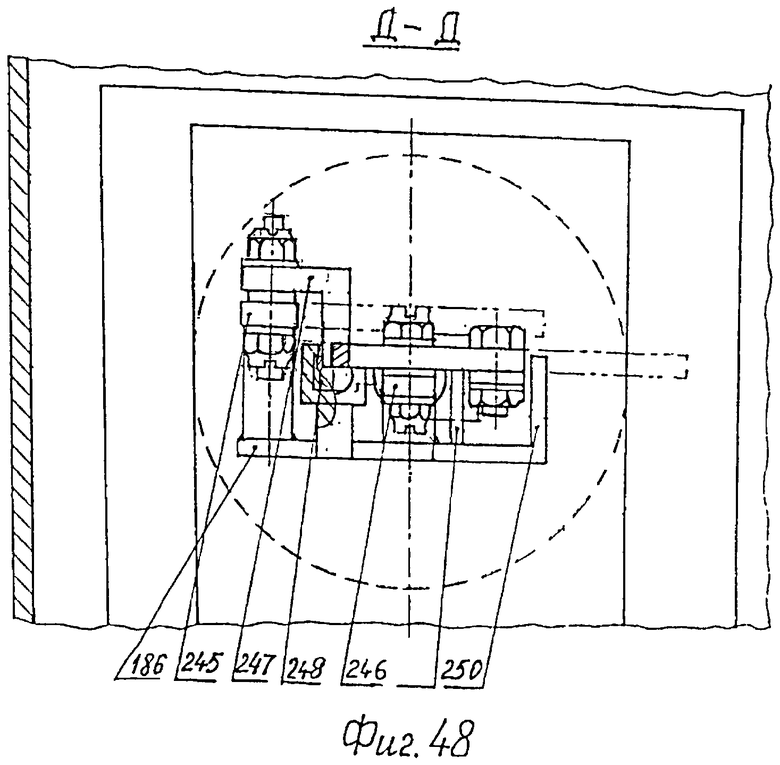
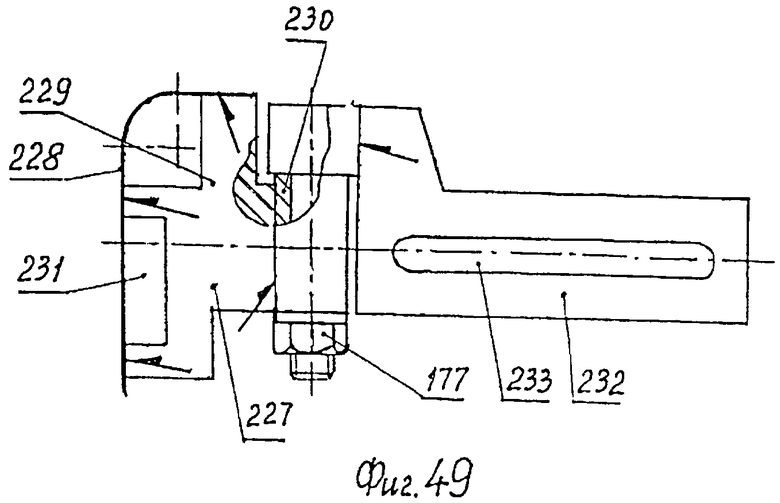
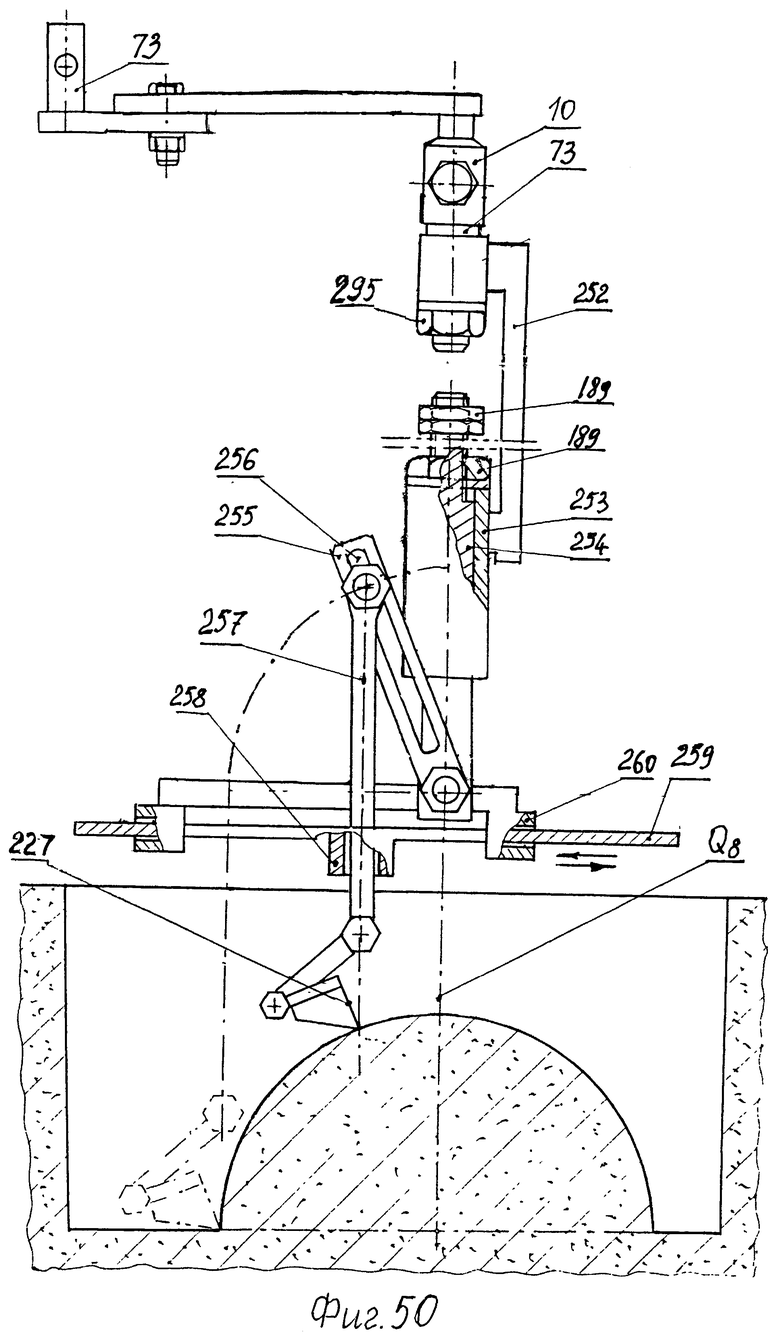
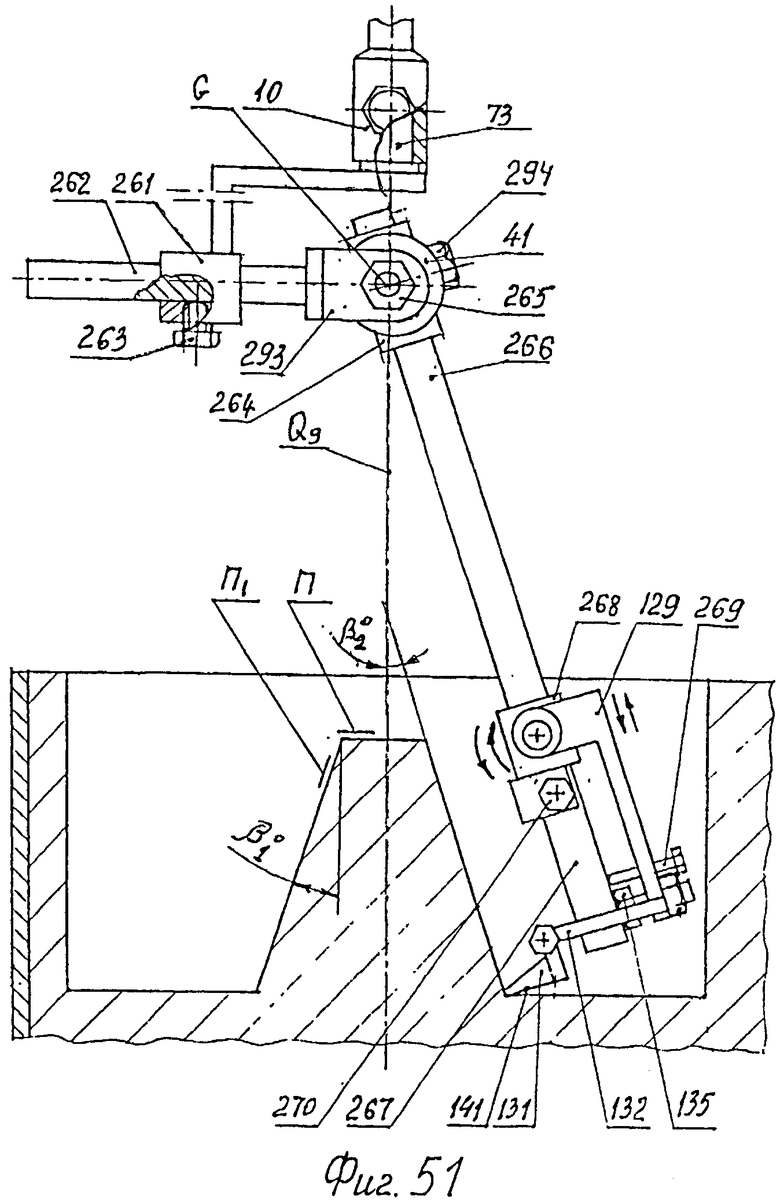
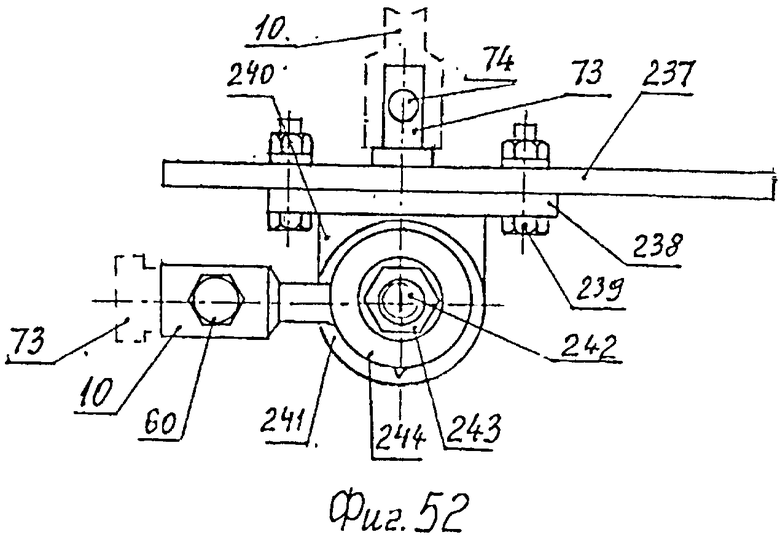
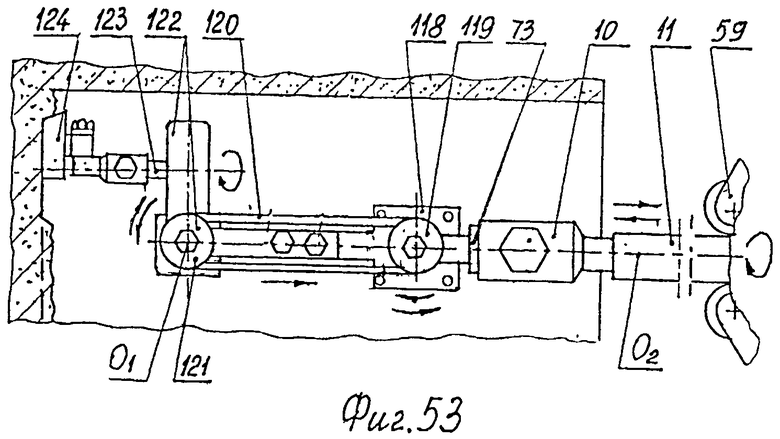
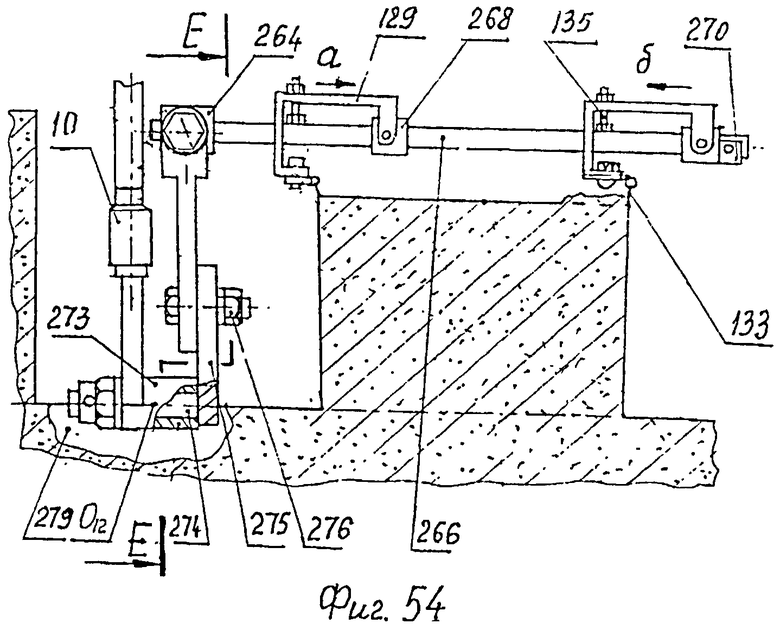
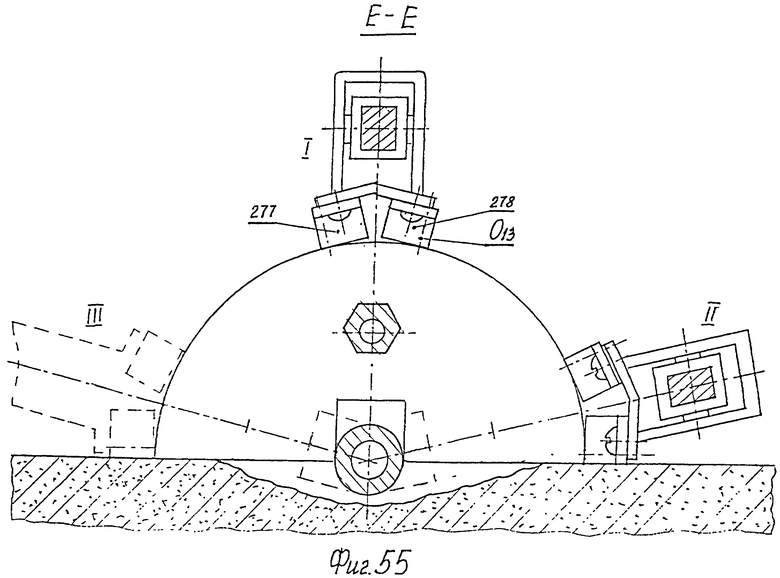
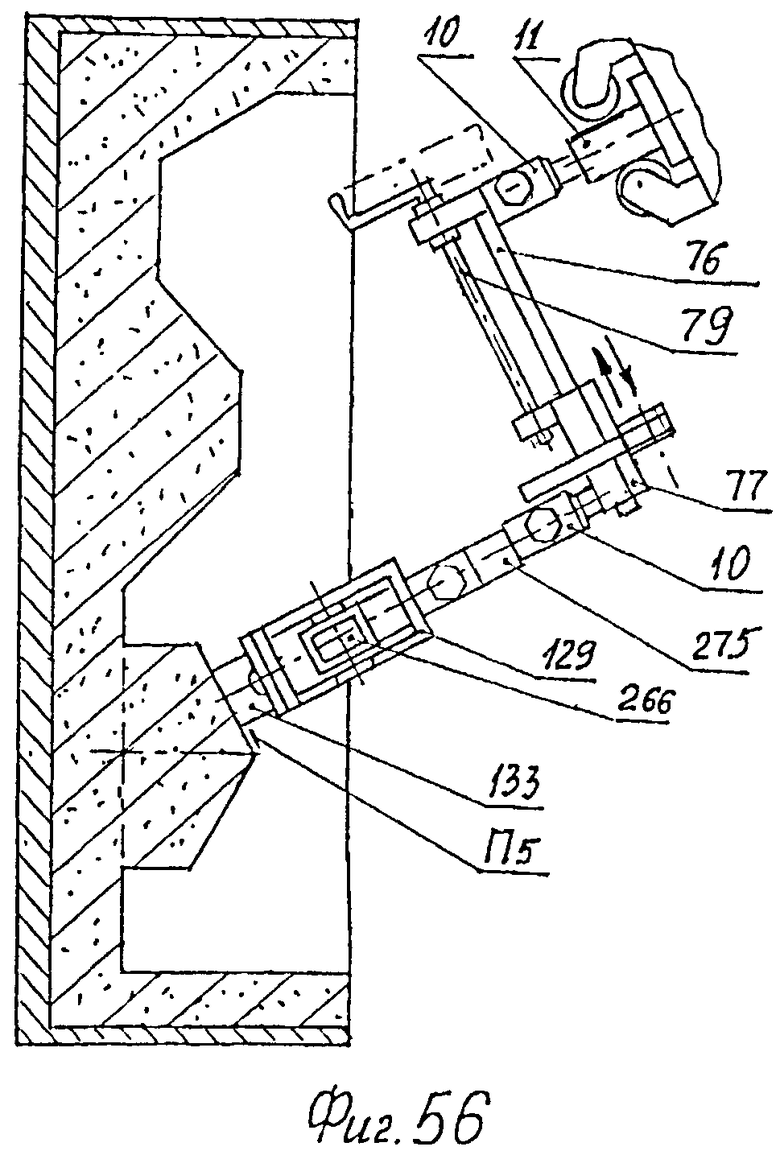

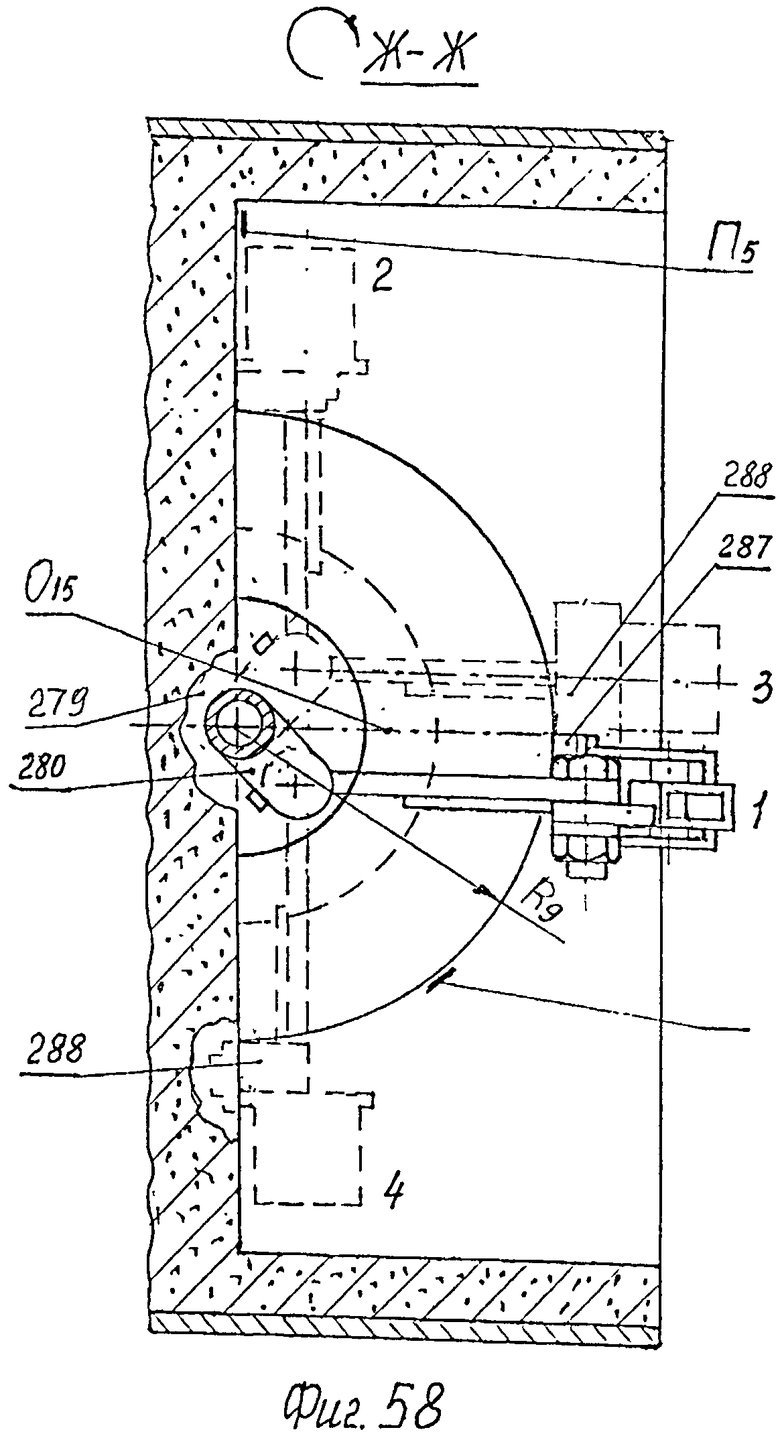
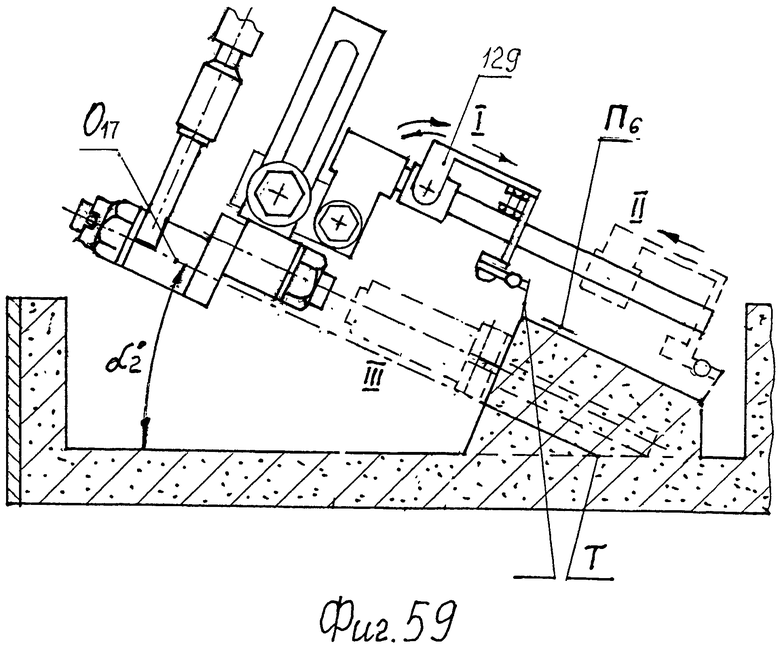
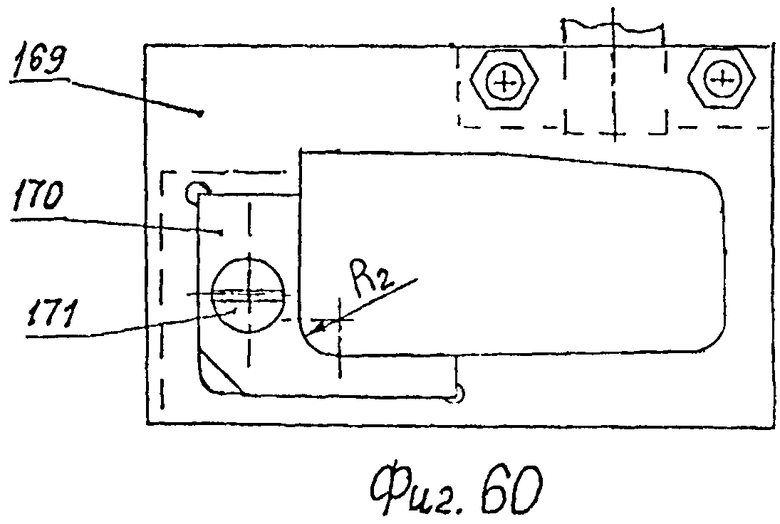
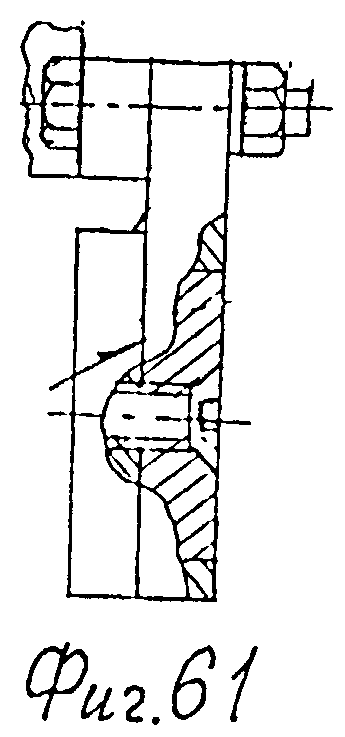
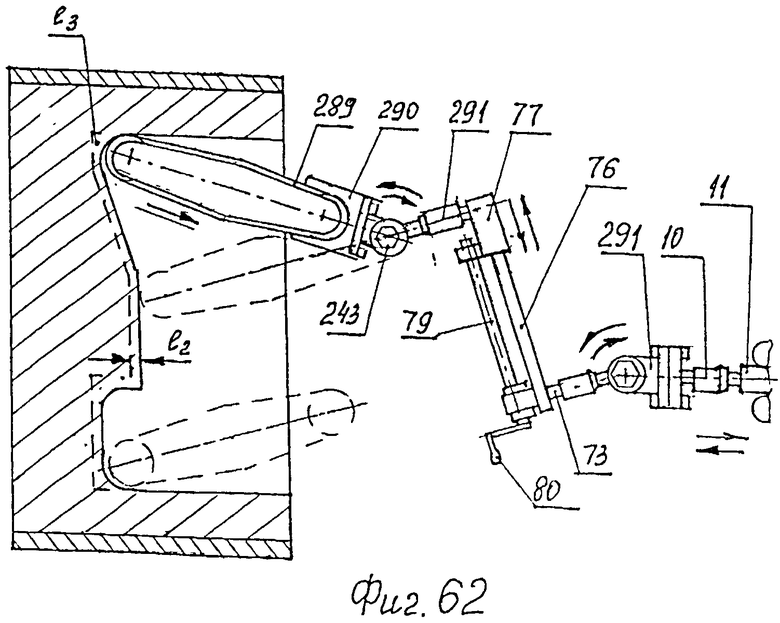
Модель элементов литниковой системы и имитатор модели отливки устанавливают в опоку. Используемый имитатор модели отливки имеет габаритные размеры, меньше соответствующих размеров отливки, что обеспечивает припуск на механическую обработку рабочей поверхности формы. Смесь засыпают в опоку и уплотняют. Модель литниковой системы и имитатор модели отливки извлекают из полуформы. Образованный на поверхности полуформы припуск на механическую обработку удаляют и осуществляют отделку рабочих поверхностей полуформ, установку стержней и сборку формы. Обеспечивается сокращение парка обрабатывающих станков и рабочего времени на изготовление модели отливки. 2 н. и 27 з.п. ф-лы, 62 ил.
1. Способ изготовления разовых литейных форм, включающий установку в опоку моделей элементов литниковой системы, установку имитатора модели отливки с отъемными частями, имеющего габаритные размеры, меньше соответствующих размеров отливки и обеспечивающие припуск на механическую обработку рабочей поверхности полуформы, засыпку смеси в опоку, уплотнение смеси с получением полуформы, извлечение из полуформы модели литниковой системы, имитатора модели отливки, удаление с рабочей поверхности полуформы припуска уплотненной формовочной смеси механической обработкой, отделку рабочих поверхностей полуформ, установку стержней и сборку формы.
2. Способ по п.1, отличающийся тем, что используют имитатор модели отливки с одной или несколькими поверхностями, соответствующими поверхностям модели отливки, которые в дальнейшем не подвергают механообработке.
3. Способ по п.1, отличающийся тем, что полуформу помещают на стол станка для механической обработки рабочей поверхности полуформы, закрепляют плоскостью разъема вертикально и удаляют с рабочей поверхности полуформы припуск посредством механизированной головки с рабочим органом в виде пильной цепи или баровой цепи, производящей горизонтальные и вертикальные пропилы с получением полостей реза, а объемы формовочной смеси, расположенные между пропилами, удаляют с помощью гладилки, или под собственным весом, или с помощью вакуум-отсоса, или струей сжатого воздуха.
4. Способ по п.1, отличающийся тем, что механическую обработку плоских рабочих поверхностей полуформы производят с помощью виброножа, имеющего вибратор, лезвие, имеющее плоское сечение, или П-образное сечение, или сечение четверти окружности, или сечение половины окружности, или иное сечение.
5. Способ по п.4, отличающийся тем, что плоские поверхности рабочей поверхности полуформы, параллельные осям координат X, Y и Z или расположенные под углом к осям координат, получают механической обработкой с применением параллельного или перпендикулярного виброножа, имеющего линейный или круговой вибратор, а перед применением перпендикулярного виброножа, в формовочной смеси делают углубления посредством скобеля для помещения в углубление лезвия перпендикулярного виброножа.
6. Способ по п.1, отличающийся тем, что большие по площади плоские поверхности полуформы, получают обработкой механизированной головкой, имеющей в качестве рабочего органа баровую цепь со скребками, или барабан с ножами, или перовой резец, или с помощью скобеля.
7. Способ по п.1, отличающийся тем, что рабочие поверхности полуформы, для улучшения шероховатости и одновременного уплотнения поверхностного слоя, обрабатывают дополнительно с помощью вибротрамбовки, содержащей державку, лыжу, телескопически подсоединенную к державке, линейный вибратор, неподвижно подсоединенный к державке, с направлением возмущающей силы, перпендикулярной плоскости лыжи.
8. Способ по п.1, отличающийся тем, что после механической обработки всех рабочих поверхностей полуформу отсоединяют от станка и осуществляют отделку полуформы путем затирки деревянной увлажненной или сухой теркой.
9. Станок для механической обработки рабочей поверхности полуформы, содержащий основание, стол, две вертикальные стойки, верхнюю горизонтальную направляющую, нижнюю горизонтальную направляющую, верхнюю горизонтальную каретку, установленную с возможностью перемещения по верхней горизонтальной направляющей, нижнюю горизонтальную каретку, установленную с возможностью перемещения по нижней горизонтальной направляющей, вертикальную направляющую, вертикальную каретку, установленную с возможностью перемещения по вертикальной направляющей, поворотник, соединенный с вертикальной кареткой с возможностью вращения вокруг трех взаимно перпендикулярных осей вращения X, Y и Z, штангу, установленную внутри поворотника и выполненную с возможностью прямолинейного движения по оси Z, и стыковочную втулку, расположенную на штанге для присоединения рабочего органа.
10. Станок по п.9, отличающийся тем что он содержит ручные или электрические приводы и механизмы удержания вертикальной каретки в подвешенном состоянии с помощью балансира и контргруза.
11. Станок по п.9, отличающийся тем, что он снабжен линейкой с ползуном, подвижно соединенным со стержнем, при этом стыковочная втулка неподвижно соединена с ползуном с возможностью фиксированного положения относительно линейки.
12. Станок по п.11, отличающийся тем, что с ползуном шарнирно соединена струбцина, имеющая на одном своем конце шарнирно подсоединенную пяту, а на противоположном конце нажимной винт с пятой.
13. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют механизированную головку с пильной цепью, имеющую электропривод, соединенный посредством переходника с ползуном и линейкой, которая соединена со вторым переходником, неподвижно соединенным со стыковочной втулкой.
14. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют вибронож, имеющий державку, лезвие, соединенное с державкой, вибратор, неподвижно соединенный с державкой, витую цилиндрическую пружину или пластинчатую пружину, штырь для соединения со стыковочной втулкой, при этом лезвие расположено перпендикулярно продольной оси штыря и имеет плоское, или П-образное, или полукруглое поперечное сечение.
15. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий корпус, радиальный стержень прямоугольного сечения, радиальную втулку, свободно перемещающуюся вдоль радиального стержня, маятник, шарнирно соединенный с радиальной втулкой, имеющей рукоятку и лапку, с которой неподвижно соединена державка, причем с державкой шарнирно соединен прямой или фигурный нож, причем маятник имеет кронштейн с регулировочным болтом, на радиальном стержне зафиксирован хомут, в котором ввинчен стопорный болт, а хомут имеет регулировочный болт.
16. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют механизированную головку, имеющую бесконечную двухрядную или однорядную баровую цепь с ножами, приводимую в движение приводом, подсоединенным с помощью штыря к штанге.
17. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют механизированную головку, содержащую корпус со штырем, неподвижно соединенным со стыковочной втулкой, фланец, соединенный с корпусом, привод, неподвижно соединенный с фланцем, натяжную планку, соединенную с приводом, барабан, имеющий несколько ножей с прямым лезвием, шарнирно подсоединенный с одним концом натяжной планки и имеющий ось с расположенным на ней блоком и приводной ремень, расположенный в блоке.
18. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют механизированную головку, содержащую электропривод, штырь, неподвижно соединенный со стыковочной втулкой и противоположным своим концом с электроприводом, соединенным с ведущим блоком, который соединен приводным ремнем с ведомым блоком, вращающим червяк редуктора, с концом выходного вала которого неподвижно соединен перовой нож.
19. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий основание с радиальным направляющим стержнем, свободно вставленным в направляющую радиальную втулку и имеющим на своем конце резьбу с гайкой, державку, шарнирно соединенную с двумя кривошипами, соединенными с основанием, и нож, соединенный с державкой.
20. Станок по п.19, отличающийся тем, что направляющая радиальная втулка неподвижно соединена со штангой посредством стыковочной втулки, каждый кривошип имеет паз, а для изменения точки соединения державки с кривошипом между нижним концом одного кривошипа и верхним концом другого кривошипа выполнен зазор.
21. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий нож, соединенный с державкой, которая посредством лапки неподвижно соединена с радиальным стержнем, расположенным внутри радиальной втулки, которая шарнирно соединена с корпусом, имеющим штырь, вставленный в стыковочную втулку, причем радиальный стержень на своем конце имеет резьбовую ось с гайкой и контргайкой.
22. Станок по п.21, отличающийся тем, что радиальный стержень имеет рукоятку, а нож выполнен угловым или двухугловым.
23. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий радиальную втулку, радиальный стержень, выполненный с возможностью свободного перемещения в радиальной втулке, штырь, соединенный с радиальной втулкой, дополнительную втулку, шарнирно подсоединенную к концу радиального стержня посредством щеки и имеющую продольное прямоугольное отверстие, луч, выполненный с возможностью передвижения в дополнительной втулке, ползун, выполненный с возможностью перемещения по лучу, маятник, шарнирно соединенный с лучом, содержащим один или два ножа, причем маятник имеет ручку, державку, упорный болт, при этом на луче неподвижно установлена скоба с болтом, ограничивающая ход ползуна.
24. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий штырь, с противоположным концом которого неподвижно соединена втулка с горизонтальной осью, совпадающей с осью обрабатываемой рабочей поверхности полуформы, ось, размещенную во втулке, и имеющую водило с регулируемой длиной, втулку с прямоугольным сквозным отверстием, шарнирно подсоединенную к водилу, луч, установленный с возможностью перемещения во втулке с прямоугольным сквозным отверстием, ползун, установленный с возможностью перемещения вдоль луча, маятник, шарнирно подсоединенный к ползуну, при этом маятник содержит упорный болт, лапку с неподвижно закрепленным на ней одним, двумя или тремя ножами.
25. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий штырь, втулку с горизонтальной осью, совпадающей с продольной осью обрабатываемой конической поверхности, неподвижно закрепленную на штыре, ось, размещенную во втулке, кривошип, расположенный на оси, водило с продольным пазом, шарнирно подсоединенное к кривошипу с возможностью занятия на кривошипе двух различных фиксированных положений, пластину, неподвижно подсоединенную к водилу, причем с концом штыря неподвижно соединены два упора, направляющую втулку, выполненную с возможностью установки в различных фиксированных положениях относительно пластины в соответствии с углом наклона образующей обрабатываемого конуса, луч, выполненный с возможностью перемещения в направляющей втулке и фиксирования в ней посредством стопорного болта, ползун, выполненный с возможностью свободного передвижения по лучу, причем к ползуну шарнирно подсоединен маятник с лапкой, и нож, неподвижно подсоединенный к лапке.
26. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий кронштейн со штырем, соединенный с корпусом, кулачок, соединенный с корпусом, стояк, неподвижно присоединенный к корпусу, радиальную втулку с горизонтальной продольной осью, закрепленную на стояке, шток, имеющий на своем конце вертикальную линейную втулку с вертикальным штоком, имеющим на одном конце рукоятку, а на противоположном конце лапку, державку, соединенную с лапкой, к которой шарнирно присоединен прямой или полукруглый нож с возможностью размещения относительно державки в различных фиксированных положениях, а к вертикальному штоку подсоединена ось, на которой установлен свободно вращающийся ролик, перекатывающийся по кулачковой поверхности, причем к вертикальному штоку неподвижно подсоединены две направляющие, а в рукоятку ввинчен болт подачи.
27. Станок по п.9, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий корпус, выполненный с возможностью поворота вокруг оси, совпадающий с осью обрабатываемой рабочей поверхности полуформы, втулку с прямоугольным отверстием, радиальный стержень прямоугольного сечения, выполненный с возможностью перемещения во втулке, державку в виде хобота, прямой нож, шарнирно соединенный с державкой и выполненный с возможностью свободного перемещения во втулке, имеющей прямоугольное отверстие, кулачок, соединенный с корпусом разъемным соединением, ролик, перекатывающийся по кулачку и шарнирно соединенный с хоботом, имеющим рукоятку.
28. Станок по п.13, отличающийся тем, что переходник содержит штырь, вставляемый в стыковочную втулку, верхнюю пластину с пазами, соединенную со свободным концом штыря, нижнюю пластину, неподвижно соединенную с верхней пластиной посредством болтов, причем нижняя пластина имеет щеку с лимбом и осью с резьбой на конце, на ось надета втулка, зажимаемая гайкой, при этом с втулкой соединена вторая стыковочная втулка.
29. Станок по п.13, отличающийся тем, что в качестве рабочего органа используют скобель, содержащий корпус, расположенную на противоположном конце корпуса осевую втулку со сквозным осевым прямоугольным отверстием, в котором расположен осевой сколзун, имеющий на своем одном конце резьбу с гайками, а к другому концу подсоединен кривошип, имеющий продольный паз, шатун, шарнирно подсоединенный к кривошипу, нож с прямым лезвием, или угловой нож, или иной нож, присоединенный неподвижно к шатуну.
| М.И | |||
| ЖЕБИН Формовщик ручной формовки, М., ПРОФТЕХИЗДАТ, 1962, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Способ шаблонной формовки | 1983 |
|
SU1237304A1 |
| УСТРОЙСТВО для СРЕЗКИ ИЗЛИШКА СМЕСИ ПОСЛЕ ЕЕ УПЛОТНЕНИЯ | 0 |
|
SU376159A1 |
| Устройство для срезания излишкаСМЕСи C фОРМ | 1979 |
|
SU821035A1 |

