Область техники, к которой относится изобретение
Настоящее изобретение относится к мобильным устройствам и, более конкретно, к их конструированию.
Уровень техники
Использование портативных электронных устройств и устройств мобильной связи значительно возросло за последние годы. Кроме того, увеличивается потребность в мобильных устройствах, которые могут стыковаться с другими устройствами или системами. Более того, потребителям требуются надежные межкомпонентные соединения между устройствами мобильной связи и аксессуарами, такими как удаленные микрофоны. Интерфейсное соединение между устройствами должно быть очень долговечным, водостойким, недорогим, высоконадежным и компактным.
Мобильные устройства могут соединяться друг с другом через проводные или беспроводные интерфейсы. Когда используется проводной интерфейс, важно обеспечить хорошее соединение между электрическими компонентами и поддерживающим материалом. Например, проводной интерфейс может включать в себя контактные штырьки, вставляемые в пластиковый разъем. Известные способы могут использовать методики заливки, чтобы помещать контактные штырьки из листового металла в пластиковый разъем. Тем не менее, контактные штырьки из листового металла, залитые пластиком, могут создавать неплотные соединения вокруг контактных штырьков вследствие неодинаковой степени усадки у металла и пластика. Другие методики предшествующего уровня техники используют соединительные разъемы для соединения контактных штырьков. Соединительные разъемы являются формой прижимного контактного межсоединения. Тем не менее, соединительные разъемы занимают место, стоят денег и приводят к проблемам надежности.
Другие известные методики используют прямую пайку контактных штырьков. Тем не менее, высокая температура процесса пайки с оплавлением припоя может смягчать пластик, удерживающий контактные штырьки, и ухудшать целостность формованного заливкой уплотнения, окружающего контактные штырьки. Тепло, прикладываемое к металлическим контактным штырькам, может переносить нагрев на пластик и ухудшать стык между контактными штырьками и пластиком. Одно решение для того, чтобы уменьшить теплопередачу, состоит в том, чтобы заливать контактные штырьки высокотемпературным пластиком. Тем не менее, высокотемпературный пластик имеет очень плохие свойства плавления, когда он приваривается к пластиковому корпусу. Целостность сцепления между высокотемпературным пластиком и пластиковым корпусом в таком случае ухудшается. Соответственно, интерфейсный разъем подвержен растрескиванию и возникновению неплотностей. Следовательно, существует потребность в методике взаимного соединения и обработки, которая обеспечивает интерфейсные соединения с высокой степенью целостности.
Сущность изобретения
Варианты осуществления изобретения направлены на интерфейсный узел и способ создания водонепроницаемого уплотнения. Один вариант осуществления изобретения направлен на разъем для аксессуаров. Разъем может включать в себя множество соединительных контактных штырьков, высокотемпературный пластик, который заливается вокруг множества соединительных контактных штырьков, чтобы сформировать базовую часть, и низкотемпературный пластик, который формуется вокруг базовой части, чтобы сформировать вставку. Базовая часть может противостоять перемещениям соединительного контактного штырька, обусловленным высокотемпературной пайкой соединительных контактных штырьков, и образовывать первое водостойкое уплотнение. Переформованная часть из низкотемпературного пластика и высокотемпературного пластика может образовывать второе водостойкое уплотнение. Разъем дополнительно может включать в себя клейкую боковину разъема для размещения вокруг периметра вставки таким образом, что боковина разъема сжимается между вставкой и корпусом устройства для образования третьего водостойкого уплотнения. Боковина разъема может соединять интерфейсный узел с корпусом, чтобы предоставлять четвертое водостойкое уплотнение. Разъем может включать в себя ультразвуковое сварное соединение между вставкой и корпусом устройства. Материал корпуса имеет тип плавления, аналогичный низкотемпературному пластику, для обеспечения такого плавления корпуса и низкотемпературного пластика, чтобы обеспечить надежное водостойкое уплотнение. Комбинация ультразвукового сварного соединения и клея может образовать водостойкое и водонепроницаемое уплотнение.
Краткое описание чертежей
Признаки системы, которые, как считается, являются новыми, изложены подробно в прилагаемой формуле изобретения. Варианты осуществления в данном документе могут быть лучше поняты посредством ссылки на последующее описание, рассматриваемое вместе с прилагаемыми чертежами, на которых одинаковые номера ссылочных позиций идентифицируют аналогичные элементы и на которых:
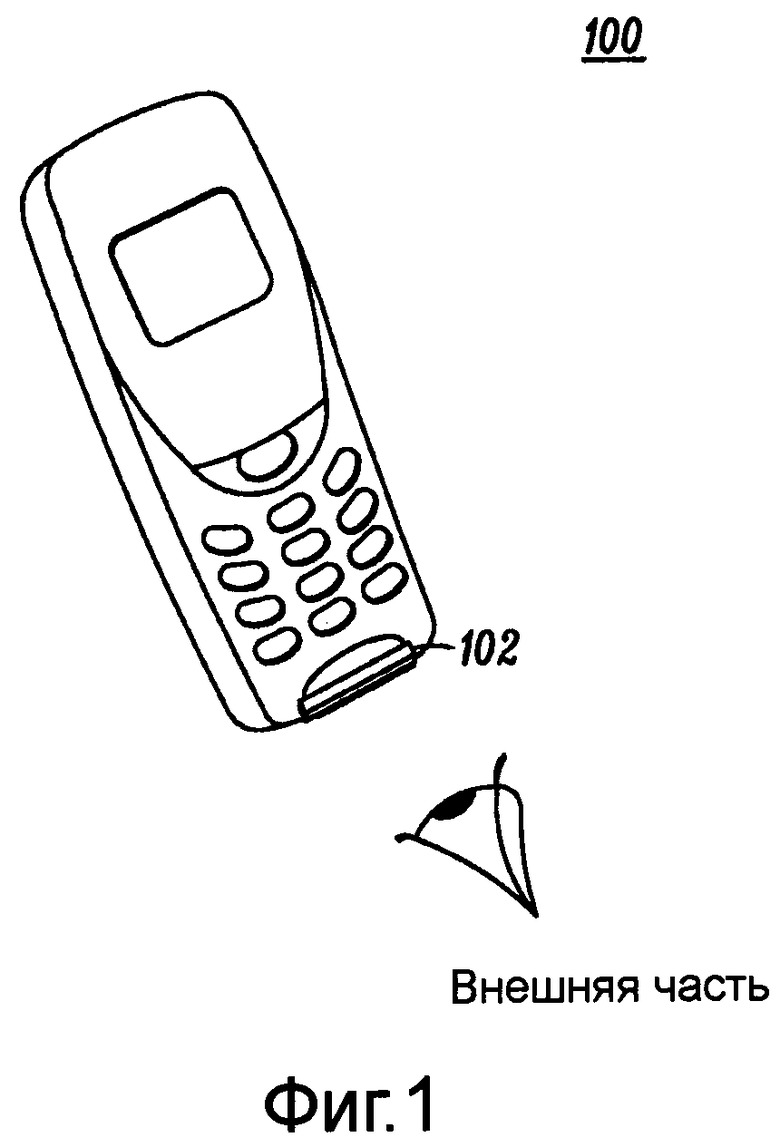
фиг.1 - иллюстрация мобильного устройства и интерфейсного узла в соответствии с вариантами осуществления изобретения;
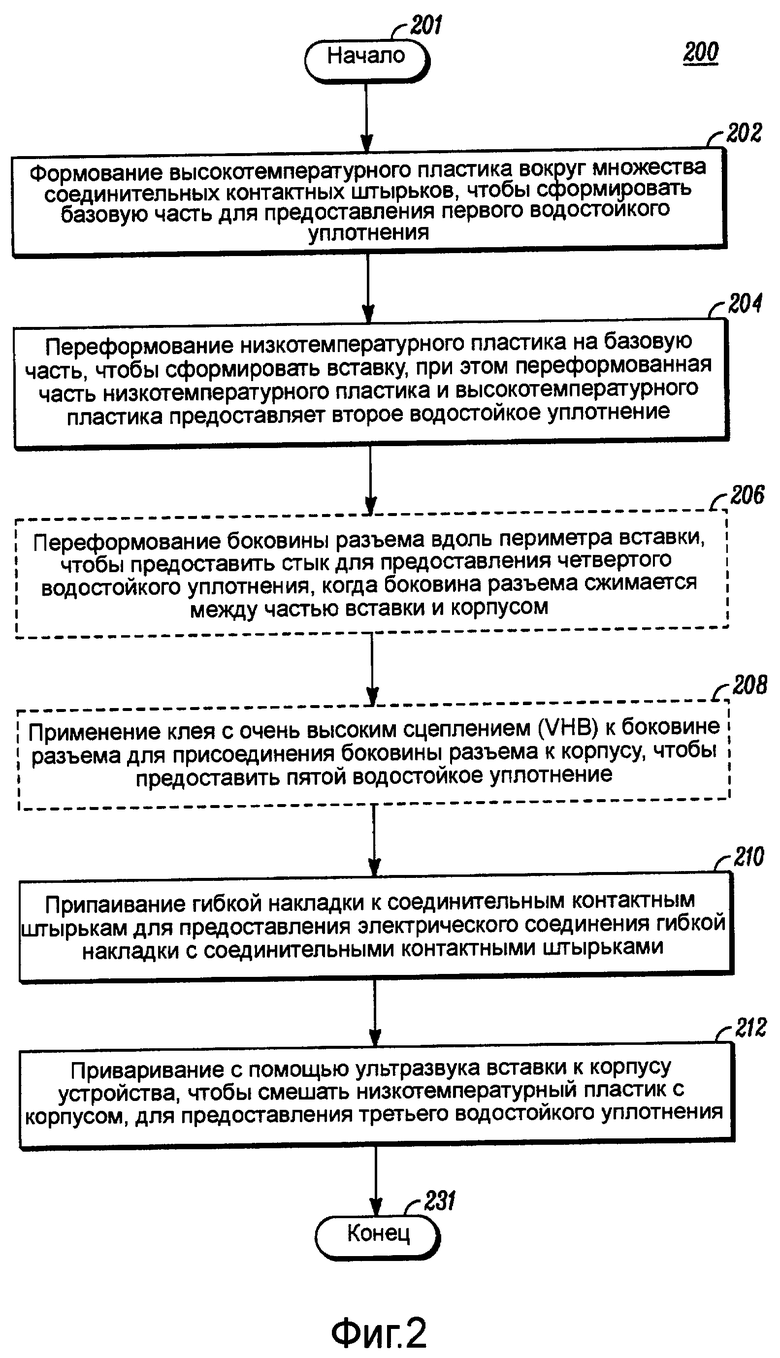
фиг.2 - диаграмма способа формования интерфейсного узла в соответствии с вариантами осуществления изобретения;
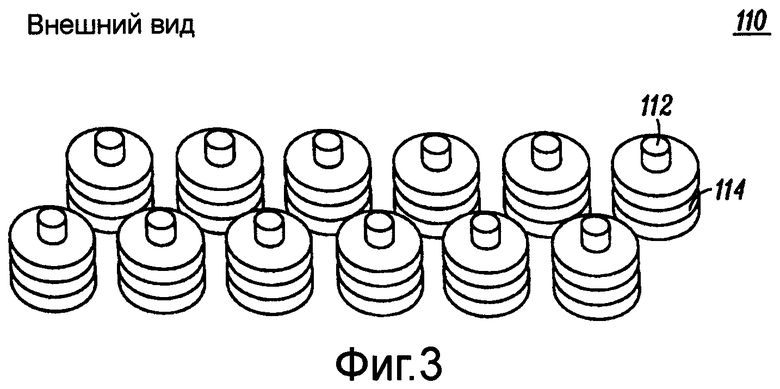
фиг.3 - внешний вид соединительных контактных штырьков интерфейсного узла с фиг.1 в соответствии с вариантами осуществления изобретения;
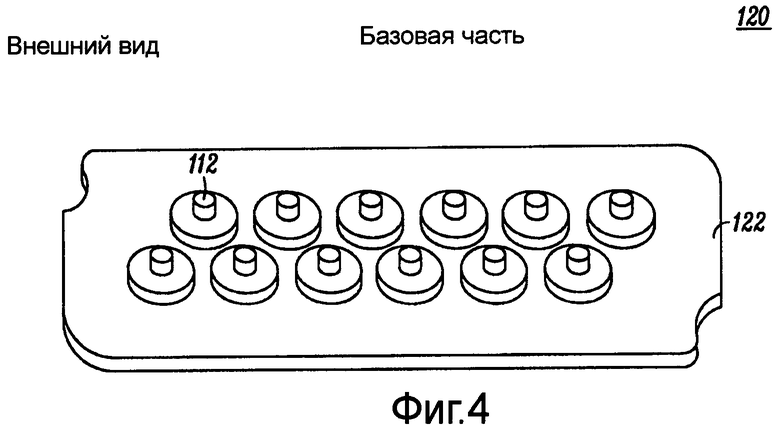
фиг.4 - внешний вид базовой части интерфейсного узла с фиг.1 в соответствии с вариантами осуществления изобретения;
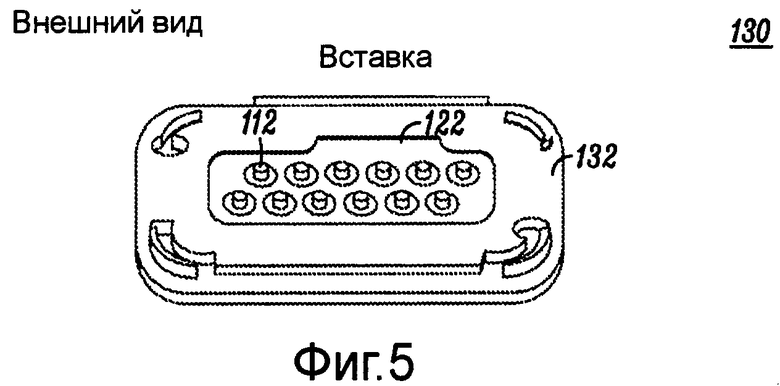
фиг.5 - внешний вид вставки интерфейсного узла с фиг.1 в соответствии с вариантами осуществления изобретения;
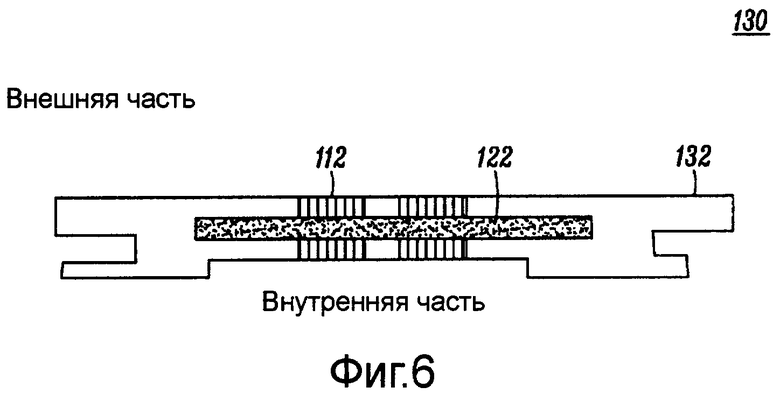
фиг.6 - вид в поперечном сечении вставки с фиг.5 в соответствии с вариантами осуществления изобретения;
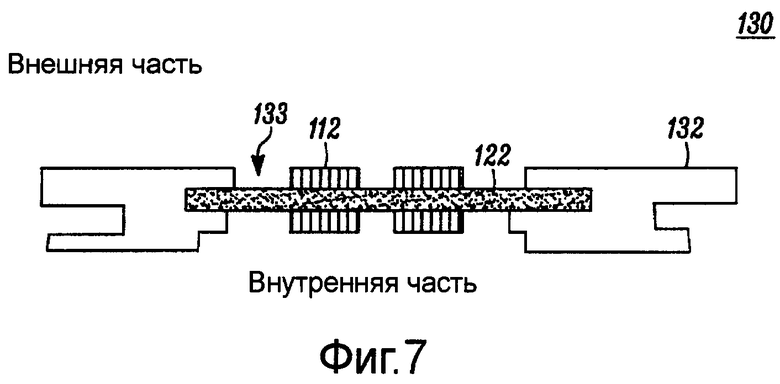
фиг.7 - другой вид в поперечном сечении вставки с фиг.5 в соответствии с вариантами осуществления изобретения;
фиг.8 - внешний вид интерфейсного узла с фиг.1 в соответствии с вариантами осуществления изобретения;
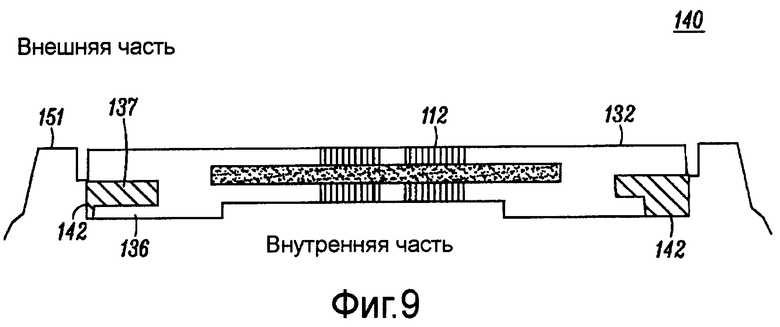
фиг.9 - вид в поперечном сечении интерфейсного узла с фиг.8 в соответствии с вариантами осуществления изобретения;
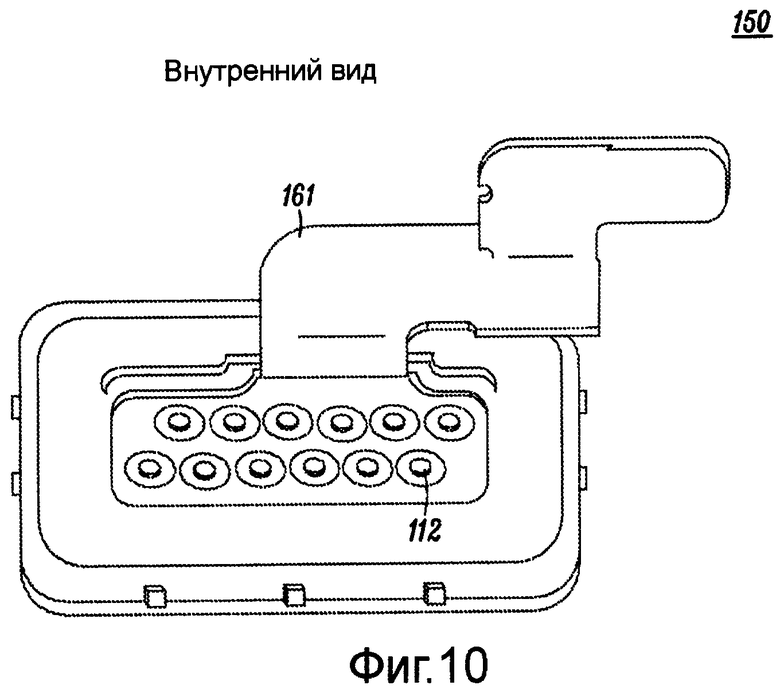
фиг.10 - внутренний вид интерфейсного узла с прикрепленным гибким ленточным кабелем в соответствии с вариантами осуществления изобретения, и
фиг.11 - вид в поперечном сечении интерфейсного узла с фиг.10 в соответствии с вариантами осуществления изобретения.
Подробное описание изобретения
Хотя после подробного описания приводится формула изобретения, задающая признаки вариантов осуществления изобретения, которые расцениваются как новые, считается, что способ, система и другие варианты осуществления будут лучше поняты при рассмотрении последующего описания совместно с чертежами, на которых аналогичные номера ссылочных позиций распространяются на весь документ.
По мере необходимости подробные варианты осуществления настоящего способа и системы раскрыты в данном документе. Тем не менее, следует понимать, что раскрытые варианты осуществления являются просто примерными и могут быть осуществлены в различных формах. Следовательно, конкретные структурные и функциональные подробности, раскрытые в данном документе, должны быть интерпретированы не как ограничивающие, а просто в качестве основы для формулы изобретения и как типичная основа для изучающих специалистов в данной области техники, чтобы по-разному использовать варианты осуществления настоящего изобретения практически в любой надлежащим образом детализированной конструкции. Более того, термины и фразы, используемые в данном документе, не имеют намерение быть ограничивающими, а наоборот, предоставлять понятное описание вариантов осуществления в данном документе.
Термины в единственном числе при использовании в данном документе задаются как "один или более", а не как "один". Термин "множество" при использовании в данном документе задается как "два или более чем два". Термин "другой" при использовании в данном документе задается, по меньшей мере, как "второй или более". Термины "включающий в себя" и/или “имеющий" при использовании в данном документе задаются как "содержащий" (т.е. открытое выражение). Термин "соединенный" при использовании в данном документе задается как "связанный", хотя не обязательно непосредственно и не обязательно механически. Термин "заливка" может быть определен как процесс формования пластика вокруг предварительно сформованных металлических вставок, которые совместимы и с термопластичными, и с термореактивными материалами. Термин "наформовывание" может быть определен как процесс, в котором полость формы сначала частично заполняется одним пластиком и затем вводится вторая порция, чтобы герметизировать первую порцию. Термин "высокотемпературный пластик" может быть определен как пластик, который противостоит смягчению или деформации, обусловленным высокотемпературной напайкой одного или более металлических компонентов в пластике. Термин "низкотемпературный пластик" может быть определен как пластик, который может смягчаться или деформироваться вследствие высокотемпературной напайки одного или более металлических компонентов в пластике.
Вкратце, заливка - это процесс впрыскивания под давлением полимера вокруг другого материала центральной части. Материал центральной части может быть другим полимером, керамическим исполнением или металлическим компонентом. Результирующее формование - это однофрагментная герметизированная или формованная по периметру готовая деталь. Конструкции и допуски, достижимые при использовании заливки, демонстрируют хорошую размерную стабильность без применения фиксаторов, клеев или других методов сборки. Процесс заливки дает возможность размещения нескольких компонентов в пределах полости или детали с помощью одной операции переформования или впрыска. Заливка позволяет формировать детали сложной формы, которые не достижимы при традиционных методиках формования. Например, предварительно отформованная центральная часть может быть помещена в полость формы и переформована с совместимым полимером, чтобы получить критические размеры с минимальным изменением размеров, обусловленным усадкой или сжатием в результате охлаждения. Наформованная часть демонстрирует рабочие характеристики используемых полимеров без раковин и пустот в толстых сечениях готовой детали.
На фиг.1 показано мобильное устройство 100. Мобильное устройство 100 может быть сотовым телефоном, портативной радиостанцией, приемо-передающим радиоустройством, портативным мультимедийным проигрывателем, музыкальным проигрывателем, портативным игровым устройством, радиоустройством аварийной связи или любым другим соответствующим устройством связи. Мобильное устройство 100 может включать в себя интерфейс 102, функционально соединенный с мобильным устройством 100. Интерфейс 102 может электронным образом соединять мобильное устройство 100 с одним или более других внешних устройств. Например, интерфейс 102 может обеспечивать проводное соединение с другим устройством, принимающим соединение. В одной компоновке интерфейс 102 может включать в себя множество контактных штырьков, которые могут сопрягаться с соединительным кабелем, расположенным между мобильным устройством 100 и внешним устройством.
Вкратце, интерфейс 102 присоединен к мобильному устройству 100 с помощью множества водостойких и водонепроницаемых уплотнений. Уплотнения являются результатом комбинации процессов наформовывания и процессов приклеивания, которые обеспечивают водоустойчивое соединение между несколькими пластиковыми материалами интерфейса 102 и мобильным устройством 100. В одной компоновке интерфейс может содержать множество контактных штырьков, залитых высокотемпературным пластиком, чтобы сформировать базовую часть. Эта базовая часть затем может быть помещена во вторую форму, где низкотемпературный пластик может быть наформован на базовую часть, чтобы получить вставку. Резиновая боковина также может быть наформована на вставку, чтобы сформировать интерфейс и обеспечить герметичное уплотнение. Как вариант, клей с VHB (с очень высоким сцеплением) может быть добавлен по периметру интерфейса и/или вставки, чтобы образовать водонепроницаемое уплотнение. Затем на узел базовой части может быть напаяна гибкая ленточная накладка. Интерфейс может быть установлен в корпус мобильного устройства 100 и приварен по месту с помощью ультразвука. Процесс ультразвуковой сварки обеспечивает переход низкотемпературного пластика в корпус, чтобы образовать водостойкое уплотнение. Интерфейс обеспечивает прочное механическое прикрепление к корпусу благодаря ультразвуковому соединению, созданному посредством узла ультразвуковой сварки и резиновой боковины или связью с VHB, что создает водонепроницаемое уплотнение. Интерфейс 102 создает недорогой, долговечный жесткий водонепроницаемый универсальный узел разъема.
На фиг.2 показан способ 200 создания интерфейса. Способ 200 может быть осуществлен с использованием большего или меньшего числа этапов, чем показано. Чтобы описать способ 200, делается ссылка на фиг.1 и 3-11, хотя следует понимать, что способ 200 может быть реализован любым другим образом с помощью других подходящих компонентов. Кроме того, способ 200 не ограничен порядком, в котором этапы перечислены в способе 200. Помимо этого способ 200 может содержать большее или меньшее число этапов, чем показано на фиг.2.
На этапе 201 способ может начаться. Способ 200 может начаться в режиме, в котором осуществляется наформовка на множество соединительных контактных штырьков. На иллюстрации на фиг.3 соединительные контактные штырьки 112 могут быть помещены в форму. Форма позволяет закрепить соединительные контактные штырьки 112 на месте до наформовывания. В одной компоновке соединительные контактные штырьки 112 могут быть позолочены для улучшения проводимости. Соединительные контактные штырьки 112 также могут иметь круглую форму для обеспечения жесткого уплотнения с наформованным высокотемпературным пластиком. Соединительный контактный штырек 112 также может иметь желобчатый пояс 114, который проходит полностью вокруг контактного штырька для запрессовки в пластик в ходе наформовывания. Желобчатый пояс обеспечивает обратное течение переформованного высокотемпературного пластика, чтобы окружить желобчатый пояс и противостоять высоким температурам пайки контактных штырьков при предоставлении жесткого уплотнения с наформованным высокотемпературным пластиком.
Возвращаясь к способу 200 по фиг.2, на этапе 202 высокотемпературный пластик может формоваться вокруг множества соединительных контактных штырьков, чтобы образовать базовую часть. А именно, высокотемпературный пластик базовой части может противостоять перемещениям соединительного контактного штырька вследствие высокотемпературной пайки соединительных контактных штырьков. На фиг.4 показана базовая часть 120. Высокотемпературный пластик 122 наформован на соединительные контактные штырьки 112, чтобы образовать базовую часть 120. Высокотемпературный пластик 122, окружающий каждый контактный штырек в базовой части 120, образует герметичное соединение, которое может оставаться неповрежденным после пайки соединительных контактных штырьков 112. Наформованный высокотемпературный пластик 122 окружает контактные штырьки и оставляет, по меньшей мере, кончик соединительных контактных штырьков 112 неизолированным для обеспечения проводимости. Желобчатый пояс 114 вокруг контактных штырьков также обеспечивает установку с нажимом, поскольку наформованный высокотемпературный пластик 122 заключает в себе и окружает желобчатый пояс 114 контактного штырька. Наформовывание соединительных контактных штырьков 112 в высокотемпературном пластике 122, чтобы сформировать базовую часть 120, обеспечивает первое водостойкое уплотнение.
Возвращаясь к способу 200 по фиг.2, на этапе 204 низкотемпературный пластик может быть наформован на базовую часть, чтобы получить вставку. Напомним, что базовая часть 120 является результатом наформования высокотемпературного пластика 122 на соединительных контактных штырьках 112 (см. фиг.4). На иллюстрации с фиг.5 показана вставка 130. Низкотемпературный пластик 132 может быть наформован на высокотемпературный пластик 122 базовой части 120, чтобы образовать вставку 130. Наложение низкотемпературного пластика 132 на высокотемпературный пластик 122 образует второе водостойкое уплотнение. Вставка 130 может открывать первый конец множества соединительных контактных штырьков для внешней части устройства и открывать второй конец множества соединительных контактных штырьков для внутренней части устройства. Вкратце, ссылаясь на фиг.1, внешняя часть соответствует позиции вне мобильного устройства 100, а внутренняя часть соответствует позиции в мобильном устройстве 100.
На виде в поперечном сечении вставки 130 с фиг.6 показана первая схема наформования низкотемпературного пластика поверх высокотемпературного пластика. В частности, низкотемпературный пластик 132 может полностью окружать соединительные контактные штырьки 112 и заключать в себе высокотемпературный пластик 122. Пайка оплавлением на соединительных контактных штырьках может смягчить низкотемпературный пластик 132, контактирующий с соединительными контактными штырьками, но водоустойчивое уплотнение высокотемпературного пластика 122 и соединительных контактных штырьков 112 будет сохранено. Соединительные контактные штырьки могут быть полностью окружены низкотемпературным пластиком 132, чтобы покрывать линии связи в высокотемпературном пластике 122, созданном в результате формования на этапе 202 способа.
На фиг.7 показан другой вид в поперечном сечении вставки 130. В частности, показана вторая схема формования низкотемпературного пластика поверх высокотемпературного пластика. А именно, низкотемпературный пластик 132, возможно, не полностью окружает соединительные контактные штырьки 112 и заключает в себе высокотемпературный пластик 122. Соответственно, пайка оплавлением на соединительных контактных штырьках 112 не смягчает низкотемпературный пластик 132, который не контактирует с соединительными контактными штырьками. Водоустойчивое уплотнение высокотемпературного пластика 122 и соединительных контактных штырьков 112 сохраняется.
Возвращаясь к способу 200 с фиг.2, на этапе 206 боковина разъема может быть сформована вдоль периметра вставки, чтобы получить интерфейс. Напомним, что вставка 130 является результатом наформовывания низкотемпературного пластика 122 на базовую часть 120 (см. фиг.5). Со ссылкой на иллюстрацию с фиг.8 показан интерфейс 140. Резиновая боковина 142 может быть наформована на вставку 130, чтобы сформировать интерфейс 140. Боковина 142 может быть резиной или любым другим материалом, который может клейко сцепляться со вставкой 130 или корпусом, к которому присоединяется интерфейс 140. Наформовывание резиновой боковины на вставке 130 может обеспечить четвертое водостойкое уплотнение, когда интерфейс сжат в пределах корпуса устройства. В другом варианте осуществления резиновая боковина может быть исключена, а вместо нее может использоваться клей с очень высоким сцеплением (VHB), чтобы обеспечить водонепроницаемое уплотнение. Таким образом, или резиновая боковина 142, или клей VHB могут использоваться для того, чтобы образовать водонепроницаемое уплотнение.
Например, на поперечном сечении интерфейса 140 с фиг.9 резиновая боковина 142 может создавать герметичное уплотнение между низкотемпературным пластиком 132 и корпусом 151 мобильного устройства. Низкотемпературный пластик 132 вставки может включать в себя кромку 136 для сопряжения вставки с выступом 137 резиновой боковины 142. Кромка 136 упрощает удержание резиновой боковины 142 на месте. Кроме того, на этапе 208 способа 200 с фиг.2 резиновая боковина 142 разъема присоединяет резиновую боковину 142 разъема к корпусу 151, чтобы образовать пятое водостойкое уплотнение.
Также следует отметить, что наформовывание бокового соединения и нанесение VHB-клея является необязательным. Таким образом, этапы 206 и 208 способа являются необязательными этапами для обеспечения дополнительного уровня водостойкого уплотнения, в частности водонепроницаемого уплотнения. А именно, интерфейс 140 может быть сформирован без резиновой боковины или клея. Интерфейс 140 без боковины 142 может быть установлен и приварен с помощью ультразвука непосредственно в корпусе. Резиновая боковина 142 образует водонепроницаемое уплотнение, которое поглощает колебания контакта между интерфейсом 140 и корпусом 153. Для определенных вариантов применения добавление дополнительного уровня водостойкости с помощью этапов 206 и 208 способа может быть чрезмерно дорогостоящим и ненужным.
Возвращаясь к способу 200 с фиг.2, на этапе 210 гибкая накладка может быть припаяна к соединительным контактным штырькам базовой части для обеспечения электрического соединения гибкой ленты с соединительными контактными штырьками. Например, на фиг.10 гибкая ленточная накладка 161 может быть припаяна вручную к соединительным контактным штырькам 112 интерфейса 140 (см. фиг.8). Пайка может быть выполнена посредством машины или вручную. Заметим, высокая температура пайки не воздействует на целостность соединений в базовой части 120, вставке 130 или интерфейсе 140. Таким образом, водоустойчивые уплотнения, образованные на этапах 202-208 способа, не затрагиваются процессом пайки. Вкратце, на фиг.11 паяное соединение 162 гибкой накладки 161 предоставляет электрическое соединение с внутренней частью мобильного устройства и внешней частью мобильного устройства, как пояснено на фиг.1.
Возвращаясь к способу 200 с фиг.2, на этапе 212 вставка может быть приварена с помощью ультразвука к корпусу устройства, чтобы осуществить переход низкотемпературного пластика в корпус так, чтобы образовать третье водостойкое уплотнение. Вкратце, ультразвуковая сварка - это процесс сборки, в котором два материала соединяются посредством локального применения давления и высокочастотной колебательной энергии. Ультразвуковая сварка обеспечивает высокофрикционную вибрацию материалов, которая заставляет материалы расплавляться вместе. Хорошее ультразвуковое сварное соединение может быть создано между двумя пластиками, имеющими аналогичные температуры плавления. Сваривание двух низкотемпературных пластиков может сформировать сильное сварное соединение, поскольку материалы имеют аналогичные типы плавления. Сваривание низкотемпературного пластика с высокотемпературным пластиком может не привести в результате к хорошему сварному соединению. Соответственно, низкотемпературный пластик 122 интерфейса 140 выбирается так, чтобы иметь аналогичный тип плавления с материалом корпуса 151. Например, пластик может быть поликарбонатным материалом (к примеру, смесью пластиков) одного типа плавления для образования сильного сварного соединения. Сильное сварное соединение обеспечивает высокую водостойкость.
На фиг.11 показано подробно поперечное сечение окончательного интерфейса 140. В частности, низкотемпературный пластик 132 может быть приварен с помощью ультразвука к материалу корпуса 153. Этап 212 ультразвуковой сварки может создавать ультразвуковое сварное соединение 153, которое смешивает низкотемпературный пластик 132 и корпус 151, чтобы образовать водостойкое уплотнение. Ультразвуковое сварное соединение 153 обеспечивает первый уровень водостойкости. Кроме того, резиновая боковина 142 образует водонепроницаемое уплотнение. Если резиновая боковина не используется, VHB-сцепление может образовать водонепроницаемое уплотнение вместо резины. Комбинация ультразвукового сварного соединения и уплотнения из резиновой боковины или сильного сцепления клея VHB создает водонепроницаемое уплотнение.
Где это применимо: настоящие варианты осуществления изобретения могут быть реализованы в аппаратных средствах, программном обеспечении или комбинации аппаратных средств и программного обеспечения. Подходит любой тип вычислительной системы или другого устройства, приспособленного для осуществления способов, описанных в данном документе. Типичная комбинация аппаратных средств и программного обеспечения может быть устройством мобильной связи с компьютерной программой, которая, будучи загруженной и выполненной, может управлять устройством мобильной связи таким образом, чтобы оно выполняло способы, описанные в данном документе. Разделы настоящего способа и системы могут также быть встроены в вычислительный программный продукт, который содержит все признаки, обеспечивающие реализацию способов, описанных в данном документе, и который, когда загружен в вычислительную систему, позволяет осуществлять эти способы.
Хотя проиллюстрированы и описаны предпочтительные варианты осуществления изобретения, следует понимать, что варианты осуществления изобретения не ограничены таким образом. Множество модификаций, изменений, вариаций, замен и эквивалентов должно быть очевидным специалистам в данной области техники без отступления от духа и области применения вариантов осуществления настоящего изобретения, задаваемых посредством прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛГОРИТМ ИДЕНТИФИКАЦИИ АКСЕСУАРОВ ДЛЯ СИСТЕМНОГО СОЕДИНИТЕЛЬНОГО РАЗЪЕМА | 2004 |
|
RU2369980C2 |
| СИСТЕМА ДЛЯ ПЕРЕДАЧИ ДАННЫХ ИЗ УСТРОЙСТВ ТЕЛЕФОННОЙ СЕТИ (ВАРИАНТЫ), ПОРТАТИВНАЯ КОМПЬЮТЕРНАЯ СИСТЕМА И ПОРТАТИВНЫЙ КОМПЬЮТЕРНЫЙ МОДЕМ (ВАРИАНТЫ) | 1993 |
|
RU2108003C1 |
| НАСОСНЫЙ УЗЕЛ | 2019 |
|
RU2731080C1 |
| ДВУСТОРОННИЙ РАЗЪЕМ ДЛЯ ВСПОМОГАТЕЛЬНЫХ УСТРОЙСТВ | 2015 |
|
RU2682911C2 |
| УСТРОЙСТВО ЗАХВАТА ИЗОБРАЖЕНИЙ И АКСЕССУАРЫ | 2018 |
|
RU2716855C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОЙ КАРТОЧКИ ИЛИ АНАЛОГИЧНОГО ЭЛЕКТРОННОГО УСТРОЙСТВА | 1998 |
|
RU2196356C2 |
| ПОРТАТИВНОЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2473952C2 |
| Портативное вычислительное устройство | 2009 |
|
RU2610581C2 |
| ТЕСТ-ПОЛОСКА С НЕСКОЛЬКИМИ НАПРАВЛЕНИЯМИ ОРИЕНТАЦИИ | 2014 |
|
RU2672191C2 |
| ШТЕПСЕЛЬНАЯ РОЗЕТКА ДЛЯ СКРЫТОЙ ПРОВОДКИ С УГЛУБЛЕНИЕМ ШТЕПСЕЛЬНОЙ РОЗЕТКИ | 2013 |
|
RU2636268C2 |

Изобретение касается разъема (102) для аксессуаров и способа (200) создания жесткого водонепроницаемого уплотнения. Способ может включать в себя наформовывание (202) высокотемпературного пластика (122) вокруг множества соединительных контактных штырьков (112) для образования базовой части (120), наформовывание (204) низкотемпературного пластика (132) на базовую часть для образования вставки (130), наформовывание (206) боковины (142) разъема вдоль периметра вставки для образования интерфейсного узла (140) и приваривание (212) с помощью ультразвука вставки к корпусу (151) для перехода (153) низкотемпературного пластика в корпус. Технический результат - обеспечение интерфейсных соединений с высокой степенью целостности. 2 н. и 12 з.п. ф-лы, 11 ил.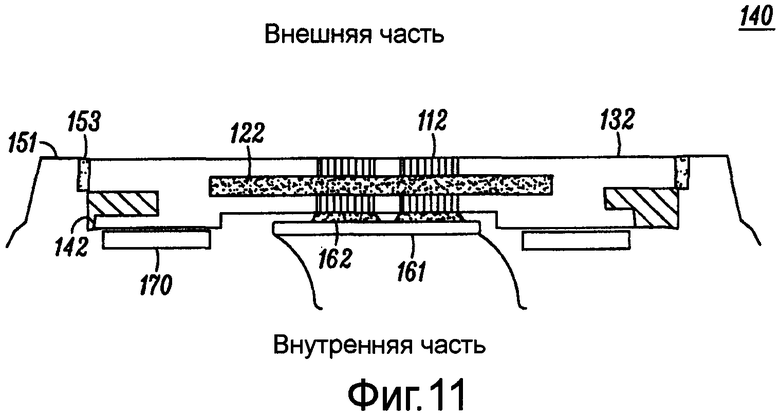
1. Водостойкий и водонепроницаемый разъем для аксессуаров в устройстве, содержащий
множество соединительных контактных штырьков;
высокотемпературный пластик, который наформован вокруг множества соединительных контактных штырьков, чтобы образовать базовую часть, при этом базовая часть противостоит перемещениям соединительных контактных штырьков, обусловленным высокотемпературной пайкой соединительных контактных штырьков, и образует первое водостойкое уплотнение; и
низкотемпературный пластик, который наформован вокруг базовой части, чтобы сформировать вставку, при этом наформованная часть низкотемпературного пластика и высокотемпературный пластик образуют второе водостойкое уплотнение.
2. Разъем для аксессуаров по п.1, дополнительно содержащий резиновую боковину разъема для размещения вокруг периметра вставки таким образом, что боковина разъема сжимается между вставкой и корпусом устройства для образования третьего водостойкого уплотнения.
3. Разъем для аксессуаров по п.1, дополнительно содержащий ультразвуковое сварное соединение между вставкой и корпусом устройства, при этом материал корпуса имеет аналогичный низкотемпературному пластику тип плавления, чтобы согласовать плавление корпуса и низкотемпературного пластика для образования четвертого водостойкого уплотнения.
4. Разъем для аксессуаров по п.1, дополнительно содержащий гибкую накладку, припаянную к множеству соединительных контактных штырьков в устройстве для электрического соединения соединительных контактных штырьков с устройством.
5. Разъем для аксессуаров по п.2, в котором вставка включает в себя кромку, соединенную с выступом клейкой боковины узла разъема.
6. Разъем для аксессуаров по п.1, в котором низкотемпературный пластик, наформованный на базовую часть, окружает контактные штырьки и оставляет кончики соединительных контактных штырьков неизолированными для обеспечения проводимости.
7. Разъем для аксессуаров по п.1, в котором множество соединительных контактных штырьков имеют круглую форму для обеспечения жесткого уплотнения с наформованным высокотемпературным пластиком.
8. Разъем для аксессуаров по п.1, в котором множество соединительных контактных штырьков имеют желобчатый пояс для обеспечения обратного течения наформованного высокотемпературного пластика, чтобы окружить желобчатый пояс и противостоять высоким температурам пайки соединительных контактных штырьков.
9. Разъем для аксессуаров по п.1, в котором вставка установлена заподлицо в устройстве и открывает первый конец множества соединительных контактных штырьков наружу устройства, и открывает второй конец множества соединительных контактных штырьков внутрь устройства.
10. Водостойкий и водонепроницаемый разъем мобильного устройства, содержащий
множество соединительных контактных штырьков;
высокотемпературный пластик, который наформован вокруг множества соединительных контактных штырьков, чтобы образовать базовую часть, при этом базовая часть противостоит перемещениям соединительных контактных штырьков, обусловленным высокотемпературной пайкой соединительных контактных штырьков для образования первого уплотнения, и
низкотемпературный пластик, который наформован вокруг базовой части, для образования вставки, при этом наформованная часть низкотемпературного пластика и высокотемпературного пластика образуют второе водостойкое уплотнение.
11. Разъем мобильного устройства по п.10, дополнительно содержащий резиновую боковину узла разъема для размещения вокруг периметра вставки таким образом, что боковина узла разъема сжимается между вставкой и корпусом устройства для образования третьего водостойкого уплотнения.
12. Разъем мобильного устройства по п.10, в котором вставка включает в себя кромку для сопряжения вставки с выступом боковины узла разъема.
13. Разъем мобильного устройства по п.10, дополнительно содержащий гибкую накладку, припаиваемую к множеству соединительных контактных штырьков в устройстве для электрического соединения соединительных контактных штырьков с электронной платой мобильного устройства, при этом наформование окружает контактные штырьки и оставляет, по меньшей мере, кончики соединительных контактных штырьков неизолированным для обеспечения проводимости.
14. Разъем мобильного устройства по п.10, в котором множество соединительных контактных штырьков имеют круглую форму для обеспечения жесткого уплотнения с наформованным высокотемпературным пластиком и имеют желобчатый пояс для обеспечения обратного течения наформованного высокотемпературного пластика, чтобы окружить желобчатый пояс и противостоять высоким температурам пайки контактных штырьков для обеспечения жесткого уплотнения с наформованным высокотемпературным пластиком.
| US 6402522 А, 11.06.2002 | |||
| Электрический разъем | 1978 |
|
SU792377A1 |
| РАЗЪЕМ ДЛЯ УСТРОЙСТВА СЧИТЫВАНИЯ КАРТОЧКИ СО ВСТРОЕННОЙ МИКРОСХЕМОЙ И УСТРОЙСТВО СЧИТЫВАНИЯ КАРТОЧКИ С ТАКИМ РАЗЪЕМОМ | 1996 |
|
RU2181908C2 |
| US 5725392 A, 10.03.1998 | |||
| US 6827615 A, 07.12.2004. | |||

