Настоящее изобретение относится к технологии улучшения функциональных деталей путем улучшения их поверхностных слоев и прежде всего к способу получения износостойких и обладающих высокой усталостной прочностью поверхностных слоев на деталях из титановых сплавов и к изготовленным этим способом деталям. Настоящее изобретение можно и целесообразно использовать применительно к работающим в условиях эрозионного износа, кавитационного износа, капельно-ударной эрозии или износа скольжения деталям из титановых сплавов, которые наряду с трибологической нагрузкой подвергаются также интенсивным циклическим нагрузкам. Изобретение наиболее предпочтительно использовать для защиты лопаток, используемых в паровых турбинах в их ступенях низкого давления. К числу других деталей, которые наиболее предпочтительно улучшать предлагаемым в изобретении способом, относятся, например, компоненты авиационной и космической техники, такие, например, как направляющие посадочных закрылков, приводные валы, детали гидравлических систем, болты или иные аналогичные соединительные и крепежные элементы, детали и изделия, используемые в химическом машиностроении (например, концы волноводов-концентраторов, сонохимические установки), в медицинской технике (например, инструменты, имплантаты) и в моторостроении мощных двигателей (например, системы впрыскивания, седла клапанов, стержни клапанов или иные аналогичные детали).
Титан представляет собой превосходный конструкционный материал, свойствами которого, такими как высокая удельная прочность, высокий предел выносливости, высокая стойкость к коррозионному растрескиванию под напряжением, химическая стойкость и биосовместимость, предопределяется возможность его применения по особому назначению в различных областях. Однако более широкому применению титана в значительной мере препятствует его малая стойкость к износу различных видов. Потребность в эффективных методах защиты изготовленных из титана деталей от износа возрастает еще и по той причине, что многие термические и химико-термические методы улучшения поверхностных слоев, используемые, например, для улучшения сталей, не применимы к титановым сплавам.
Современным известным методом получения обладающих исключительно высокой износостойкостью поверхностных слоев на деталях из титана и его сплавов является лазерное легирование из газовой фазы (см., например, B.H.W.Bergmann, "Thermochemische Behandlung von Titan und Titanlegierungen durch Laserumschmelzen und Gaslegieren", Zeitschrift für Werkstofftechnik, 16, 1985, сс.392-405). Первоначально подобная технология использовалась для обеспечения защиты эндопротезов суставов, как это описано, например, в DE 3917211. Для этого поверхностный слой детали расплавляют лазерным излучением на глубину от 0,1 до 0,7 мм и расплав одновременно продувают азотом. Поскольку титан обладает высоким химическим сродством к реакционноспособным газам, таким, например, как азот, газ, которым продувают расплав, немедленно растворяется в расплаве, в котором при использовании азота образуется нитрид титана, выделяющийся из расплава в виде дендритов. После затвердевания расплава образуется поверхностный слой, состоящий из титановой материнской фазы с измененным по сравнению с исходным состоянием соотношением между α- и β-фазами, а также высокодисперсных дендритов нитрида титана. Твердость такого поверхностного слоя по Виккерсу (HV) обычно составляет от 600 до 1200. Полученные таким путем поверхностные слои обладают исключительно высокой стойкостью к износу скольжения, абразивному износу или износу скольжения при осциллирующем движении.
Недостаток подобной технологии получения поверхностных слоев можно без ограничения общих принципов отнести и к ее применению для повышения стойкости лопаток паровых турбин к капельно-ударному износу.
Рабочие лопатки ступеней низкого давления в паровых турбинах подвергаются в процессе их эксплуатации воздействию исключительно высоких квазистатических (центробежная сила, закрутка лопаток), циклических (периодическое воздействие давления пара, колебания лопаток), химико-механических (коррозионное усталостное растрескивание и коррозионное растрескивание под напряжением) и трибологических (удары капель) нагрузок. Несмотря на то, что некоторые титановые сплавы, например сплав Ti6A14V, способны эффективно противостоять подобным квазистатическим, циклическим и химико-механическим нагрузкам, их стойкость к капельно-ударному износу тем не менее недостаточна для эффективной защиты высоконагруженных лопаток паровых турбин от износа или эрозии вследствие постоянного удара капель воды в лопатки в зоне их входных кромок.
Аналогично рассмотренному выше уровню техники в ЕР 0491075 В1 предлагается использовать технологию лазерного легирования из газовой фазы для повышения износостойкости лопаток паровых турбин низкого давления. Для этого в расплав подают образующий бориды, карбиды или нитриды газ в концентрации, при которой происходит выделение боридов, карбидов или нитридов в расплаве. При использовании азота в качестве реакционного газа при объемном соотношении между азотом и инертным газом, составляющем обычно от 20 до 60%, образуется высокотвердый нитрид титана. Таким путем в поверхностном слое сплава Ti6A14V при указанных параметрах обработки достигается твердость, составляющая от 500 до 900 HV, предпочтительно от 500 до 700 HV. О достигаемых при этом показателях износостойкости и предела выносливости в указанной выше публикации ничего не говорится.
Во избежание трещинообразования толщину защитного слоя ограничивают величиной в 0,4-1,0 мм. Последующая механическая или термическая обработка полученных таким путем слоев в указанной выше публикации не упоминается, однако ее и не требуется предусматривать, поскольку особо отмечается то обстоятельство, что защита от капельно-ударной эрозии обеспечивается в результате выполнения одной единственной технологической операции, а именно: лазерного легирования из газовой фазы.
Из результатов проведенных авторами настоящего изобретения исследований известно, что у образцов, изготовленных из одного и того же сплава Ti6A14V и подвергнутых лазерному легированию из газовой фазы с содержанием в ней азота 25%, соответственно 35%, удается достичь предела выносливости, составляющего лишь примерно 67%, соответственно 37% от предела выносливости основного материала.
В соответствии с этим недостаток этого метода состоит в том, что лопатка турбины с улучшенным таким путем поверхностным слоем обладает слишком низкой стойкостью к циклическим нагрузкам. Поэтому такой метод не пригоден для улучшения лопаток турбин, подвергающихся воздействию высоких циклических нагрузок.
Следующий недостаток этого метода обусловлен исключительно малой толщиной защитного слоя, составляющей от 0,4 до 1,0 мм. Столь малая толщина защитного слоя ограничивает срок службы турбинных лопаток при проявляющемся в срабатывании их материала износе, таком, например, как капельно-ударный износ.
Подобный недостаток обусловлен тем, что при содержании азота в газовой смеси газов выше 20% в защитном слое образуются микротрещины. Склонность к образованию микротрещин возрастает с увеличением толщины защитного слоя. Помимо этого гетерогенная структура защитного слоя, состоящая из сравнительно хрупкой материнской фазы из α-титана с включениями исключительно твердых частиц TiN, в принципе не способна обеспечить достижение высоких показателей предела выносливости.
Для повышения предела выносливости деталей при сохранении высокой их износостойкости в условиях капельно-ударной нагрузки детали после лазерного легирования из газовой фазы было предложено подвергать комбинированной дополнительной термической обработке и последующей дробеструйной обработке (см. ЕР 0697503 А1). При этом термической обработке при температуре в пределах от 600 до 750°С подвергают защитный слой на основе борида, карбида и/или нитрида титана, образовавшийся в результате лазерного легирования из газовой фазы, содержащей смесь бора с углеродом или азот, с образованием обогащенной ванадием β-фазы титана. Использование азота в качестве реакционного газа в сочетании с механическим полированием и последующей дробеструйной обработкой с интенсивностью 0,3 ммА и по меньшей мере двукратным перекрытием позволяет при сохранении износостойкости увеличить предел выносливости с примерно 30% до примерно 85% от исходного значения предела усталости необработанного материала, из которого изготовлена лопатка. Защитный слой толщиной от 0,4 до 1,0 мм содержит в основном нитриды титана в виде включений в материнской фазе из α-титана. Морфология и распределение нитридов титана зависят от технологических параметров лазерного легирования из газовой фазы и от концентрации в ней азота. В зависимости от концентрации азота нитриды титана образуются в виде пластинчатых или дендритных выделений. При использовании азота в качестве реакционного газа и аргона в качестве инертного газа соотношение между ними в смеси должно составлять от 1:4 до 1:2, т.е. концентрация азота в газовой среде должна составлять от 20 до 33%. Полученный защитный слой может в зависимости от условий лазерного легирования из газовой фазы иметь твердость от 600 до 800 HV.
Недостаток этого усовершенствованного метода состоит в том, что указанных значений предела выносливости удается достичь только на полированных образцах или на новых лопатках. Характерным же проявлением капельно-ударного износа является значительное увеличение шероховатости поверхности уже на ранней стадии эксплуатации лопатки турбины. Подобное увеличение шероховатости приводит к трем следующим отрицательным последствиям, проявляющимся в снижении стойкости лопатки турбины к циклическим нагрузкам. Во-первых, возрастает влияние надрезов (концентрации напряжений) в подвергнутом значительному упрочнению материале. Во-вторых, увеличение шероховатости поверхности приводит к релаксации приповерхностных сжимающих внутренних напряжений, возникших в материале в результате его дробеструйной обработки. В-третьих, вновь может проявиться отрицательное влияние микротрещин, которые продолжают присутствовать в материале, но влияние которых было устранено путем дробеструйной обработки.
В соответствии с этим недостаток такого усовершенствованного метода состоит в том, что он не устраняет полностью причины снижения предела выносливости структуры, состоящие в возникновении микротрещин и образовании недостаточно пригодной для работы в условиях повышенных циклических нагрузок структуры, содержащей исключительно твердые и хрупкие фазы, а позволяет лишь временно подавить их влияние.
Еще один недостаток подобного метода состоит в том, что повышение предела выносливости предполагает, как описано в указанной выше публикации, использование ванадийсодержащего титанового сплава. Однако существует целый ряд экономически более важных, но не содержащих ванадий титановых сплавов с аналогичным перечнем областей их применения.
Указанный недостаток обусловлен тем, что описанная в вышеуказанной публикации термическая обработка должна обеспечивать образование обогащенной ванадием фазы с кристаллической решеткой β-титана.
Таким образом, цель настоящего изобретения состояла в разработке способа повышения износостойкости деталей из титановых сплавов, который приводил бы лишь к минимально возможному снижению их стойкости к циклическим нагрузкам в полученном в результате лазерного легирования из газовой фазы структурном состоянии по сравнению с их исходным структурным состоянием и который обеспечивал бы более длительное сохранение ими стойкости к циклическим нагрузкам по мере увеличения степени их износа. Помимо этого цель изобретения состояла также в том, чтобы предложить изготавливаемые предпочтительно этим способом износостойкие и обладающие высокой усталостной прочностью детали.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать способ улучшения поверхностного слоя, который (способ) позволял бы вне зависимости от наличия или отсутствия ванадия в титановом сплаве получать поверхностные слои с гомогенным и вязко-твердым структурным состоянием без хрупких фаз нитрида, карбида или борида титана, с исключительно высокой стойкостью к неабразивному, кавитационному или капельно-ударному износу и с толщиной более 1 мм без образования микротрещин.
Согласно изобретению указанная задача решается с помощью заявленного в п.п.1-14 формулы изобретения способа обработки детали из титанового сплава лазерным легированием из газовой фазы с получением износостойкого поверхностного слоя. Предлагаемая в изобретении деталь, изготавливаемая таким способом, заявлена в п.п.15-25 формулы изобретения. При этом в соответствующих зависимых пунктах формулы изобретения представлены предпочтительные варианты осуществления изобретения.
Предлагаемый в изобретении способ, заявленный в п.1 формулы изобретения, включает лазерное легирование из газовой фазы детали из титанового сплава с использованием реакционного газа и отличается тем, что лазерное легирование из газовой фазы проводят таким образом, что элементы, содержащиеся в реакционном газе, образуют твердый раствор внедрения в титановом сплаве, при этом парциальное давление реакционного газа поддерживают так, чтобы оно оставалось ниже предельного значения, выше которого образуются фазы нитрида, карбида или борида титана. Предлагаемый в изобретении способ основан на введении в расплав растворимых в нем и остающихся в нем после его затвердевания в виде твердого раствора внедрения газообразных элементов в концентрации, не превышающей той, при которой все еще не образуются фазы нитридов, карбидов или боридов титана. Тем самым, в отличие от известных из уровня техники способов, образуется сравнительно гомогенная и мелкозернистая структура с протяженностью составляющих ее компонентов в несколько микрометров, состоящая из зерен α-титана, отдельных зерен β-титана и расположенной между зернами α-титана смеси из мельчайших зерен α- и β-титана. В результате удается избежать образования нитридных, карбидных, соответственно боридных фаз, известных своим отрицательным влиянием на поверхностный слой, проявляющимся в образовании в нем микротрещин и локальных концентраций напряжений.
При применении азота в качестве образующего раствор внедрения элемента его объемная доля в газовой смеси предпочтительно должна иметь указанные в п.п.3 и 4 формулы изобретения значения. При этом выбор конкретного содержания азота в газовой смеси определяется степенью взаимного перекрытия и дорожек, вдоль которых выполняют легирование, и соотношением между вызывающей износ нагрузкой и величиной циклической нагрузки. В общем случае при работе детали из титанового сплава с получаемым предлагаемым в изобретении способом поверхностным слоем в условиях повышенной циклической нагрузки и сниженной вызывающей износ нагрузки выбирают низкое содержание азота в газовой смеси и наоборот. Равным образом с увеличением степени взаимного перекрытия дорожек, вдоль которых выполняют легирование, содержание азота в газовой смеси уменьшают.
Поскольку величина вызывающей износ нагрузки и величина усталостной нагрузки обычно варьируются вдоль поверхности детали, и помимо этого изменяется соотношение между ними, согласно п.5 формулы изобретения наиболее предпочтительно обеспечивать локально оптимальное соотношение между прочностью и вязкостью путем изменения относительного содержания азота в рабочем газе.
Еще одним параметром, позволяющим влиять на соотношение между прочностью и вязкостью, является, как указано в п.п.6-8 формулы изобретения, скорость охлаждения детали, соответственно ее поверхностного слоя.
В процессе легирования из газовой фазы, прежде всего при получении износостойких поверхностных слоев большей толщины и/или при большей степени взаимного перекрытия дорожек, вдоль которых выполняют легирование, происходит заметное коробление детали вследствие ее интенсивного локального нагрева. Для уменьшения степени коробления, соответственно во избежание коробления склонных к нему деталей в п.п.9 и 10 формулы изобретения предлагается механически фиксировать деталь в исходном положении перед началом процесса легирования из газовой фазы и удерживать в зафиксированном положении на протяжении всего процесса обработки. Связанное с подобной фиксацией детали преимущество состоит также в том, что в процессе ее обработки исключается смещение той ее точки, в которую должен падать лазерный луч, в сторону от заданного положения, и поэтому не требуется дополнительная корректировка ЧПУ-программы.
По завершении процесса лазерного легирования из газовой фазы поверхность полученного поверхностного слоя имеет некоторую шероховатость, обычно слишком большую для деталей, подвергающихся воздействию высокой циклической нагрузки, в связи с чем согласно п.11 формулы изобретения предусмотрена механическая финишная обработка деталей с такими поверхностями. Подобная механическая финишная обработка может заключаться в шлифовании, галтовке и/или полировании.
Дополнительно повысить механические свойства, прежде всего предел выносливости, деталей из титанового сплава с получаемым предлагаемым в изобретении способом поверхностным слоем можно путем их термической обработки в соответствии с п.п.12 и 13 формулы изобретения. Термическая обработка, выполняемая в соответствии с п.12 формулы изобретения, позволяет влиять на формирование структуры, происходящее вследствие фазовых превращений и дисперсионного твердения, а также на одновременную релаксацию оставшихся после легирования из газовой фазы растягивающих внутренних напряжений, а термическая обработка, выполняемая в соответствии с п.13 формулы изобретения, позволяет дополнительно снимать внутренние напряжения без значительных изменений структуры. Поскольку термическая обработка, выполняемая в соответствии с последним из указанных вариантов, позволяет повысить преимущественно предел выносливости, тогда как термическая обработка, выполняемая в соответствии с п.12 формулы изобретения, позволяет повысить и износостойкость, и предел выносливости, выбором того или иного вида термической обработки можно обеспечить получение детали с набором свойств, лучше согласованным с условиями ее работы.
Известно, что стойкость титановых сплавов к циклической нагрузке можно повысить прежде всего за счет создания в них приповерхностных сжимающих внутренних напряжений. Указанная выше термическая обработка не позволяет создать такие сжимающие внутренние напряжения. Поэтому согласно п.14 формулы изобретения в качестве дополнительной меры, направленной на повышение предела выносливости, износостойкий поверхностный слой предлагается подвергать дробеструйной обработке.
Вторым объектом изобретения является деталь из титанового сплава с износостойким поверхностным слоем, полученным путем лазерного легирования из газовой фазы. Предлагаемая в изобретении деталь отличается тем, что износостойкий поверхностный слой имеет толщину tR в пределах от 0,1 до 3,5 мм и состоит из смеси мельчайших зерен α- и β-титана с присутствующими в титановом сплаве в виде твердого раствора внедрения элементами реакционного газа без образования нитридных, карбидных, оксидных или боридных фаз, имеет поверхностную твердость HS, измеренную на шлифованной поверхности, в пределах от 360 до 500 HV0,5 или микротвердость HR, измеренную на полированном поперечном шлифе на глубине 0,1 мм от его поверхности, в пределах от 360 до 560 HV0,1.
Когда необходимая ширина защищающей от износа зоны больше обычно возможной ширины одной дорожки, вдоль которой выполняют легирование, то согласно п.п.16 и 17 формулы изобретения легирование можно выполнять вдоль отдельных, взаимно перекрывающихся дорожек или же вдоль дорожек увеличенной за счет приведения луча от источника энергии высокой мощности в возвратно-поступательное перемещение поперечно направлению подачи ширины. При необходимости в отдельных случаях в такое возвратно-поступательное (осциллирующее) перемещение можно приводить не луч, а саму деталь.
Предлагаемое в изобретении решение наиболее предпочтительно использовать согласно п.18 формулы изобретения применительно к подвергающимся капельно-ударному или эрозионному воздействию лопаткам турбин. В последующих п.п.19-25 формулы изобретения заявлены технически целесообразные и предпочтительные варианты формы и расположения износостойкого поверхностного слоя, а также варианты его получения.
Ниже изобретение без ограничения его общих принципов более подробно рассмотрено на примерах, один из которых относится к предлагаемому в изобретению способу, а другой - к предлагаемой в изобретении детали.
Пример 1
Функциональные детали сонохимических установок наряду с кавитационной нагрузкой подвергаются также в процессе их эксплуатации воздействию высокой циклической нагрузки. Кавитационная нагрузка, прежде всего, значительно сокращает срок службы волноводов-концентраторов. В рассматриваемом примере используют волновод-концентратор из материала Ti6A14V с твердостью в исходном состоянии 340 HV0,5. Для увеличения срока службы такого волновода-концентратора его конец и примыкающие к нему участки цилиндрической поверхности необходимо лучше защищать от воздействия кавитационной нагрузки с обеспечением достаточно высокой стойкости к циклической нагрузке. Подобный волновод-концентратор для его лазерного легирования из газовой фазы предлагаемым в изобретении способом зажимают в трехкулачковом патроне установки для лазерной обработки с числовым программным управлением (ЧПУ). Припуск на обработку в обрабатываемой зоне волновода-концентратора составляет 0,2 мм. Над обрабатываемой деталью находится выполненный согласно ЕР 0829325 герметизирующий колпак для создания среды защитного газа. Подобный колпак без значительных аппаратурных затрат обеспечивает воспроизводимое создание необходимой атмосферы из рабочей газовой смеси и при этом исключительно эффективно препятствует попаданию в нее кислорода. В этот колпак из блока приготовления газовой смеси нагнетают смесь аргона и азота с предварительно отрегулированным объемным процентным соотношением между ними, равным 9:91. Колпак смонтирован на блоке формирования лазерного луча с возможностью перемещения по оси z. Колпак с помощью воздушной подушки у его нижнего края может перемещаться относительно обрабатываемой детали в двух других направлениях x и y.
В качестве лазера используют лазер на диоксиде углерода (СО2-лазер) с мощностью, отрегулированной на 3,1 кВт. Расстояние от фокуса лазерного луча до поверхности обрабатываемой детали выбирают таким, чтобы диаметр лазерного луча в точке его падения на поверхность обрабатываемой детали составлял 3,8 мм. При таком диаметре лазерного луча в точке его падения на поверхность обрабатываемой детали ширина а дорожки, вдоль которой перемещается лазерный луч в зоне, подвергаемой лазерному легированию из газовой фазы, составляет 3,5 мм. Обозначаемый через с шаг дорожек задают равным 0,75 мм, откуда следует, что степень перекрытия дорожек, обозначаемая через u, составляет 0,75. Скорость подачи задают с помощью ЧПУ-программы на 540 мм/мин. После 90-секундной продувки рабочей газовой смесью начинают процесс обработки, запуская ЧПУ-программу, по которой лазерный луч сканирует или обегает обрабатываемый конец волновода-концентратора по растровой схеме, и включая лазер. После медленного охлаждения волновод-концентратор извлекают из лазерной установки и на обработанном лазером участке сошлифовывают припуск.
Полученный таким путем поверхностный слой состоит из относительно гомогенного переплавленного слоя толщиной tR, равной 0,5 мм, и расположенной под ним зоны термического воздействия толщиной 1,2 мм. Поверхностная твердость HS у этого слоя составляет порядка 440 HV0,5. Такая твердость примерно соответствует твердости HR поверхностного слоя около 510 HV0,1, измеренной на полированном поперечном шлифе на глубине 0,1 мм от его поверхности. Колебание твердости поперек дорожек составляет примерно 50 HV0,1. Структура подобного поверхностного слоя образована зернами α-титана и высокодисперсными выделениями α- и β-титана на границах зерен α-титана. Размер зерен α-титана не превышает нескольких микрометров. Подобная обработка позволяет уменьшить скорость износа конца волновода-концентратора примерно в 3 раза.
В данном случае достигнутая таким путем стойкость конца волновода-концентратора к циклической нагрузке вполне достаточна для его применения, и поэтому никаких дополнительных мер для повышения предела выносливости конца волновода-концентратора принимать не требуется.
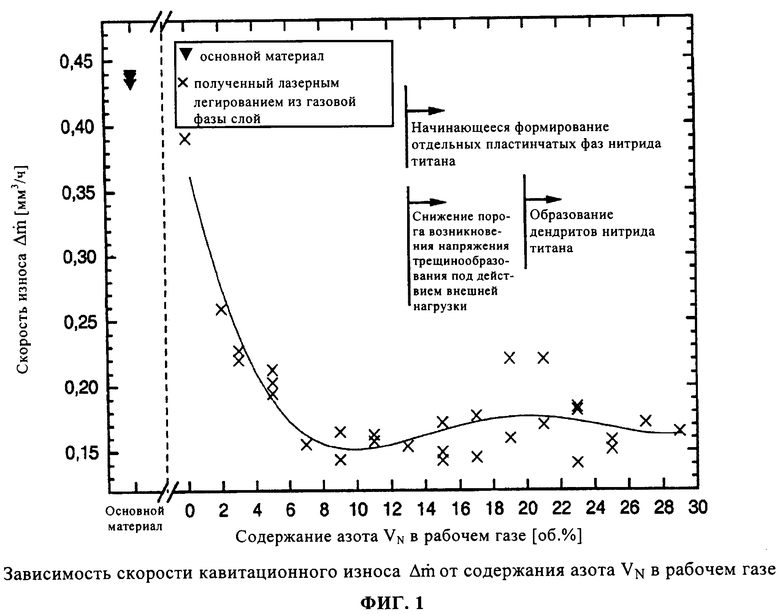
На фиг.1 в графическом виде показана зависимость скорости износа  от объемной доли азота VN в рабочем газе. Нагрузку, вызывающую кавитационный износ, создавали в соответствии со стандартом ASTM G32-85 с использованием высокочастотного генератора VC501 фирмы Sonics & Materials Inc. Испытания проводили при следующих условиях: непрямая колебательно-кавитационная нагрузка на образцы, частота: 20 кГц, амплитуда: ±20 мкм, температура воды (регулируемая): 22°С±1K, глубина погружения поверхности образцов: 12-16 мм, расстояние между поверхностью волновода-концентратора и поверхностью образца: 0,5 мм, продолжительность выдержки под нагрузкой: 20 ч, измерение уменьшения массы вследствие износа: через каждые 1,5 ч. Скорость износа определяют по кривой зависимости потери массы от времени после окончания инкубационного периода.
от объемной доли азота VN в рабочем газе. Нагрузку, вызывающую кавитационный износ, создавали в соответствии со стандартом ASTM G32-85 с использованием высокочастотного генератора VC501 фирмы Sonics & Materials Inc. Испытания проводили при следующих условиях: непрямая колебательно-кавитационная нагрузка на образцы, частота: 20 кГц, амплитуда: ±20 мкм, температура воды (регулируемая): 22°С±1K, глубина погружения поверхности образцов: 12-16 мм, расстояние между поверхностью волновода-концентратора и поверхностью образца: 0,5 мм, продолжительность выдержки под нагрузкой: 20 ч, измерение уменьшения массы вследствие износа: через каждые 1,5 ч. Скорость износа определяют по кривой зависимости потери массы от времени после окончания инкубационного периода.
Из приведенного на фиг.1 графика со всей очевидностью следует, что лазерное легирование в азотсодержащей газовой среде позволяет, как это было известно и ранее, существенно повысить сопротивление кавитационному износу. Однако вопреки существовавшему среди специалистов в данной области мнению для этого не требуется обязательное выделение нитрида титана. Уже при содержании азота в рабочем газе в пределах от 7 до 13% достигаются практически такие же характеристики износостойкости, что и при содержании азота в рабочем газе более 20%. Более того, было установлено, что образование выделений дендритного нитрида титана существенно снижает стойкость к знакопостоянной механической нагрузке (напряжение трещинообразования) и циклической нагрузке (предел выносливости). Так, например, при выбранных условиях проведения испытаний порог возникновения в поверхностном слое напряжения трещинообразования при приложении к нему изгибающей нагрузки начинает снижаться уже при концентрации азота выше 13%, т.е. гораздо раньше начала выделения дендритов нитрида титана. Это предельное значение справедливо для указанных выше условий проведения испытания. С уменьшением степени перекрытия дорожек, вдоль которых выполняют легирование, это предельное значение смещается в сторону более высоких концентраций азота.
Пример 2
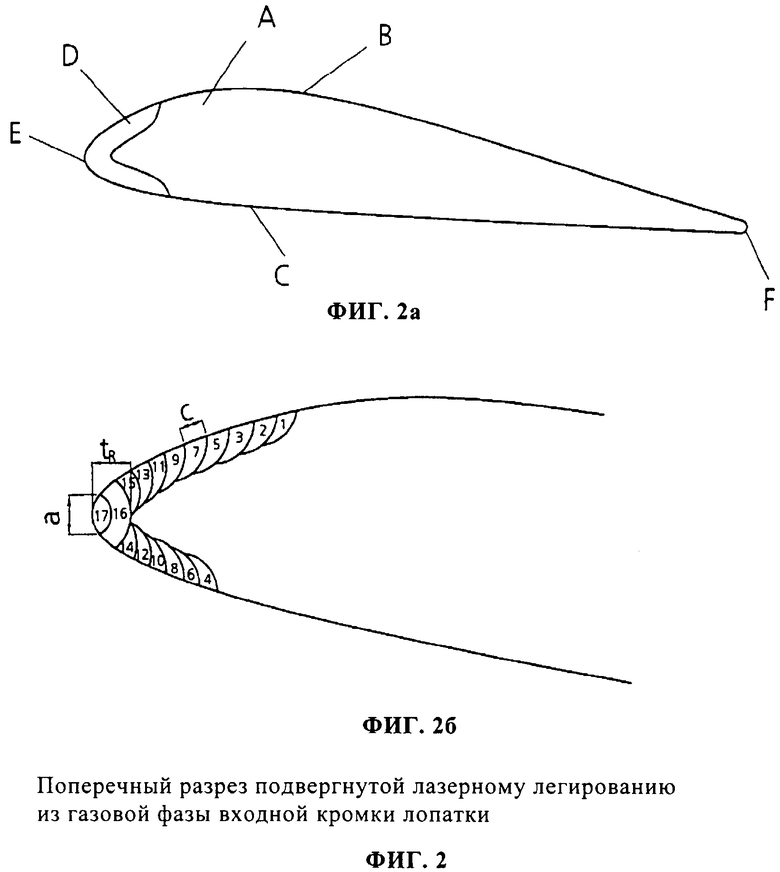
В качестве примера предлагаемой в изобретении детали ниже рассматривается рабочая лопатка последней ступени крупной паровой турбины. Входные кромки таких рабочих лопаток подвергаются интенсивному капельно-ударному воздействию, которое по своей нагрузке на детали, своим проявлениям износа и своим механизмам локального повреждения материала имеет много общего с кавитационным износом. Методы повышения стойкости материалов к кавитационному износу путем придания им соответствующего состояния обеспечивают также повышение их стойкости к капельно-ударному износу. Рабочую лопатку последней ступени паровой турбины с учетом высоких центробежных нагрузок изготавливают из титанового сплава Ti6A14V. Ширина зоны износа лопатки составляет 17 мм на ее задней стороне и 6 мм на ее передней стороне. В связи с воздействием на лопатки высоких циклических нагрузок обеспечение их пассивной защиты иными методами, такими как напайка стеллитных пластинок, нанесение покрытия электроискровой обработкой, вакуумная плазменная металлизация или лазерное легирование из газовой фазы известными из уровня техники способами, невозможно. Обработанная предлагаемым в изобретении способом деталь (см. фиг.2) имеет поверхностный слой толщиной до tR≈2,5 мм, состоящий из смеси мелких зерен α- и β-титана с присутствующим в ней в виде твердого раствора внедрения азотом. Такой поверхностный слой имеет ширину 20 мм на задней стороне лопатки и 10 мм на передней стороне лопатки и тем самым охватывает зону, размеры которой больше ширины зоны износа. В данном примере обозначенная через а ширина дорожки составляет 3,7 мм, а обозначенный через с шаг дорожек, вдоль которых выполняют легирование, составляет 0,8 мм. Для обработки лопаток используют лазер мощностью 4,2 кВт при скорости подачи 650 мм/мин.
Количество присутствующего в виде твердого раствора внедрения азота коррелирует непосредственно с поверхностной твердостью HS, соответственно с твердостью HR поверхностного слоя. Слой имеет поверхностную твердость HS≈425 HV0,5. Измеренная на полированном поперечном шлифе на глубине 0,1 мм от его поверхности твердость составляет HR≈550 HV0,1. Подобная твердость достигается при концентрации азота VN в рабочем газе, равной 7%.
Из результатов проводившихся авторами настоящего изобретения исследований известно, что предел выносливости снижается с увеличением доли растворенного азота. С другой стороны, известно, что турбинная лопатка в тех ее местах, которые расположены вблизи ее вершины, подвергается воздействию наиболее высоких вызывающих износ нагрузок, но исключительно низкой циклической нагрузке. По мере удаления от вершины лопатки вдоль ее входной кромки вызывающая износ нагрузка постепенно снижается, тогда как циклическая нагрузка, наоборот, значительно возрастает. Это обстоятельство в еще одном варианте осуществления предлагаемого в изобретении способа учитывают, изменяя объемную долю VN азота в рабочем газе в зависимости от положения обрабатываемого места на лопатке по длине ее входной кромки, т.е. постепенно уменьшая концентрацию азота в рабочем газе с исходной величины VN=11% в начале обрабатываемой лазером зоны у вершины лопатки до VN=0% в конце обрабатываемой лазером зоны. Тем самым одновременно обеспечиваются более плавное изменение твердости поверхностного слоя по длине входной кромки лопатки и снижение уровня растягивающих внутренних напряжений в конце дорожки. Равным образом, изменяя объемную долю VN в рабочем газе по длине каждой обрабатываемой дорожки, при обработке вдоль дорожки 1, 2, 3 и т.д., соответственно 4, 6, 8 и т.д. (см. фиг.2б) можно добиться аналогичного градиента твердости и свойств на боковом окаймлении обрабатываемого участка.
В процессе обработки лопатки в ней возникают термические напряжения, приводящие к ее короблению, которое обычно оказывается недопустимо большим в направлении наименьшего изгибающего момента. Согласно изобретению с целью воспрепятствовать проявлению этого нежелательного эффекта износостойкий участок выполняют путем легирования вдоль отдельных, взаимно перекрывающихся дорожек, последовательность легирования вдоль которых выбирают таким образом, что после легирования вдоль определенного количества начальных дорожек (см. фиг.2б, две начальные дорожки 1, 2) последующее легирование выполняют попеременно вдоль дорожек на передней и задней сторонах лопатки. Для минимизации коробления лопатки на ее передней стороне в некоторых случаях легирование выполняют вдоль большего количества дорожек, чем это необходимо исходя из размеров зоны износа на передней стороне лопатки. Легирование по последней дорожки выполняют вдоль входной кромки лопатки. В некоторых случаях легирование вдоль этой последней дорожки выполняют с меньшей глубиной переплавления при более высокой скорости подачи. В дополнение к этим мерам, призванным уменьшить коробление лопатки, ее перед началом обработки механически фиксируют и удерживают в зафиксированном положении в процессе лазерного легирования из газовой фазы.
Перечень используемых обозначений
А лопатка турбины
В задняя сторона лопатки
С передняя сторона лопатки
D защищаемая от износа зона; поверхностный слой, полученный лазерным легированием из газовой фазы
Е входная кромка лопатки
F выходная кромка лопатки
HS поверхностная твердость по Виккерсу, измеренная с нагрузкой 5Н на шлифованной поверхности, средняя величина твердости по 10 измерениям
HK твердость поверхностного слоя по Виккерсу, измеренная вдоль одной дорожки с нагрузкой 1H на полированном поперечном шлифе на глубине 0,1 мм от его поверхности, средняя величина твердости, усредненная по шагу дорожек и по 21 измерению
TA температура термической обработки при старении
TSR температура релаксационного отжига
VN объемная доля азота в рабочей газовой смеси
а ширина дорожки
с шаг дорожек
tA продолжительность термической обработки при старении
tR глубина дорожки
tSR продолжительность релаксационного отжига
u степень взаимного перекрытия дорожек
 скорость износа
скорость износа
1…17 номера дорожек
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2017 |
|
RU2649928C1 |
| Способ получения многослойной модифицированной поверхности титана | 2017 |
|
RU2686973C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2427666C1 |
| Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии | 2021 |
|
RU2768945C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭРОЗИОННОЙ СТОЙКОСТИ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2013 |
|
RU2552201C2 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2479667C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ЛОПАТКАХ КОМПРЕССОРА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478140C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2013 |
|
RU2552202C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1994 |
|
RU2079570C1 |
| Способ электроискрового легирования лопаток из титановых сплавов паровых турбин ТЭЦ и АЭС | 2020 |
|
RU2744005C1 |
Изобретение относится к технологии улучшения функциональных деталей и способу получения износостойких и обладающих высокой усталостной прочностью поверхностных слоев на деталях из титановых сплавов и к изготовленным этим способом деталям. Лазерное легирование из газовой фазы детали из титанового сплава с использованием реакционного газа проводят таким образом, что элементы, содержащиеся в реакционном газе, образуют твердый раствор внедрения в титановом сплаве. Парциальное давление реакционного газа поддерживают так, чтобы оно оставалось ниже предельного значения, выше которого образуются фазы нитрида, карбида или борида титана. Деталь из титанового сплава имеет износостойкий поверхностный слой, полученный упомянутым способом, обладающий толщиной tR в пределах от 0,1 до 3,5 мм и состоящий из смеси мельчайших зерен α- и β-титана с присутствующими в титановом сплаве в виде твердого раствора внедрения элементами реакционного газа без образования нитридных, карбидных, оксидных или боридных фаз. Поверхностная твердость слоя HS, измеренная на шлифованной поверхности, составляет величину в пределах от 360 до 500 HV0,5. Поверхностная микротвердость НК, измеренная на полированном поперечном шлифе на глубине 0,1 мм от его поверхности, составляет величину в пределах от 360 до 560 HV0,1. Получаются детали, обладающие повышенной износостойкостью при циклических нагрузках и обладающие высокой усталостной прочностью. 2 н. и 23 з.п. ф-лы, 3 ил.
1. Способ обработки детали из титанового сплава лазерным легированием из газовой фазы с получением износостойкого поверхностного слоя, включающий лазерное легирование из газовой фазы детали из титанового сплава с использованием реакционного газа, отличающийся тем, что лазерное легирование из газовой фазы проводят таким образом, что элементы, содержащиеся в реакционном газе, образуют твердый раствор внедрения в титановом сплаве, при этом парциальное давление реакционного газа поддерживают так, чтобы оно оставалось ниже предельного значения, выше которого образуются фазы нитрида, карбида или борида титана.
2. Способ по п.1, отличающийся тем, что в качестве реакционного газа, способного образовывать твердый раствор внедрения в титановом сплаве, используют азот, который вместе с инертным газом подают в зону действия лазерного излучения.
3. Способ по п.2, отличающийся тем, что объемная доля VN азота в рабочей газовой смеси составляет от 1 до 15%.
4. Способ по п.3, отличающийся тем, что для обработки деталей, подвергающихся воздействию особо высокой усталостной нагрузки, объемную долю VN азота в рабочей газовой смеси задают в пределах от 1 до 11%.
5. Способ по п.2, отличающийся тем, что объемную долю VN азота в рабочей газовой смеси изменяют в процессе обработки, согласуя ее с локальной механической нагрузкой и соотношением между вызывающей износ нагрузкой и циклической нагрузкой.
6. Способ по п.1, отличающийся тем, что легированный из газовой фазы поверхностный слой подвергают ускоренному охлаждению.
7. Способ по п.6, отличающийся тем, что ускоренное охлаждение обеспечивают за счет быстрой самозакалки вследствие внешнего охлаждения необработанных частей детали в процессе легирования из газовой фазы.
8. Способ по п.6, отличающийся тем, что ускоренное охлаждение обеспечивают за счет локального газового охлаждения за зоной действия лазерного излучения.
9. Способ по п.6, отличающийся тем, что перед лазерным легированием из газовой фазы деталь механически фиксируют и удерживают в зафиксированном состоянии в процессе лазерного легирования из газовой фазы.
10. Способ по п.9, отличающийся тем, что фиксирование детали и ее охлаждение проводят с использованием одного и то же устройства.
11. Способ по п.6, отличающийся тем, что охлаждение детали проводят до комнатной температуры, а затем подвергают деталь механической финишной обработке путем галтовки, шлифования и/или полирования.
12. Способ по п.11, отличающийся тем, что деталь после механической финишной обработки подвергают старению путем термической обработки с выдержкой при температуре TA в пределах от 350 до 700°С в течение периода времени tA в пределах от 2 до 24 ч.
13. Способ по п.11, отличающийся тем, что после механической финишной обработки деталь подвергают релаксационному отжигу при температуре TSR в пределах от 300 до 620°С в течение периода времени tSR в пределах от 1 до 10 ч.
14. Способ по п.12 или 13, отличающийся тем, что после старения или релаксационного отжига проводят дробеструйную обработку.
15. Деталь из титанового сплава с износостойким поверхностным слоем, полученным путем лазерного легирования из газовой фазы, отличающаяся тем, что износостойкий поверхностный слой имеет толщину tR в пределах от 0,1 до 3,5 мм и состоит из смеси мельчайших зерен α- и β-титана с присутствующими в титановом сплаве в виде твердого раствора внедрения элементами реакционного газа без образования нитридных, карбидных, оксидных или боридных фаз, имеет поверхностную твердость HS, измеренную на шлифованной поверхности, в пределах от 360 до 500 HV0,5 или микротвердость HR, измеренную на полированном поперечном шлифе на глубине 0,1 мм от его поверхности, в пределах от 360 до 560 HV0,1.
16. Деталь по п.15, отличающаяся тем, что износостойкий поверхностный слой получен путем легирования вдоль отдельных, взаимно перекрывающихся дорожек при степени их взаимного перекрытия и, находящейся в пределах от 0,5 до 0,9 и рассчитываемой по формуле  , где а обозначает ширину одной дорожки, с обозначает шаг дорожек.
, где а обозначает ширину одной дорожки, с обозначает шаг дорожек.
17. Деталь по п.15, отличающаяся тем, что износостойкий поверхностный слой получен путем легирования вдоль единственной дорожки за счет приведения луча лазера в возвратно-поступательное перемещение поперечно направлению подачи.
18. Деталь по любому из пп.15-17, отличающаяся тем, что она представляет собой подвергающуюся эрозионному или капельно-ударному воздействию лопатку турбины.
19. Деталь по п.18, отличающаяся тем, что износостойкий поверхностный слой выполнен на входной кромке лопатки и заходит на ее переднюю и заднюю стороны.
20. Деталь по п.18, отличающаяся тем, что износостойкий поверхностный слой получен путем легирования вдоль взаимно перекрывающихся дорожек, проходящих параллельно входной кромке лопатки.
21. Деталь по п.20, отличающаяся тем, что последовательность легирования вдоль дорожек выбрана таким образом, что дорожки, вдоль которых выполняют легирование, попеременно располагаются по одну и по другую сторону от нейтральной линии изгиба лопатки турбины в направлении изгиба.
22. Деталь по п.18, отличающаяся тем, что износостойкий поверхностный слой получен путем легирования вдоль расположенных поперечно продольной оси турбинной лопатки и ее входной кромке дорожек, которые огибают входную кромку лопатки при возвратно-поступательном перемещении луча лазера за счет приведения турбинной лопатки в возвратно-поворотное движение вокруг ее продольной оси.
23. Деталь по п.20 или 21, отличающаяся тем, что расположенный со стороны хвостовика лопатки край участка, занятого дорожками, вдоль которых выполнено легирование, наклонен к входной кромке лопатки под углом в пределах от 20 до 65°.
24. Деталь по одному из пп.15-17, 19-22, отличающаяся тем, что твердость износостойкого поверхностного слоя зависит от локальной механической нагрузки, а также от соотношения между вызывающей износ нагрузкой и циклической нагрузкой.
25. Деталь по п.23, отличающаяся тем, что твердость износостойкого поверхностного слоя зависит от локальной механической нагрузки, а также от соотношения между вызывающей износ нагрузкой и циклической нагрузкой.
| ROBINSON J.M | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ лазерной обработки стальных изделий | 1990 |
|
SU1744147A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1994 |
|
RU2079570C1 |
| JP 56047560 А, 30.04.1981 | |||
| US 5573604 А, 12.11.1996. | |||

