Изобретение относится к химико-термической поверхностной обработке титановых сплавов, в частности к методам упрочнения, и может быть использовано в машиностроении для повышения износостойкости и коррозионной стойкости деталей машин.
Известен способ газового азотирования титановых сплавов (Химико-термическая обработка металлов и сплавов. Справочник под ред. Ляховича Л.С. - М.: Металлургия, 1981, 424 с.), приводящий к получению на поверхности нитридов титана высокой твердости и износостойкости. Процесс проводят в основном при 700…900°С в аммиачной среде.
Известен способ модификации поверхности изделий из титановых сплавов (патент RU №2346080, МПК С23С 26/00, опубликован 10.02.2009), включающий электроискровое легирование поверхностного слоя и последующее оксидирование или азотирование. Электроискровое легирование проводят нитридообразующими элементами или сплавами на их основе. Затем осуществляют термическое оксидирование в окислительной воздушной среде при температуре 600…800°С в течение 2-16 часов или диффузионное азотирование, которое проводят в каталитически приготовленных газовых аммиачных средах при температуре 500…680°С в течение 15-40 часов.
Недостатком способа является низкая производительность и высокая энергоемкость процесса.
Повышенные температуры приводят к росту зерна в изделии, диффузии водорода и уменьшению характеристик пластичности и вязкости. Производительность процесса низкая.
Известен способ лазерного упрочнения поверхности титана и его сплавов (патент RU №2183692, МПК C22F 1/18, опубликован 20.06.2002), включающий лазерную обработку поверхности в воздушной среде с перекрытием соседних треков. Плотность мощности составляет 103…104 Вт/см2. Недостатком является сложность оборудования, низкая производительность и малая глубина упрочнения.
Наиболее близким техническим решением является способ поверхностной обработки изделий из титана и титановых сплавов (патент RU №2318077, МПК С23С 8/06, опубликован 27.02.2008), включающий термообработку при 950°С в активной газовой среде, состоящей из 10% (мас.) азота и 90% (мас.) аргона, и последующее частичное удаление газонасыщенного слоя травлением. Время нагрева 7200 с, толщина упрочненного слоя до 35 мкм.
Недостатком протопопа является малая толщина упрочненного слоя, что отрицательно сказывается на износостойкости и коррозионной стойкости, и невысокая производительность процесса.
Задачей изобретения является повышение износостойкости и коррозионной стойкости титановых сплавов.
Поставленная задача достигается тем, что в способе упрочнения поверхности изделий из титановых сплавов, включающем нагрев поверхности изделия в среде азота, согласно изобретению нагрев осуществляют концентрированным тепловым источником с плотностью мощности 103…104 Вт/см2, силе тока 80…150 А и скорости перемещения источника относительно изделия 0,005…0,01 м/с.
В качестве концентрированного теплового источника используют электрическую дугу или плазменную струю.
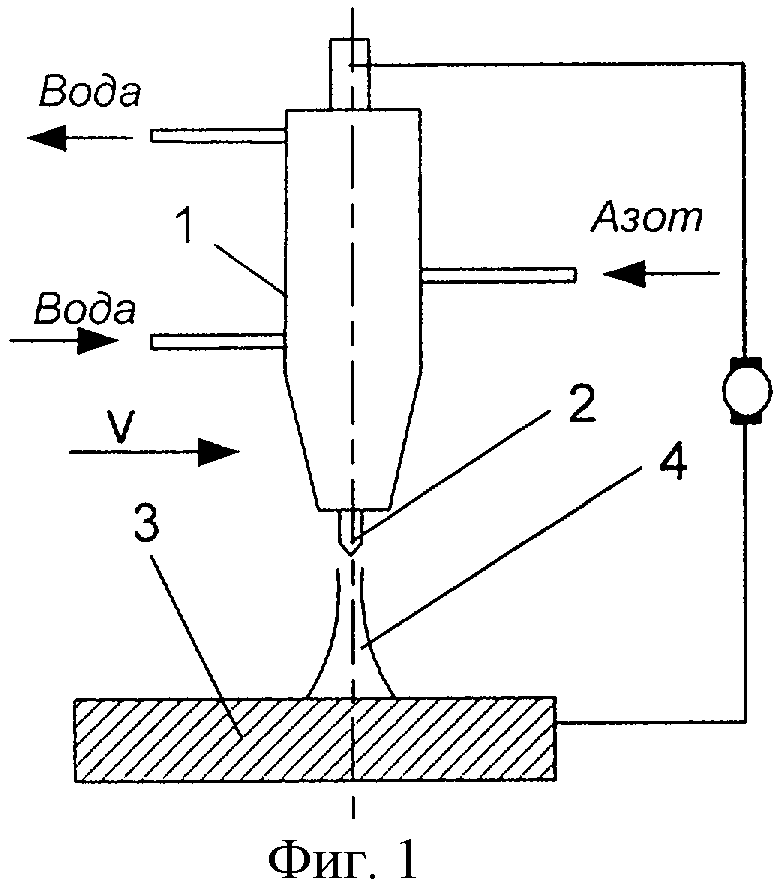
На фиг.1 схематично изображена установка, реализующая заявленный способ.
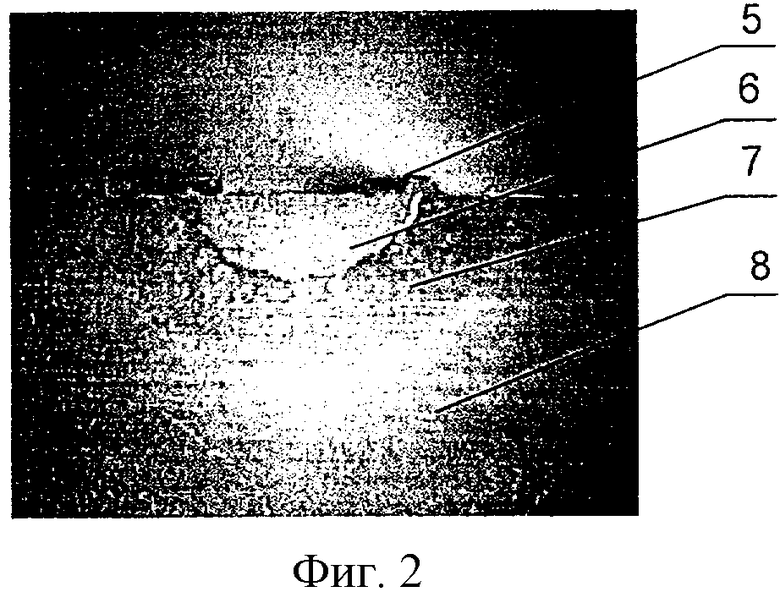
На фиг.2 представлена фотография микрошлифа титана ВТ-6.
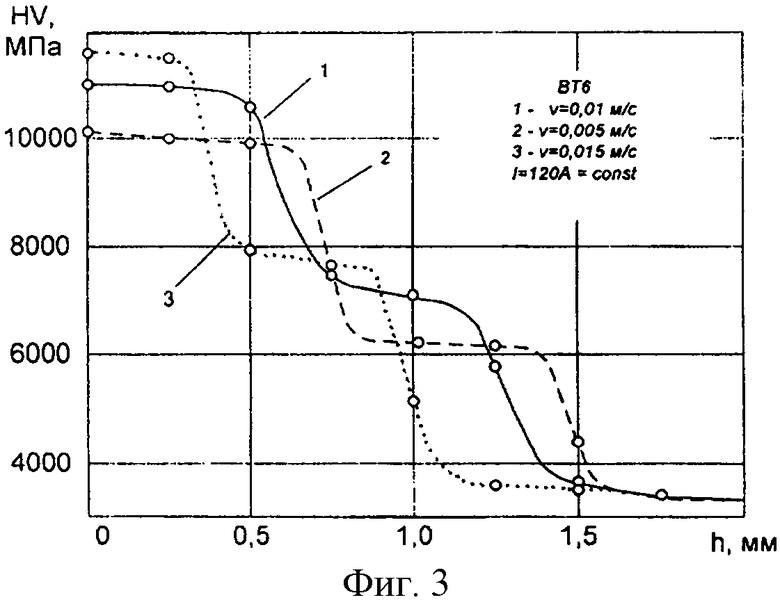
На фиг.3 представлен график распределения микротвердости по глубине слоя для титана ВТ-6 при электродуговой обработке.
Установка для упрочнения состоит из сварочной или плазменной головки 1, содержащей неплавящийся электрод 2. Между электродом и обрабатываемым изделием 3 горит электрическая дуга или плазменная струя 4.
Процесс упрочнения происходит следующим образом. Электрическая дуга или плазменная струя 4, горящая в атмосфере азота, перемещается по обрабатываемой поверхности со скоростью V и осуществляет практически мгновенный локальный нагрев верхнего слоя изделия. Одновременно с нагревом происходит насыщение поверхностного слоя азотом за счет высокой скорости диффузии азота в поверхность титана. В результате сверхскоростного нагрева и охлаждения за счет кондуктивного теплообмена, а также поверхностного азотирования на изделии образуется слой в виде дорожки с высокой микротвердостью и коррозионной стойкостью.
Плотность мощности электрической дуги или плазменной струи составляет q - 103…104 Вт/см2, сила тока I - 60…200 А, напряжение U - 35…45 В, диаметр пятна нагрева при этом составляет 3…8 мм. Скорость обработки V составляет 0,005…0,01 м/с. Расход азота - 50…100 л/мин.
Способ позволяет обрабатывать изделия как плоской, так и цилиндрической формы. Обработка может производиться как с перекрытием дорожек, так и с шагом между ними.
Представленный на фиг.2 микрошлиф титана ВТ-6 показывает, что в результате обработки на поверхности титана формируется многослойная структура с высокой микротвердостью, состоящая из слоя нитрида титана 5, слоя диффузионного насыщения 6 и слоя термического влияния 7, плавно переходящего в основной объем материала 8. Поверхностный слой, имеющий характерный золотистый цвет, содержит наряду с нитридом титана включения окисной гидридной фазы. Микротвердость составляет от 9…12 ГПа, при исходной микротвердости около 4 ГПа. Глубина упрочненного слоя достигает 1,5 мм. Ширина дорожки за один проход составляет 2…6 мм.
Экспериментально установлено, что при режимах обработки V=0,005…0,01 м/с и силе тока 100…200 А наблюдается качественная упрочненная поверхность с максимальной глубиной.
Максимальная микротвердость наблюдается при скорости до 0,01 м/с и силе тока до 120 А. При увеличении скорости обработки более 0,01 м/с и уменьшении силы тока менее 80 А снижается толщина и микротвердость упрочненного слоя вследствие недостаточного времени термодиффузии и невысокой температуры нагрева. При уменьшении скорости обработки менее 0,005 м/с и увеличении силы тока свыше 150 А происходит ухудшение качества поверхности, образование пор и трещин.
Пример 1. Пластина из титана ВТ-6 обрабатывается электрической дугой со скоростью 0,01 м/с. Материал электрода - вольфрам. Ток дуги 120 А, напряжение 40 В, расстояние между электродом и изделием 5 мм, расход азота 90 л/мин.
Из представленных на графике (фиг.3) кривых видно, что при обработке титана ВТ-6 на вышеуказанных режимах наблюдается максимальная микротвердость 11 ГПа при общей толщине упрочненного слоя 1,2 мм.
Пример 2. Обработку титана ВТ-6 плазменной струей проводили на плазменной установке УПУ 3Д на следующих режимах - напряжение плазменной струи 60 В, сила тока 150 А, расход азота 60 л/мин, скорость перемещения плазмотрона 0,01 м/с. Получена максимальная микротвердость упрочненного слоя 12 ГПа, толщина 1,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2647963C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| Способ формирования на титановых сплавах приповерхностного упрочненного слоя | 2018 |
|
RU2705817C1 |
| СПОСОБ ПЛАЗМЕННОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2017 |
|
RU2671522C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2031182C1 |
| Способ ионно-плазменного азотирования изделий из титана или титанового сплава | 2018 |
|
RU2686975C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| Способ азотирования покрытий из оксида титана на твердой подложке | 2021 |
|
RU2775988C1 |
Изобретение относится к области металлургии, а именно способам химико-термической поверхностной обработки титановых сплавов, и может быть использовано в машиностроении для повышения износостойкости и коррозионной стойкости деталей машин. Заявлен способ упрочнения изделий из титановых сплавов. Способ включает нагрев поверхности изделия в среде азота, при этом нагрев осуществляют концентрированным тепловым источником с плотностью мощности 103-104 Вт/см2, силе тока 80-150 А и скорости перемещения источника относительно изделия 0,005-0,01 м/с. Технический результат - повышение износостойкости и коррозионной стойкости деталей из титановых сплавов. 2 з.п. ф-лы, 3 ил.
1. Способ упрочнения поверхности изделий из титановых сплавов, включающий нагрев поверхности изделия в среде азота, отличающийся тем, что нагрев осуществляют концентрированным тепловым источником при плотности мощности 103-104 Вт/см2, силе тока 80-150 А и скорости перемещения источника относительно изделия 0,005-0,01 м/с.
2. Способ по п.1, отличающийся тем, что в качестве концентрированного теплового источника используют электрическую дугу.
3. Способ по п.1, отличающийся тем, что в качестве концентрированного теплового источника используют плазменную струю.
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2318077C1 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ТИТАНА И ЕГО СПЛАВОВ | 2000 |
|
RU2183692C2 |
| Способ азотирования металлических изделий | 1980 |
|
SU1095673A1 |
| GB 1389562 А, 03.04.1973 | |||
| JP 57029573 А, 17.02.1982. | |||

