Изобретение относится к нефтедобывающей промышленности, в частности к области предотвращения отложений (асфальтосмолопарафиновых, солевых, гидратных и др.) на поверхности насосных штанг (ШН), и может быть использовано для покрытия тела насосных штанг и применяться при добыче углеводородного сырья штанговыми глубинными насосами вне зависимости от условий эксплуатации скважины и качества добываемого сырья.
Известен состав, основой которого является модифицированная смола пиролиза твердых горючих ископаемых, и способ его нанесения на наружную поверхность цилиндрических изделий, заключающийся в поочередном нанесении как минимум двух слоев жидкого состава и последующее их отверждение (см. RU 2202578 C1, 20.04.2003 г.).
Недостатком данного способа является невозможность нанесения гладкого покрытия равномерной толщины, а также невозможность получения тонкостенного покрытия, что повышает массу, особенно длинномерных изделий.
Известен способ покрытия наружной поверхности трубопровода термопластом литьем под давлением, заключающийся в укладке металлической трубы в пресс-форму и подачи в нее расплавленного до вязкотекучего состояния термопластичного материала с нагревом пресс-формы, последующим отверждением его и удалением трубы из пресс-формы (см. RU 2184903 C1, 10.07.2002 г.).
Недостатками данного изобретения являются сложность технологического процесса и значительные затраты на изготовления пресс-формы, особенно при большой длине изделий.
Технической задачей, поставленной в настоящем изобретении, является упрощение технологического процесса изготовления и уменьшение затрат на изготовление.
Эта задача достигается тем, что в насосной штанге с полиуретановым покрытием, включающей собственно насосную штангу и полиуретановое покрытие поверхности тела штанги, в качестве полиуретанового покрытия использован полиуретановый эластомер холодного литья, имеющий после отверждения гладкую поверхность, высокую адгезию к металлу, твердость по Шору 70-95 А, равномерную толщину от 0,5 до 1,0 мм покрытия, высокую стойкость к истиранию до 25 мг, сохранение характеристик покрытия в интервале температур от -60 до 110°С.
Указанный технический результат достигается также тем, что при нанесении полиуретанового покрытия на поверхность насосной штанги происходит очистка и обезжиривание поверхности тела штанги, а также при наличии лака, краски на теле штанги - ее пескоструйная обработка, нанесение покрытия и последующее его отверждение, при этом покрытие наносится на штангу, установленную в вертикальное положение, при помощи емкости, в которую подается полиуретан в количестве, необходимом для покрытия одной штанги, и которая опускается от верхней точки тела штанги к нижней со скоростью 0,1-0,2 м/с, позволяющей налипнуть полиуретану на тело штанги с необходимой толщиной и получить в итоге гладкую поверхность покрытия и равномерную его толщину.
Тем самым достигается полная адгезия полиуретана к поверхности штанги, гладкая поверхность покрытия и равномерная его толщина. Скорость нанесения полиуретанового покрытия зависит от времени начала отверждения полиуретана, требуемой толщины покрытия и составляет 0,1-0,2 м/с для толщины покрытия 0,5-1,0 мм и получения гладкой, равномерной его структуры, т.е. чем больше скорость нанесения покрытия, тем меньше его толщина. При этом, если скорость нанесения покрытия меньше 0,1 м/с, происходит лавинообразное и неравномерное по длине увеличение его толщины, если же скорость больше 0,2 м/с, полиуретановое покрытие не успевает образовать прочных адгезионных связей с поверхностью тела штанги.
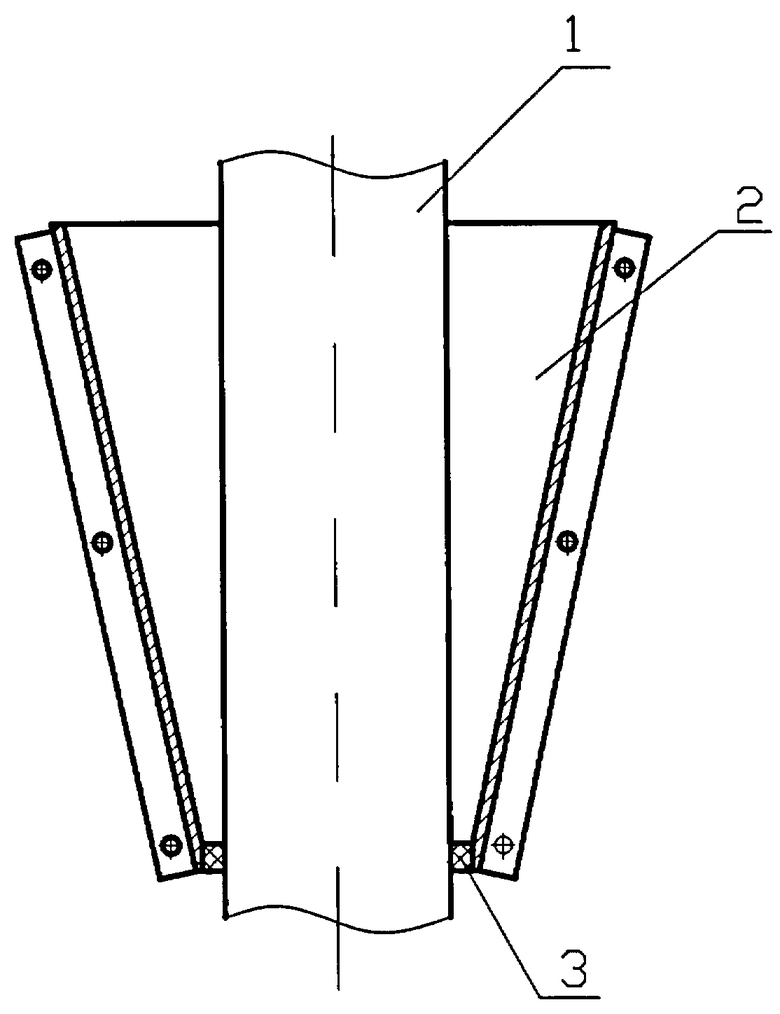
На чертеже приведена установка для нанесения покрытия на штангу.
Штанга 1 установлена в разъемную емкость 2 и уплотняется вкладышами 3.
Нанесение покрытия включают следующие операции: 1. Очищается поверхность штанги от окалины, пыли и влаги, затем поверхность обезжиривается. При наличии антикоррозийного покрытия (лак, краска и т.д.) штанги ее тело предварительно обрабатывается пескоструйной машиной, а затем обезжиривается, что позволяет получить хорошую адгезию покрытия с поверхностью насосной штанги.
2. Подготовленные штанги устанавливаются в вертикальное положение для получения покрытия с равномерной по всей длине толщиной и в верхней части тела каждой штанги 1 закрепляется разъемная емкость 2 с уплотняющим вкладышем 3.
3. В емкость 2 подается полиуретановый эластомер холодного литья, имеющий после отверждения твердость по Шору 70-95 А, стойкость к истиранию до 25 мг, температурный интервал эксплуатации -60…+110°С, в количестве, необходимом для покрытия одной штанги. Количество полиуретана рассчитывается теоретически, исходя из необходимой толщины покрытия, диаметра и длины тела штанги.
4. Емкость с полиуретаном опускается вниз со скоростью 0,1-0,2 м/с в зависимости от необходимой толщины покрытия до достижения нижней точки тела штанги. Одновременно с опусканием емкости с указанной скоростью происходит процесс налипания полиуретана на поверхность штанги, что позволяет получить гладкую поверхность покрытия с равномерной толщиной.
5. Емкость снимается со штанги и далее также в вертикальном положении происходит отверждение полиуретана.
Использование данного технического решения и способа нанесения покрытия, в сочетании с указанным материалом, позволит получить качественный гомогенизированный слой покрытия равномерной толщины с гладкой поверхностью, высокой адгезией к поверхности штанги, высокой стойкостью к истиранию, высокой температурной стойкостью, что исключит образование отложений и связанные с этим явлением последствия, увеличит период между текущими и капитальными ремонтами добывающих скважин и повысит срок службы насосных штанг.
Изобретение относится к нефтедобывающей промышленности, в частности к области предотвращения отложений (асфальтосмолопарафиновых, солевых, гидратных и др.) на поверхности насосных штанг (ШН), и может быть использовано для покрытия тела насосных штанг и применяться при добыче углеводородного сырья штанговыми глубинными насосами вне зависимости от условий эксплуатации скважины и качества добываемого сырья. Насосная штанга покрыта полиуретановым покрытием с равномерной по всей длине толщиной от 0,5 до 1,0 мм, имеющим гладкую поверхность, хорошую адгезию с поверхностью металла, с твердостью по Шору 70-95 А, с высокой стойкостью к истиранию до 25 мг и с сохранением характеристик покрытия при температурах -60…+110°С. Нанесение покрытия происходит при помощи емкости, опускаемой от верхней точки тела штанги к нижней со скоростью 0,1-0,2 м/с, установленной в вертикальное положение, и выдержки до полного отверждения покрытия. Упрощается технологический процесс изготовления и уменьшаются затраты на изготовление. 2 н. и 1 з.п. ф-лы, 1 ил.
1. Штанга насосная с полиуретановым покрытием, включающая собственно насосную штангу и полиуретановое покрытие поверхности тела штанги, отличающаяся тем, что в качестве полиуретанового покрытия использован полиуретановый эластомер холодного литья, имеющий после отверждения гладкую поверхность, высокую адгезию к металлу, твердость по Шору 70-95 А, равномерную толщину от 0,5 до 1,0 мм покрытия, высокую стойкость к истиранию до 25 мг, сохранение характеристик покрытия в интервале температур от -60 до 110°С.
2. Способ нанесения полиуретанового покрытия на поверхность насосной штанги по п.1, включающий очистку и обезжиривание поверхности тела штанги, а также при наличии лака, краски на теле штанги ее пескоструйную обработку, нанесение покрытия и последующее его отверждение, отличающийся тем, что покрытие наносится на штангу, установленную в вертикальное положение, при помощи емкости, в которую подается полиуретан в количестве, необходимом для покрытия одной штанги, и которая опускается от верхней точки тела штанги к нижней со скоростью 0,1-0,2 м/с, позволяющей налипнуть полиуретану на тело штанги с необходимой толщиной и получить в итоге гладкую поверхность покрытия и равномерную его толщину.
3. Способ по п.2, отличающийся тем, что отверждение полиуретана происходит в вертикальном положении штанги.
| НАСОСНАЯ ШТАНГА | 2002 |
|
RU2232865C2 |
| СПОСОБ ПОКРЫТИЯ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДА ТЕРМОПЛАСТОМ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2001 |
|
RU2184903C1 |
| Машина для промывки оптических линз | 1936 |
|
SU52970A1 |
| Электрическая установка для питания магнитофугальных отбойных молотков | 1947 |
|
SU74682A1 |
| US 4205926 A, 03.06.1980 | |||
| DE 2846465 A1, 08.05.1980. | |||

