Описание
Данная заявка является частичным продолжением заявки с №11/260356, озаглавленной «Нетканое полотно и система крепления, которые включают автоадгезивный материал», поданной в Агентство по патентам и товарным знакам США 27 октября 2006 г. Полное содержание заявки №11/260356 включено сюда путем ссылки.
Предшествующий уровень техники
Традиционные механические крепления крючок-петля широко применяются во множестве продуктов и изделий, таких как подгузники, обувь, одноразовые халаты и т.д. Несмотря на их распространенность, они имеют некоторые недостатки. Материал, содержащий крючки, обычно жесткий и непроницаемый, и когда его применяют в изделиях, носимых на или около тела человека, он может раздражать кожу или вызывать чувство дискомфорта. Материал, содержащий крючки, обычно не может быть растянут или значительно деформирован. Кроме того, в некоторых областях применения сцепление крючков с петлями часто может вызвать затруднение при разъединении, или крючки могут прилипать к непредназначенным для этого поверхностям. Высокоабразивная природа материала, содержащего крючки, также может стать причиной повреждения некоторых поверхностей. Разъединение крючков и петель также может вызвать громкий и неприятный звук, что затрудняет осторожное расстегивание крепления. Кроме того, в некоторых областях применения желательна низкая прочность на отрыв, но высокая прочность на сдвиг в плоскости, где обычные крепления крючок-петля дают избыточно высокую прочность на отрыв для достижения заданного уровня прочности сдвига в плоскости.
Были предложены варианты креплений крючок-петля, в которых для сцепления с крючками применяют вспененный слой, но замена недорогого гибкого материала, содержащего петли, более толстыми, обычно более дорогими пенами, по-видимому, не дает значительных преимуществ и не затрагивает известные ограничения слоев с крючками.
Существует необходимость в улучшенном механическом креплении, которое решает одну или более из указанных выше проблем.
Сущность изобретения
Для удовлетворения указанной выше потребности авторы данного изобретения провели интенсивные исследования и опытно-конструкторские работы, в результате которых появилось открытие улучшенного механического крепления. Один из вариантов данного изобретения включает механическое крепление, имеющее вспененный слой, который включает множество свободно располагающихся элементов, и, по меньшей мере, один отдельный участок крепления, содержащий механический скрепляющий материал и материал подложки, имеющий первую поверхность, присоединенную к механическому скрепляющему материалу, и вторую поверхность, присоединенную к вспененному слою.
Другой вариант данного изобретения включает механическое крепление, имеющее гибкий слой и множество первых отдельных участков крепления, содержащих механический скрепляющий материал и материал подложки, имеющий первую поверхность, присоединенную к механическому скрепляющему материалу, и вторую поверхность, присоединенную к гибкому слою. Механические крепления также содержат множество вторых отдельных участков крепления, содержащих вспененный слой крепления, который присоединен к гибкому слою и включает поверхность, содержащую множество свободно располагающихся элементов.
В еще одном варианте данного изобретения представлено одноразовое впитывающее изделие, имеющее внешний слой, подкладку со стороны тела, впитывающую сердцевину, расположенную между подкладкой со стороны тела и внешним слоем, и, по меньшей мере, одно механическое крепление. Механическое крепление имеет гибкий слой, множество первых отдельных участков крепления, содержащих механический скрепляющий материал, и материал подложки, имеющий первую поверхность, присоединенную к механическому скрепляющему материалу, и вторую поверхность, присоединенную к гибкому слою, и множество вторых отдельных участков крепления, содержащих вспененный скрепляющий слой, который присоединен к гибкому слою и включает поверхность, содержащую множество свободно располагающихся элементов.
Краткое описание чертежей
На ФИГ.1 представлен вид в перспективе, иллюстрирующий пример нетканого полотна.
На ФИГ.2А-2С показаны разрезы, иллюстрирующие пример двухкомпонентных нитей, которые могут применяться в нетканом полотне, показанном на ФИГ.1.
На ФИГ.3 представлен вид в перспективе, иллюстрирующий другой пример нетканого полотна.
На ФИГ.4 показан вид сбоку примера технологической линии, которая может применяться для получения нетканого полотна.
На ФИГ.5 представлен увеличенный вид, иллюстрирующий часть примера полотна, которое может быть получено на примере технологической линии, показанном на ФИГ.4.
На ФИГ.6 показан вид в перспективе, иллюстрирующий пример системы крепления,
На ФИГ.7 показан увеличенный вид сбоку примера системы крепления, показанной на ФИГ.6.
На ФИГ.8 показан пример впитывающего изделия, которое включает систему крепления, показанную на ФИГ. 6.
На ФИГ.9 показана микрофотография СЭМ с увеличением 50Х поперечного разреза поверхности вспененного слоя, соединенного с нетканым полотном.
На ФИГ.10 показана микрофотография СЭМ с увеличением 50Х поверхности вспененного слоя.
На ФИГ.11 показана микрофотография СЭМ с увеличением 50Х поверхности вспененного слоя, включающего модификатор поверхности.
На ФИГ.12 показана микрофотография СЭМ с увеличением 50Х поперечного разреза вспененного слоя, включающего модификатор поверхности.
На ФИГ.13 изображено устройство, применяемое для испытания прочности на сдвиг соединения при сгибании.
На ФИГ.14 показана геометрия бокового вида изогнутой части устройства на ФИГ.13.
На ФИГ.15 показан другой вид аппарата, применяемого для испытания прочности на сдвиг соединения при сгибании.
На ФИГ.16 изображена конфигурация испытательных полосок, применяемых для измерения прочности на отрыв.
На ФИГ.17 представлен вид сверху примера механического крепления.
На ФИГ.18 представлен вид в разрезе механического крепления на ФИГ. 17 вдоль линии А-А.
На ФИГ.19 представлен вид сверху другого примера механического крепления, где участок крепления присоединен к гибкому слою с применением соединения методом ультразвукового соединения.
На ФИГ.20 изображен вид в разрезе механического крепления на ФИГ.19 вдоль линии А-А.
На ФИГ.21 изображен вид сверху альтернативной конфигурации механического крепления, имеющего множество участков крепления.
На ФИГ.22 показан вид в разрезе механического крепления на ФИГ.21 вдоль линии А-А.
На ФИГ.23 показан увеличенный вид примера участка крепления.
На ФИГ.24 показан вид сверху одноразового впитывающего изделия, включающего механические крепления, где впитывающее изделие показано в растянутом и разложенном виде, где показана поверхность изделия, которая контактирует с кожей потребителя, и где часть изделия отрезана, чтобы показать расположенные под ней характерные особенности.
На ФИГ.25 показан вид сверху альтернативной конфигурации механического крепления, имеющего отдельные участки крепления и гибкий слой, который расположен между участков крепления.
На ФИГ.26 показан вид сверху двух альтернативных конфигураций механический креплений, имеющих различное расположение участков крепления для обеспечения различных линий сгиба.
Определения
В данном описании вспененный материал является «открытоячеистым», если, по меньшей мере, 60% ячеек во вспененной структуре, которые имеют размер, по меньшей мере, 1 микрометр (1 мкм), находятся в жидкостном сообщении, по меньшей мере, с одной соседней ячейкой. В одном варианте, по меньшей мере, 80% ячеек во вспененной структуре, которые имеют размер, по меньшей мере, 1 мкм, находятся в жидкостной сообщении, по меньшей мере, с одной соседней ячейкой.
В данном описании термин «нить» относится к вытянутому экструдату, полученному пропусканием полимера через формующее отверстие (например, головку). Нить может включать волокно, которое представляет собой прерывную нить, имеющую определенную длину, или филаментную нить, которая представляет собой непрерывную нить материала.
В данном описании термин «сетчатая пена», как это принято среди специалистов в данной области техники, означает твердые вспененные материалы, в которых практически все промежуточные «стенки с проемами» или мембраны ячеек удалены из ячеек, в результате чего сеть состоит преимущественно из взаимосвязанных элементов вдоль контуров ячеек, образованных во время вспенивания.
Сетчатые пены, таким образом, отличаются от пен, в которых стенки с проемами попросту сломаны, или пен, в которых только наиболее удаленные от центра стенки с проемами или поверхностный слой были удалены физическими средствами. Сетчатые пены, вследствие общего отсутствия мембран ячеек, одинаково высокопроницаемы для газа и жидкости, что обеспечивает незначительную сопротивляемость потоку жидкости, несомненно, гораздо меньше, чем у пен, в которых мембраны ячеек были сохранены.
Сетчатость обычно достигается известными методами обработки пены, применяемыми к пене после формирования ячеек. Эти методы могут включать применение щелочной обработки (например, см. патент США №3266927, выдан Fritz et al. 16 августа 1966), воздействие другими реакционноспособными соединениями, такими как озон, или тепловая обработка пены, удаляющая все или практически все «стенки с проемами», разделяющие ячейки по всей площади пены. В некоторых случаях другие виды обработки, такие как направленные взрывы, применяют для удаления мембран вокруг части ячеек (например, пена может быть помещена во взрывную камеру, содержащую взрывчатую газообразную среду, которую потом взрывают). Пример обработки пены взрывом представлен в патенте США №4906263, выданном von Blucher et al. 6 марта 1990.
Прокалывание иглой также может применяться для раскрытия вспененного материала с закрытыми ячейками, как описано в патенте США №4183984, выданном Browers et al. 15 января 1980. Другие способы получения вспененного материала с открытыми ячейками описаны в патенте США №6720362, выданном Park et al. 13 апреля 2004.
В одном варианте осуществления изобретения сетчатость присутствует только во внешних частях вспененного слоя на и рядом с поверхностью, с которой он сцеплен.
Альтернативно, ячеистый вспененный материал может быть по своей природе сетчатым при получении. Согласно патенту США №3661674, выданному Higgs et al. 9 мая 1972, природная сетчатая полиэфирная полиуретановая пена может быть получена, например, взаимодействием пенообразующих ингредиентов в присутствии вещества, замедляющего вязкость, такого как дополнительный полиэфир, содержащий кислотный компонент, который является таким же, как кислотный компонент полиэфира, применяемого для получения вспененного материала, но который имеет гидроксильное число от 10 до 100 и вязкость менее чем 200 пуаз.
В данном описании термин «растягивающийся» относится к материалам, которые, при применении к ним растягивающего усилия, могут быть увеличены до растянутого размера, который составляет, по меньшей мере, 150% от исходного размера (т.е. на, по меньшей мере, 50% больше, чем исходный, нерастянутый размер) в одном или более направлении без разрыва. Термин «эластичный» относится к материалам, которые растягиваются и которые, при снятии растягивающего усилия, сокращаются (восстанавливаются) на, по меньшей мере, 50% от разницы между растянутым размером и исходным размером. Например, материал, имеющий исходный размер 20 см, может называться растягивающимся, если он может быть увеличен до размера, по меньшей мере, 30 см без разрыва. Тот же материал является эластичным, если после растяжения до 30 см, он сжимается до размера 25 см или менее при снятии растягивающего усилия.
В данном описании термин «денье» относится к мере масса-на-единицу-длины линейного материала, определенной как количество граммов на 9000 метров. Термин может относиться как к отдельному волокну, так и к пучку волокон (пряже).
В данном описании термин «децитекс» (аббревиатура «дтекс») является термином, сходным с денье, за исключением того, что он обозначает массу в граммах 10000 метров пряжи или волокна.
В данном описании термин «гидроперепутывание» относится к методике обработки полотна с применением высокоскоростных струй воды, получаемых из отверстий под высоким давлением, где волокна или нити в полотне перераспределяются под влиянием водного удара. В качестве примера, в патенте США №3485706, выданном Evans 23 декабря 1969, описание которого дано здесь путем ссылки до той степени, которая не противоречит сказанному здесь, описан процесс гидроперепутывания для производства нетканых полотен. Во время гидроперепутывания нетканое полотно обычно располагают на перфорированной формующей поверхности, там оно подвергается ударам водных струй, в процессе чего волокна или нити полотна нетканого полотна становятся перепутанными, тем самым создавая нетканое полотно со сцеплением и целостностью, в то время как определенные характеристики формующей поверхности помогают создавать желаемый узор нетканого полотна. Перед выходом из выпускных отверстий вода может иметь давление вплоть до 60 МПа (600 бар). Выпускные отверстия могут иметь диаметр от 0,05 до 0,25 мм и могут быть расположены на расстоянии 20-160 меш. Струи ударяют о поверхность нетканого полотна, проникают в него и вытекают в отверстия в перфорированной поверхности (подложка полотна) и через щели отсоса. В этом способе волокна перепутаны, что может вызвать уплотнение и связывание нетканого полотна. См. также патент США №5389202, выданный Everhart et al. 14 февраля 1995, описание которого дано здесь путем ссылки до той степени, которая не противоречит сказанному здесь.
Перфорированная поверхность может быть практически плоской или трехмерной, и может быть перфорированной металлической поверхностью, металлической сеткой, полимерной сеткой или полотном, таким как полотно, полученное сквозной сушкой, известное в бумажной отрасли, или другая поверхность. Родственные примеры методики гидроперепутывания найдены, например, в патенте США №4805275, выданном Suzuki et al. 21 февраля 1989, где описаны трехмерные пористые поверхности. См. также заявку на патент США №2002/0025753, опубликованную Putnam et al. 28 февраля 2002.
В данном описании термин «группа свободно располагающихся элементов» относится к одному или более взаимосвязанных элементов, которые вытянуты на некоторое расстояние от целой ячейки вспененного материала, где элементы в группе связаны с той же целой ячейкой. Если первый и второй элементы из первой и второй ячеек соответственно соединяются на стыке и имеют третий элемент (свободно располагающийся элемент), продолжающийся от стыка, первый и второй элемент считаются частью закрытой ячейки, и группа свободно располагающихся элементов будет состоять из третьего элемента. Если третий элемент разветвляется на два других свободно располагающихся элемента на конце, противоположном месту стыка, третий элемент и два других свободно располагающихся элемента являются частью группы свободно располагающихся элементов.
В данном описании термин «свободная длина», относящийся к свободно располагающемуся элементу или группе свободно располагающихся элементов, означает линейное расстояние свободно располагающегося элемента или группы свободно располагающихся элементов соответственно от ближайшей части первых целых ячеек во вспененном материале, присоединенной к свободно располагающемуся элементу или группе свободно располагающихся элементов.
Вспененный слой
В одном варианте, вспененный слой содержит открытоячеистую пену, такую как меламиновая пена, пенополиуретан или другие известные открытоячеистые пены. Такие вспененные материалы обычно содержит стержневидные опоры, образующие сетчатое переплетение, которое определяет ячейки во вспененных материалах.
Пены на основе меламина могут включать пены, производимые в настоящее время компанией BASF, расположенной в Ludwigshafen, Germany под торговым наименованием BASOTECT®. Например, может применяться BASOTECT® 2011 с плотностью около 0,01 г/см3. Блоки из пены на основе меламина производятся компанией Procter & Gamble, расположенной в Cincinnati, Ohio, под торговым наименованием MR. CLEAN®. Подобные материалы продаются под наименованием CLEENPRO™ от LEC, Inc., расположенной в Tokyo, Japan (выполнение некоторых продуктов показано в
http://www.users.bigpond.com/jmc.au/CLEENPRO/CLEENPRO-E.htm
и http://www.users.bigpond.com/jmc.au/CLEENPRO/CLEENPRO%20Family-E.htm, которые oбe напечатаны 13 ноября 2003). Пена на основе меламина также продается для акустической и тепловой изоляции многими компаниями, такими как American Micro Industries, расположенная в Chambersburg, Pennsylvania.
Примеры потенциально полезных сетчатых пен включают сетчатые пенополиуретаны от компании Foamex, Inc., расположенной в Linwood, Pennsylvania, такие как пена SIF-60z; и сетчатые пены следующих фирм: Crest Foam Industries, Inc., расположенной в Moonachie, New Jersey, включая сетчатые пены FilterCrest®; Scottfoam Corporation, расположенной в Eddystone, Pennsylvania; Swisstex, Inc., расположенной в Greenville, South Caroline; Recticell, расположенной в Chicago, Illinois; и пены, производимые Caligen Europe BV, расположенной в Breda, the Netherlands, дочерней компанией British Vita PLC, расположенной в Manchester, England.
Примеры сетчатых пен также описаны в патентной литературе, включая патент США №3171820, выданный Vilz et al. 2 марта 1965; патент США №4631077, выданный Spicer et al. 23 декабря 1986; патент США №4656196, выданный Kelly et al.7 апреля 1987; и патент США №4540717, выданный Mahnke et al. 10 сентября 1985. Также потенциальное применение могут иметь открытоячеистые пены, продаваемые Sydney Health & Son, расположенной в Burslem, Stoke on Trent, United Kingdom, включая сетчатые пены, описанные как имеющие 75 пор на дюйм. Сетчатые пены могут включать полиуретановые, сложные полиэфирные и простые полиэфирные типы, а также другие известные сетчатые пены. Другие пены, которые могут рассматриваться, включают описанные в патенте США №4062915, выданном Stricharczuk et al. 13 декабря 1977.
Размер пор в промышленных открытоячеистых пенах обычно выражают в количестве пор на дюйм (п/д), основываясь на измерении пор вдоль прямой линии известной длины, а также может быть выражен в порах на сантиметр (п/см). В соответствии с данным изобретением, вспененный материал во вспененном слое может иметь один из следующих типовых размеров пор: от около 1 п/см до около 200 п/см; от около 3 п/см до около 180 п/см; от около 10 п/см до около 150 п/см; от около 15 п/см до около 130 п/см; от около 15 п/см до около 100 п/см; или от около 20 п/см до около 65 п/см.
Свободно располагающиеся элементы вспененного материала, только в качестве примера, могут иметь эффективный диаметр около 0,3 микрона или более, такой как около 1 микрона или более, около 3 микронов или более, или около 10 микронов или более, например следующие: от около 0,3 микрона до около 30 микронов; от около 1 микрона до около 30 микронов; от около 3 микронов до около 30 микронов; от около 1 микрона до около 20 микронов; и от около 1 микрона до около 10 микронов. Свободная длина свободно располагающихся элементов, свободная длина множества или группы свободно располагающихся элементов, эффективной для присоединения принимающего слоя, свободная длина типового свободно располагающегося элемента, средняя свободная длина свободно располагающихся элементов на поверхности вспененного материала или медианная свободная длина свободно располагающихся элементов на поверхности вспененного материала может быть любой из: более чем около 3 микронов; более чем около 10 микронов; более чем около 20 микронов; более чем около 50 микронов; более чем около 100 микронов; более чем около 500 микронов; более чем около 1000 микронов; и более чем около 2000 микронов, например от около 10 микронов до около 2000 микронов, или от около 50 микронов до около 1000 микронов, или от около 100 микронов до около 500 микронов. Соотношение свободной длины свободно располагающегося элемента (или его похожие измерения, описанные выше) к эффективному диаметру свободно располагающегося элемента может быть около 5 микронов или более, 10 микронов или более, 20 микронов или более, 50 микронов или более, и 100 микронов или более, например от около 5 микронов до около 100 микронов, или от около 10 микронов до около 200 микронов.
Другие открытоячеистые вспененные материалы также могут рассматриваться, такие как слой пеноаминопласта (например, пены, полученные из карбамидоформальдегидных смол или меламинформальдегидных смол), пенофенопласта, такого как пена, полученная из фенолформальдегидных смол. Любой пеноаминопласт или другая открытоячеистая пена, описанная в патенте США №4125664, выданном Giesemann 14 ноября 1978, описание которого дано здесь путем ссылки до той степени, которая не противоречит сказанному здесь, могут применяться для производства изделий в соответствии с данным изобретением. Другие пены, которые могут применяться в соответствии с данным изобретением, включают пены, описанные в патенте США №4666948, выданном Woerner et al. 19 мая 1987; патенте США №5234969, выданном Clark et al. 10 августа 1993; патенте США №6133332, выданном Shibanuma 17 октября 2000; и заявке на мировой патент №WO 91/14731, опубликованной Mäder et al. 3 октября 1991, описание которых дано здесь путем ссылок до той степени, которая не противоречит сказанному здесь.
В одном варианте осуществления настоящего изобретения вспененный слой содержит термореактивную пену, и термореактивные компоненты вспененного слоя могут составлять свыше 50%, свыше 60%, свыше 80% или свыше 90 мас.% вспененного слоя. Альтернативно, твердые полимерные компоненты вспененного слоя могут состоять практически из одного или более термореактивных материалов. В другом варианте осуществления данного изобретения вспененный слой может практически не содержать термопластичных материалов. В другом варианте осуществления данного изобретения вспененный слой может не содержать более 50% любого из компонентов, выбранных из полиолефиновых материалов, полиуретанов, силиконов и сложных полиэфиров.
Вспененный слой может содержать более одного типа пены. Например, неоднородные вспененные слои могут состоять из структур или композиций, подобных тем, которые описаны в патенте США №5817704, выданном Shiveley et al. 6 октября 1998, описание которого дано здесь путем ссылки до той степени, которая не противоречит сказанному здесь. Два или более типа вспененного материала могут быть смешаны или объединены вместе во время производства пены, или существующие пены могут быть наслоены или соединены вместе другим методом.
Вспененный слой может быть отрезан или разрезан до любой желаемой толщины и может быть разрезан таким образом, чтобы принять плоскую, синусоидальную или другую геометрическую форму. Принципы отрезания и разрезания вспененного слоя описаны в европейском патенте №ЕР 191475, опубликованном Gotoh et al. 20 августа 1986; патенте США №5670101, выданном Nathoo et al. 23 сентября 1997, в котором показан нож (объект №32 на фигуре 3), который разрезает вспененный материал единовременно на множество слоев, предположительно с помощью множества режущих пластин; и в патенте США №6245697, выданном Conrad et al. 12 июня 2001, в котором описано применение острой возвратно-поступательной режущей пластины для разрезания вспененного материала на тонкие слои толщиной, например, от около 0,5 мм до около 5 мм.
Другой способ разрезания вспененного материала на тонкие небольшие слои (например, около 1 мм толщиной или более) найден в заявке на патент Японии № JP 2001-179684А, опубликованном Toshiro 3 июля 2001, в котором описано присоединение укрепляющего слоя к вспененному материалу перед разрезанием для более легкой обработки тонкого слоя. Вспененный материал с усиливающим слоем прессовали в зажиме и затем приближали к режущей пластине, которая отрезала тонкий слой от основной части вспененного материала. Дополнительно к данному изобретению, усиливающий слой, такой как нетканое полотно или бумажная полоска, может быть приклеен к толстому блоку вспененного материала, и затем материал берут в зажим и наталкивают на лезвие ножа, расположенного так, чтобы отрезать тонкую часть вспененного материала, присоединенного к усиливающему слою. Оставшийся более толстый блок вспененного материала затем снова присоединяют ко второму усиливающему слою одной стороной, и вспененный материал, смежный с усиливающим слоем, может быть отрезан, как описано выше, и процесс может повторяться до тех пор, пока вспененный материал не будет практически полностью разрезан на множество тонких слоев, присоединенных к усиливающему слою. Обе стороны исходного блока вспененного материала могут быть присоединены к усиливающему слою, при желании, что при необходимости позволяет при конечном разрезании разделить вспененный материал на два тонких слоя, которые оба присоединены к усиливающим слоям.
В дополнение к отрезанию от больших блоков вспененного материала вспененный материал может быть получен непосредственно в виде тонкого слоя с применением таких способов, которые описаны в международной заявке на № WO 98/28118, опубликованной Peterson et al. 2 июля 1998.
Вспененный материал также может быть перфорирован, как и усиливающий слой. Один из способов перфорирования вспененных материалов описан в международной заявке WO 00/15697, опубликованной Park et al. 23 марта 2000. Вспененный материал также может иметь множество коротких разрезов или вытянутых отверстий, наносимых под прямым углом к плоскости вспененного материала, например, как материалы с разрезами в патенте США №5397316, выданном La Von et al. 14 марта 1995.
Усиливающий слой
Вспененный слой может быть усилен лежащим под ним усиливающим слоем, таким как нетканое полотно, папиросная бумага, тканое полотно, мешковина и подобные. В одном варианте осуществления данного изобретения усиливающий слой обычно может содержать целлюлозные волокна и может содержать бумажный материал, такой как усиленная латексом крепированная бумага, некрепированная бумага, полученная сушкой проходящим через бумажное полотно воздухом, усиленная влагостойкими смолами или другими связующими агентами, другие однослойные или многослойные тканевые структуры (многослойные ткани обычно могут потребовать прослойки связующими средствами, такими как клеевое соединения для хорошей механической целостности), совместно формованный слой, содержащий волокна древесной целлюлозы, перемешанные с термопластичным материалом, которые связаны термически (например, с применением нагретого воздуха, нагретых каландров и т.д.), и материал, полученный аэродинамическим способом, содержащий двухкомпонентные связующие волокна, связанный гидравлическим способом материал, содержащий гидравлически перепутанные бумажные волокна на нетканом субстрате, и подобные. Усиливающий слой, такой как полотно, может содержать множество слоев, связанных вместе.
Вспененные слои, присоединенные к усиливающим слоям, описаны в заявке на патент США с серийным номером 10/744238, поданной Chen et al. 22 декабря 2003, описание которого дано здесь путем ссылки до той степени, которая не противоречит сказанному здесь. Хотя продукты, описанные Chen et al. преимущественно предназначены для получения очищающих устройств, комбинации вспененных слоев и усиливающих слоев, описанные ими, могут быть адаптированы для данного изобретения.
Усиливающий слой может быть одинаковым по протяженности со вспененным слоем или может перекрывать только часть вспененного слоя, или может продолжаться за пределами всех или любой из боковых сторон вспененного слоя.
Присоединение усиливающего полотна к вспененному материалу может быть осуществлено адгезивными средствами, подходящими для сохранения хорошей гибкости изделия. Кроме того, адгезивные средства также могут придать хорошую прочность во влажных или мокрых условиях и при деформациях, обычно возникающих во время применения изделия. В одном варианте осуществления данного изобретения адгезивные средства содержат не растворимый в воде термоплавкий адгезивный материал, имеющий твердость по Шору А. около 95 или менее, предпочтительно около 75 или менее, более предпочтительно около 55 или менее, еще более предпочтительно около 40 или менее, и наиболее предпочтительно около 30 или менее, например от около 10 до около 95, или от около 20 до около 55. Применяемые адгезивные материалы могут включать, но не ограничены ими, те, которые описаны в патенте США №6541679, выданном Betrabet et al. 1 апреля 2003, и патенте США №5827393, выданном Kinzelmann et al. 27 октября 1998, а также коммерческие термоплавкие клеи HYSOL® от Henkel Loctite Corporation, расположенной в Rocky Hill, Connecticut, а также полиолефиновые, уретановые и полиамидные термоплавкие клеи. Адгезивный материал может иметь температуру стеклования от около -10°С до около +30°С, или от около 10°С до около 25°С. Предел прочности при растяжении адгезивного материала может быть, по меньшей мере, около 100 фунтов/дюйм2, по меньшей мере, около 300 фунтов/дюйм2, или, по меньшей мере, около 500 фунтов/дюйм2.
В одном варианте осуществления данного изобретения адгезивные средства могут содержать адгезивный материал с множеством гидрофильных групп, подходящих для поддержания хорошей адгезии к целлюлозному материалу, даже когда целлюлозный материал влажный. Такие адгезивные материалы могут содержать ЭВА (эти-ленвинилацетат) и могут включать, например, EVA HYSOL® термоплавкие клеи, коммерчески доступные от Henkel Loctite Corporation, расположенной в Rocky Hill, Connecticut, включая 232 EVA HYSOL®, 236 EVA HYSOL®, 1942 EVA HYSOL®, 0420 EVA HYSOL® SPRAYPAC®, 0437 EVA HYSOL® SPRAYPAC®, CoolMelt EVA HYSOL®, QuikPac EVA HYSOL®, SuperPac EVA HYSOL® и WaxPac EVA HYSOL®. Адгезивные материалы на основе ЭВА могут быть модифицированы добавлением агентов, придающих клейкость, и других кондиционеров, таких как придающая клейкость смола Wingtack 86 производства Goodyear Corporation, расположенной в Akron, Ohio.
В другом варианте осуществления данного изобретения адгезивные средства содержат эластомерный адгезивный материал, такой как адгезивный материал на основе каучука или силикона, включая силиконовые герметики и латексные адгезивные материалы, такие как акриловый латекс. В одном варианте осуществления данного изобретения, однако, адгезивный материал практически не содержит натуральный латекс или белки, связанные с натуральным латексом. В другом варианте осуществления данного изобретения адгезивные средства практически не содержат любой вид латекса.
Адгезивные средства также могут содержать волокна или частицы, которые либо липкие, либо могут быть нагреты до частичного расплавления для объединения волокнистого полотна с вспененными слоями. Например, могут применяться двухкомпонентные связующие волокна, где волокна включают оболочку, имеющую более низкую температуру плавления, чем у волокна сердцевины (например, полипропиленовая или полиэтиленовая оболочка вокруг сложнополиэфирной сердцевины). Связующие волокна могут быть наноситься в отдельной свободной форме, или могут быть в виде предварительно связанной легкоплавкой форме. В одном варианте осуществления данного изобретения адгезивные средства включают сочетание адгезивных частиц или волокон, таких как двухкомпонентные связующие волокна, и термоплавкого или реакционноспособного адгезивного материала. Например, двухкомпонентные связующие волокна могут присутствовать на или в усиливающем слое до нанесения термоплавкого клея или другого текучего или жидкого адгезива (например, распылением, экструзией или печатью) либо на усиливающий слой, либо на пену, с последующим соединением усиливающего слоя и вспененного слоя и необязательным применением тепла или других отверждающих средств. Частицы адгезивного компонента уже могут быть активными (например, частично расплавленными) в момент, когда пену присоединяют к усиливающему слою.
В общем, адгезивные средства могут быть нанесены из распылительных насадок, пистолета для склеивания, шариковых аппликаторов, экструдеров, глубокой печатью, флексографической печатью, струйной печатью, нанесением покрытия и т.д. Адгезивные средства могут быть, но не обязательно, однородно нанесены либо на поверхность вспененного слоя, либо на поверхность усиливающего слоя, либо обоих, и могут быть селективно нанесены в области, в которых необходима повышенная прочность, например по периметру поверхности контактирования усиливающего слоя и вспененного слоя. Адгезивные средства также могут быть нанесены в виде узора или по существу в случайном порядке.
Вспененный слой может иметь толщину от около 1 до около 15 мм, от около 2 до около 12 мм, от около 3 до около 10 мм, и от около 4 до около 8 мм. Соотношение толщины усиливающего слоя к толщине вспененного слоя может быть любым из: от около 1 до около 200; от около 3 до около 10; от около 4 до около 10; от около 0,2 до около 2: от около 0,3 до около 2; от около 0,3 до около 1; менее 1; менее около 1; более около 1; и от около 0,5 до около 1,5.
Усиливающий слой, присоединенный к вспененному слою, может быть нетканым полотном, бумажным полотном, пленкой, перфорированным полотном, многослойным полотном и подобными. Подходящие нетканые полотна могут включать полотна, полученные выдуванием из расплава, нетканые полотна фильерного способа производства, полотна, полученные скреплением водяными струями под давлением, и подобные. Усиливающий слой может быть эластомерным, таким как полотна, описанные в патенте США №4707398, выданном Boggs 17 ноября 1987; патенте США №4741949, выданном Morman et al. 3 мая 1988; и патенте США №. 5520980, выданном Morgan et al. 28 мая 1996. Усиливающий слой может быть многослойным материалом, соединенным с сужением, или другим растягивающимся многослойным материалом.
Альтернативно, вспененный слой может быть получен таким образом, что усиливающий слой является единым с самим вспененным материалом. Например, одинарный слой вспененного материала может быть получен с покрытием на одной стороне, которое может усилить вспененный материал. Так же вспененный слой может иметь по существу закрытые ячейки на одной стороне и по существу открытые ячейки на другой стороне. Такой вспененный слой может быть примером «градиентного вспененного материала», имеющего градиент в направлении толщины в соответствии с такими свойствами материала, как размер пор, открытость пор, плотность и т.д. Градиентные вспененные материалы, имеющие одну усиленную сторону, могут быть получены из пен, имеющих покрытие на одной стороне, или из закрытоячеистых вспененных материалов, в которых одна поверхность превращена в открытоячеистый вспененный материал с применением химических или механических средств для удаления «окошек» из вспененного материала и освобождения свободно располагающихся элементов на одной поверхности.
Кроме того, вспененный слой также может содержать адгезивный материал для дополнительного улучшения связывания вспененного материала с принимающим слоем. Адгезивный материал может быть представлен на выступах или продолжении усиливающего слоя таким образом, чтобы обработанная адгезивом зона приходилась не на сам вспененный материал, а на присоединенную часть другого материала, или адгезивный материал может присутствовать на поверхности или внутри основной части вспененного материала. В одном варианте осуществления данного изобретения вязкий адгезивный материал присутствует во вспененном материале, но необязательно на поверхности вспененного материала, таким образом, чтобы адгезивное соединение не возникало, когда вспененный материал контактирует с другим материалом, если только вспененный материал не нагружен до такой степени, что внутренний адгезив контактирует с другим материалом (например, с принимающим слоем). Чувствительный к давлению адгезивный материал может быть распылен на поверхности вспененного материала, или впрыснут, или пропитан во вспененный материал с получением расположенных на расстоянии друг от друга отложений во вспененном материале. Адгезивная часть, присоединенная к вспененному слою, может быть защищена высвобождаемой бумагой или другими средствами для предотвращения преждевременного присоединения.
В другом варианте осуществления данного изобретения добавление адгезивных средств в систему крепления вспененного слоя может помочь повысить прочность на отрыв системы крепления вспененного слоя, если желательна более высокая прочность на отрыв.
Принимающий материал
Принимающий материал для применения в принимающем слое в соответствии с данным изобретением может быть петельным материалом известных в прошлом систем «крючок-петля», хотя для получения оптимальных результатов размер петель или отверстий в принимающем материале должен быть приспособлен для эффективного соединения с применяемым вспененным слоем. Петельный материал может представлять собой полотно, содержащее сцепляемые с крючками свободно расположенные петли, исходящие, по меньшей мере, из одной поверхности материала с петлями.
Принимающий материал может представлять собой нетканое полотно, такое как сформованное из расплава (полотно, полученное выдуванием из расплава или фильерным способом), волокнистое полотно, полученное иглопробивным способом, или гидроперепутанное полотно (например, полотно, полученное скреплением волокон водяными струями под давлением, особенно где микроволокна гидравлически перепутаны на ткани основы). Принимающий слой может содержать волокнистые петли, которые поднимаются от плоскости полотна или лежат в плоскости полотна, что делает возможным соединение петель с подходящей противоположной поверхностью, содержащей свободно располагающиеся элементы вспененного слоя.
Было обнаружено, что хорошие результаты могут быть получены, если принимающий слой имеет множественные петельные сегменты, поднимающиеся от поверхности полотна, с характеристической высотой петли более 30 микронов, например около 50 микронов или более, около 80 микронов или более, около 100 микронов или более, или около 150 микронов или более, которые могут иметь характеристические пределы, например, около от 30 микронов до около 1000 микронов, от около 50 микронов до около 700 микронов, от около 80 микронов до около 600 микронов, от около 100 микронов до около 500 микронов. Линейное расстояние на поверхности полотна между двумя концами поднятого петельного сегмента (или расстояние между точками, в которых петельные сегменты возвращаются на плоскость полотна) может быть около 80 микронов или более, например около 150 микронов или более, около 300 микронов или более или около 500 микронов или более, где характеристические диапазоны составляют от около 80 до около 1000 микронов, или от около 100 до около 800 микронов, или от около 100 до около 600 микронов. Однако другие диапазоны также входят в объем данного изобретения и могут быть приняты во внимание при условии, что свободно располагающиеся элементы прикрепляющейся поверхности вспененного слоя способны к достаточному скреплению с петельными сегментами или отверстиями прикрепляющейся поверхности принимающего слоя.
В одном варианте осуществления данного изобретения принимающий слой содержит петельные сегменты, содержащие микроволокна, имеющие средний диаметр волокна около 30 микронов или менее, около 20 микронов или менее, около 10 микронов или менее, около 5 микронов или менее, около 2 микронов или менее, или около 1 микрона или менее. Диаметр микроволокон может варьироваться от около 0,1 до около 30 микронов, от около 1 до около 30 микронов, или от около 1 до около 20 микронов, или от около 2 до около 20 микронов. Такие микроволокна могут быть получены известными способами, например выдуванием из расплава. Используемые здесь двухкомпонентные волокна, полученные выдуванием из расплава, включающие другие многокомпонентные конъюгированные волокна, могут применяться для получения очень тонких волокон расслаиванием волокон или удалением одного из компонентов. Расслаивание может осуществляться механическими или химическими средствами. Например, двухкомпонентные волокна с расположением компонентов бок о бок или сегментами могут расслаиваться с применением гидроперепутывания с применением высокоскоростных струй воды для расслаивания многокомпонентных волокон. Химическая обработка, вызывающая набухание компонента (например, при нанесении каустического или другого вызывающего набухание агента) или растворение компонента, также может привести к расслаиванию. Обработка паром, микроволнами, механическим растягиванием и другие методики также могут применяться к подходящим многокомпонентным волокнам для получения расслаивания. Двухкомпонентные волокна могут быть круглыми в поперечном сечении или не круглыми, например дольчатыми волокнами, и могут быть скрученными, гофрированными, спиральными или практически прямыми. Двухкомпонентные комбинации, например, могут включать следующие: полипропилен, полиэтилен, полиэфиры, ПБТ (полибутилентерефталат), полимолочные кислоты, полиамиды, РНА и подобные. Дополнительные подробности получения микроволокон описаны, например, в публикации заявки на патент США №2004/0161994 А1, опубликованные Arora et al. 19 августа 2004; микроволокна из Аrоrа et al. также могут применяться в соответствии с данным изобретением.
Принимающие слои, содержащие микроволокна, могут быть ткаными полотнами или неткаными полотнами, и могут содержать один тип микроволокон или множество типов микроволокон, и могут содержать волокна, сетки или другие структурные элементы, отличные от микроволокон. Типовые материалы, содержащие микроволокна, которые могут рассматриваться как применяемые в принимающем слое в соответствии с данным изобретением, включают следующие:
- полотна, полученные скреплением водяными струями под давлением, особенно такие, которые содержат микроволокна, производства компании Polymer Group, Inc (расположена в North Charleston, South Carolina). Патенты и заявки, принадлежащие Polymer Group, Inc. (PGI), которые включают гидроперепутывание, включают публикацию заявки на патент США №2002/0025753, опубликованную Putnam et al. 28 февраля 2002; патент США №6306234, выданный Barker et al. 23 октября 2001; патенте США №6314327, выданный Ngai et al. 13 ноября 2001; публикацию заявки на патент США №2002/0146957, опубликованной Fuller et al. 10 октября 2002; патенте США №6675429, выданный Carter et al. 13 января 2004; патенте США №6606771, выданный Curtis et al. 19 августа 2003; патент США №6564436, выданный Black et al. 20 мая 2003; патенте США №6516502, выданный Moody et al. 11 февраля 2003; патенте США №6725512, выданный Carter et al. 27 апреля 2004; патент США №6735833, выданный Putnam et al. 18 мая 2004; и патент США №6343410, выданный Greenway et al. 5 февраля 2002, описание которых включено сюда путем ссылки до той степени, пока они не противоречат данному описанию. Промышленные продукты PGI, которые могут применяться в различных вариантах осуществления данного изобретения, включают полотна PGI MediSoft™, полотна Comfortlace™ для предметов женской гигиены, сделанные PGI методом Laminar Air Controlled Embossing (LACE), который добавляет трехмерное изображение или объемный поверхностный слой на сеткообразную пленку, и полотна Miratec™ или другие полотна, полученные с применением PGI методики гидроперепутывания Apex®, в которой на полотно может быть добавлено трехмерное изображение.
- Петельный материал, в котором петли образованы на принимающем слое согласно публикации заявки на патент США №2004/0157036А1, опубликованной Provost et al. 12 августа 2004. Петельный материал получают иглопробиванием пучка волокон через подложку, такую как пластиковая пленка, с получением петель на противоположной стороне подложки. Связующее, такое как порошковая смола или пластиковая пленка, помещают на волокнистый слой продукта и сплавляют с подложкой для связывания волокон на месте. В некоторых случаях продукт пробивают иглами только в отдельных областях, оставляя остальную площадь свободной от петель.
- Нетканые полотна с отверстиями получают согласно патенту США №5369858, выданному Gilmore et al. 6 декабря 1994. В этом патентном документе описано нетканое полотно, содержащее, по меньшей мере, один слой текстильных волокон или сеть их полимерных нитей, и, по меньшей мере, одно полотно из выдуваемых из расплава микроволокон, связанных вместе гидроперепутыванием. Отверстия в нетканых полотнах могут быть получены гидроперепутыванием или могут иметь области более высокой плотности и области более низкой плотности. Технология принадлежит Fiberweb North America, расположенной в Simpsonville, South Carolina.
- Ткани из микроволокна, продаваемые на рынке как ткани для чистки, такие как Modern Magic® MicroFiber Cleaning Cloths от Modern Plastics, Inc., расположенной в Bridgeport, Connecticut; MicroFiber Cleaning Cloths от ТАР Plastics, Inc., расположенной в Stockton, California; или Scoth-Brite® MicroFiber Cleaning Cloths от 3М, Inc., расположенной в St. Paul, Minnesota.
- OFO-3 Micro Fiber производства Oimo Industrial Co., Ltd., расположенной в Taipei, Taiwan, ткань, полученная из механически расслоенного микроволокна, полученного из ПЭТ/нейлонового двухкомпонентного волокна, которое гидравлически прошито, где волокна расщепляют на 166 частей, согласно информации поставщика на http://www.allproducts.com/household/oimo/22-ofo-3.html (рассмотренной 17 мая 2004).
Микроволокна могут быть выполнены из множества полимеров, таких как целлюлоза (например, полученные в растворителе волокна лиоцелл), полиолефины, полиамиды, сложные полиэфиры, РНА, полимолочная кислота, акриловые полимеры и подобные. Микроволокна также могут включать электроформованные волокна, которые также называют нановолокна.
Известные петельные материалы, которые могут быть адаптированы для применения в принимающем слое в соответствии с данным изобретением, включают петельные материалы, описанные в патенте США №5622578, выданном Thomas 22 апреля 1997. Петли, описанные в патентном документе, производят с применением способа экструдирования жидкого материала через отверстия наносимого материала на движущийся субстрат для получения основы для петель, растягиванием жидкого материала в направлении, параллельном плоскости субстрата, разрезанием растянутого материала с получением дальнего конца, который сплавляют со смежным количеством растянутого материала с образованием петли.
Петельные материалы, которые могут быть адаптированы для применения в принимающем слое в соответствии с данным изобретением, могут включать многослойные материалы из нетканых материалов, таких как нетканые полотна, соединенные с пленками, или множественные слои волокнистых нетканых полотен. Такие многослойные материалы могут включать материалы, описанные в публикации заявки на патент №2003/0077430, опубликованной Grimm et al. 24 апреля 2003, описание которой включено сюда в качестве ссылки до той степени, которая не противоречит данному описанию. Многослойные материалы, описанные у Grimm et al. включают, по меньшей мере, один слой нетканого полотна из полиолефиновых бесконечных волокон, такого как нетканое полотно из полипропиленовых бесконечных волокон, имеющий максимальную прочность на разрыв в машинном направлении, которая, по меньшей мере, такая же по величине, как в поперечном машинном направлении (например, в соотношении около от 1:1 до около 2,5:1), и полученный в основном из волокон, имеющих линейную плотность менее 4,5 дтекс, например в интервале от около 0,8 до около 4,4 дтекс, более конкретно, от около 1,5 до около 2,8 дтекс, а также второй слой нетканого полотна, который связан с первым слоем, который включает полотно из гофрированных, таких как двухмерно или спирально гофрированные, штапельные волокна, полученные из полиолефинов, где такие гофрированные волокна более грубые, чем волокна нетканого полотна первого слоя, и могут иметь линейную плотность от около 3,3 до около 20 дтекс, более конкретно, от около 5,0 до около 12,0 дтекс, где, по меньшей мере, два слоя нетканых полотен могут быть связаны друг с другом на общей границе с применением связывания в виде заданного рисунка. Второй слой может применяться в качестве петельного слоя в материале из документа Grimm et al.
Альтернативно, принимающий слой в соответствии с данным изобретением может содержать отверстия (дырки), с которыми могут зацепляться свободно располагающиеся элементы вспененного слоя. Отверстиями могут быть поры на поверхности принимающего слоя, определенные окружающими волокнами. Такие отверстия могут иметь характеристический диаметр более около 0,5 микронов (мкм), например от около 0,5 мкм до около 3 миллиметров (мм), или от около 1 мкм до около 2 мм, или от около 2 мкм до около 1,2 мм, или от около 4 мкм до около 1 мм, или менее 1 мм. Отверстия могут иметь средний диаметр около 0,5 микронов или более, около 1 микрона или более, около 2 микронов или более, или около 4 микронов или более, непрерывно от плоскости поверхности принимающего слоя, окружающего отверстие, до «глубины отверстия» в принимающем слое, равный одному из следующих значений или более: 2 микрона, 5 микронов, 10 микронов, 50 микронов, 100 микронов, 300 микронов, 600 микронов, 1 мм, 2 мм и 3 мм. Если отверстием является сплошное вертикальное отверстие, адаптированное для вхождения вертикальных цилиндрических свободно располагающихся элементов диаметра D, имеющих максимальное расстояние L проникновения в принимающий слой, отверстие может иметь глубину цилиндрического отверстия L, соответствующую диаметру свободно располагающегося элемента D. Таким образом, например, свободно располагающийся элемент, имеющий максимальный диаметр около 50 микронов и высоту около 500 микронов по отношению к его основанию (области, где он связан с двумя или более другими элементами), должен быть способен проникать на около 300 микронов в практически плоский принимающий слой с отверстиями, имеющими глубину цилиндрического отверстия около 300 микронов по отношению к свободно располагающемуся элементу диаметром 50 микронов.
В одном варианте осуществления данного изобретения принимающий слой содержит тонкие микроволокна, которые могут давать петельные элементы для зацепления свободно располагающихся элементов вспененного слоя. В другом варианте осуществления данного изобретения микроволокна представлены в виде скрепленного водяными струями под давлением полотна, в котором микроволокна гидроперепутаны на нетканой или тканой подложке.
В одном альтернативном варианте осуществления данного изобретения принимающий слой также может содержать открытоячеистый вспененный материал, такой как вспененный слой на основе меламина. Было обнаружено, что один вспененный слой из меламинового вспененного материала может эффективно соединяться, при определенных условиях, с другим вспененным слоем меламинового вспененного материала, где открытые ячейки и окошки ячеек меламинового вспененного материала могут служить в качестве петель, подходящих для удержания свободно располагающихся элементов из другого вспененного слоя. В таком варианте осуществления вспененный слой или принимающий слой, содержащий вспененный слой, могут также включать усиливающий слой.
Производство меламиновой пены
Принципы производства пены на основе меламина хорошо известны. Пены на основе меламина в настоящее время производятся BASF, расположенной в Ludwigshafen, Germany под торговым наименованием BASOTECT®. Принципы производства пены на основе меламина описаны в ЕР-В 071671, опубликованной Mahnke et al. 17 декабря 1979. Согласно Mahnke et al. их производят вспениванием водного раствора или дисперсии продукта конденсации меламина-формальдегида, который включает эмульгатор (например, алкилсульфонаты металла и алкиларилсульфонаты металла, такие как додецилбензолсульфонат натрия), кислотный отверждающий агент и пенообразователь, такой как С5-С7 углеводород, и отверждением меламин-формальдегидного конденсата при повышенной температуре. Сообщают, что пены имеют следующие свойства:
- плотность по DIN 53 420 от 4 до 80 граммов на литр (г/л), соответствующую от 0,004 до 0,08 г/см3 (хотя для целей данного изобретения плотность также может варьироваться от около 0,006 до около 0,1 г/см3, или в других применяемых интервалах);
- удельная теплопроводность согласно DIN 52612 менее чем 0,06 Вт/(м·К);
- сопротивляемость сжатию по DIN 53 577 при 60% проникновении, деленная на плотность с получением коэффициента менее 0,3 (Н/см2)/(г/л), предпочтительно менее 0,2 (Н/см2)/(г/л), где после измерения сопротивляемости сжатию толщина пены восстанавливается до, по меньшей мере, 70% и, предпочтительно, 90% от ее исходной толщины;
- модуль упругости по DIN 53 423, деленный на плотность пены, ниже 0,25 (Н/мм2)/(г/л) и, предпочтительно, ниже 0,15 (Н/мм2)/(г/л);
- сгибание до разрыва по DIN 53 423 более 6 мм, и предпочтительно более 12 мм;
- прочность на разрыв по DIN 53 571, по меньшей мере, 0,07 Н/мм2 или, предпочтительно, по меньшей мере, 0,1 Н/мм2; и
- по German Standard Specification DIN 4102 они показывают, по меньшей мере, стандартную устойчивость к возгораемости и, предпочтительно, показывают низкую горючесть.
В патенте США №6503615, выданном Horii et al. 7 января 2003, описано полотно для протирания, полученное из открытоячеистой пены, такой как пена на основе меламина, где полотно для протирания имеет плотность от 5 до 50 кг/м3 согласно JIS K 6401, прочность на разрыв от 0,6 до 1,6 кг/см2 согласно JIS K 6301, удлинение при разрыве от 8 до 20% согласно JIS K 6301, и количество ячеек от 80 ячеек/25 мм до 300 ячеек/25 мм, измеренное согласно JIS K 6402. Вспененные материалы на основе меламина, имеющие такие механические свойства, могут применяться в соответствии с данным изобретением.
Похожие вспененные материалы описаны в патенте США №3093600, выданном Spencer et al. 11 июня 1963. В них присутствуют агенты для улучшения эластичности и прочности на раздир вспененного материала. Вспененные материалы на основе меламина также описаны в патенте Великобритании № GB 1443024, выданном Russo et al. 21 июля 1976.
Вспененный материал для применения в соответствии с данным изобретением может быть подвергнут тепловому сжатию для модификации его механических свойств, как описано в патенте США №6608118, выданном Kosaka et al. 19 августа 2003, описание которого включено сюда путем ссылки до той степени, пока оно не противоречит данному описанию.
Хрупкие вспененные материалы могут быть получены, как описано в публикации Германии DE-AS 1297331, из фенольных компонентов, компонентов на основе мочевины или компонентов на основе меламина, в водном растворе с пенообразователем и катализатором отверждения.
Хрупкий вспененный материал может содержать частицы органического или неорганического наполнителя, например, от около 5 до около 30 мас.% частиц. Примеры частиц могут включать глины, такие как каолин, тальк, оксид кальция, карбонат кальция, двуокись кремния, окись алюминия, цеолиты, карбиды, кварц и подобные. Наполнителями также могут быть волокнистые материалы, такие как древесные волокна, бумажные волокна, кокосовые волокна, волокна ваточника, лен, кенаф, сизаль, выжатый сахарный тростник и подобные. Частицы наполнителя или волокна, добавленные во вспененный материал, могут быть гетерогенно распределены или могут быть распределены гомогенно.
Во вспененный материал или его часть также может быть введен материал для усиления или придания твердости вспененному материалу, при желании, например, введена стекловата или другие силикатные соединения, как описано в патенте США №4125664, выданном Giesemann 14 ноября 1978, описание которого включено сюда путем ссылки до той степени, пока оно не противоречит данному описанию. Адгезивные материалы, термоклеи, очистители, отбеливатели (например, перекиси), антимикробные средства и другие добавки могут быть введены во вспененный материал.
Вспененный слой может иметь прямоугольную форму на виде сверху, но также он может иметь любую другую форму, такую как полукруг, круг, овал, ромб, синусоидная форма, в форме кости и так далее. Вспененный слой не обязательно является плоским, а может быть заформован или профилирован в трехмерных формах в эстетических или функциональных целях. Например, вспененный материал на основе меламина может быть получен термическим формованием согласно способу, описанному в патенте США №6608118, выданном Kosaka et al. 19 августа 2003; ранее включенном путем ссылки. В Kosaka et al., описанном выше, описано формование пены при температуре от 210 до 350°С (или, более конкретно, от 230 до 280°С или от 240 до 270°С) в течение 3 минут или более, что вызывает неупругую деформацию при нагрузке, где пену спрессовывают до толщины от около 1/1,2 до около 1/12 от исходной толщины, или от около 1/1,5 до около 1/7 от исходной толщины. Формованные меламиновые пены могут быть соединены с уретановым пористым слоем с получением композитного материала согласно Kosaka et al.
Как описано у Kosaka et al., пена на основе меламина может быть получена смешиванием основных исходных материалов меламина и формальдегида, или их предшественников, с пенообразователем, катализатором и эмульгатором, вливанием полученной смеси в пресс-форму и применением или созданием тепла (например, облучением или энергией электромагнитного поля) для вспенивания и отверждения. Молярное соотношение меламина к формальдегиду (т.е. меламин:формальдегид) для получения предшественника составляет, согласно Kosaka et al., предпочтительно от 1:1,5 до 1:4 или более конкретно от 1:2 до 1:3,5. Среднечисленная молекулярная масса предшественника может составлять от около 200 до около 1000, или от около 200 до около 400. Формалин, водный раствор формальдегида, может применяться в качестве источника формальдегида.
Меламин также известен под химическим названием 2,4,6-триамино-1,3,5-триазин. В качестве других мономеров, соответствующих меламину, могут применяться С1-5 алкилзамещенные меламины, такие как метилолмеламин, метилметилолмеламин и метилбутилолмеламин, мочевина, уретан, амиды карбоновой кислоты, дициандиамид, гуанидин, сульфуриламиды, амиды сульфоновой кислоты, алифатические амины, фенолы и их производные. В качестве альдегидов могут применяться ацетальдегид, триметилолацетальдегид, акролеин, бензальдегид, фурфурол, глиоксал, фталальдегид, терефталальдегид и подобные.
В качестве пенообразователя может применяться пентан, трихлорфторметан, трихлортрифторэтан и подобные. В качестве катализатора, например, может применяться муравьиная кислота, и в качестве эмульгатора могут применяться анионные поверхностно-активные вещества, такие как сульфонат натрия.
Другие полезные способы получения вспененных материалов на основе меламина описаны в патенте США №5413853, выданном Imashiro et al. 9 мая 1995, описание которого включено сюда путем ссылки до той степени, пока оно не противоречит данному описанию. Согласно Imashiro et al., пена на основе меламиновой смолы в соответствии с данным изобретением может быть получена нанесением покрытия из гидрофобного компонента на известную вспененную основу на основе меламин-формальдегида, полученную вспениванием смоляной композиции, состоящей в основном из меламин-формальдегидного конденсата и пенообразователя. Компоненты, применяемые в указанном вспененном материале на основе меламиновой смолы, следовательно, могут быть такими же, какие обычно применяют для получения меламин-формальдегидных смол или пен из них, за исключением гидрофобного компонента.
В качестве примера у Imashiro et al. описан меламин-формальдегидный конденсат, полученный смешиванием меламина, формалина и параформальдегида и взаимодействием этих компонентов в присутствии щелочного катализатора при нагревании. Соотношение меламина и формальдегида в смеси может быть, например, 1:3 для молярного соотношения.
Меламин-формальдегидный конденсат может иметь вязкость от около 1000 до 100000 сП, более конкретно, от 5000 до 15000 сП, и может иметь рН 8-9.
В качестве пенообразователя описан алкильный углеводород с прямой цепью, такой как пентан или гексан.
Для получения гомогенного вспененного материала смоляная композиция, состоящая в основном из меламин-формальдегидного конденсата и пенообразователя, может содержать эмульгатор. Такие эмульгаторы могут включать, например, алкил-сульфонаты металла и алкиларилсульфонаты металла.
Смоляная композиция может также содержать отверждающий агент для отверждения вспененной смоляной композиции. Такой отверждающий агент может включать, например, кислые отверждающие агенты, такие как муравьиная кислота, хлористо-водородная кислота, серная кислота и щавелевая кислота.
Вспененный материал, описанный Imashiro et al., может быть получен добавлением, при необходимости, эмульгатора, отверждающего агента и другого наполнителя, и т.д. к смоляной композиции, состоящей в основном из меламин-формальдегидного конденсата и пенообразователя, тепловой обработкой полученной смеси при температуре, равной или превышающей температуру кипения пенообразователя, с получением пен и отверждением полученного вспененного материала.
В другом варианте осуществления данного изобретения вспененный материал может содержать вспененный материал на основе меламина, имеющий изоцианатный компонент (полимеры на основе изоцианата обычно включают полиуретаны, полимочевины, полиизоцианураты и их смеси). Такие вспененные материалы могут быть получены согласно патенту США №5436278, выданному Imashiro et al. 25 июля 1995, описание которого включено сюда путем ссылки до той степени, пока оно не противоречит данному описанию, в котором описан способ получения вспененного материала на основе меламиновой смолы, содержащей меламин/ формальдегидный конденсат, пенообразователь и изоцианат. Один вариант осуществления данного изобретения включает получение вспененного материала на основе меламиновой смолы взаимодействием меламина и формальдегида в присутствии силанового связующего вещества. Изоцианатный компонент, применяемый в патенте США №5436278, может быть представлен CR 200 (торговое наименование полимерного 4,4'-дифенилметандиизоцианата, производимого Mitsui Toatsu Chemicals, Inc.) и Sumidur E211, E212 и L (торговое наименование форполимеров типа MDI производства Sumitomo Bayer Urethane Co., Ltd.). Один из примеров содержит 100 массовых частей меламин/ формальдегидного конденсата (концентрация 76%), 6,3 части додецилбензолсульфоната натрия (концентрация 30%), 7,6 части пентана, 9,5 части хлорида аммония, 2,7 части муравьиной кислоты и 7,6 части CR 200. Смесь этих компонентов помещают в пресс-форму и вспенивают при температуре 100°С с получением материала плотностью 26,8 кг/м (0,0268 г/см), напряжением при сжатии 0,23 кгс/см2 и относительным сжатием 2,7%. В общем, вспененные материалы на основе меламина, описанные в патенте США №5436278, обычно имеют плотность 25 кг/м3 - 100 кг/м3, относительное сжатие по JIS К 7220 2,7%-4,2% (этот показатель улучшен на около 40%-130% по сравнению со значением 1,9% для обычных хрупких вспененных материалов на основе меламина) и теплопроводность, измеренную при температуре от 10 до 55°С, 0,005 ккал/(м·ч·°С) или менее (это намного меньше, чем 0,01 ккал/(м·ч·°С), которое является значением для обычных хрупких вспененных материалов). Другие вспененные материалы, содержащие меламин и изоцианаты, описаны в заявке WO 99/23160, опубликованной Sufi 14 мая 1999, эквивалентом которой в США является заявка на патент США №98/23864, описание которой включено сюда путем ссылки до той степени, пока оно не противоречит данному описанию.
В другом варианте данного изобретения может применяться вспененный материал на основе меламина, который получают согласно заявке WO 0/226872, опубликованной Baumgarti et al. 4 апреля 2002. Такие вспененные материалы закаливают при повышенной температуре для улучшения их применимости в качестве впитывающих изделий, носимых вблизи человеческого тела. Во время или после закаливания описана дальнейшая обработка, по меньшей мере, одним полимером, где полимер содержит первичные и/или вторичные аминные группы и имеет молярную массу, по меньшей мере, 300, хотя такая полимерная обработка может быть пропущена, при желании, если вспененные материалы, описанные в WO 0/226872, применяют в соответствии с данным изобретением. Такие вспененные материалы могут иметь удельную площадь поверхности, определенную по БЭТ, по меньшей мере, 0,5 м2/г. Примеры фенольных вспененных материалов включают сухие растительные вспененные материалы, производимые Oasis Floral Products, расположенной в Kent Ohio, а также абсорбирующие воду открытоячеистые хрупкие фенольные вспененные материалы, производимые Aspac Floral Foam Company Ltd., расположенной в Kowloon, HongKong, частично описанные в http://www.aspachk.com/v9/aspac/why_aspac.html. Открытоячеистые фенольные вспененные материалы могут быть получены из фенольных смол от PA Resins, расположенной в Malmö, Sweden, объединенных с подходящими отвердителями (например, органической сульфоновой кислотой) и эмульгаторами с пенообразователями, таким как пентан. Фенольные смолы могут включать резольные смолы или новолачные смолы, например такие как Bakelite® Resin 1743 PS от Bakelite AG, расположенной в Iserlohn-Letmathe, Germany, которые применяют для растительных вспененных материалов.
Самокрепление
В некоторых полезных вариантах осуществления данного изобретения представлен самокрепящийся материал, который содержит вспененный слой и принимающую зону, расположенные на противоположных сторонах самокрепящегося материала (например, первой поверхности и второй поверхности, которые целиком соединены перед соединением двух поверхностей со вспененной системой крепления в соответствии с данным изобретением). В одном варианте осуществления данного изобретения самокрепящийся материал представляет собой многослойный материал из вспененного слоя и принимающего слоя, такого как волокнистый петельный слой. Вспененный слой может обеспечиваться свободно располагающимися элементами, продолжающимися от обработанной первой внешней поверхности вспененного слоя. Принимающий слой служит для получения второй внешней поверхности напротив первой внешней поверхности. Когда вспененный слой (первая внешняя поверхность) самокрепящегося материала контактирует с принимающим слоем (вторая внешняя поверхность) самокрепящегося материала, возможно эффективное соединение.
Многослойный материал из вспененного слоя и принимающего слоя может быть получен любыми известными методами, такими как клеевое соединение, ультразвуковое соединение, тепловое соединение, гидроперепутывание, иглопробивание, лазерное соединение и скрепление с применением механических крепежей, таких как традиционные материалы с крючками и петлями. Хотя вспененный слой может быть соединен с принимающим слоем благодаря вхождению свободно располагающихся элементов в петли или отверстия только принимающего слоя, в других вариантах осуществления данного изобретения могут применяться другие средства соединения для получения большей прочности соединения в направлении z или такого сопротивления отслаиванию, при котором многослойный материал не будет легко разделяться при применении отслаивающего усилия или других подъемных сил (например, сил, прилагаемых в направлении z).
Описание изобретения
На ФИГ.1 показано нетканое полотно 10, которое включает первое полотно 12. Первое полотно 12 получено из экструдированных нитей 14, которые могут включать автоадгезивный материал.
В данном описании нетканые полотна относятся к полотнам материала, которые были получены без применения процессов плетения, которые обычно дают структуру из отдельных нитей, которые переплетены повторяющимся образом. Нетканое полотно может быть получено множеством способов (например, выдуванием из расплава, фильерным способом, перфорацией пленки и прочесыванием штапельного волокна).
Хотя только часть первого полотна 12 показана на ФИГ.1, необходимо отметить, что первое полотно 12 может иметь любой размер или форму. Кроме того, первое полотно 12 может иметь множество различных толщин в зависимости от области, в которой применяется нетканое полотно 10. Экструдированные нити 14 могут быть получены любым экструзионным способом, который известен в настоящее время или будет открыт в будущем (например, выдуванием из расплава).
В данном описании термин «автоадгезивный» относится к свойствам самоприлипания материала. Автоадгезивный материал является по существу неадгезивным в отношении множества других материалов. Некоторые автоадгезивные материалы могут быть повторно склеены вместе и разделены при рабочей (например, комнатной) температуре.
В некоторых вариантах осуществления автоадгезивный материал может быть полимерным материалом, который включает термопластичные эластомеры. В качестве примера, термопластичные эластомеры могут иметь молекулы, которые включают последовательные расположения особых сочетаний мономерных звеньев. Термопластичные эластомеры должны иметь относительно стабильные автоадгезивные свойства и быть по существу неадгезивными по отношению к к другим материалам.
Кроме того, автоадгезивный материал может включать термопластичный эластомер, который имеет физические поперечные сшивки, которые ограничивают подвижность эластомера (т.е. текучесть). Ограничение подвижности эластомера может способствовать автоадгезивным свойствам термопластичного эластомера.
Некоторые примерные термопластичные эластомеры, которые могут применяться в автоадгезивном материале, включают мультиблочные сополимеры радиальных, трехблочных и двухблочных структур, включая невысокоэластичные сегменты моно- и полициклических ароматических углеводородов, и более конкретно, моно- и полициклических аренов. В качестве примеров, моно- и полициклические арены могут включать замещенные и незамещенные поли(винил)арены моноциклической и бициклической структуры.
В некоторых вариантах осуществления термопластичные эластомеры могут включать невысокоэластичные сегменты замещенных или незамещенных моноциклических аренов с молекулярной массой сегментов, достаточной для обеспечения разделения фаз при комнатной температуре. В качестве примеров моноциклические арены могут включать полистирол и замещенные полистиролы, которые имеют мономерные единицы, такие как стирол и алкилзамещенный стирол (например, альфа метилстирол и 4-метилстирол). Другие примеры включают замещенные или незамещенные полициклические арены, которые имеют мономерные единицы (например, 2-винилнафталин и 6-этил-2-винилнафталин).
Необходимо отметить, что термопластичные эластомеры также могут включать высокоэластичные сегменты, которые представляют собой полимерные блоки, которые могут состоять из гомополимеров мономера, или сополимера, который включает два или более мономера, выбранных из алифатических конъюгированных соединений диена (например, 1,3-бутадиена и изопрена). Некоторые типовые высокоэластичные материалы включают полиизопрен, полибутадиен и стиролбутадиеновые каучуки. Другие типовые высокоэластичные материалы включают насыщенный олефиновый каучук из этилен/бутиленовых или этилен/пропиленовых сополимеров, который может быть получен из соответствующих ненасыщенных полиалкиленовых групп (например, гидрированного полибутадиена и полиизопрена).
Кроме того, термопластичный эластомер может быть частью системы стирольных блоксополимеров, которая включает высокоэластичные сегменты, которые могут быть насыщены гидрирующими ненасыщенными предшественниками (например, стирол-бутадиен-стирол (СБС) блоксополимер, который имеет центральные или серединные сегменты, содержащие смесь 1,4 и 1,2 изомеров). В качестве примера, а-бутадиен-стирольный (СБС) блоксополимер, который включает центральные или серединные сегменты, содержащие смесь 1,4 и 1,2 изомеров, могут быть гидрированы с получением (i) стирол-этилен-бутилен-стирольного (СЭБС) блоксополимера, или (ii) стирол-этилен-пропилен-стирольного (СЭПС) блоксополимера.
В некоторых вариантах осуществления автоадгезивный материал может включать смесь полиэтилена и блоксополимера. В качестве примера, автоадгезивный материал может включать смесь одного или более блоксополимеров, выбранных из группы, включающей поли(стирол)-сополи(этилен-бутилен)-сополи(стирол) сополимер, поли(стирол)-сополи(этилен-бутилен) сополимер и полиэтиленовый полимер. В некоторых вариантах осуществления один или более блоксополимеров могут составлять от около 30 до около 95 мас.% автоадгезивного материала, и полиэтиленовый полимер может составлять от около 5 до около 70 мас.% автоадгезивного материала (все массовые проценты даны по отношению к общей массе блоксополимера и полиэтиленового полимера, которые присутствуют в автоадгезивном слое).
В данном описании пиковая нагрузка автоадгезивной прочности представляет собой силу, которая требуется для разделения нетканого полотна 10, когда оно присоединено само к себе. Если нетканое полотно 10 применяют в качестве адгезивного компонента, пиковая нагрузка автоадгезивной прочности должна соответствовать требованиям к адгезивной прочности для конкретной области применения. Если нетканое полотно 10 применяют в системе крепления, пиковая нагрузка автоадгезивной прочности для нетканого полотна 10 должна быть достаточно высокой для предотвращения расстегивания системы крепления во время применения. Нетканое полотно 10, которое имеет слишком низкую пиковую нагрузку автоадгезивной прочности, может не подходить для некоторых областей применения систем крепления.
Нетканое полотно 10 легко соединяется с другими изделиями, которые включают похожий автоадгезивный материал, с прочностью, которая превосходит прочность, которая возникает при соединении нетканого полотна 10 с другими типами материалов (например, прочность соединения, по меньшей мере, вдвое больше). В качестве примера, нетканое полотно 10 может пиковую нагрузку автоадгезивной прочности, которая больше чем около 100 граммов на дюйм ширины нетканого полотна 10 (около 118 граммов на сантиметр ширины слоя), и вплоть до около 2000 граммов на дюйм ширины нетканого полотна 10 (около 787 граммов на сантиметр ширины слоя). Способ, которым определяют значение пиковой нагрузки автоадгезивной прочности, описан в патенте США №6261278, который включен сюда путем ссылки.
Тип автоадгезивного материала, который может применяться для образования множества нитей 14, выбирают исходя из (i) параметров обработки; (ii) физических свойств; (iii) способов упаковки; и (iv) затрат (среди прочих факторов). Первое полотно 12 должно обладать свойствами, которые необходимы для конкретного продукта и/или процесса. Физические свойства автоадгезивного материала могут контролироваться для определения свойств нетканого полотна 10, таких как температура плавления, прочность на сдвиг, кристалличность, эластичность, твердость, прочность на разрыв, липкость и теплостойкость (среди прочих свойств).
В некоторых вариантах нетканое полотно 10 может быть получено прядением из расплава термопластичных материалов. Такой тип нетканого полотна 10 может быть назван материалом фильерного производства.
Типовые способы получения полимерных материалов фильерного производства описаны в патенте США №4692618 Dorschner et al. и патенте США №4340563 Appel et аl., где описаны способы получения нетканых полотен фильерного производства из термопластичных материалов экструдированием термопластичного материала через фильеру и вытягиванием экструдированного материала в нити с применением высокоскоростного потока воздуха с получением случайного расположения волокон на собирающей поверхности. В патенте США №3692618 Dorschner et al. описан способ, в котором пучки полимерных волокон вытягивают с применением множества выводящих пушек с помощью воздуха с очень высокой скоростью, а в патенте США №4340563 Appel et al. описан способ, в котором термопластичные волокна вытягивают через единственную широкую форсунку потоком высокоскоростного воздуха. Некоторые другие примеры способов прядения из расплава описаны в патенте США №3338992 Kinney; патенте США №3341394 Kinney; патенте США №3502538 Levy; патенте США №3502763 Hartmann; патенте США №3909009 Hartmann; патенте США №3542615 Dobo et al. и патенте Канады №803714 Harmon.
В некоторых вариантах осуществления изобретения желаемые физические свойства могут быть приданы нетканому полотну 10 образованием нитей 14 из многокомпонентного или двухкомпонентного материала, в котором, по меньшей мере, один из материалов в двухкомпонентном материале является автоадгезивным материалом. Автоадгезивный материал может быть похож на любой из описанных выше автоадгезивных материалов.
В данном описании термин «нить» относится к вытянутому экструдату, полученному пропусканием полимера через формующее выпускное отверстие (например, головку). Нить может включать волокно, которое представляет собой прерывистые нити, имеющие определенную длину, или волокно, которое представляет собой непрерывную нить материала.
Описаны некоторые типовые способы получения нетканого полотна из многокомпонентных или двухкомпонентных материалов. В патенте США №4068036 Stanistreet, патенте США №3423266 Davies et al. и патенте США №3595731 Davies et al. описаны способы прядения из расплава двухкомпонентных волокон с получением нетканого полотна. Нетканое полотно 10 может быть получено разрезанием сформованных из расплава нитей на штапельные волокна с последующим формованием соединенного прочесанного полотна, или наложением непрерывных двухкомпонентных волокон на формующую поверхность и затем соединением полотна.
На ФИГ.2А-2С иллюстрируются некоторые типовые формы двухкомпонентных нитей 14, которые могут применяться для получения полотна 12. Нити 14 включают первый компонент 15 и второй компонент 16, которые расположены в практически различных зонах поперек поперечного сечения двухкомпонентных нитей 14 и располагаются по всей длине двухкомпонентных волокон 14. Первый компонент 15 двухкомпонентной нити включает автоадгезивный материал и составляет, по меньшей мере, часть периферийной поверхности 17 двухкомпонентных нитей 14. Так как первый компонент 15 демонстрирует свойства, отличающиеся от свойств второго компонента 16, нити 14 могут обладать свойствами первого и второго компонента 15, 16.
Первый и второй компоненты 15, 16 могут быть расположены бок о бок, как показано на ФИГ.2А. На ФИГ.2В показано расположение, смещенное по отношению к центру оболочка/сердцевина, где второй компонент 16 является сердцевиной 16 нити 14, и первый компонент 15 является оболочкой нити 14. Необходимо отметить, что полученные волокна или нити могут обладать высокой природной спиральной извитостью в расположении оболочка/сердцевина, показанном на ФИГ.2В. Кроме того, первый и второй компоненты 15, 16 могут быть получены с концентрическим расположением оболочки/сердцевины, как показано на ФИГ.2С.
Хотя нити 14 описаны как двухкомпонентные нити или волокна, необходимо понимать, что нетканое полотно 10 может включать нити 14, которые содержат один, два или более компонентов. Кроме того, нетканое полотно 10 может быть получено из однокомпонентных нитей, которые объединены с многокомпонентными нитями. Тип материалов, которые выбирают для первого и второго компонентов 15, 16, выбирают на основе параметров обработки и физических свойств материала (среди прочих факторов).
Необходимо отметить, что автоадгезивный материал может включать добавки. Кроме того, когда нити 14 получены из двухкомпонентных (или многокомпонентных) нитей 14, некоторые (или все) компоненты, которые образуют нити 14, могут включать добавки. В качестве примера, нити 14 могут включать пигменты, антиоксиданты, стабилизаторы, поверхностно-активные вещества, парафины, активаторы течения, пластификаторы, зародыши кристаллизации и микрочастицы (среди прочих добавок). В некоторых вариантах, могут быть включены добавки для способствования обработке нитей 14 и/или полотна 12.
Как показано на ФИГ. 3, нетканое полотно 10 может быть получено из множества полотен 12, 22, 32. Первое полотно 12 из экструдированных нитей 14 может быть похоже на первое полотно 12, описанное выше. Первое полотно 12 может быть соединено со вторым полотном 22 из экструдированных нитей 14 таким образом, что первое и второе полотна 12, 22 расположены слоями поверхность к поверхности. Кроме того, второе полотно 22 может быть связано с третьим полотном 32 таким образом, что второе и третье полотна 22, 32 расположены слоями поверхность к поверхности.
В некоторых вариантах осуществления изобретения второе и/или третье полотна 22, 32 могут быть материалом фильерного производства, хотя в других вариантах осуществления изобретения второе и/или третье волокна 22, 32 могут быть получены методами выдувания из расплава. Некоторые примеры методов выдувания из расплава описаны в патенте США №4041203, описание которого включено сюда путем ссылки. В патенте США №4041203 даны ссылки на следующие публикации с описанием методов выдувания из расплава, которые также включены сюда путем ссылок: статья, озаглавленная «Superfine thermoplastic Fibers», напечатанная в INDUSTRIAL & ENGINEERING CHEMISTRY, том 48, №8, стр.1342-1346, в которой описана работа, проведенная в Naval Research Laboratories в Washington, D.C.; отчет Naval Research Laboratory, датированный 15 апреля 1954; патенты США №3715251; 3704198; 3676242 и 3595245; и описании изобретения Великобритании №1217892.
Каждое из второго и третьего полотен 22, 32 могут иметь по существу тот же состав, как первое полотно 12, или имеют составы, отличные от первого полотна 12. Кроме того, второе и третье полотна 22, 32 могут быть получены из однокомпонентных, двухкомпонентных или многокомпонентных нитей 14.
В некоторых вариантах осуществления первое, второе и/или третье полотна 12, 22 32 могут быть получены отдельно и затем соединены вместе (например, тепловым точечным соединением). Необходимо отметить, что когда первое, второе и, возможно, третье полотна соединены вместе, и общий эластомерный полимер присутствует в нитях 12, которые образуют первое, второе и третье полотна 12, 22, 32, соединение между первым, вторым и третьим полотнами 12, 22, 32 может быть более прочным.
В других вариантах осуществления первое, второе и третье полотна 12, 22, 32, могут быть получены непрерывным способом, в котором каждое из первого, второго и третьего полотен 12, 22, 32 получают поверх другого. Оба способа описаны в патенте США №4041203, который включен сюда путем ссылки.
Типы материалов, которые выбирают для экструдированных нитей 14, которые составляют первое, второе и третье полотна 12, 22, 32, основаны на параметрах обработки и желаемых физических свойствах нетканого полотна 10 (среди прочих факторов). Первое, второе и третье полотна 12, 22, 32 могут быть соединены друг с другом любым методом, известным в настоящее время или открытым в будущем. Хотя первое, второе и третье полотна 12, 22, 32 отчасти показаны как полотна одинакового размера, необходимо отметить, что первое, второе и третье полотна 12, 22, 32 могут иметь различные размеры и/или формы. Кроме того, первое, второе и третье полотна 12, 22, 32 могут иметь одинаковую (или разную) толщину.
Способ получения нетканого полотна 10 описан далее со ссылкой на ФИГ.4. Способ включает экструдирование множества нитей 14, где, по меньшей мере, некоторые из нитей 14 могут быть получены из автоадгезивного материала. Способ также включает направление множества нитей 14 в сторону движущейся подложки 66 и размещение множества нитей 14 на движущейся подложке 66. Способ также включает стабилизацию множества нитей 14 с получением полотна 12.
На ФИГ.4 показана примерная производственная линия 40, которая предназначена для получения полотна 12, которое включает множество двухкомпонентных непрерывных нитей 14 (например, нитей или волокон). Должно быть понятно, что поточная линия 40 может быть адаптирована для получения нетканого полотна 10, которое включает один, два или множество компонентов в каждой нити 14. Кроме того, поточная линия 40 может быть адаптирована для получения нетканого полотна 10, которое включает однокомпонентные нити 14 в сочетании с многокомпонентными нитями 14.
В типовом варианте осуществления, который показан на ФИГ.4, первый и второй компоненты 15, 16 могут быть отдельно совместно экструдированы в двух различных экструдерах 41, 42. Необходимо отметить, что первый и второй экструдеры 41, 42 могут быть любыми экструдерами, которые известны в настоящее время или будут открыты в будущем.
В некоторых вариантах осуществления первый и второй компоненты 15, 16 имеют форму твердых полимерных гранул (или частиц), которые нагревают до температуры выше их температуры плавления и направляют вдоль пути (например, с помощью вращающегося транспортера). Первый компонент 15 направляют через один канал 46, а второй компонент 16 одновременно направляют через другой канал 48.
Оба потока направляют в фильерный комплект 50, который сначала формирует нити 14. В качестве примера, фильерный комплект 50 может включать пластину, которая имеет множество прорезей или отверстий, через которые проходит экструдированный материал. Количество отверстий на квадратный дюйм фильерного комплекта 50 может варьироваться от около 5 до около 500 отверстий на квадратный дюйм. Размер каждого отверстия в фильерном комплекте может варьироваться от около 0,1 миллиметра (мм) до около 2,0 мм в диаметре. Необходимо отметить, что отверстия в фильерном комплекте 50 могут иметь круглую форму поперечного сечения, или могут иметь двухлепестковую, трехлепестковую, квадратную, треугольную, прямоугольную или овальную форму поперечного сечения в зависимости от свойств, которые желательны для нетканого полотна 10.
В типовом примере, который показан на ФИГ.4, первый и второй компоненты 15, 16 могут быть направлены в фильерный комплект 50 и затем проведены через фильерный комплект 50 таким образом, что второй компонент 16 образует сердцевину, а первый компонент 15 образует оболочку, которая окружает сердцевину. Как описано выше для ФИГ.2А-2С, двухкомпонентные нити 14 могут иметь конфигурацию бок о бок или сердцевина/оболочка (среди других возможных конфигураций).
Одна двухкомпонентная нить 14 формируется из каждого отверстия, имеющегося в пластине фильерного комплекта 50. Каждая из множества нитей 14 одновременно выходит из фильерного комплекта 50 на первой скорости. Исходный диаметр каждой двухкомпонентной нити 14 определяется размером отверстий, находящихся в пластине фильерного комплекта 50.
В некоторых вариантах осуществления множество нитей 14 направляют вниз через закалочную камеру 58 с получением множества охлажденных нитей 14. Необходимо отметить, что направление нитей 14 вниз позволяет использовать силу тяжести для способствования движению нитей 14. Кроме того, движение вниз может помочь в сохранении нитей 14 отделенными друг от друга.
Нити 14 контактируют с одним или более потоками воздуха, пока нити движутся в закалочную камеру 58. Скорость входящего воздуха может поддерживаться или регулироваться таким образом, чтобы нити 14 эффективно охлаждались.
Множество нитей затем направляют в вытяжной узел 60, который может быть расположен ниже закалочной камеры 50 таким образом, чтобы снова использовать преимущества силы тяжести. В данном описании вытягивание включает обработку охлажденных нитей 14 сжатым воздухом, который вытягивает (например, тянет) расплавленные нити 14, которые выходят из фильерного комплекта 50 в направлении вниз.
Направленная вниз сила, которая создается сжатым воздухом в вытяжном узле 60, удлиняет и растягивает расплавленные нити 14. Степень, на которую снижается диаметр нитей 14, зависит от нескольких факторов, включая (i) количество расплавленных нитей 14, которые вытягивают; (ii) расстояние, на которое вытягивают нити 14; (iii) давление и температура воздуха, который применяют для вытягивания нитей 14; и (iv) натяжение вытягивающей линии (среди прочих факторов).
Охлажденные нити 14 протягивают через вытяжной узел 60 со скоростью, которая быстрее чем скорость, при которой непрерывные расплавленные нити 14 выходят из фильерного комплекта 50. Изменение скорости позволяет вытянуть плавленые нити и уменьшить их площадь поперечного сечения. Охлажденные нити 14 могут быть полностью твердыми при выходе из вытяжного узла 60.
Твердые нити 14 накладывают на движущуюся подложку 66 после выхода из вытяжного узла 60. В качестве примера, движущаяся подложка 66 может быть непрерывной формовочной проволокой или лентой, которая движется приводным роликом 60 и вращается вокруг направляющего валка 70.
Движущаяся подложка 66 может быть сконструирована в виде мелкой, средней или грубой сетки, которая не имеет отверстий или имеет множество отверстий. В качестве примеров, движущаяся подложка 66 может иметь конфигурацию, схожую со стандартной противомоскитной сеткой, или движущаяся подложка 66 может быть плотно сплетена для того, чтобы быть похожей на проволочную сетку, которую обычно применяют в бумажной промышленности при получении бумаги. Вакуумная камера 72 может быть расположена ниже движущейся подложки 66 для способствования аккумуляции нитей 14 на движущейся подложке 66.
В некоторых вариантах нити 14 аккумулируются на движущейся подложке 66 в произвольном направлении таким образом, что аккумуляция нитей 14 в этом месте не включает какие-либо точки или связи сплавления, которые будут стабилизировать нити 14 в полотно. Толщина и основная масса нитей 14 определяется, частично, (i) скоростью движущейся подложки 66; (ii) количеством и диаметром нитей 14, которые наложены на движущуюся подложку 66; и (iii) скоростью, при которой нити 14 накладывают на движущуюся подложку 66.
В зависимости от типа поточной линии 40 движущаяся подложка 66 может направлять множество нитей 14 под горячий воздушный нож 76, который направляет один или более потоки горячего воздуха на множество нитей 14. Горячий воздух должен иметь температуру, достаточную для плавления некоторых нитей 14 в местах, где нити 14 контактируют, пересекаются или накладываются на другие нити 14.
Как показано на ФИГ.5, нити 14 прилипают к соседним нитям 14 в местах сплавления 78 с получением стабилизированного полотна 12. Количество мест сплавления 78, которые образуют полотно 12, определяется несколькими факторами, включающими: (i) скорость движущейся подложки 66; (ii) температуру горячего воздуха; (iii) типы материала, составляющего нити 14; и (iv) степень, до которой переплетены нити 14 (среди прочих факторов).
В некоторых вариантах осуществления полотно 12 может быть направлено через зажим, образованный прокатывающим валком (не показан) и упорным валком (не показан), которые нагревают до повышенной температуры. В качестве примера, прокатывающий валок может иметь одну или более выпуклостей, которые расположены в сторону от внешней окружности прокатывающего валка. Выпуклости могут иметь такой размер и форму, чтобы образовывать множество соединений в полотне 12 при прохождении полотна 12 через прокатывающий валок и упорный валок. Как только на полотне 12 сформированы соединения, полотно 12 становится соединенным полотном 12.
Точное количество и расположение соединений на соединенном полотне 12 определяется расположением и конфигурацией выпуклостей на внешней окружности прокатывающего валка. В качестве примера, по меньшей мере, одно соединение на квадратный дюйм может быть выполнено на соединенном полотне 12, хотя рассматриваются варианты, в которых процент соединенной области варьируется. В качестве примера, процент соединенной площади может варьироваться от около 10 до около 30% от общей площади полотна 12.
На ФИГ.6 и 7 изображена система крепления 90. Система крепления 90 включает нетканое полотно 10, которое содержит полотно 12, полученное из множества экструдированных нитей 14, где, по меньшей мере, некоторые из нитей 14 могут включать автоадгезивный материал. Система крепления 90 включает вспененный слой 91, который имеет поверхность 92 (см. ФИГ.7), которая состоит из множества свободно располагающихся элементов 93. По меньшей мере, часть поверхности вспененного слоя 91 включает модификатор (не показан). Свободно располагающиеся элементы 93 адаптированы таким образом, чтобы зацепить, по меньшей мере, часть множества нитей 14.
Необходимо отметить, что нетканое полотно 10 может быть похоже на любое из нетканых полотен 10, описанных выше. В дополнение, вспененный слой 91 может быть похож на любой из вспененных слоев, которые описаны в заявке на патент США №10/956613, поданной 30 сентября 2004, и в европейском патенте 0235949А1, которые включены сюда путем ссылок. В качестве примера, вспененный слой 91 может быть открытоячеистой пеной.
Модификатор поверхности, который применяется на поверхности 92 вспененного слоя 91, может быть аналогичен любому из автоадгезивных материалов, описанных выше. Кроме того, модификатор поверхности, который применяется на поверхности 92 вспененного слоя 91, может быть адгезивом с низкой клейкостью или полимерным воском. Типы модификатора поверхности, который выбирают для вспененного слоя, который составляет систему крепления 90, основаны на параметрах обработки и желаемых физических свойствах системы крепления 90 (среди прочих факторов). Модификатор поверхности, применяемый на поверхности 92 вспененного слоя 91, может наноситься с применением множества методов, например разбрызгивающего сопла, пистолетов для склеивания, шарикового аппликатора, экструдеров, глубокой печати, флексографической печати, струйной печати, нанесения покрытия и т.д. Модификатор поверхности может быть, но не обязательно, однородно нанесен на поверхность 92 вспененного слоя 91 и может наноситься селективно на отдельные области. Модификатор поверхности также может наноситься узорами или по существу произвольно.
Модификатор поверхности применяют на поверхности 92 вспененного слоя 91 как любое дополнение, которое может потребоваться, однако для обеспечения приемлемой стоимости дополнения могут составлять менее 100 г/м2, альтернативно, менее 50 г/м2, альтернативно, менее 30 г/м2 или, альтернативно, менее 25 г/м2. Для получения желаемой пользы модификатор поверхности может применяться на поверхности 92 вспененного слоя 91 в качестве дополнения в количестве более 1 г/м2, альтернативно, более 5 г/м2, альтернативно, более 10 г/м2 или, альтернативно, более 15 г/м2.
Модификатор поверхности может улучшить соединение вспененного слоя 91 с нитями 14 полотна 12, по сравнению со вспененным слоем 91, который не содержит модификатор поверхности на поверхности 92. Сила соединения между плотном 12 и частью вспененного слоя 91, включающей модификатор поверхности, может быть больше, чем в 1,5 раза, альтернативно, больше, чем в 2,5 раза или, альтернативно, больше, чем в 2,0 раза по сравнению с силой соединения между полотном 12 и частью вспененного слоя 91, не содержащего модификатор поверхности. Сила соединения может быть измерена с применением максимальной поперечной нагрузки, максимального отслаивания или других подходящих способов тестирования.
Модификатор поверхности может улучшить соединение вспененного слоя 91 благодаря ряду механизмов. Например, модификатор поверхности может улучшить соединение путем повышения жесткости поверхности 92 вспененного слоя 91, тем самым улучшая механическое взаимное сцепление между поверхностью 92 и нетканым полотном 10. Когда первичный механизм улучшения улучшает механическое сцепление, может возникнуть минимальное снижение прочности на отрыв и прочности на сдвиг при загрязнении модификатора поверхности/поверхности 92 вспененного слоя 91. Например, если поверхность 92 вспененного слоя 91 загрязняется водой, например, при тестировании «влажным» методом, как описано ниже, «влажное» сцепление вспененного слоя 91, содержащего модификатор поверхности, и нетканого полотна 10 может составлять более 90%, альтернативно, более 80% или, альтернативно, более 60% от «сухого» сцепления вспененного слоя 91, содержащего модификатор поверхности, и нетканого полотна 10, по результатам тестирования на «влажный» сдвиг или «влажное» отслаивание, как описано ниже.
В некоторых вариантах осуществления модификатор поверхности, который применяют на поверхности 92 вспененного слоя 91, может быть аналогичным или идентичным авиоадгезивному материалу, который может быть включен в некоторые из множества нитей 14.
В некоторых вариантах осуществления, по меньшей мере, некоторые из множества нитей 14 могут включать автоагезивный материал, который может образовывать автоадгезивные петли, которые сцепляются с автоадгезивными свободно располагающимися элементами 93 вспененного слоя 91. Кроме того, по меньшей мере, часть некоторых автоадгезивных свободно располагающихся элементов 93 может образовывать автоадгезивные крючки, такие, чтобы автоадгезивные крючки были адаптированы для зацепления автоадгезивных петель полотна 12.
Необходимо отметить, что размер, до которого нити 14 образуют петли и свободно располагающиеся элементы 93 образуют крючки, частично зависит от того, как изготовлены нетканое полотно 10 и вспененный слой 91. В качестве примера, свободно располагающиеся элементы 93 могут иметь диаметр около 500 микронов или менее.
В некоторых вариантах вспененный слой 91 может быть усилен присоединением подложки 94 к вспененному слою 91. Подложка 94 может быть присоединена к вспененному слою 91 любыми средствами (например, адгезивное ламинирование подложки 94 на вспененный слой 91, или образование вспененного слоя 91 на подложке 94). В качестве примера, подложка 94 может быть погружена в жидкость, которая отверждается с образованием вспененного слоя 91. В патенте США №6613113, выданном Minick et al. 2 сентября 2003, описан такой способ.
Добавление подложки 94 к вспененному слою 91 может улучшить прочность и/или гибкость вспененного слоя 91. Улучшение прочности и гибкости вспененного слоя 91 может увеличивать количество областей применения системы крепления 90.
В некоторых вариантах осуществления свободно располагающиеся элементы 93 вспененного слоя 91 могут быть обработаны для увеличения шероховатости поверхности, что может способствовать присоединению свободно располагающихся элементов 93 к нетканому полотну 10. В качестве примера, свободно располагающиеся элементы 93 могут быть сделаны шероховатыми с помощью присоединения к ним частиц (например, микросфер, минерального наполнителя и т.д.).
В других вариантах осуществления свободно располагающиеся элементы 93 могут быть протравлены или другим образом обработаны (например, химическим воздействием, лазерным выжиганием, обработкой электронным лучом и т.д.) для удаления части поверхностного материала в отдельных свободно располагающихся элементах 93. В патенте США №3922455, выданном Brumlik et al. 25 ноября 1975, описаны некоторые примеры текстурированных элементов, которые могут соответствовать модифицированным свободно располагающимся элементам 93.
На ФИГ.8 показан пример одноразового впитывающего изделия 95 (показано как обучающие трусики), которое может включать любую из описанных здесь систем крепления 90. Иллюстрированный пример впитывающего изделия 95 похож на обучающие трусики, описанные в патенте США №6562167, выданном Coenen et al. 13 мая 2003 (который включен сюда путем ссылки).
Примерное впитывающее изделие 95 показано в частично застегнутом виде на ФИГ.8. В показанном примерном варианте осуществления вспененный слой 91 системы крепления 90 соединен с передними боковыми панелями 96 обучающих трусиков 95, и часть нетканого полотна 10 присоединена к задним панелям 97 обучающих трусиков 95. Система крепления 90 фиксирует обучающие трусики 95 вокруг талии носящего путем соединения нетканого полотна 10 со вспененным слоем 91.
Система крепления 90 в соответствии с данным изобретением может применяться во множестве других областей. В качестве примеров система крепления 90 может применяться в других продуктах, таких как предметы гигиены для взрослых, страдающих недержанием, наматрасники, другие устройства, применяемые при менструации, гигиенические прокладки, тампоны, влажные салфетки, нагрудники, перевязочный материал для ран, хирургические головные уборы или простыни, мешки для хранения грязной одежды, мешки для мусора, мешки для хранения и упаковки продуктов. Система крепления 90 может особенно хорошо подходить для применения в областях, связанных с подгузниками, так как модификатор поверхности или автоадгезивный материал в нетканом полотне 10 практически не загрязняется многими материалами, который обычно присутствуют в местах смены подгузников (например, детскими лосьонами, маслами и присыпками).
Система крепления 90 может быть прикреплена к подгузникам (или другим продуктам) с применением термоскрепления и/или адгезивов (среди прочих методик). В качестве примера, одна часть системы крепления 90 может быть прикреплена к одной части подгузника таким образом, что эта часть сможет зацеплять другую часть системы крепления 90 на другой части подгузника.
Система крепления 90 также может иметь декоративный цвет и/или форму в зависимости от пожеланий потребителя. Также существуют рассматриваемые варианты осуществления, в которых система крепления 90 имеет незаметную форму, такую, чтобы система крепления 90 не влияла на внешний вид продукта, в котором применяется система крепления 90.
Далее рассматриваются физические образцы, которые были созданы для демонстрации данного изобретения.
Пример 1
Получают микрофотографию СЭМ, на которой показана типичная сетчатая пена, сцепленная с типичным нетканым полотном, ФИГ.9. Конкретно, Z65CLY, полностью сетчатая пена производства Foamex International, расположенной в Eddystone, PA, имеющая полностью сетчатую структуру, в которой все мембраны между ячейками удалены, и толщина которой составляет 3 мм, а плотность 65 пор на дюйм, сцеплена с эластичным нетканым полотном как описано в публикации заявки на патент США 20040110442, поданной 30 августа 2002, и заявке на патент США 11/017984, поданной 20 декабря 2004.
Исследование при малом увеличении с применением микроскопии в отраженном свете и микроскопии в проходящем свете обеих наружных поверхностей и поперечного сечения разрезанного наполовину вспененного материала показало, что вспененный материал представляет собой однородный блочный полужесткий вспененный материал с открытоячеистой структурой. Например, на ФИГ. 9, полученной при 50Х увеличении в проходящем свете, показана поверхность поперечного сечения среза пены Z65CLY, которая сцеплена с эластичным нетканым полотном. Вспененный материал разрезают наполовину через его центр после сцепления с нетканым полотном. Все поверхности вспененного материала, внутренние и внешние, являются по существу такими, как показано на ФИГ.10, где показана сеть из взаимосвязанных волокон, служащих в качестве опорных элементов в открытоячеистой пене, которая является практически однородной. Далее, как показано на ФИГ. 9, свободно располагающиеся элементы на поверхности пены могут разъемно присоединяться к нетканому полотну через улавливание волокон под элементы, или элементы пены удерживают лежащие под ними волокна или блоки волокон.
Образцы вспененного материала получают для анализа СЭМ отрезанием куба со стороной 1/2" бритвенным лезвием. Более тонкие сегменты вспененного материала отрезают от куба и прикрепляют на плоский дисковый держатель диаметром 1" с помощью двусторонней клейкой ленты. Прикрепленные образцы вспененного материала металлизируют золотом с применением вакуумного устройства для ионного напыления до толщины приблизительно 250 ангстремов. Анализ СЭМ проводят на электронном микроскопе JSM-840 от JEOL USA Inc., расположенной в Peabody, Maine, с применением ускоряющего напряжения 5 кВ, тока луча 300 пА, рабочего расстояния от 36 до 12 миллиметров и увеличения от 30Х до 15000Х.
Примеры 2А, 2В, 2С, 2D и 2Е
Пену Z65CLY покрывают модификатором поверхности, конкретно, Н9078-01 от Bostic, Inc. расположенной в Wauwatosa. Н9078-01 имеет интервал температуры применения от ~250 до ~300°F. Н9078-01 является липким при повышенных температурах, но становится практически нелипким при охлаждении до комнатной температуры. Пену Z65CLY покрывают Н9078-01 с применением устройства для нанесения выдутого из расплава адгезива в следующих условиях: температура бака для расплавления 300°F; температура головки 290°F, температура воздуха 365°F; давление между валками 25 фунтов/ линейный дюйм (pli), избыт. давление воздуха 17 фунтов/дюйм2; скорость линии 30 футов/мин; высота формования 1,75 дюйма; и время работы 0,2 сек. Образцы пены с покрытием покрывают прокладочной бумагой после нанесения покрытия для профилактики блокирования валков и защиты покрытия. Получают пять различных образцов, которые отличаются степенью нанесения покрытия.
Образец 2А - нанесение 0 г/м2
Образец 2В - нанесение 5 г/м2
Образец 2С - нанесение 10 г/м2
Образец 2D - нанесение 15 г/м2
Образец 2Е - нанесение 20 г/м2
Микрофотография СЭМ
На ФИГ.10 показана микрофотография СЭМ с увеличением 50Х поверхности образца 2А (нанесение 0 г/м2). На ФИГ.11 показана микрофотография СЭМ с увеличением 50Х поверхности образца 2С (нанесение 10 г/м2). На ФИГ.12 показана микрофотография СЭМ с увеличением 75Х поверхности поперечного сечения среза образца 2С (нанесение 10 г/м2). Изображения СЭМ показывают, что покрытие Н9078-01 выглядит либо как тонкие полосы, либо как неравномерные выступы на ячейках пены. Покрытие Н9078-01 часто выглядит как свисающее с концов элементов или обернутое вокруг элементов. Покрытие Н9078-01 удерживается, по-видимому, в основном на поверхности или рядом с поверхностью на глубину около одной или двух ячеек. Эта наиболее наглядно показано на поперечном срезе, ФИГ.11.
Необходимо отметить, что покрытие Н9078-01 не заполняет открытые ячейки или полностью закрывает или блокирует поверхность. Поэтому количество свободно располагающихся элементов, способных к сцеплению, остается практически неизменным. Кроме того, остается значительное количество открытого пространства (отверстия ячеек пены), которые обеспечивают воздухопроницаемость вспененного материала с покрытием. Это выгодно отличает этот материал от обычного материала с крючками, который обычно не является «дышащим».
Прочность на сдвиг соединения при сгибании
Прочность на сдвиг при сгибании соединения образцов 2А, 2В, 2С, 2D и 2Е с моделью нетканого полотна измеряют для оценки того, как нанесение покрытия влияет на способность вспененного слоя присоединяться к волокнистым принимающим слоям. Моделью нетканого полотна является материал SBL, более конкретно, поясной материал, применяемый в подгузниках Huggies® Convertibles Diapers (SBL) и описанный в патенте США №4720415, выданном 19 января 1988 Taylor et al., который включен сюда путем ссылки. Более конкретно, материал SBL получают с двумя 0,4 унций/ярд2 полипропиленовыми оболочками фильерного производства и 1,298 унций/ярд2 Kraton G2760 сердцевиной. Более того, SBL имеет не описанное ранее 232% предельное растягивание. Результаты показаны в таблице 1.
Способ тестирования прочности на сдвиг соединения при сгибании
Прочность на сдвиг соединения вспененных слоев к принимающим слоям в соответствии с данным изобретением тестируют с применением универсальной испытательной машины, испытательной машины MTS Alliance RT/1 (коммерчески доступна от MTS Systems Corp., расположенной в Eden Prairie, Minnesota), управляемой программой TestWorks®, версия 4.04с, с динамометрическим датчиком 100 Н. Для тестирования применяют верхний фиксатор с покрытыми резиной зажимами, к которому применяют пневматическую нагрузку для хорошего захвата тестируемых образцов. В нижний держатель тестирующего устройства помещают специальное устройство, такое как показано на ФИГ.13, которое обеспечивает изгиб поверхности, относительно которой перекрывающаяся область вспененного слоя и принимающего слоя может быть подвергнута действию силы растяжения. На ФИГ.13 тестовое устройство 600 включает цилиндрическое основание 602, адаптированное для закрепления в нижнем держателе универсальной испытательной машины (не показано), соединенное с областью присоединения 604, включающей горизонтальную перекладину 606 и вертикальную перекладину 608, которые закреплены болтами в изогнутой области 610.
Другие детали, касающиеся геометрии изогнутой области 610, показаны на поперечном сечении на ФИГ.14, где показано, что изогнутая область 610 представляет собой дуговой сегмент, противолежащий углу ϕ 100 градусов, имеет толщину Т 0,5 дюйма и ширину W 4,5 дюйма. Длина изогнутой области 610, расстояние, на которое она растягивается на плоскости бумаги на ФИГ.14 (расстояние слева направо, перекрытое изогнутой областью 610 на ФИГ.13), составляет 8 дюймов. Изогнутую область 610 получают из жесткого нилитрона, и она имеет низкое качество поверхности (шероховатую поверхность) с неровностями 32 микродюйма («поверхность 32»), измеренными на Microfinish Comparator (Gar Electroforming, Danbury, Connecticut).
Как показано на ФИГ.13, а также на боковом виде на ФИГ.15, изогнутую область 610 применяют для удержания отрезка полоски вспененного слоя шириной два дюйма 614 и отрезка полоски принимающего слоя шириной три дюйма 616, которые наложены друг на друга и соединены в зоне присоединения 618, в то время как удаленные концы полоски вспененного слоя 614 и полоски принимающего слоя 616 также удерживаются в верхнем фиксаторе 620, связанном с передвижной головкой (не показана) универсальной испытательной машины (не показана). Соединение полосок вспененного слоя и принимающего слоя 614 и 616 соответственно в зоне присоединения 618 осуществляют совмещением выровненных по боковой линии, выпрямленных полосок вспененного слоя и принимающего слоя 614 и 616 соответственно, с получением области наложения 612 длиной 1 дюйм с последующим применением нагрузки для обеспечения хорошего контакта. Если не указано иначе, нагрузка обеспечивается латунным лабораторным роликом, имеющим массу 7,0 килограммов, который дважды медленно прокатывают над зоной присоединения 618 (вперед и затем назад). После присоединения полосок вспененного слоя и принимающего слоя 614 и 616 соответственно зону присоединения 618 располагают по центру нижней части изогнутой области 610, и концы полосок вспененного слоя и принимающего слоя 614 и 616 соответственно, удаленные от зоны присоединения 618, помещают в зажим верхнего фиксатора 620. Нижняя поверхность верхнего фиксатора 620 расположена на 3 дюйма выше верхней поверхности изогнутой области 610 перед началом процедуры тестирования. Имеется незначительное натяжение при отсутствии значительного зазора в полосках вспененного слоя и принимающего слоя 614 и 616 соответственно перед процедурой тестирования.
Измерение прочности присоединения в области наложения 612 может осуществляться с применением универсальной испытательной машины, как при проведении испытания на растяжение путем измерения максимальной нагрузки при разрыве. Методика тестирования включает движение верхнего фиксатора вверх со скоростью крейцкопфа 10 дюймов в минуту до разрыва, который может быть разрывом области присоединения 618 или, в некоторых случаях, обрывом одной из полосок вспененного слоя и принимающего слоя 614 и 616 соответственно, где-либо. Максимальная нагрузка до разрыва является прочностью соединения.
Прочность на сдвиг соединения при сгибании
Тестирование показывает, что покрытие дает значительное повышение прочности присоединения, измеренной при максимальной сдвигающей нагрузке: от 3,5 до 4 раз в зависимости от основной массы покрытия. Кроме того, прочности присоединения обычно увеличивается при увеличении основной массы покрытия.
Другие тесты прочности на сдвиг соединения при сгибании проводили для двух дополнительных нетканых полотен. Снова первым нетканым полотном является материал SBL, который образует заднюю поясную область подгузников Huggies® Convertibles (SBL). Вторым нетканым полотном является материал SBL с волокнами, модифицированными тереблением/ворсованием для придания большей объемности (модифицированный-SBL). Конкретно, исходный SBL подвергают механической модификации, которая повышает доступность для зацепления волокон на сцепляющей поверхности сетчатыми пенами. Сцепляющая поверхность SBL механически модифицируют с применением 15 фт. ручным валиком, который имеет лист из материала с крючками Velcro® 85-1065 (коммерчески доступна от Velcro USA Inc. из Manchester, NH), обернутый вокруг внешней поверхности таким образом, что крючки материала с крючками расположены от валика. Сцепляющую поверхность каждого волокнистого нетканого полотна обрабатывают таким валиком, обернутым крючками, путем прокатывания обернутого валика по сцепляющей поверхности два раза, туда и обратно, в одном направлении, и два раза, туда и обратно, в направлении 90 градусов по отношению к первому направлению.
Третьим нетканым полотном является эластичное нетканое полотно, такое как описано в публикации патента США 2005/0101206, поданной 13 августа 2004, и заявке на патент США 11/017984, поданной 20 декабря 2004 (эластичное нетканое). Более конкретно, эластичный нетканый материал имеет оболочку из 0,8 унций/ярд2 двухкомпонентного оболочка/сердцевина волокна фильерного производства, содержащего 80 мас.% сердцевины из Dow EG8185 металлоценового полиэтилена и 20% оболочки из Dow Aspun 6811 А полиэтилена. Эластичное нетканое полотно представляет собой дышащую эластичную пленку, которая описана в примере 5 (страница 15, абзацы 149 и 150 из US 2005/0101206). Эластичный нетканый материал ламинируют с пленкой с применением адгезива Bostic H9375 (адгезив описан в примере 7, страница 16, из US 2005/0101206).
Каждое из трех нетканых полотен (SBL, модифицированное SBL и эластичное нетканое полотно) соединяют с 2А (нанесение 0 г/м2) и 2С (нанесение 10 г/м2) и тестируют по методике описанного выше теста. Результаты даны в таблице 2.

Способность к повторному креплению
Далее проводят тестирование для определения способности к повторному соединению пены с покрытием Z65CLY. Способность к повторному креплению требуется во многих областях применения одноразовой одежды для обеспечения большего комфорта и лучшего прилегания продукта к телу носящего. Способность к повторному креплению пены с покрытием (образец 2С - нанесение 10 г/м2) и двух различных нетканых полотен (модифицированное SBL и эластичное нетканое) тестируют, и результаты представлены в таблицах 3 и 4. Для каждой программы тестируют два образца (x1, x2). После измерения первого присоединения аппарат для тестирования перезагружают. Затем тестируемый материал повторно соединяют, как описано выше, и измеряют второе присоединение. Это повторяют для третьего, четвертого и пятого присоединений.

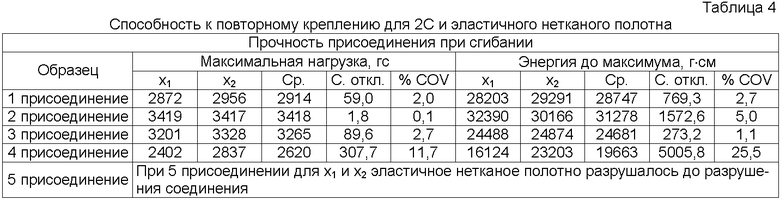
Результаты тестирования показывают хорошую способность к повторному креплению для обоих нетканых полотен (модифицированное SBL, эластичное нетканое). Прочность присоединения для 2 присоединения больше, чем прочность при первом присоединении для обоих нетканых полотен. 3, 4 и 5 присоединения показывают незначительное уменьшение значений максимальной нагрузки.
Оценка модифицированной пены в сухом и влажном состоянии
Как показано в предыдущем примере, применение вспененного слоя с модифицированной поверхностью удваивает прочность присоединения пены к ряду нетканых полотен. Не претендуя на теорию, полагают, что в основе такого улучшения лежат два потенциальных механизма. Во-первых, модификатор поверхности может сделать поверхность пены и свободно расположенные элементы жесткими, и потенциально повышает коэффициент трения поверхности пены, и поэтому увеличивает прочность на сдвиг соединения вспененного слоя/ нетканого полотна. В основе второго потенциального механизма лежит то, что модификатор поверхности может действовать как чувствительный к давлению адгезив, обеспечивая прямую адгезивную связь с волокнами нетканого полотна.
Даже хотя поверхность пены с покрытием не является липкой, проводят эксперимент для оценки механизма улучшения прочности на сдвиг. Эксперимент включает незначительное увлажнение поверхности вспененного слоя с покрытием с последующим измерением прочности присоединения влажного вспененного слоя с покрытием. Прочность присоединения влажного вспененного слоя с покрытием сравнивают с прочностью присоединения сухого вспененного слоя с покрытием. В данном эксперименте полагают, что влага действует как ингибитор адгезионного взаимодействия таким образом, что если адгезионный механизм является причиной повышения прочности присоединения, увеличение должно быть обратимым и возвращаться к значению для пены без покрытия.
Способ тестирования влажного сдвига/ прочности на отрыв
В эксперименте сухого и влажного состояния образцы пены Z65CLY, покрытой 10 г/м2 нанесением Н9076 (образец 2С), погружают в воду, избыток воды удаляют промоканием бумажными полотенцами до тех пор, пока образцы не станут слегка влажными. Тестирование прочности на сдвиг при сгибании проводят с применением методики тестирования, описанной выше, с применением двух нетканых полотен (SBL, модифицированное SBL). Результаты показаны в таблице 5.

В дополнение проводят тестирование прочности материалов на отрыв. Результаты показаны в таблице 6 с последующим описанием способа тестирования.

Результаты тестирования на сдвиг показали незначительное направленное снижение для увлажненного вспененного слоя по сравнению с сухим вспененным слоем для модифицированного SBL. С другой стороны, увлажненный вспененный слой показал незначительное направленное увеличение увлажненного вспененного слоя по сравнению с сухим вспененным слоем для SBL.
Способ тестирования прочности на отрыв
Тестирование на отрыв проводят с применением универсальной испытательной машины (не показана) с применением 180° конфигурации отрыва, показанной на ФИГ.16, где вспененный слой и нетканое полотно 614 и 616 соответственно соединяют в зоне присоединения 618 так, чтобы их можно было разъединить, одновременно удаленные концы полосок 614 и 616 соответственно раздвигают в направлении друг от друга, держа их в зажимах верхнего фиксатора 620 и нижнего фиксатора 621, как показано. При применении универсальной испытательной машины (не показана), как описано в способе тестирования сдвига присоединения при сгибе, может быть измерена сила, требуемая для отслаивания соединенных вспененного слоя и нетканого полотна 614 и 616 соответственно. Скорость крейцкопфа для тестирования отрыва составляет 20 дюймов в минуту. Зона присоединения 618 имеет длину (расстояние наслаивания) два дюйма и ширину 3 дюйма (общая площадь перекрывания 6 квадратных дюймов). Длина при измерении (расстояние между верхним и нижним фиксаторами 620 и 621 соответственно) для тестирования составляет 1,5 дюйма. Применяемое программное обеспечение Testworks не может сгенерировать статистические результаты для значений отрыва менее 10 граммов силы. Во всех случаях значение отрыва для пены без покрытия составляло 0.
Результаты тестирования на отрыв показали, что средняя отслаивающая нагрузка имеет направленную тенденцию к снижению для образцов влажной пены. Разница между влажными и сухими образцами не является статистически значимой. Для максимальных отслаивающих нагрузок наблюдается смешанная тенденция, отрыв снижается для влажных пен с модифицированным SBL и увеличивается для пен с SBL.
Результаты тестирования на сдвиг и на отрыв показывают отсутствие статистического различия присоединения при увлажнении. Поэтому полагают, что улучшение присоединения вспененного слоя с модифицированной поверхностью к нетканому полотну возникает в первую очередь за счет механического переплетения и повышения жесткости поверхности пены. Адгезионное взаимодействие может играть вторичную, хотя менее значимую роль в механизме присоединения.
Описанный здесь вспененный слой 91 может применяться в системах крепления, включающих другие механические крепления. Например, на ФИГ.17 представлен пример похожего на ткань механического крепления, обозначенного 160. Как показано на ФИГ.17, крепление 160 включает гибкий слой 162, первый участок крепления 164 и второй участок крепления 165. Гибкий слой 162 может содержать описанные здесь вспененные слои. Первый участок крепления 164 имеет плоскостной внешний край 170, механический скрепляющий материал 166 и материал подложки 168, присоединенный к механическому скрепляющему материалу 166. Второй участок крепления 165 имеет плоскостной внешний край 171 и вспененный слой 165. Крепление 160 также может определять конец потребителя 182, определенный производителем конец соединения 184, продольное направление крепления 146 и поперечное направление крепления 148. В данном описании термин «продольное направление крепления» означает направление, параллельное центральной линии впитывающего изделия, если крепление 160 присоединено к впитывающему изделию, и обычно соответствует направлению «у» крепления 160. Термин «поперечное направление крепления» означает направление, перпендикулярное центральной линии впитывающего изделия, если крепление 160 присоединено к впитывающему изделию, и обычно соответствует направлению «х» крепления 160. В данном описании термин «третье направление» означает направление, перпендикулярное плоскости, определенной поперечным направлением крепления и продольным направлением крепления, и обычно соответствует направлению «z» крепления 160. В данном описании термин «плоскостной внешний край» означает наиболее удаленный от центра край первого участка крепления 164 на плоскости, определенной поперечным 148 и продольным направлением 146, и перпендикулярной третьему направлению 152. Как таковой, плоскостной внешний край 170 определяет край первого участка крепления 164 в его наибольшем поперечном сечении.
Иллюстрированное механическое крепление 160 включает гибкий слой 162. Гибкий слой 162 обычно обеспечивает каркас для крепления 160. Гибкий слой 162 желательно обеспечивает чувство гибкости и мягкости носящему. Если гибкий слой содержит описанный здесь вспененный слой, гибкий слой также может улучшать характеристики скрепления механического крепления 160. В некоторых вариантах осуществления гибкий слой 162 может быть представлен множеством материалов, хорошо известных специалистам в данной области техники. Например, гибкий слой 162 может быть представлен трикотажными полотнами, ткаными полотнами, текстилем, неткаными полотнами и подобными материалами или их сочетаниями. Различные типы нетканых материалов преимущественно применяют в качестве гибкого слоя 162, например связанный тепловым или химическим способом материал из кардного прочеса или нетканый многослойный материал. Примеры нетканых многослойных полотен, которые преимущественно применяют в качестве гибкого слоя 162, включают растягиваемые многослойные материалы, соединенные с сужением, такие как описаны в патенте США №5789065, выданном 4 августа 1998 Haffner et al. и патенте США №5336545, выданном 9 августа 1994 Morman. Альтернативно, также могут применяться относительно неэластичные нетканые многослойные материалы, такие как полученный фильерным способом производства/ выдутый из расплава/ полученный фильерным способом производства композит. Гибкий слой 162 может быть представлен нетканым полотном, таким как многослойный материал, соединенный с сужением, или связанный тепловым способом материал из кардного прочеса (далее «TBCW»). В частности, желательно, чтобы волокна гибкого слоя 162 были достаточно тонкие, чтобы гибкий слой 162 был мягким на ощупь.
Как показано на ФИГ.18, 20 и 22, крепление 160 также определяет толщину крепления 150 в третьем направлении 152. Гибкий слой 162 крепления 160 может определять толщину крепления 150, которая обычно меньше, чем толщина каркаса для креплений, известного в данной области техники, альтернативно, гибкий слой 162 крепления 160 может определять толщину 150, которая обычно больше, чем толщина каркаса для креплений, известного в данной области техники. Однако желательно, чтобы общая толщина крепления 150 гибкого слоя 162 оставалась в общем больше, чем толщина первого участка крепления 164 в третьем направлении 152. В частности, гибкий слой 162 может определять толщину крепления 150 от около 250 до около 5000 мкм. Более конкретно, гибкий слой 162 может определять толщину крепления 150 от около 1000 до около 4000 мкм. Еще более конкретно, гибкий слой 162 может определять толщину крепления 150 от около 2000 до около 3500 мкм. В конкретных аспектах, толщина крепления 150, обеспеченная гибким слоем 162, может быть, по меньшей мере, минимум 250 мкм. Толщина крепления 150 альтернативно может быть, по меньшей мере, около 400 мкм и при необходимости может быть, по меньшей мере, около 600 мкм для обеспечения улучшенного качества. В других аспектах, толщина крепления 150, обеспеченная гибким слоем 162, не может быть более максимума около 3500 мкм. Толщина крепления 150 альтернативно не может быть более около 1600 мкм, и при необходимости не может быть более около 1200 мкм для получения улучшенного качества. Как таковой, гибкий слой 162 сохраняет желаемую гибкость крепления 160 и обеспечивает носящему и лицу, осуществляющему уход, чувство мягкости и комфорта, такое, которое ожидается от подобного ткани материала.
Гибкий слой 162 крепления 160 обычно имеет форму крепления 160. То есть внешний край гибкого слоя 162 определяет профиль или форму крепления 160. Как таковое, крепление 160 может иметь множество подходящих форм, хорошо известных в данной области техники. Например, как показано на ФИГ.17-22 и 24, крепление 160 может иметь прямоугольную форму. Альтернативно, гибкий слой 162 может обеспечивать креплению 160 криволинейную форму, которая может улучшить комфорт носящего, обеспечивая лучшее соответствие формам тела носящего.
Желательно, чтобы гибкий слой 162 являлся удлиняемым или эластичным в, по меньшей мере, поперечном направлении крепления 148. Например, гибкий слой 162 может состоять из растянутого многослойного термоматериала (STL), многослойного материала, соединенного с сужением (NBL), или растянутого связанного многослойного материала (SBL). Способы получения таких материалов хорошо известны специалистам в данной области техники и описаны в патенте США №4663220, выданном 5 мая 1987 Wisneski et al., патенте США №5226992, выданном 13 июля 1993 Morman и заявке на европейский патент №ЕР 0217032, опубликованной 8 апреля 1987 на имя Taylor et al., описания которых включены сюда путем ссылок.
Гибкий слой 162 может включать одну часть материала или множество частей материала. Например, гибкий слой 162 может включать множество частей материала в поперечном направлении крепления 148. Как таковой, гибкий слой 162 может включать растягиваемую панель, расположенную между двумя обычно не растягиваемыми гибкими материалами для получения гибкого слоя 162, который может растягиваться, как описано выше. Альтернативно, гибкий слой 162 может включать множество частей материала, которые расположены слоями в третьем направлении 152, этот вариант более подробно описан ниже.
Механическое крепление 160 также включает, по меньшей мере, один отдельный первый участок крепления 164. Как показано на ФИГ.17-21, отдельный первый участок крепления 164 включает механический скрепляющий материал 166 и материал подложки 168, присоединенный к механическому скрепляющему материалу 166. Первый участок крепления 164 также определяет плоскостной внешний край 170. Плоскостной внешний край 170 представляет собой наиболее удаленный от первого участка крепления 164 вдоль плоскости, перпендикулярной третьему направлению 152. Как таковой, плоскостной внешний край 170 определяет край первого участка крепления 164 в его наибольшем поперечном сечении.
Механическое крепление 160 может включать, по меньшей мере, один отдельный второй участок крепления 165. Как показано на ФИГ.17-21, отдельный второй участок крепления 165 включает вспененный скрепляющийся материал, описанный здесь. Второй участок крепления 165 также определяет плоскостной внешний край 171. Плоскостной внешний край 171 представляет собой наиболее удаленный от второго участка крепления 165 вдоль плоскости, перпендикулярной третьему направлению 152. Как таковой, плоскостной внешний край 171 определяет край второго участка крепления 165 в его наибольшем поперечном сечении.
Механический скрепляющий материал 166 отдельного первого участка крепления 164 позволяет креплению 160 повторно сцепляться с внешней поверхностью 136 подгузника 120 (показан на ФИГ.24), тем самым закрепляя подгузник 120 вокруг носящего при применении. Подходящие крепления, обеспечивающие скрепляющий материал 166 участков крепления 164, хорошо известны специалисту в данной области техники и могут включать материал крючок-петля, материал с креплениями в виде шляпки гриба, кнопки, булавки и подобный материал для крепления, и их сочетания. Желательно, в одном аспекте, скрепляющий материал 166 первого участка крепления 164 представляет собой скрепляющий материал с крючками. Как таковой, первый участок крепления 164 может содержать множество крючков. Например, как показано на ФИГ.17-22 и 25, скрепляющий материал 166 каждого из участков скрепления 164 обеспечивает множество крючков. В частности, скрепляющий материал 166 каждого из участков крепления 164 может содержать, по меньшей мере, около 20 крючков.
Вспененный скрепляющий материал второго отдельного участка крепления 165 помогает механическому скрепляющему материалу 166 удерживать подгузник 120 на теле носящего при применении. Однако, так как вспененный материал обычно мягче, менее жесткий и более приятен для кожи по сравнению с механическим креплением, такое дополнительное крепление может быть расположено ближе к краю крепления 160, в областях, которые могут контактировать с кожей.
Количество крючков также может быть описано в виде плотности крючков (количество крючков на квадратный сантиметр). Возможно изготавливать материал с крючками, имеющий плотность крючков от около 60 до около 1600 крючков/см2. Более желательно, материал с крючками имеет плотность крючков от около 100 до около 750 крючков/см2. Термин «крючок» должен пониматься как охватывающий различные формы выступов, которые подходят для сцепления с петельным материалом или материалом, обладающим свойствами петельного, для размещения или закрепления крепления. Примеры форм включают зубцы, стержни, древовидные структуры (такие как формы, ассоциируемые с «вечнозелеными» и «пальмовыми» деревьями), структуры в виде шляпки гриба, J-образные крючки, двусторонние крючки и штырьки, выступающие под различными углами. В дополнение к различным возможным формам крючков крючки могут выступать из материала подложки под различными углами. В патенте США №5782819, выданном Tanzer et al. 21 июля 1998, описана система крепления, которая включает бархатные материалы в качестве примеров, демонстрирующих различные степени трения. Поверхность бархатного материала содержит волокна, выступающие из поверхности, ориентированные под наклоном. Несмотря на то что волокна были практически прямыми (то есть без зубцов или крючков), они сцеплялись с противоположной поверхностью и способствовали креплению. Отдельные крючки материала с крючками могут включать или могут быть обработаны материалами, такими как мягкая резина, которые повышают коэффициент трения крючков относительно соответствующего петельного/ сцепляющегося материала. Повышенный коэффициент трения служит для снижения тенденции крепления к неожиданному расстегиванию при нагрузке. Преимущества креплений, имеющих повышенные коэффициенты трения, описаны в заявке на патент США №09/705512, озаглавленной «Hook and Loop Fastener Having an Increased Coefficient of friction», поданной Martin et al. 3 ноября 2000.
Когда механический скрепляющий материал 166 первого участка крепления 164 обеспечен материалом с крючками, могут быть обеспечены различные конфигурации крючков. Например, как показано на ФИГ.23, скрепляющий материал 166 может быть представлен материалом с крючками с плоской верхней частью. Материал с крючками с плоской верхней частью преимущественно представляет собой поверхность, которая наименее вероятно вызывает контакт носящего с шероховатыми острыми краями и делает поверхность крепления более гладкой на ощупь. Как таковой, материал с крючками с плоской верхней частью обеспечивает скрепляющий материал 166, который может снижать вероятность раздражения и чувства дискомфорта у носящего и/или лица, осуществляющего уход. Кроме того, материал с крючками с плоской верхней частью преимущественно обеспечивает надежное скрепление с внешней поверхностью 136 подгузника 120, гарантируя то, что механические крепления 160 будут надежно повторно закреплять подгузник 120 на талии носящего, что более подробно описано ниже.
Первые участки крепления 164 также включают материал подложки 168, который присоединен к скрепляющему материалу 166. Альтернативно, материал подложки 168 первых участков крепления 164 может быть встроен в гибкий слой 162 крепления. Путем встраивания материала подложки 168 участков крепления 164 в гибкий слой 162 данное изобретение обеспечивает носящему более тканеподобное крепление, которое обладает пониженной вероятностью раздражения и дискомфорта, так как жесткие края первого участка крепления 164 углублены в гибкий слой 162. Как таковое, встраивание материала подложки 168 участков крепления 164 также обеспечивает окружение плоскостного внешнего края 170 первого участка крепления 164 гибким слоем 162. Следовательно, единственной частью первого участка крепления 164, которая выступает над поверхностью гибкого слоя (в направлении «z»), является скрепляющий материал 166. Такая конфигурация гарантирует, что крепление 160 способно обеспечить тканеподобные свойства, и снижает возможность раздражения и дискомфорта для носящего.
Участки крепления 164 могут быть встроены в гибкий слой 162 множеством способов. Например, как показано на ФИГ.17-18, первый участок крепления может быть получен нанесением расплавленного полимера на гибкий слой 162. Капли расплавленного полимера затем могут быть сформованы в отдельный первый участок крепления 164. Как таковые, во время процесса формования некоторые полимеры могут пропитывать отдельные области нетканого полотна, образуя подложку 168 первого участка крепления 164, в то время как некоторые другие части полимера формуются в механический скрепляющий материал 166 первого участка крепления 164. Например, механический скрепляющий материал 166 может быть сформован в крючки. Расплавленный полимер затем может быть охлажден с получением гибкого слоя 162 с подложкой 168 первого участка крепления 164, встроенной в него.
Альтернативно, как показано на ФИГ.21 и 22, встраивание первого участка крепления 164 в гибкий слой 162 может осуществляться получением гибкого слоя 162 из множества слоев в третьем направлении 152. Например, гибкий слой 162 может содержать первый гибкий слой 172 и второй гибкий слой 178. Первый гибкий слой 172 определяет внутреннюю поверхность 174 и внешнюю поверхность 176, противоположную внутренней поверхности 174. Второй гибкий слой 178 может быть присоединен к внутренней поверхности 174 первого гибкого слоя 172. Также материал подложки 168 первого участка крепления 164 постоянно присоединен к внутренней поверхности первого гибкого слоя 174. Второй гибкий слой 178 определяет выемку 180, которая соответствует каждому из участков крепления 164. Выемка 180 во втором гибком слое 178 позволяет механическому скрепляющему материалу 166 первого участка крепления 164 выделяться, в то время как материал подложки 168 остается встроенным во второй гибкий слой 178.
В еще одном альтернативном варианте участки крепления 164 в соответствии с данным изобретением могут быть встроены в гибкий слой 162 крепления 160 методом ультразвукового соединения. Например, как показано на ФИГ.19 и 20, первый участок крепления 164 постоянно присоединен к гибкому слою 162 с применением соединений 188, полученных методом ультразвукового соединения. В частности, при применении близко расположенных ультразвуковых соединений 188 материал подложки 168 первого участка крепления 164 становится углубленным в гибкий слой 162. Например, каждый первый участок крепления 164 может иметь одну или более точек связи для удержания его на месте. Следовательно, крепление 160 может обеспечивать более тканеподобную форму, которая имеет пониженную вероятность раздражения кожи носящего.
В другом аспекте данное изобретение включает крепления 160, в которых гибкий слой 162 является мягкой гибкой пеной плотностью менее около 0,4 г/см3. Участки крепления 164 нанесены на верхнюю поверхность гибкого слоя 162. Участки крепления 164 крепятся методом ультразвукового соединения к гибкому слою 162. Во время ультразвукового соединения пена гибкого слоя 162 частично сминается, что снижает ее толщину приблизительно наполовину и приблизительно удваивает ее плотность. Альтернативно, гибкий слой 162 может включать три или более слоев. В многослойном гибком слое 162 в соответствии с данным изобретением имеется первый гибкий слой 172, имеющий внутреннюю поверхность 174 и внешнюю поверхность 176. Адгезив наносят на внутреннюю поверхность 174 первого гибкого слоя 172. Материал подложки 168 участков крепления 164 наносят на покрытую адгезивом внутреннюю поверхность 174. Материал подложки 168 может включать кромки, которые находятся по сторонам положений отдельных крючков. Такие кромки могут служить для дальнейшего прикрепления материала подложки 168 к первому гибкому слою 172. Гибкий слой 172 также включает второй гибкий слой 178, который имеет предварительно вырезанные отверстия или выемки 180, которые соответствуют местам нахождения участков крепления 164. Второй гибкий слой 178 наносят на первый гибкий слой 172 на участки крепления 164. Также возможно, что кромки расположены между участками крепления 164 таким образом, что участки крепления 164 пересекаются. Второй гибкий слой 172 может содержать любой из описанных здесь вспененных слоев. В данном аспекте первый гибкий слой 172 может быть по существу тоньше, чем второй гибкий слой 178. Например, первый гибкий слой 172 может включать слой фильерного способа производства, имеющий основную массу от около 20 до около 40 г/м2.
В альтернативных вариантах осуществления крепление 160 может включать вторые отдельные участки крепления 165. Вторые отдельные участки крепления 165 могут иметь плоскостной внешний край 171 и вспененный скрепляющий слой, описанный здесь. Если гибкий слой 184 включает первый гибкий слой 172 и второй гибкий слой 178, вторые отдельные участки крепления 165 могут быть присоединены к первому гибкому слою 172 в соответствии с отверстиями во втором гибком слое 178, альтернативно, вторые отдельные участки крепления 165 могут быть присоединены ко второму гибкому слою 178.
Данное изобретение также охватывает различную высоту над гибким слоем 162, на которую выступает механический скрепляющий материал 166. Одним из методов изменения высоты, на которую выступает механический скрепляющий материал 166, является изменение мягкости гибкого слоя 162. Если модуль сжатия гибкого слоя 162 является низким (относительно того, какую силу применяют к креплению 160 при применении), возможно, чтобы верхняя часть механического скрепляющего материала 166 была на одном уровне с «верхней» поверхностью гибкого слоя 162. Чем больше модуль сжатия гибкого слоя 162, тем большая часть механического скрепляющего материала 166 должны выступать для адекватного сцепления крючков. Одним из преимуществ того, что верхняя поверхность механического скрепляющего материала 166 находится на одном уровне с гибким слоем 162, является то, что крепление 160 будет обеспечивать очень мягкое ощущение, и любая несцепленная часть механического скрепляющего материала, которая контактирует с кожей, не будет содержать выступающих крючков.
Второй метод изменения высоты, на которую выступает механический скрепляющий материал 166, включает изменение толщины вторых отдельных участков крепления 165. Если вторые отдельные участки крепления 165 являются относительно тонкими, механический скрепляющий материал будет выступать на относительно большую высоту. Соответственно, если вторые отдельные участки крепления 165 являются относительно толстыми, механический скрепляющий материал будет выступать на относительно небольшую высоту, или механический скрепляющий материал 166 будет ниже уровня верхней части вторых отдельных участков крепления 165.
Первый участок механического крепления 164 может иметь множество подходящих форм, хорошо известных специалистам в данной области техники. Например, как показано на ФИГ.19 и 20, первый участок крепления 164 имеет в основном прямоугольную форму. Альтернативно, как представлено на ФИГ.21 и 22, первый участок крепления 164 имеет в основном круглую форму. Другие подходящие формы могут включать, но не ограничены ими, треугольную, овальную, линейную и подобные формы или их сочетания. Желательно применять форму первого участка механического крепления 164, которая не имеет острых краев, и, если участки механического крепления 164 сформированы из полоски материала, применять форму, которая встраивается так, чтобы минимизировать отходы материала.
Второй отдельный участок крепления 165 может быть представлен во множестве подходящих форм, хорошо известных специалистам в данной области техники. Например, второй отдельный участок крепления 165 может иметь формы, похожие на формы первых отдельных участков крепления 164. Подходящие формы могут включать, но не ограничены ими, треугольную, овальную, линейную и подобные формы, или их сочетания. Желательно применять форму второго участка крепления 165, которая не имеет острых краев, и, если вторые участки крепления 165 сформированы из полосок материала, применять форму, которая встраивается так, чтобы минимизировать отходы материала.
Как описано выше, механическое крепление 160 в соответствии с данным изобретением может быть представлено, по меньшей мере, с одним первым участком крепления 164, присоединенным к гибкому слою 162, и одним вторым участком крепления, присоединенным к гибкому слою 162. Альтернативно, как показано на ФИГ.21 и 22, крепление 160 может включать множество участков крепления 164, 165. Например, как показано на ФИГ.21 и 22, механическое крепление 160 включает множество участков крепления 164. Как таковое, механическое крепление 160 имеет большую гибкость. Такая повышенная гибкость обеспечивается наличием некоторого количества материала гибкого слоя 162, расположенного между множеством участков крепления 164. Поэтому крепление с множеством участков крепления 164 является более гибким, чем крепление, которое должно сгибаться без множества участков крепления 164. Материал подложки 168 обычно более жесткий, чем нетканый материал, обычно применяемый для гибкого слоя 162. При разделении механического скрепляющего материала 166 на отдельные участки нетканый материал гибкого слоя 162 действует как линия перегиба. Более того, так как множество участков крепления 164 снижает возможность того, что потребитель крепления 160 сомнет материал подложки 168 участков крепления 164, возможность образования шероховатых краев в креплении 160 снижена. Наконец, снижение возможности образования шероховатых краев, которые могут возникнуть в традиционном механическом креплении при применении, снижает вероятность того, что крепление оцарапает или будет раздражать кожу носящего. Кроме того, множество вторых участков крепления 165, которые содержат вспененный материал, могут закреплять края крепления 160 при пониженном риске того, что механический скрепляющий материал 166 будет контактировать с кожей носящего.
Повышенная гибкость механического крепления 160 с множеством участков крепления 164 также позволяет механическому креплению 160 устанавливаться в более широком диапазоне положений при применении для получения оптимального расположения крепления подгузника 120 для улучшения прилегания и комфорта. Например, более гибкое крепление может быть способно сцепляться с внешней поверхностью 136 подгузника 120 в более широком диапазоне положений, чем более жесткое крепление. То есть крепление 120 в соответствии с данным изобретением способно растягиваться и более легко сгибаться, чем жесткое механическое крепление. Жесткое механическое крепление может иметь более ограниченный интервал движения и, таким образом, более ограниченную область положений сцепления с подгузником 120. Как таковое, более гибкое крепление, такое как крепления 160 в соответствии с данным изобретением, может применяться для улучшения прилегания и комфорта лица, носящего подгузник 120, и тем самым снижать возможность нежелательной протечки. Более того, такая дополнительная гибкость позволяет креплению 160 лучше приспосабливаться к движениям носящего при применении.
В конкретном варианте, представленном на ФИГ.21 и 22, механическое крепление 160 может включать множество обычно круглых первых и вторых отдельных участков крепления 164, 165. Как таковые, отдельные участки крепления 164, 165 могут определять диаметр участка крепления 171. Желательно, диаметр участка крепления 171 составляет от около 8 до около 32 мм. Даже более желательно, диаметр участка крепления 171 составляет от около 10 до около 28 мм, и еще более желательно, диаметр участка крепления 171 составляет от около 14 до около 20 мм. В конкретных аспектах, диаметр участка крепления 171 составляет, по меньшей мере, минимум около 8 мм. Диаметр участка крепления 171 альтернативно может составлять, по меньшей мере, около 10 мм и, при необходимости, может быть, по меньшей мере, около 14 мм для получения улучшенного качества. В других аспектах, диаметр участка крепления 171 не может быть более максимума около 28 мм и, при необходимости, не может быть более около 20 мм для получения улучшенного качества.
В конкретном аспекте, как показано на ФИГ.25, механическое крепление 160 в соответствии с данным изобретением может включать множество первых и вторых отдельных участков крепления 164, 165, где гибкий слой 162 находится между каждым из участков крепления 164, 165. Даже более конкретно, может быть пара первых участков крепления 164, которые расположены по существу вдоль всего крепления 160 в продольном направлении крепления 146, которые также являются достаточно узкими в поперечном направлении крепления 148, и пара вторых участков крепления 165, которая расположена по существу вдоль всего крепления 160 в продольном направлении крепления 146, которые также являются достаточно узкими в поперечном направлении крепления 148. Первый и второй участки крепления 164, 165 чередуются в поперечном направлении. Следовательно, этот конкретный вариант осуществления может относиться к механическому креплению 160, имеющему участки крепления 164, 165, которые расположены в основном в продольном направлении крепления 146 и не являются широкими в поперечном направлении крепления 148, и имеющему гибкий слой 162, который расположен в частности между участками крепления 164, 165. Такое расположение, при применении в растягиваемой конфигурации, действует для растягивания участков крепления 164, 165 вместе, тем самым помещая механическое крепление 160 в режим разрушения сдвигом. Как таковой, данный конкретный вариант преимущественно представляет механическое крепление 160, которое в основном подвергается сдвигающим усилиям при сцеплении с внешней поверхностью 136 подгузника 120. Обычно крепление, которое подвергается преимущественно сдвигающим усилиям, обеспечивает более прочное скрепление, чем крепление, которое подвергается преимущественно отрывным усилиям при применении. Как таковое, механическое крепление 160 данного конкретного варианта осуществления способно обеспечивать повышенное скрепление с незначительным количеством скрепляющего материала 166, тем самым обеспечивая улучшенную эффективность при сниженных материальных затратах.
Еще более конкретно, участки крепления 164, 165 данного конкретного аспекта механического крепления 160, описанного выше, могут иметь конкретную длину в поперечном направлении крепления 148. Например, длина участков крепления 164, 165 в поперечном направлении крепления 148 может быть от около 0,625 до около 2,54 см. Даже более желательно, участки крепления 164, 165 могут иметь длину в поперечном направлении крепления 148 около 0,95 см. В частных аспектах, длина участков крепления 164, 165 в поперечном направлении крепления 148 может быть, по меньшей мере, минимум около 0,625 см. В других аспектах, длина участков крепления 164, 165 в поперечном направлении крепления 148 не может быть более чем максимум около 2,54 см для обеспечения улучшенного качества.
Количество и конфигурация участков крепления 164, 165 креплений 160 в соответствии с данным изобретением могут варьироваться. Среднее количество участков крепления 164, 165 в креплении 160 может варьироваться от 2 до около 16; большее количество участков крепления 164, 165 крепления 160 может быть количеством, превышающим около 16. В дополнение к количеству участков крепления 164, 165 общая площадь, занимаемая участками крепления 164, 165, будет влиять на стоимость, гибкость, захват, удобство для кожи и простоту изготовления креплений 160. Небольшой площадью является площадь около 2 см2 или менее; большой площадью является площадь около 8 см2 или более; средней площадью является площадь от около 2 до около 8 см2. Относительно небольшое количество участков 164, 165 вместе с небольшой площадью дает крепление 160, требующее низких затрат на производство и имеющее хорошую гибкость, низкий захват и удобство для кожи. Увеличение площади до средней площади крючков увеличивает затраты и улучшает захват крепления 160; применение большой площади при низком количестве участков 164, 165 будет далее повышать затраты. Относительно большое количество участков 164, 165 вместе с небольшой площадью дает крепление 160, требующее низких затрат на производство и имеющее хорошую гибкость, низкий захват и удобство для кожи, но также являющееся более сложным в производстве при высоких скоростях. Увеличение площади крючков до средней площади увеличивает затраты и улучшает захват крепления 160; применение большой площади при большом количестве участков 164,165 потребует еще более высоких затрат и может снизить удобство для кожи. Балансируя между указанными взаимосвязанными факторами, желательно чтобы крепление 160 имело относительно низкое количество участков крепления 164, 165 и среднюю общую площадь (площадь первого и второго участков скрепления, не включающая площадь «моря» между участками крепления 164, 165). Такие крепления 160 обладают преимуществами умеренной стоимости, высокой гибкости, сильного захвата и удобства для кожи.
Пространство между участками крепления 164, 165 может варьироваться от около 3 до около 30 мм. Участки крепления 164, 165 могут быть расположены в любом подходящем порядке, включая узор «шахматная доска», узор «ломаная саржа» и по периметру овала или другой формы. Для некоторых креплений 160 может быть желательно располагать участки крепления 164, 165 так, чтобы создать четкие линии гибкости, оставляя «линии», не содержащие участки крепления 164, 165. Для других креплений 160 может быть желательно располагать участки крепления 164, 165 так, чтобы блокировать линии гибкости. На ФИГ.26 изображены два варианта осуществления креплений в соответствии с данным изобретением: в одном варианте осуществления показаны участки крепления 164, 165, расположенные так, чтобы создавать четкие линии гибкости 189, а в другом варианте показаны участки крепления 164, расположенные так, чтобы блокировать линии гибкости 189.
Желательно, чтобы механический скрепляющий материал 166 отдельных первых участков крепления 164 данного варианта осуществления изобретения представлял собой скрепляющий материал с крючками, как подробно описано здесь. В частности, скрепляющий материал 166 может быть VELCRO НТН 858 или VELCRO НТН 823, или похожим материалом с крючками.
Различные компоненты крепления 160 целиком собраны вместе с применение различных типов подходящих средств соединения, известных в данной области техники, таких как адгезив, ультразвуковое соединение и тепловое соединение или их сочетания. Обычно желательно, чтобы большинство компонентов крепления 160 были собраны вместе с применением методов ультразвукового соединения для снижения затрат на производство. Например, как более подробно описано выше, плоскостной внешний край 170 первого участка крепления 164 может быть встроен в гибкий слой 162 крепления 160 с применением различных средств присоединения, включая ультразвуковое соединение.
Как показано на ФИГ.17-22 и 25, гибкое тканеподобное механическое крепление 160 в соответствии с данным изобретением может также определять определенный производителем конец соединения 184 и конец потребителя 182. В данном описании ссылка на определенный производителем конец соединения 184 относится к той части крепления, которая присоединена к подгузнику 120 производителем подгузника в процессе производства подгузника. То есть определенный производителем конец соединения 184 обычно постоянно прикреплен к подгузнику 120. Также в данном описании ссылка на конец потребителя 182 относится к той части крепления 160, которая применяется носящим или лицом, осуществляющим уход, для крепления подгузника 120 вокруг талии носящего, и которая в основном включает отдельные участки крепления 164, 165. Конец потребителя 182 механического крепления 160 обычно формируется так, чтобы повторно прикрепляться, так что подгузник может быть закреплен и повторно закреплен вокруг носящего с применением конца потребителя 182 механического крепления 160. Таким образом, присоединение, образованное концом потребителя 182 механического крепления 160, обычно является непостоянным.
Способы присоединения крепления 160 к подгузнику 120 для определения конца соединения 184 хорошо известны специалистам в данной области техники. Например, как показано на ФИГ.24, механические крепления 160 могут быть постоянно приклеены к боковым краям 130 подгузника 120 с применением адгезивного соединения, ультразвукового соединения, теплового соединения и подобных, или их сочетаний. Как описано выше, способ присоединения, применяемый для получения конца соединения 184, обычно является постоянным. Желательно, чтобы конец соединения 184 был прикреплен к подгузнику 120 с применением методов ультразвукового соединения для снижения затрат на производство.
На ФИГ.24 показано механическое крепление 160 в соответствии с данным изобретением в сочетании с одноразовым подгузником 120. В частности, подгузник 120 показан как нескрепленный, растянутый и разложенный на плоскости, где поверхность подгузника, которая контактирует с кожей носящего, находится лицом к рассматривающему чертеж, и где части подгузника частично разрезаны для того, чтобы показать нижележащие слои. Показанный на чертеже подгузник 120 определяет впитывающую сердцевину 128, переднюю область талии 122, заднюю область талии 124, область промежности 126, которая расположена между и связывает переднюю и заднюю области талии 122 и 124, продольное направление 138 и поперечное направление 140. В данном описании термин «продольное направление» означает направление, которое параллельно машинному направлению подгузника 120 и обычно соответствует направлению «у» подгузника 120. В данном описании термин «поперечное направление» означает направление, которое перпендикулярно машинному направлению подгузника 120 и обычно соответствует направлению «х» подгузника 120. Передняя область талии 122 включает часть подгузника 120, которая, при ношении, расположена на передней части носящего, в то время как задняя область талии 124 составляет часть подгузника 120, которая, при ношении, расположена на задней части носящего. Область промежности 126 подгузника 120 включает часть подгузника 120, которая, при ношении, расположена между ногами носящего и закрывает нижнюю часть тела носящего.
Подгузник 120 определяет пару поперечно противолежащих боковых краев 130, пару продольно противолежащих краев на талии 132, внутреннюю поверхность 134, которая сформирована так, чтобы контактировать с носящим, и внешнюю поверхность 136, противолежащую внутренней поверхности 134, которая сформирована так, чтобы контактировать с одеждой носящего при применении. Показанный подгузник 120 также включает внешний слой 142 и подкладку со стороны тела 144, которая соединена с внешним слоем 142 наложением. Впитывающая сердцевина 128 расположена между внешним слоем 142 и подкладкой со стороны тела 144. Поперечно противолежащие боковые края 130 подгузника 120 обычно определяются боковыми краями внешнего слоя 142, который также определяет отверстия для ног, которые могут быть криволинейными. Края на талии 132 подгузника 120 обычно определены краями на талии внешнего слоя 142 и определяют отверстие для талии, которое сформировано так, чтобы опоясывать талию носящего при ношении. Впитывающая сердцевина 128 сформирована так, чтобы вмещать и/или поглощать любые выделения из тела носящего. Подгузник 120 также может включать эластичные полоски вокруг ног 154, удерживающие клапаны 156 и эластичные полоски на талии 158, которые известны специалистам в данной области техники. Должно быть понятно, что отдельные компоненты подгузника 120 могут быть необязательными в зависимости от предполагаемого применения подгузника 120.
Желательно, чтобы крепления 160 в соответствии с данным изобретением могли повторно сцепляться непосредственно с внешней поверхностью 136 подгузника 120 для повторного надевания подгузника на нижнюю часть тела носящего. Альтернативно, подгузник 120 может также включать панель для присоединения 186. Панель для присоединения 186 может быть расположена на передней или задней областях талии 122 и 124 соответственно, напротив областей талии 122 и 124, к которым присоединены крепления 160. Как таковая, панель для присоединения 186 может представлять собой альтернативную поверхность, с которой механические крепления 160 могут быть разъемно сцеплены с получением повторно сцепляемого подгузника 120. Например, на ФИГ.24 панель для присоединения 186 показана пунктирными линиями на внешней поверхности 136 подгузника 120 на передней области талии 122. В другом аспекте данного изобретения, механическое крепление 160 расположено на панели для присоединения 186. Материал, с которым сцепляется механическое крепление 160, такой как петельный материал, в этом случае расположен сбоку на внешнем слое в местах, к которым обычно присоединяют крепления.
Как описано выше, конкретные варианты осуществления крепления 160 в соответствии с данным изобретением при применении в сочетании с подгузником 120 могут улучшать прилегание и комфортность подгузника 120. Например, улучшенная гибкость креплений в соответствии с данным изобретением может снижать вероятность образования шероховатых краев в креплении 160, которые могут возникать в традиционном механическом креплении при применении. Как таковая, возможность крепления царапать или раздражать кожу носящего снижается. Более того, повышенная гибкость механического крепления 160 позволяет устанавливать механическое крепление 160 в более широком диапазоне положений при применении для достижения оптимального расположения крепления на подгузнике 120 для улучшения прилегания и комфортности.
Желательно, механические крепления 160 в соответствии с данным изобретением постоянно присоединены к задней области талии 124 подгузника 120 и закрепляют подгузник 120 с возможностью повторного закрепления на передней области талии 122, что повышает простоту, с которой носящий или лицо, осуществляющее уход, может корректировать прилегание подгузника 120. Альтернативно, крепления 160 могут быть постоянно присоединены к передней области талии 122 подгузника 120 и закреплять подгузник с возможностью повторного закрепления на задней области талии 124. Такая конфигурация может быть желательна для того, чтобы затруднить доступ носящего к креплениям 160, и тем самым снизить возможность того, что носящий раскроет и снимет подгузник 120.
Подгузник 120 может иметь различные подходящие формы. Например, в незастегнутом виде, показанном на ФИГ.24, подгузник может иметь полностью прямоугольную форму, Т-форму или, в основном, I-форму. В показанном варианте подгузник 120 имеет приблизительную форму песочных часов в незастегнутом виде. Примеры форм подгузников для применения относительно рассматриваемой заявки и другие компоненты подгузника, подходящие для применения в подгузниках, описаны в патенте США №4798603, выданном 17 января 1989 Meyer et al.; патенте США №5176668, выданном 5 января 1993 Bernardin; патенте США №5176672, выданном 5 января 1993 Bruemmer et al.; патенте США №5192606, выданном 9 марта 1993 Proxmire et al.; и патенте США №5509915, выданном 23 апреля 1996 Hanson et al., описания которых включены сюда путем ссылки. Различные аспекты и конфигурации данного изобретения могут давать характерные сочетания мягкости, комфортности для тела, снижение царапанья кожи носящего, снижение влажности кожи, улучшенное удержание выделений из тела и улучшенную эстетику.
Различные компоненты крепления 160 целиком собраны вместе с применение различных типов подходящих средств соединения, известных в данной области техники, таких как адгезив, ультразвуковое соединение и тепловое соединение или их сочетания. В показанном варианте осуществления, например, внешний слой 142 и подкладка со стороны тела 144 соединены друг с другом и с впитывающей сердцевиной 128 с применением адгезива, такого как термоклей, чувствительный к давлению клей. Адгезив может наноситься в виде однородного непрерывного слоя адгезива, клеевого слоя определенного узора, распыляемого адгезианого слоя определенного узора или множества отдельных линий, завитков или точек адгезива. Альтернативно, впитывающая сердцевина 128 может быть соединена с внешним слоем 142 с применением обычных креплений, таких как кнопки, крепления крючки-петли, крепления на основе адгезивных лент и подобные. Другие компоненты подгузника 120 могут быть подходящим образом соединены вместе с применением этих же средств. Также другие компоненты подгузника, такие как эластичные элементы 154 и 158 и крепления 160 могут быть собраны вместе в подгузник 120 с применением указанных выше механизмов соединения. Желательно, чтобы большинство компонентов подгузника были соединены вместе с применением методов ультразвукового соединения для снижения затрат на производство.
Внешний слой 142 подгузника 120, как показано на ФИГ.24, может подходящим образом состоять из материала, который либо проницаем для жидкости, либо не проницаем для жидкости. Обычно предпочтительно, чтобы внешний слой 142 состоял из материала, который практически не проницаем для жидкостей. Типовой внешний слой может быть получен из тонкой пластиковой пленки или другого гибкого не проницаемого для жидкостей материала. Например, внешний слой 142 может быть получен из полиэтиленовой пленки, имеющей толщину от около 0,013 миллиметра (90,5 мил) до около 0,051 миллиметра (2,0 мил). Если желательно, чтобы внешний слой 142 был более тканеподобный, внешний слой 142 может содержать полиолефиновую пленку, включающую нетканое полотно, ламинированное с ее внешней поверхностью, такое как полотно фильерного способа производства из полиолефиновых волокон. Например, на утонченную растягиванием полипропиленовую пленку, имеющую толщину около 0,015 миллиметра (0,6 мил), может быть ламинировано тепловым способом полотно фильерного способа производства из полипропиленовых волокон. Полипропиленовые волокна имеют толщину от около 1,5 до 2,5 денье на волокно, нетканое полотно из них имеет основную массу около 17 граммов на квадратный метр (0,5 унции на квадратный ярд). Внешний слой 142 может иначе включать двухкомпонентные волокна, такие как полиэтилен/полипропиленовые двухкомпонентные волокна. Способы получения таких тканеподобных внешних слоев известны специалистам в данной области техники.
Далее, внешний слой 142 может включать слой тканого или нетканого волокнистого полотна, который полностью или частично сконструирован или обработан так, чтобы придать желаемый уровень непроницаемости для жидкостей выбранным областям, которые смежные или соседние с впитывающей сердцевиной 128. Кроме того, внешний слой 142 может при необходимости состоять из микропористого «дышащего» материала, который позволяет парам выходить из впитывающей сердцевины 128, одновременно предотвращая прохождение жидких выделений через внешний слой 142. Например, внешний слой 142 может включать паропроницаемый нетканый наружный слой, ламинированный с микропористой пленкой. Подходящие «дышащие» материалы внешнего слоя описаны в патенте США №5695868, выданном McCormack et al., и патенте США №5843056, выданном 1 декабря 1998 Good et al., описание которых включено сюда путем ссылки. Кроме того, внешний слой 142 также может быть эластомерным материалом, таким как растянутый многослойный термоматериал (STL), многослойный материал, соединенный с сужением (NBL) или растянутый связанный многослойный материал (SBL). Способы получения таких материалов хорошо известны специалистам в данной области техники и описаны в патенте США №4663220, выданном 5 мая 1987 Wisneski et al., патенте США №5226992, выданном 13 июля 1993 Mormon, и заявке на европейский патент № ЕР 0217032, опубликованной 8 апреля 1987 на имя Taylor et al., описание которых включено сюда путем ссылки. Внешний слой 142 также может быть подвергнут тиснению или другим образом матирован для получения более эстетичного внешнего вида.
Подкладка со стороны тела 144, как показано на ФИГ.24, подходящим образом состоит из обращенной к телу поверхности, которая является гибкой, мягкой и не раздражающей кожу носящего. Кроме того, подкладка со стороны тела 144 может быть менее гидрофильной, чем впитывающая сердцевина 128, для обеспечения относительно сухой поверхности для носящего, и может быть достаточно пористой для того, чтобы быть проницаемой для жидкостей, что позволяет жидкости легко проникать через нее. Подходящая подкладка со стороны тела 144 может быть изготовлена из широкого спектра материалов, таких как пористые пены, сетчатые пены, перфорированные пластиковые пленки, натуральные волокна (например, древесные или хлопковые волокна), синтетические волокна (например, полиэфирные или полипропиленовые волокна) или сочетание натуральных и синтетических волокон. Подкладка со стороны тела 144 применяется, чтобы помочь изолировать кожу носящего от жидкости, удерживаемой во впитывающей сердцевине 128.
Различные тканые и нетканые полотна могут применяться для подкладки со стороны тела 144. Например, подкладка со стороны тела может состоять из выдутого из расплава полотна или полотна фильерного способа производства из полиолефиновых волокон. Подкладка со стороны тела 144 также может быть связанным полотном из кардного прочеса из природных и/или синтетических волокон. Подходящая к телу подкладка 144 может состоять из по существу гидрофобного материала, и гидрофобный материал может быть при необходимости обработан поверхностно-активным веществом, или обработан других способом для придания желаемого уровня смачиваемости и гидрофильности. В конкретном варианте осуществления данного изобретения подкладка со стороны тела 144 содержит нетканое, полипропиленовое полотно фильерного способа производства, состоящее из около 2,8-3,2 денье волокон, сформованных в полотно, имеющее основную массу около 20 граммов на квадратный метр и плотность около 0,13 граммов на кубический сантиметр. Полотно может иметь поверхность, обработанную около 0,3% мас. поверхностно-активного вещества, коммерчески доступного от Hodgson Textile Chemicals, Inc. под торговым наименованием AHCOVEL Base N-62. Поверхностно-активное вещество может наноситься любыми обычными методами, такими как распыление, печать, нанесение с помощью щеточного устройства или подобными. Поверхностно-активное вещество может наноситься на всю подкладку со стороны тела 144 или может быть селективно нанесено на определенные зоны подкладки со стороны тела 144, такие как серединная зона вдоль продольной центральной линии подгузника, для обеспечения большей смачиваемости таких зон. Подкладка со стороны тела 144 может также включать нанесенную на нее композицию, которая предназначена для переноса на кожу носящего для улучшения здоровья кожи носящего. Подходящие композиции для применения в подкладках со стороны тела 144 описаны в патенте США №6149934, выданном 21 ноября 2000 Krzysik et al., описание которого включено сюда путем ссылки.
Впитывающая сердцевина 128 подгузника 120, как показано на ФИГ.24, может подходящим образом включать матрицу из гидрофильных волокон, таких как полотно из распушенной целлюлозы, смешанных с частицами высокоабсорбирующего материала, широко известного как суперабсорбирующий материал. В конкретном аспекте впитывающая сердцевина 128 включает матрицу из распушенной целлюлозы, такой как распушенная древесная пульпа, и суперабсорбирующих частиц, образующих гидрогель. Распушенная древесная пульпа может быть заменена синтетическими, полимерными, выдутыми из расплава волокнами или сочетанием выдутых из расплава волокон и натуральных волокон. Суперабсорбирующие частицы могут быть практически гомогенно смешаны с гидрофильными волокнами или могут быть неоднородно смешаны. Распушенная масса и суперабсорбирующие частицы также могут быть селективно помещены в желаемые зоны впитывающей сердцевины 128 для лучшего удержания и впитывания выделений из тела. Концентрация суперабсорбирующих частиц также может варьироваться в толщине впитывающей сердцевины 128. Альтернативно, впитывающая сердцевина 128 может включать ламинат из волокнистых полотен и суперабсорбирующего материала или другие подходящие средства удержания суперабсорбирующего материла в обозначенной области.
Впитывающая сердцевина 128 может иметь множество форм. Например, впитывающая сердцевина может быть прямоугольной, I-формы или Т-формы. Обычно предпочтительно, чтобы впитывающая сердцевина 128 была узкой в области промежности 126 подгузника 120. Было обнаружено, что впитывающая сердцевина 128 в соответствии с данным изобретением особенно пригодна, если ширина в области промежности 126 составляет от около 2,5 до около 12,7 сантиметров (от 1,0 до 5,0 дюймов), желательно, не более 7,6 сантиметров (3,0 дюймов), и более предпочтительно, не более около 5,1 сантиметра (2,0 дюймов). Небольшая ширина в области промежности впитывающей сердцевины 128 позволяет впитывающей сердцевине 128 лучше прилегать между ног носящего. Размер и впитывающая способность впитывающей сердцевины 128 должны быть совместимы с размером предполагаемого носящего и количеством жидкости, определяемых предполагаемым применением впитывающего изделия.
Высокоабсорбирующий материал может быть выбран из природных, синтетических и модифицированных природных полимеров и материалов. Высокоабсорбирующие материалы могут включать неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Термин «сшитый» относится к любым способам эффективной обработки обычно растворимых в воде материалов, для получения практически не растворимых в воде, но набухающих материалов. Такие способы включают, например, физическое перепутывание, кристаллические домены, ковалентные связи, ионные комплексы и ассоциации ионов, гидрофильные ассоциации, такие как водородное связывание и гидрофобные ассоциации или силы Ван-дер-Ваальса.
Примеры синтетических полимерных высокоабсорбирующих материалов включают соли щелочных металлов и аммониевые соли поли(акриловой кислоты) и поли(метакриловой кислоты), поли(акриламиды), простые поли(виниловые эфиры), сополимеры малеинового ангидрида с простыми виниловыми эфирами и альфа-олефинами, поли(винилпирролидон), поли(винилморфолинон), поли(виниловый спирт) и их смеси и сополимеры. Другие полимеры, подходящие для применения во впитывающей сердцевине 128, включают природные и модифицированные природные полимеры, такие как гидролизованный акрилонитрил-привитой крахмал, привитой с акриловой кислотой крахмал, метилцеллюлоза, карбоксиметилцеллюлозы, гидроксипропилцеллюлоза и природные смолы, такие как альгинаты, ксантановая смола, смола плодов рожкового дерева и подобные. Смеси природных и полностью или частично синтетических абсорбирующих полимеров также могут применяться в соответствии с данным изобретением. Такие высокоабсорбирующие материалы хорошо известны специалистам в данной области техники и широко коммерчески доступны. Примеры суперабсорбирующих полимеров, подходящих для применения в соответствии с данным изобретением, включают SANWET IM 3900 полимер от Hoehst Celanese, расположенной в Portsmouth, Virginia, DOW DRYTECH 2035LD полимер от Dow Chemical Co., расположенной в Midland, Michigan, и Stockhausen W65431 полимер от Stockhausen Inc., расположенной в Greensboro, NC.
Высокоабсорбирующий материал может иметь широкий ряд геометрических форм. В основном, предпочтительно, чтобы высокоабсорбирующий материал был в форме отдельных частиц. Однако высокоабсорбирующий материал также может иметь форму волокон, хлопьев, стержней, сфер, игл или подобные формы. В основном, высокоабсорбирующий материал присутствует во впитывающей сердцевине 128 в количестве от около 5 до около 90 мас.% по отношению к общей массе впитывающей сердцевины 128.
При необходимости, по существу гидрофильный бумажный оберточный лист (не показан) может применяться для сохранения целостности полученной аэродинамическим способом волокнистой структуры впитывающей сердцевины 128. Бумажный оберточный лист обычно размещен вокруг впитывающей сердцевины 128 вокруг, по меньшей мере, двух основных внешних поверхностей, и состоит из абсорбирующего целлюлозного материала, такого как крепированная набивка или ткань с высокой стойкостью к влаге. В одном аспекте изобретения бумажный оберточный лист может иметь такую форму, чтобы обеспечить распределяющий слой, который помогает быстро распределить жидкость в массе абсорбирующих волокон, составляющих впитывающую сердцевину 128. Материал оберточного листа на одной стороне абсорбирующей волокнистой массы может быть связан с оберточным листом, расположенным на противоположной стороне волокнистой массы для эффективного удержания впитывающей сердцевины 128.
Как показано на ФИГ.24, одноразовый подгузник 120 может включать пару удерживающих клапанов 156, которые предназначены для создания барьера боковому вытеканию выделений тела. Удерживающие клапаны 156 могут быть расположены вдоль поперечных противоположных боковых краев 130 подгузника, смежных с боковыми краями впитывающей сердцевины 128. Каждый удерживающий клапан 156 обычно определяет неприсоединенный край, который предназначен для сохранения вертикальной перпендикулярной конфигурации в, по меньшей мере, одной области промежности 126 подгузника 120 для получения герметичности относительно тела носящего. Удерживающие клапаны 156 могут находиться в продольном направлении вдоль всей длины впитывающей сердцевины 128, или могут находиться частично вдоль длины впитывающей сердцевины 128. Если удерживающие клапаны короче по длине, чем впитывающая сердцевина 128, удерживающие клапаны 156 могут быть селективно расположены в любом месте вдоль боковых краев 130 подгузника 120 в области промежности 126. В конкретном аспекте данного изобретения, удерживающие клапаны 156 находятся вдоль всей длины впитывающей сердцевины 128 для лучшего вмещения выделений из тела.
Такие удерживающие клапаны 156 обычно хорошо известны специалистам в данной области техники. Например, подходящие конструкции и расположение защитных обшлагов 156 описаны в патенте США №4704116, выданном 3 ноября 1987 K. Enloe, описание которого включено сюда путем ссылки.
Подгузник 120 может также включать эластичные полоски на краях на талии 132 и боковых краях 130 подгузника 120 для дополнительного предотвращения вытекания выделений тела и поддержки впитывающей сердцевины 128. Например, как представлено на ФИГ.24, подгузник 120 в соответствии с данным изобретением может включать пару эластичных элементов для ног 154, которые соединены с поперечно противоположными боковыми краями 130 подгузника 120 в области промежности 126. Подгузник 120 также может включать пару эластичных элементов на талии 158, которые соединены с продольно противоположными краями на талии 132 подгузника 120. Эластичные полоски вокруг ног 154 и эластичные полоски на талии 158 обычно адаптированы для прилегания к ногам и талии носящего при применении для поддержания положительного контакта с носящим для эффективного снижения или предотвращения вытекания выделений тела из подгузника 120.
Материалы, подходящие для эластичных полос вокруг ног 154 и эластичных полос на талии 158, хорошо известны специалистам в данной области техники. Примеры таких материалов включают полоски или нити или резинки из полимерного эластомерного материала, которые приклеивают к внешнему слою 142 в растянутом состоянии, или которые прикрепляют к внешнему слою 142 при гофрировании внешнего слоя таким образом, что эластичные стягивающие силы применяются к внешнему слою 142. Эластичные полоски вокруг ног 154 также могут включать такие материалы, как полиуретан, синтетический и природный каучук.
В различных аспектах данного изобретения преимущественно представлены гибкие тканеподобные крепления 160. Механическое крепление 160 представлено на тонком гибком слое 162, в который встроен механический скрепляющий материал 166. Такая конфигурация обеспечивает механическое крепление 160, которое может сгибаться или приспосабливаться, а также обеспечивает надежное закрепление изделия на носящем. Более того, внешний край 170 механического скрепляющего материала 166 окружен гибким слоем 162, являясь углубленным в гибкий слой 162, тем самым снижая возможность раздражения или царапания. Далее, в определенных конфигурациях, механическое крепление 160 в соответствии с данным изобретением может быть представлено множеством первых отдельных участков крепления 164 механического скрепляющего материала 166 и множеством вторых отдельных участков крепления 165 из вспененного скрепляющего материала. Как таковая, гибкость механического крепления 160 дополнительно обеспечивается областями гибкого материала между участками скрепляющего материала 166. Такой специально расположенный гибкий материал может быть согнут вместо более жесткого скрепляющего материала. Следовательно, возможность сморщивания механического скрепляющего материала также снижается, тем самым далее снижая возможность раздражения, вызываемого жесткими краями механического скрепляющего материала 166, контактирующего с кожей носящего.
Механическое крепление 160 в соответствии с данным изобретением может быть представлено в сочетании с одноразовым впитывающим изделием. В результате, впитывающее изделие преимущественно представляет крепление 160, которое улучшает комфорт для носящего путем снижения вероятности царапания и раздражения. Кроме того, повышенная гибкость креплений 160 в соответствии с данным изобретением позволяет креплениям 160 лучше соответствовать движению особенно активного носящего, тем самым обеспечивая надежное закрепление изделия на носящем. Прилегание и комфортность изделия также улучшается, так как гибкое крепление может быть установлено в широком диапазоне положений при применении для достижения оптимального положения крепления на носящем.
Хотя изобретение подробно описано с применением конкретных вариантов, должно быть понятно, что существуют вариации и эквиваленты этих вариантов осуществления. Следовательно, объем данного изобретения должен определяться прилагаемой формулой изобретения и любыми ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСПЕНЕННЫЕ СИСТЕМЫ КРЕПЛЕНИЯ, КОТОРЫЕ ВКЛЮЧАЮТ МОДИФИКАТОРЫ ПОВЕРХНОСТИ | 2006 |
|
RU2443811C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2740084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743648C1 |
| НЕТКАНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПЕРФОРИРОВАННУЮ ЭЛАСТИЧНУЮ ПЛЕНКУ | 2007 |
|
RU2439223C2 |
| ПРЕДПОЧТИТЕЛЬНО РАСТЯЖИМЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПЕРФОРИРОВАННЫМИ СЛОЯМИ | 2003 |
|
RU2325282C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ С УДЛИНЕННЫМИ РЕЗИНКАМИ ДЛЯ НОГ | 2017 |
|
RU2709774C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ИНДИКАТОРОМ ВЫДЕЛЕНИЙ | 2014 |
|
RU2670154C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С УВЕЛИЧЕННЫМИ РЕЗИНКАМИ ДЛЯ НОГ | 2017 |
|
RU2709772C1 |
| Устройство и способ выполнения боковых швов на абсорбирующих изделиях | 2014 |
|
RU2654995C2 |

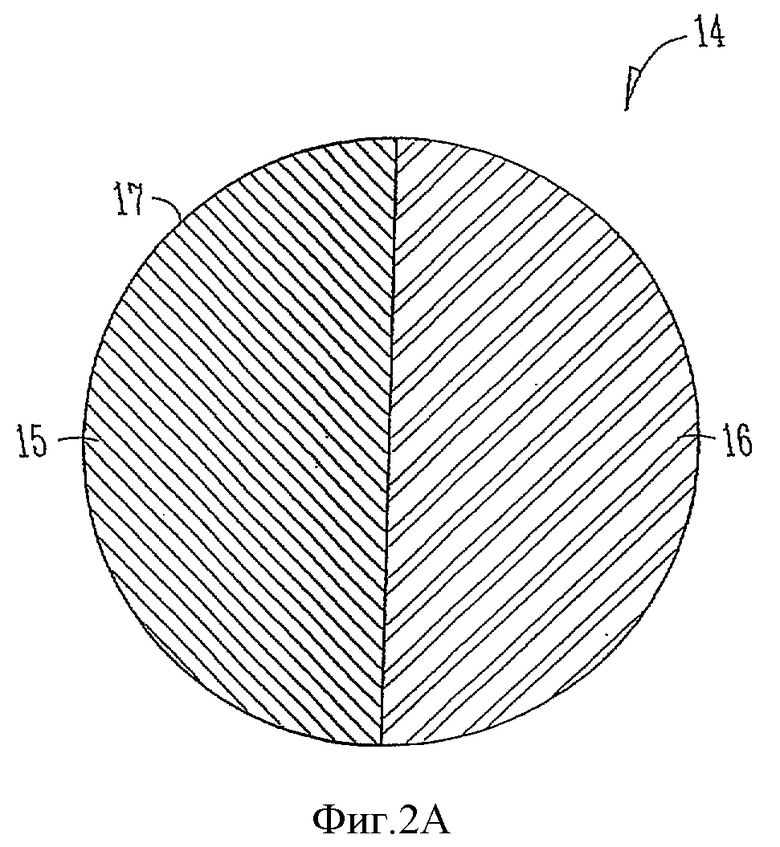
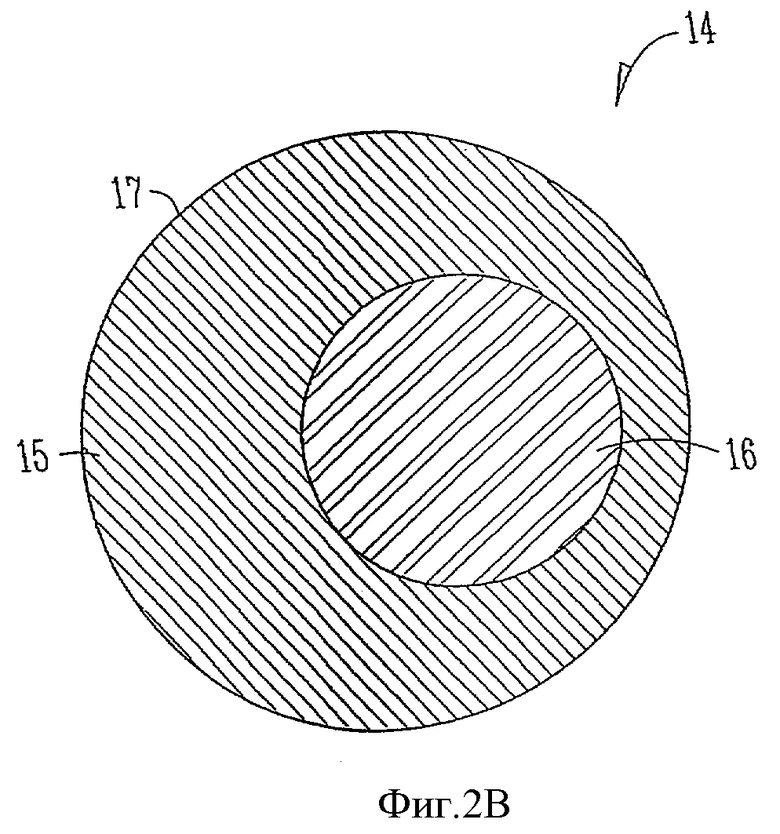
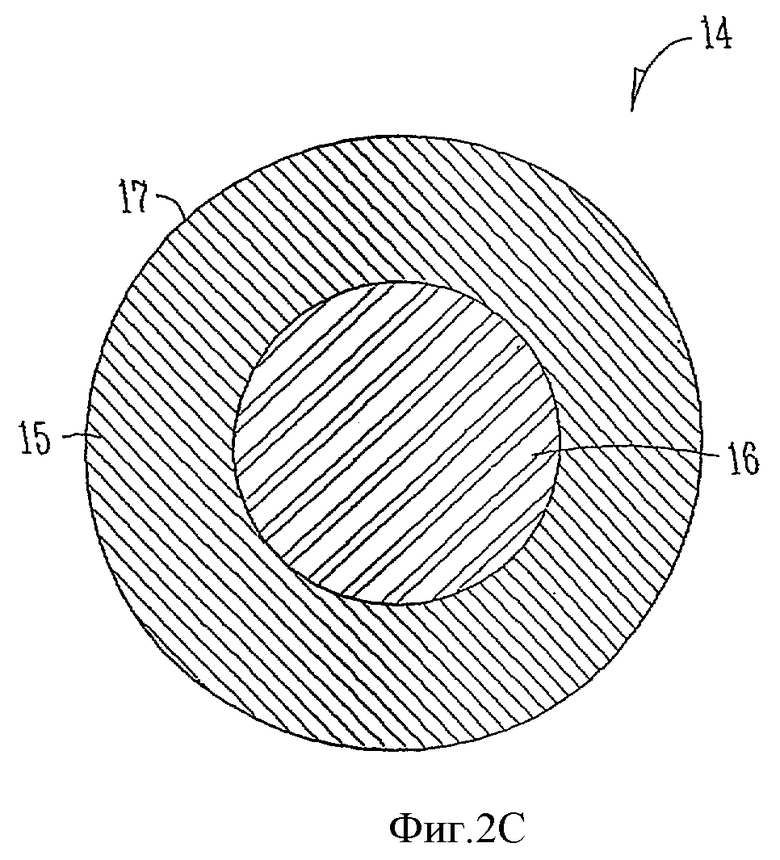
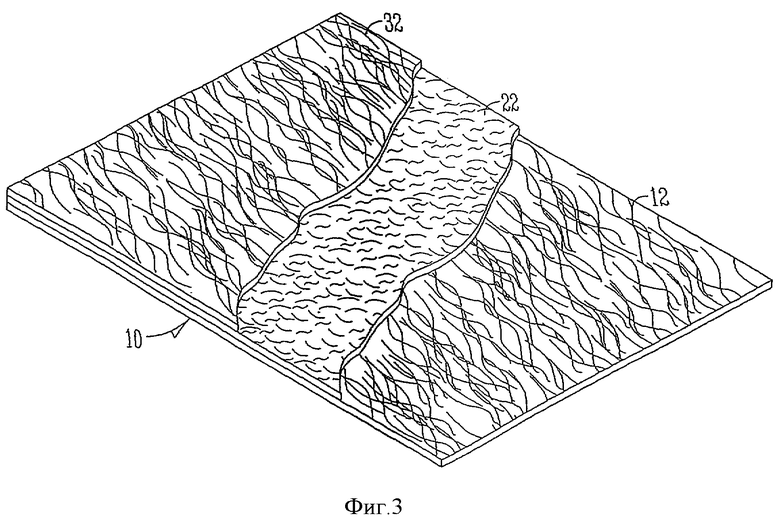



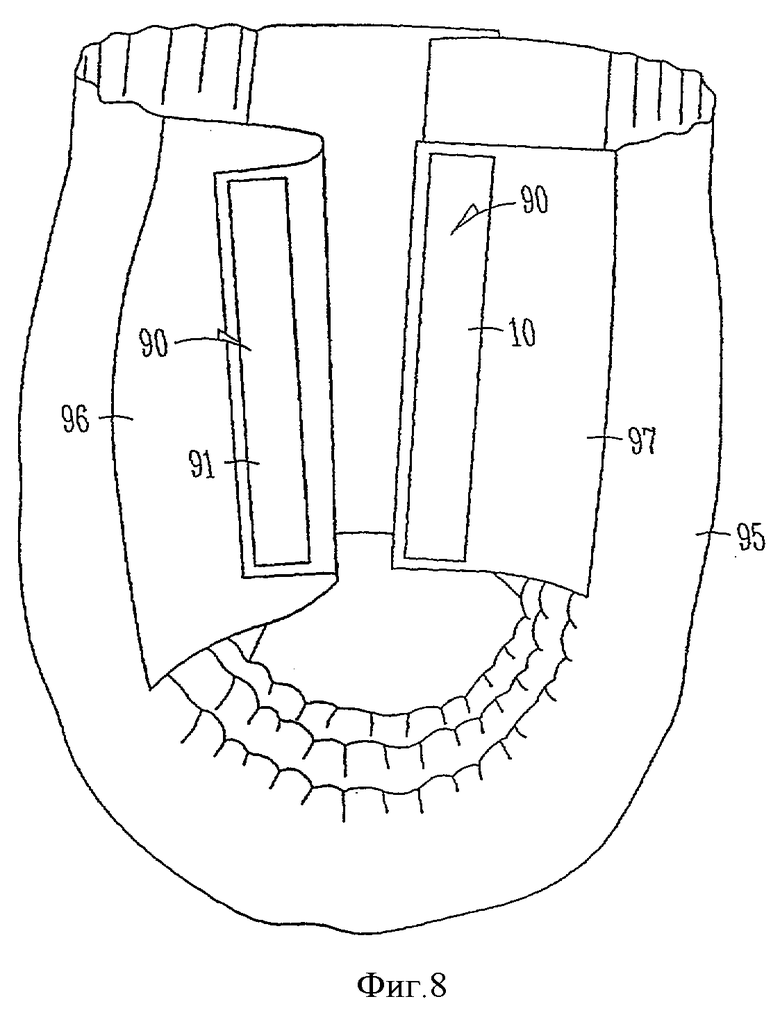


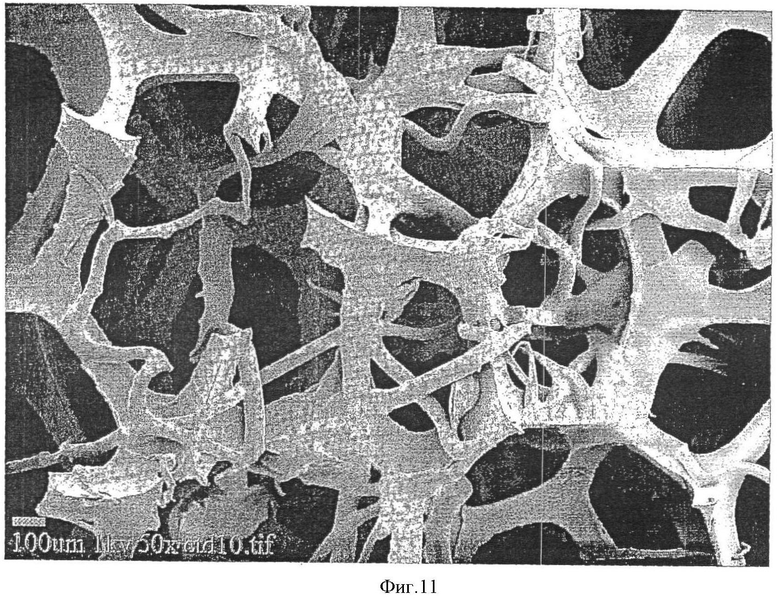


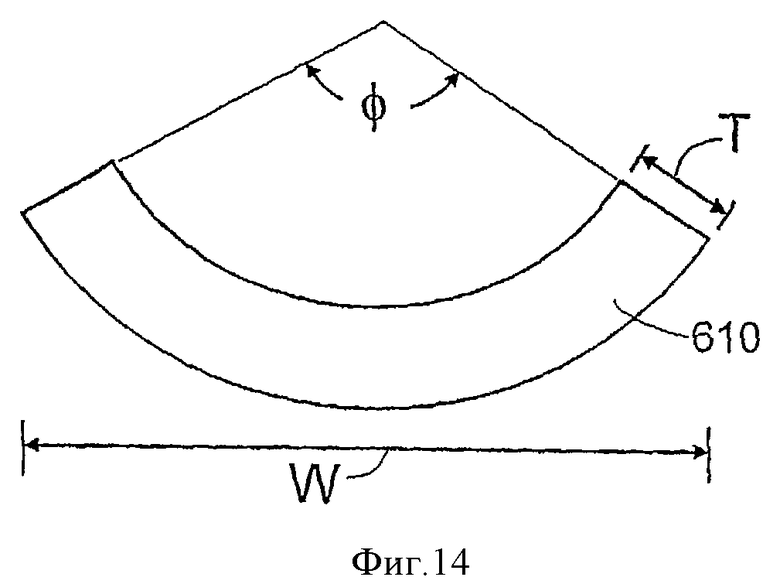




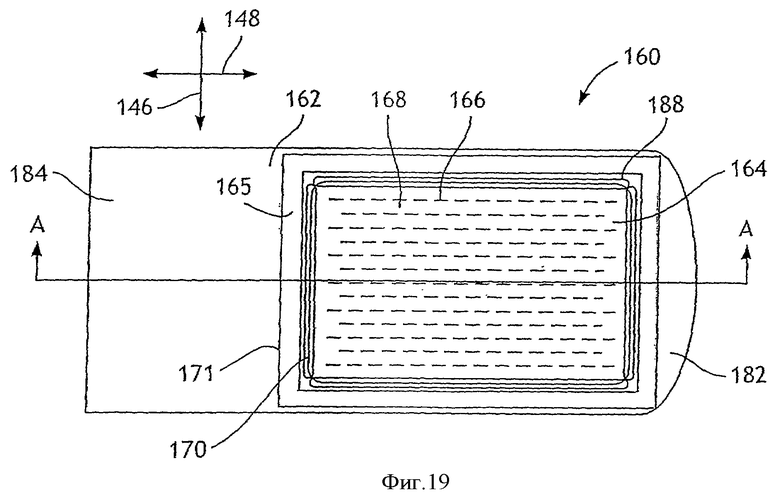



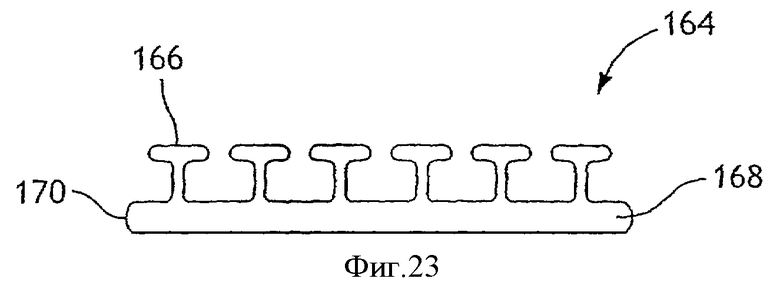



Механическое крепление имеет гибкий слой и множество первых отдельных участков крепления, содержащих механический скрепляющий материал и подложку, имеющую первую поверхность, присоединенную к механическому скрепляющему материалу, и вторую поверхность, присоединенную к гибкому слою. Механическое крепление также имеет множество вторых отдельных участков крепления, содержащих вспененный скрепляющий слой, который присоединен к гибкому слою, и включает поверхность, имеющую множество свободно располагающихся элементов. 2 н. и 10 з.п. ф-лы, 6 табл., 26 ил.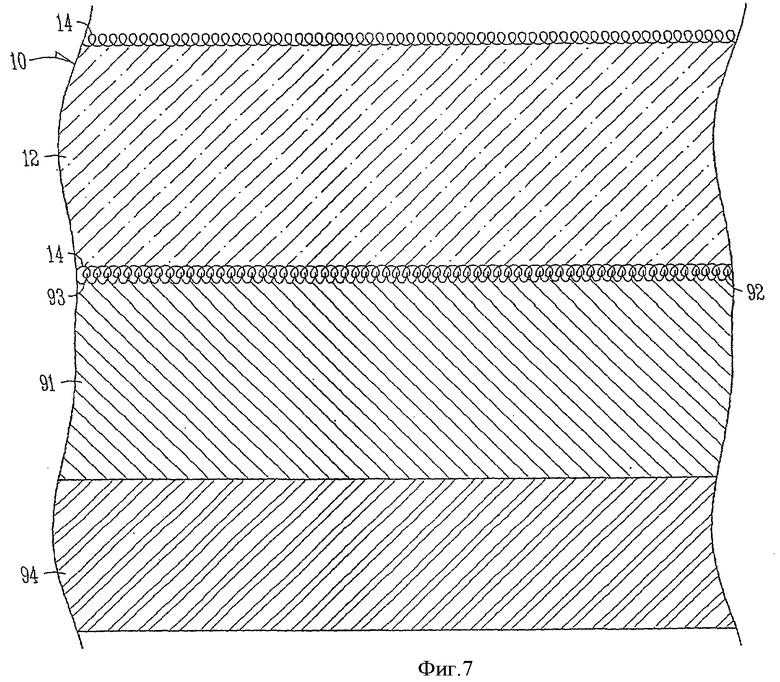
1. Механическое крепление, содержащее:
a) гибкий слой
b) множество первых отдельных участков крепления, содержащих механический скрепляющий материал и подложку, имеющую первую поверхность, присоединенную к механическому скрепляющему материалу, и вторую поверхность, присоединенную к гибкому слою, где механический скрепляющий материал представляет собой материал с крючками; и характеризуется тем, что механическое крепление содержит:
c) множество вторых отдельных участков крепления, содержащих вспененный скрепляющий слой, который присоединен к гибкому слою и имеет поверхность, содержащую множество свободно располагающихся элементов.
2. Механическое крепление по п.1, где, по меньшей мере, некоторые из свободно расположенных элементов содержат модификатор поверхности.
3. Механическое крепление по п.2, где модификатор поверхности включает полиэтиленовый полимер.
4. Механическое крепление по п.3, где модификатор поверхности включает смесь полиэтиленового полимера и смесь сополимеров.
5. Механическое крепление по п.1, где первые отдельные участки крепления имеют в основном круглую форму.
6. Механическое крепление по п.1, где гибкий слой является растягиваемым.
7. Механическое крепление по п.1, где крепление также определяет конец потребителя и конец соединения, где конец соединения постоянно присоединен к одноразовому впитывающему изделию и конец потребителя содержит отдельный участок крепления и сформирован так, чтобы закреплять одноразовое впитывающее изделие вокруг носящего.
8. Механическое крепление по п.1, где гибкий слой представляет собой вспененный слой.
9. Механическое крепление по одному из предшествующих пунктов, где указанные вторые отдельные участки крепления расположены ближе к краю крепления, чем указанные первые отдельные участки крепления.
10. Одноразовое впитывающее изделие, содержащее:
a) внешний слой;
b) подкладку со стороны тела,
c) впитывающую сердцевину, расположенную между подкладкой со стороны тела и внешним слоем; и
d) по меньшей мере, одно механическое крепление по одному из пп.1-6.
11. Одноразовое впитывающее изделие по п.10, где механическое крепление сформировано так, чтобы повторно сцепляться непосредственно с внешним слоем.
12. Одноразовое впитывающее изделие по п.11, также содержащее панель для присоединения, где механическое крепление сформировано так, чтобы повторно сцепляться с панелью для присоединения.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| ЛЕПЕСТОК ЗАСТЕЖКИ | 1995 |
|
RU2155569C2 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТИЧНЫМИ УДЕРЖИВАЮЩИМИ КЛАПАНАМИ И МАНЖЕТАМИ, СФОРМИРОВАННЫМИ КАК ЦЕЛАЯ ДЕТАЛЬ | 1999 |
|
RU2233148C2 |
| ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА | 1999 |
|
RU2222302C2 |

