Настоящее изобретение относится к области непрерывного литья металлов, в частности стали. Более конкретно оно касается непрерывного литья плоских изделий, а именно слябов и других аналогичных изделий с удлиненным поперечным сечением, в ходе которого используют подвижные магнитные поля, действующие на разливаемый расплавленный металл, для улучшения качества получаемого литого изделия и/или условий или эксплуатационных характеристик самого процесса литья.
Напомним вкратце, что операция непрерывного литья состоит в разливке расплавленного металла сверху в кристаллизатор без дна, по существу, состоящий из металлического корпуса кристаллизатора (из меди или медного сплава), как правило, со сборными пластинами при литье плоских изделий, ограничивающими канал для разливаемого металла. Стенки интенсивно охлаждаются за счет циркуляции воды таким образом, чтобы через низ этого кристаллизатора непрерывно вытягивалось изделие, уже затвердевшее снаружи на несколько миллиметров в толщину. Кристаллизация продолжается и в итоге завершается от периферии до оси изделия в ходе его опускания ниже по ходу относительно кристаллизатора в так называемой зоне «вторичного охлаждения», в которой отливаемое изделие, направляемое поддерживающими и направляющими роликами (называемыми в дальнейшем поддерживающими роликами), подвергают орошению водой для того, чтобы обеспечить отвод тепла, необходимый для его полного затвердевания. Полученное таким образом затвердевшее изделие обрезают по длине, затем прокатывают перед поставкой заказчику или превращением на месте в плиты, листы и т.д.
В случае плоских металлических изделий с удлиненным поперечным сечением, обычно называемых слябами, уже давно известно осуществление электромагнитного перемешивания расплавленного металла в зоне вторичного охлаждения установки непрерывного литья.
Схематично, электромагнитное перемешивание заключается, как известно, в воздействии на сляб одним или несколькими подвижными магнитными полями (то есть полями, у которых максимальная напряженность перемещается со временем в определенном направлении в пространстве), действие которых на расплавленный металл выражается в приведении его в движение, одинаковое по направлению с перемещением магнитного поля.
В случае литья плоских изделий жидкий металл, как правило, приводят при помощи линейно подвижных магнитных полей, называемых бегущими, в горизонтальное поступательное движение, параллельное большим сторонам изделия.
Бегущее магнитное поле создается многофазным линейным индуктором, располагаемым как можно ближе к слябу с тем, чтобы максимизировать электромагнитную (индуктивную) связь с ним.
Для этой цели индуктор можно установить либо сзади поддерживающих роликов, причем такое решение называют «перемешиватель ящичного типа» (от англ. «box-type stirrer»), либо внутри поддерживающего ролика, который для этого выполняют полым, в зоне вторичного охлаждения, причем такое решение называют «внутрироликовый перемешиватель» или «ролик-перемешиватель» (от англ. «in-roll stirrer» или «stirrer-roll»).
Оба эти решения сосуществуют на рынке с начала 1980-х годов и первоначально применялись с целью улучшения доброкачественности внутренних зон разливаемого металла. Действительно, благодаря перемешиванию происходит прекращение естественного роста кристаллов «дендритного» типа снаружи к соседней с осью изделия зоне и вплоть до нее, обеспечивая преимущество развития более мелкозернистой ненаправленной структуры кристаллизации, называемой «равноосной». Таким образом добиваются уменьшения центральной пористости и одновременного уменьшения осевых макроликваций (см. европейский патент 0097561). Этого улучшения доброкачественности внутренних зон добивались в основном для тех марок сталей, которые прокатываются с низким коэффициентом деформации, чтобы получить толстолистовой прокат.
Было установлено, что для осуществления оптимального перемешивания с точки зрения внутренней доброкачественности получаемого изделия в зоне вторичного охлаждения машины для литья стальных слябов следует производить перемешивание не в одном локальном положении, а, наоборот, по меньшей мере дважды по металлургической длине, то есть производить многоуровневое перемешивание.
Это решение предлагалось, в частности, в ЕР 0097561 В2, где описан способ электромагнитного перемешивания непрерывно отливаемых стальных слябов, согласно которому воздействуют множеством бегущих магнитных полей, создаваемых парами многоуровневых роликов-перемешивателей, по металлургической длине при расстоянии между верхней парой и нижней парой от 1 до 2 метров. Таким образом, исходя из комплекта в сумме из четырех роликов-перемешивателей, пару роликов-перемешивателей, ближайшую к кристаллизатору, располагают примерно в 5-7 м под свободной поверхностью жидкого металла в кристаллизаторе, а вторую пару роликов-перемешивателей, находящуюся ближе всего к дну лунки затвердевания, располагают примерно в 4-6 м от этого дна. Кроме того, электрическое питание роликов регулируют таким образом, чтобы магнитное поле, создаваемое верхней парой, бежало в направлении, противоположном направлению магнитных полей, создаваемых нижней парой.
Согласно этим инструкциям ролики-перемешиватели устанавливают, таким образом, в области зоны вторичного охлаждения, называемой «нижними сегментами» машины для литья. Они заменяют поддерживающие ролики, обычно предусмотренные в этих местах, и, следовательно, имеют геометрию, в частности, наружный диаметр, одинаковую или, во всяком случае, приблизительно одинаковую с геометрией соседних роликов, которые в этой зоне вторичного охлаждения имеют обычно диаметр в по меньшей мере 230 мм.
Как правило, многоуровневое перемешивание осуществляют роликами-перемешивателями, хотя в принципе его можно также осуществлять двумя перемешивателями «ящичного типа». Однако последние являются намного более дорогими, так как им требуется примерно в пять раз большая электрическая мощность по причине их удаленности от поверхности сляба, поэтому многоуровневое перемешивание индукторами «ящичного типа» было бы чрезмерно дорогим.
Эта технология электромагнитного перемешивания в зоне вторичного охлаждения, хотя и была широко распространена во всем мире для улучшения качества толстолистовых заготовок, в 1990-е годы была заменена конкурентной технологией, называемой «мягким механическим обжатием». По сути дела она приравнивается к мягкой прокатке уже в машине для литья с тем, чтобы заставить сблизиться два фронта кристаллизации на каждой из больших сторон сляба и таким образом уменьшить центральную пористость (рыхлость) и центральную ликвацию более эффективно, чем при электромагнитном перемешивании.
С тех пор электромагнитное перемешивание в зоне вторичного охлаждения практически применяют в наши дни только для нержавеющих сталей и кремнистых сталей и при этом для другой металлургической задачи. Действительно, существует проблема, характерная для непрерывного литья этих марок сталей, для которых часто на изделиях, полученных после прокатки или вытяжки волочением, наблюдаются поверхностные дефекты типа «roping» или «ridging», которые выражаются в волнистом внешнем виде поверхности. Такая поверхность является оптически неудовлетворительной для нержавеющих сталей, а для кремнистых сталей создает дефекты в плотности прилегания наборов листов при изготовлении ярма для трансформаторов или электродвигателей.
Вместе с тем, уже известно, что эту проблему дефектов «roping» и «ridging» можно устранить, если сляб имеет структуру кристаллизации с очень большой долей, то есть примерно по меньшей мере 50%, равноосного типа. Теоретически такой результат можно было бы получить, разливая металл с очень низким перегревом металла, но на практике это не представляется возможным при непрерывном литье, и поэтому возникает необходимость в электромагнитном перемешивании, чтобы быстро устранить этот перегрев.
В отличие от толстолистовых заготовок, для которых требовалось свести к минимуму осевые пористость и ликвацию, в данном случае речь идет о максимизации величины доли затвердевания равноосного типа. Это является причиной, по которой перемешивание следует перемещать вверх в зоне вторичного охлаждения для того, чтобы оно находилось как можно ближе к кристаллизатору в нулевом сегменте машины для литья.
Следует напомнить, что нулевым сегментом является сегмент, который принимает отливаемое изделие непосредственно на выходе роликов днища кристаллизатора. Он образует отдельный участок металлургической длины, который простирается от выхода кристаллизатора на расстоянии примерно 3-4 метра. Конструкторы машин для литья считают этот участок, образованный плотной батареей поддерживающих роликов небольшого диаметра (обычно порядка 150 мм), наиболее критическим. Он является таким, в частности, с точки зрения небольшого промежутка между контактными образующими и с точки зрения равномерности механической опоры сляба, в котором затвердевшая корка металла, которая является еще относительно тонкой, может вспучиться в промежутке между двумя последовательными механическими опорами, так как она в этом месте уже подвергается повышенному ферростатическому давлению.
Поэтому, чтобы локально не менять равномерности и небольшого промежутка поддерживающих сляб роликов в нулевом сегменте, предложено осуществлять в этом месте электромагнитное перемешивание посредством индукторов «ящичного типа», установленных сзади этих небольших поддерживающих роликов, поскольку внедрение роликов-перемешивателей существенно большего диаметра привело бы к прерывистости в промежутке поддерживающих роликов.
Вместе с тем, перемешивание «ящичного типа» требует, чтобы любая металлическая конструкция, присутствующая между индуктором и слябом, была выполнена из немагнитной стали с тем, чтобы не создавать экрана для воздействующего магнитного поля. Это предполагает модификацию нулевого сегмента, если речь идет о внедрении перемешивания в уже существующих машинах, или специально спроектированный нулевой сегмент, а значит - более дорогостоящий, если речь идет о новых машинах. Кроме того, несмотря на небольшой диаметр, порядка 150 мм, поддерживающих роликов в нулевом сегменте, расстояние между слябом и индуктором «ящичного типа» не может быть уменьшено ниже 270-250 мм из-за присутствия механической конструкции сзади поддерживающих роликов, которая поддерживает промежуточные опоры этих роликов. Как уже было указано выше, это обязательное удаление между индуктором и отливаемым изделием значительно ухудшает электромагнитную связь между ними и в качестве компенсации требует существенного повышения электрической мощности.
Таким образом, уровень техники для нержавеющих сталей и кремнистых сталей характеризуется (i) перемешиванием, локализованным в нулевом сегменте машины для литья, для того, чтобы получить ширину равноосной зоны в примерно 50% и более от толщины сляба, (ii) использованием индукторов «ящичного типа» сзади малых поддерживающих роликов для того, чтобы локально не менять их диаметр и положение, (iii) соответственно, ограничением единственным, не многоуровневым перемешиванием из соображений стоимости, тогда как многоуровневое перемешивание дает лучшие результаты, и (iv) невозможностью изменения положения перемешивателя для данного нулевого сегмента.
Задача настоящего изобретения состоит в том, чтобы предложить такое решение для осуществления электромагнитного перемешивания в нулевом сегменте, которое не имеет вышеуказанных недостатков.
В этой связи объектом настоящего изобретения является способ непрерывного литья плоских изделий с электромагнитным перемешиванием при помощи магнитного поля, бегущего вдоль ширины больших сторон отливаемого изделия, который отличается тем, что, с целью получения отливаемого изделия, имеющего преимущественно равноосную структуру кристаллизации (то есть свыше 50% от толщины сляба), упомянутое электромагнитное перемешивание осуществляют на уровне нулевого сегмента зоны вторичного охлаждения машины для литья посредством по меньшей мере двух роликов-перемешивателей, вставленных между поддерживающими роликами батареи, образующей упомянутый сегмент, и создающих магнитные поля, бегущие в одном и том же направлении.
Эта преимущественно равноосная внутренняя структура кристаллизации улучшает поведение металла во время прокатки и позволяет избежать дефектов типа «roping» и «ridging», что делает способ согласно изобретению особенно хорошо подходящим для непрерывного литья плоских изделий из ферритной нержавеющей стали или из кремнистой стали. Вместе с тем, этот способ можно, разумеется, применять и для углеродистых сталей в целом.
Кроме влияния на структуру кристаллизации сляба, перемешивание на уровне нулевого сегмента также выгодно тем, что оно обеспечивает лучший контроль за перегревом металла при литье.
Следует отметить, что, используя ролики-перемешиватели в нулевом сегменте, которые, таким образом, занимают место поддерживающих роликов, диаметр которых является, по существу, меньшим, способ согласно изобретению идет в разрез с обычной практикой, согласно которой нулевой сегмент должен исключительно состоять из малых роликов для того, чтобы максимально увеличить число образующих, контактирующих с поверхностью сляба во время литья, то есть максимально увеличить механическую поддержку последнего, и согласно которой прерывистость в диаметре поддерживающих роликов, предполагающая прерывистость в поддержке сляба, неизбежно приводит к избыточному выпучиванию (от англ. «buldging») сляба, что является причиной появления трещин, наблюдаемых в затвердевшей корке.
Авторы изобретения продемонстрировали в условиях промышленной эксплуатации, что, в отличие от доктрины специалистов в области непрерывного литья изделий с удлиненным поперечным сечением, вполне можно устанавливать индукторы на уровне нулевого сегмента машины для литья, заменяя малые поддерживающие ролики роликами-перемешивателями и не внося тем самым прерывистости в поддержку сляба, при этом без нарушения каким-либо образом процесса непрерывного литья и, в частности, без образования трещин. По всей видимости, именно сам эффект приведения в движение жидкого металла при перемешивании препятствует образованию трещин, хотя локальное выпучивание сляба оказывается более выраженным.
Согласно базовому варианту настоящего изобретения ролики-перемешиватели используют парами.
Чтобы способствовать концентрации магнитного поля через сляб, два ролика-перемешивателя, образующие пару, будут размещаться на одном и том же уровне друг против друга, каждый на одной большой стороне сляба. Напротив, чтобы способствовать увеличению длины действия перемешивания в направлении литья, они будут размещаться бок о бок, в непосредственной близости, один над другим, чтобы поддерживаться на одной и той же большой стороне сляба.
Согласно другому варианту, если для конкретных применений необходима очень большая мощность перемешивания, используют две пары роликов-перемешивателей в виде соседних групп, то есть два ролика располагают бок о бок друг над другом на каждой из двух больших сторон сляба.
Согласно предпочтительному варианту диаметр роликов-перемешивателей выбирают таким образом, чтобы два расположенных бок о бок ролика-перемешивателя приблизительно занимали место трех последовательных поддерживающих роликов. Эта важная компоновка позволяет внедрять любой из вышеуказанных вариантов реализации в одном и том же нулевом сегменте, позволяя сохранять неизменным расположение с каждой стороны сляба всех поддерживающих роликов, кроме трех последовательных роликов (которые были заменены), а также сохранять постоянной общую длину нулевого сегмента.
В качестве примера, для поддерживающих роликов диаметром 150 мм, расположенных с межосевым расстоянием 180 мм (свободный зазор между двумя роликами 30 мм), зазор 3×150 мм + 2×30 мм, т.е. 510 мм, будет использоваться для установки двух роликов-перемешивателей диаметром 2×D + 30 мм = 510 мм, т.е. D = 240 мм.
Выбор диаметра роликов-перемешивателей в 240 мм в рассматриваемом примере позволяет модифицировать нулевой сегмент таким образом, чтобы иметь возможность установить либо одну пару друг против друга, либо одну пару бок о бок, либо две сгруппированные пары роликов-перемешивателей, не меняя длины нулевого сегмента и положения других традиционных поддерживающих роликов.
Будет понятно, что выбор наружного диаметра D роликов-перемешивателей приблизительно определяется формулой 2D+e=3d+2e, где е - зазор между двумя роликами, приблизительно одинаковый для роликов-перемешивателей и поддерживающих роликов, а d - диаметр поддерживающих роликов.
Эта гибкость в выборе конфигурации перемешивания является исключительно важным аспектом изобретения, так как в этом случае оператор непрерывного литья может легко оптимизировать металлургические результаты путем выбора пары роликов-перемешивателей друг против друга, бок о бок или двух сгруппированных пар.
Объектом настоящего изобретения является также установка непрерывного литья плоских изделий, которая содержит кристаллизатор и зону вторичного охлаждения ниже по ходу относительно кристаллизатора и в которой нулевой сегмент зоны вторичного охлаждения содержит по меньшей мере два ролика-перемешивателя, вставленных между обычными поддерживающими роликами, образующими этот сегмент.
Согласно предпочтительному варианту реализации диаметр роликов-перемешивателей выбирают по вышеуказанной формуле 2D+e=3d+2e, чтобы иметь возможность установить либо два ролика-перемешивателя друг против друга или бок о бок друг с другом, либо четыре ролика-перемешивателя, сгруппированные попарно на каждой большой стороне.
Оказалось, что эффект перемешивания в значительной степени зависит от положения перемешивателя в нулевом сегменте, то есть от того расстояния, которое отделяет перемешиватель от кристаллизатора. Оптимальное положение будет выбираться в зависимости от профиля кристаллизации сляба, который, в свою очередь, зависит от условий литья, таких как скорость литья, интенсивность охлаждения, перегрев стали и т.д. Например, если скорость литья является небольшой, то перемешиватель предпочтительно устанавливают в самой высокой части нулевого сегмента. Выбрав положение и адаптировав нулевой сегмент для установки перемешивателя в этом положении (при этом маловажно, идет ли речь о перемешивателе «ящичного типа» или о роликах-перемешивателях), придется обязательно воспроизводить те же самые условия литья, чтобы профиль кристаллизации оставался неизменным и чтобы выбранное положение оставалось правильным. Таким образом, теряется гибкость в модифицировании параметров литья или же придется каждый раз снова изменять нулевой сегмент.
Таким образом, согласно предпочтительному варианту реализации установки конструкцию нулевого сегмента проектируют таким образом, чтобы иметь возможность менять положение роликов-перемешивателей, сохраняя при этом сам нулевой сегмент.
Для этой цели следует отказаться от использования обычной главной опорной балки, на которую опирается каждый ролик и на которой соответствующим образом закреплена его опора, но каждый раз три поддерживающих ролика группируют на опорной плите, при этом сами плиты опираются на главную опорную балку и закреплены на ней. Высота опорной плиты равна превышению высоты ролика-перемешивателя с его опорой над поддерживающим роликом и его опорой.
Такая конструкция съемных опорных плит, жестко закрепленных на главной балке, обеспечивает конструктивную гибкость с возможностью замены любых «триплетов» поддерживающих роликов на «дуплет» роликов большего диаметра, то есть либо парой роликов-перемешивателей, либо одним роликом-перемешивателем и одним холостым роликом такого же диаметра, в зависимости от того, используют ли ролики-перемешиватели друг против друга, бок о бок друг с другом или двумя сгруппированными парами.
Эта гибкость в выборе местоположения и легкость монтажа является аспектом изобретения, который может оказаться исключительно важным, так как в этом случае оператор непрерывного литья может легко оптимизировать положение роликов-перемешивателей в нулевом сегменте, если он изменил условия литья.
Другие особенности и признаки изобретения будут более очевидны из нижеследующего подробного описания нескольких вариантов реализации, представленных в качестве иллюстрации со ссылками на прилагаемые листы чертежей, на которых:
- Фиг.1а и 1b представляют собой схематичный вид в перспективе верхней части машины непрерывного литья (МНЛЗ) с кристаллизатором и сегментами зоны вторичного охлаждения;
- Фиг.2a и 2b иллюстрируют выбор диаметра D роликов-перемешивателей и холостых роликов в зависимости от диаметра d поддерживающих роликов и от зазора между ними;
- Фиг.3а-3е иллюстрируют каждая батарею поддерживающих роликов нулевого сегмента со вставкой четырех сгруппированных роликов-перемешивателей большего диаметра и одну из пяти конфигураций перемешивания, которые можно реализовать в нулевом сегменте;
- Фиг.4 показывает концепцию нулевого сегмента с его опорной конструкцией, разделенной на опорные плиты и главную балку согласно изобретению.
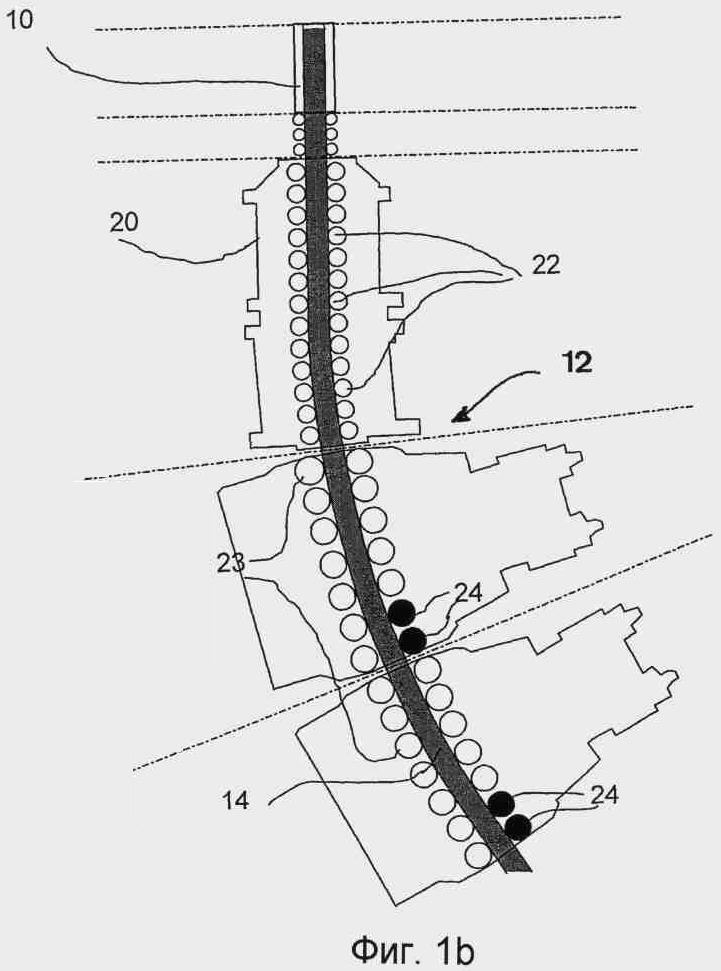
На фиг. 1 схематично показана установка непрерывного литья стальных слябов, содержащая кристаллизатор 10 и, ниже по ходу от него, зону вторичного охлаждения (ЗВО) 12. Кристаллизатор 10 типа, состоящего из сборных пластин, у которого большие пластины интенсивно охлаждаются за счет циркуляции воды на их наружной поверхности, ограничивает литейный канал удлиненного прямоугольного сечения, придающий свою форму «сырой» отливке получаемого сляба. В кристаллизатор сверху заливают расплавленный металл посредством погружного разливочного стакана (не показан) и непрерывно вытягивают из кристаллизатора 10 слябовую заготовку 14, частично затвердевшую снаружи. На выходе из кристаллизатора сляб 14 поступает в зону 12 вторичного охлаждения, где он направляется и поддерживается поддерживающими роликами, все еще охлаждаясь водяными струями (не показаны).
Необходимо заметить, что на фиг. 1а показана только часть зоны 12 вторичного охлаждения, которая соответствует областям, называемым обычно «нулевыми сегментами» и «сегментом 1», а на фиг. 1b дополнительно показан «сегмент 2», то есть металлургическая длина составляет примерно 7-8 м. В этой части 12 вторичного охлаждения сляб 14 кристаллизуется только частично и поэтому содержит пока еще достаточно тонкую затвердевшую корку 16 и широкую жидкую сердцевину 18.
Следует напомнить, что нулевой сегмент, обозначенный позицией 20 на фиг. 1, соответствует области 12 вторичного охлаждения непосредственно под кристаллизатором 10 и простирается на расстояние порядка 3 м. Нулевой сегмент традиционно содержит обозначенные позицией 22 направляющие ролики небольшого диаметра, обычно порядка 150 мм. Обычно их число составляет от 8 до 16 на каждой из больших сторон сляба.
Таким образом, сегменты 1, 2, … и т.д. соответствуют областям вторичного охлаждения ниже по ходу относительно нулевого сегмента и обычно оборудованы поддерживающими и направляющими роликами 23 большего диаметра. Например, каждый из сегментов 1 и 2 простирается на расстояние порядка 1,5-2 м после нулевого сегмента.
На фиг.1а показана пара роликов-перемешивателей 24 в конфигурации бок о бок в положении, относительно близком к кристаллизатору, что используется для перемешивания нержавеющих и кремнистых сталей и что позволяет производить сляб 14 с большой долей равноосной кристаллизации, в соответствии с настоящим способом превышающей 50% толщины.
На фиг.1b, напротив, показано многоуровневое перемешивание одной парой роликов-перемешивателей 24 бок о бок в сегменте 1 и второй парой 24 в сегменте 2, в относительно низком положении, обычно используемом для толстолистовых сталей.
На фиг.1b показана современная машина для литья, в которой кристаллизатор оборудован роликами днища, причем этот кристаллизатор и первая часть нулевого сегмента являются вертикальными и прямолинейными, нулевой сегмент является относительно длинным, и изгиб зоны вторичного охлаждения начинается в нижней части нулевого сегмента.
На фиг.1а показана более старая машина для литья с более коротким и полностью изогнутым нулевым сегментом. Машины этого типа часто имеют изогнутые кристаллизаторы.
Как известно, ролики-перемешиватели являются, схематичным образом, поддерживающими и направляющими роликами, выполненными трубчатыми для размещения в них электромагнитного индуктора с бегущим полем, который за счет этого располагается очень близко от сляба. Обычно ролики-перемешиватели имеют диаметр свыше 230 мм, который, таким образом, является существенно большим, чем диаметр ролика нулевого сегмента. Поскольку подробности конструкции этих роликов-перемешивателей не являются собственно частью изобретения и хорошо известны в этой области, то их более подробное описание не приведено. Для более подробного ознакомления можно обратиться, например, к документу ЕР 0053060, в котором раскрыта их конструкция и технология, в частности, касающаяся индуктора.
Использование перемешивания на уровне нулевого сегмента происходит в положении, которое все еще содержит преимущественно жидкую часть стали в направлении толщины сляба. Это позволяет получать преимущественно равноосную кристаллизацию, толщина которой соответствует более чем 50% толщины сляба, причем эту центральную равноосную зону охватывают по краям две столбчатые (или дендритные) зоны. Преимущественно равноосная кристаллическая структура позволяет избежать проблем «roping» и «ridging», которые наблюдаются после прокатки на марках сталей типа ферритной нержавеющей или кремнистой.
Использование роликов-перемешивателей вместо перемешивателя «ящичного типа» (не показан) позволяет разместить индуктор намного ближе к слябу и, следовательно, получить лучшую электромагнитную связь и примерно в пять раз сократить потребности в электрической мощности, то есть производить перемешивание при значительно меньших затратах.
Действительно, стоимость одного перемешивателя «ящичного типа» в целом превышает стоимость четырех роликов-перемешивателей, что позволяет при меньших затратах использовать многоуровневое перемешивание: два ролика-перемешивателя в нулевом сегменте, за которыми следуют два ролика-перемешивателя в сегменте один или два. Многоуровневое перемешивание дает лучшие результаты, чем один единственный перемешиватель, так как оно создает более обширное движение жидкой стали в зоне вторичного охлаждения, обеспечивает за счет этого лучший теплообмен между более горячей сталью вверху и более холодной внизу зоны вторичного охлаждения и лучшее устранение перегрева стали. Таким образом, получают лучшие металлургические результаты, дополнительно добиваясь выигрыша эксплуатационной гибкости при литье, так как можно производить литье при более высоких перегревах.
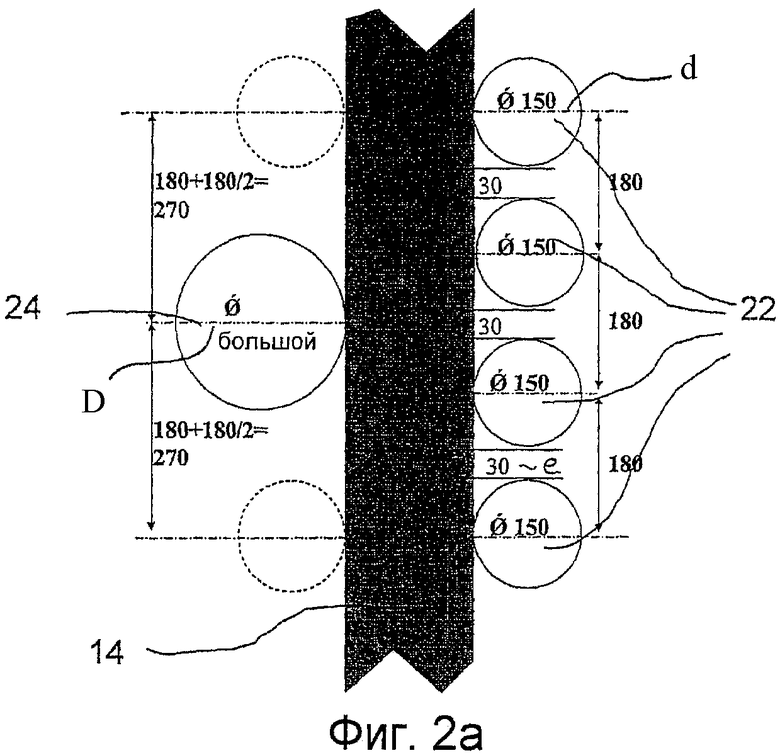
На фиг.2 иллюстративно показана сложность вставки в нулевой сегмент роликов существенно большего диаметра. В качестве примера, для поддерживающих роликов (22) выбрали диаметр 150 мм и межосевое расстояние 180 мм. Вставка одного ролика-перемешивателя (24) в батарею поддерживающих роликов (22) потребует демонтажа двух поддерживающих роликов (22), что увеличивает опорный промежуток со 180 до 270 мм (фиг.2а). Два промежутка в 270 мм среди батареи на 180 мм считаются нежелательными по причине выпучивания сляба. Для конфигурации пары роликов-перемешивателей друг против друга этот промежуток можно уменьшить с 270 до 225 мм, что могло бы быть приемлемым с точки зрения выпучивания сляба, но потребовало бы уменьшить длину нулевого сегмента на 2×(270-225)=90 мм, но что является невозможным для существующей машины для литья, так как в этом случае необходимо перепроектировать всю зону вторичного охлаждения. Можно было бы распределить эти 90 мм на все поддерживающие ролики, но это потребовало бы повторной перенастройки всех роликов, то есть по сути реализации нового нулевого сегмента. При этом в любом случае придется ограничиваться конфигурацией с парой роликов-перемешивателей друг против друга.
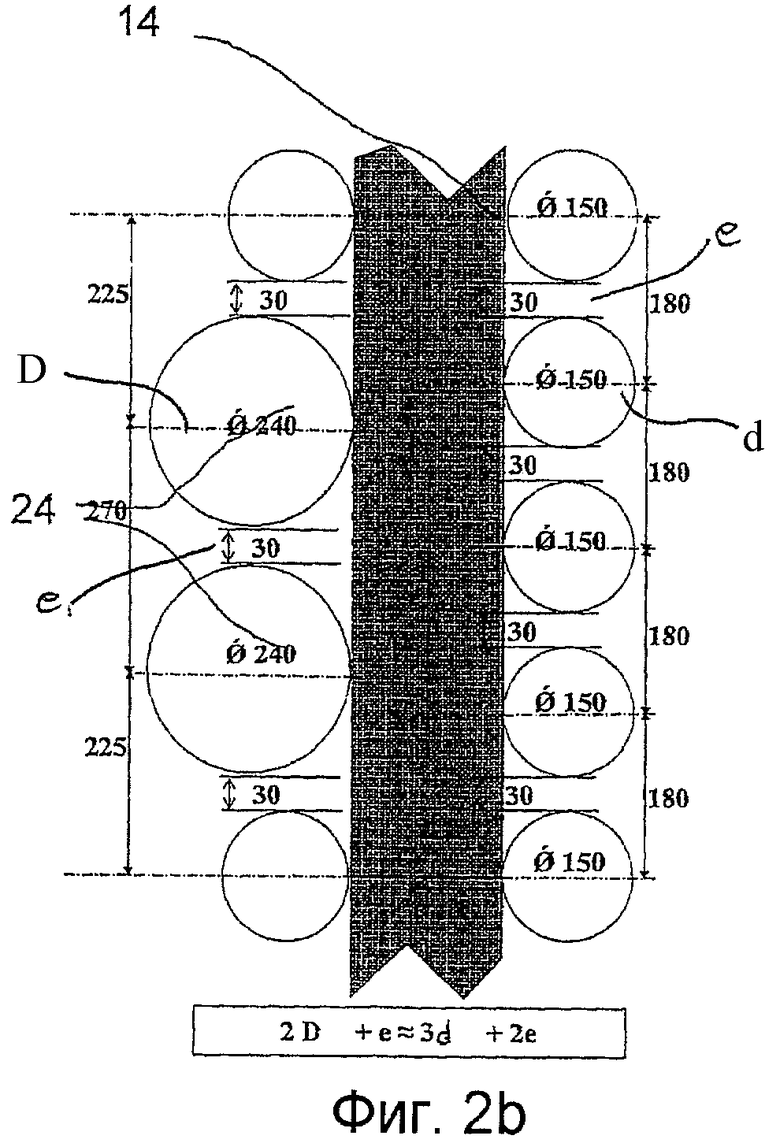
Если желательно сохранить свободу возможности использовать пару роликов-перемешивателей в конфигурации друг против друга или бок о бок друг с другом и даже использовать две пары сгруппированных роликов, когда специальный вариант применения требует дополнительной мощности перемешивания, необходимо вставить два ролика-перемешивателя (24) в батарею поддерживающих роликов (22), как показано на фиг.2b.
В этом случае диаметр можно выбрать по формуле: 2D+e≈3d+2e, где D и d - диаметры соответственно роликов-перемешивателей (24) и поддерживающих роликов (22), а е - промежуток между роликами, принимаемый приблизительно одинаковым для роликов-перемешивателей и поддерживающих роликов. В рассматриваемом примере для роликов-перемешивателей получают диаметр D в 240 мм. Опорный промежуток сляба соответственно изменится со 180 мм на 225 мм, 270 мм, затем 225 мм и 180 мм, что намного лучше по уровню выпучивания сляба, чем последовательность 180, 270, 270 и 180 мм в примере по фиг.2а.
В итоге, выбирая диаметр D роликов-перемешивателей в зависимости от диаметра d поддерживающих роликов по вышеуказанной формуле и вставляя четыре ролика с этим диаметром D, получают более благоприятную ситуацию по выпучиванию сляба и по гибкости возможности изменять конфигурацию перемешивания при том же самом нулевом сегменте.
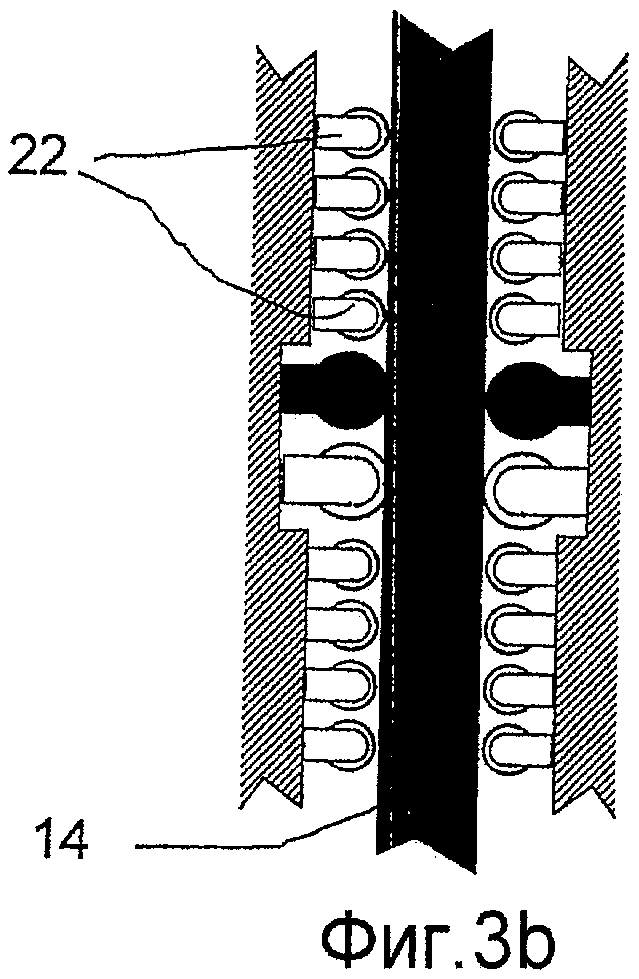
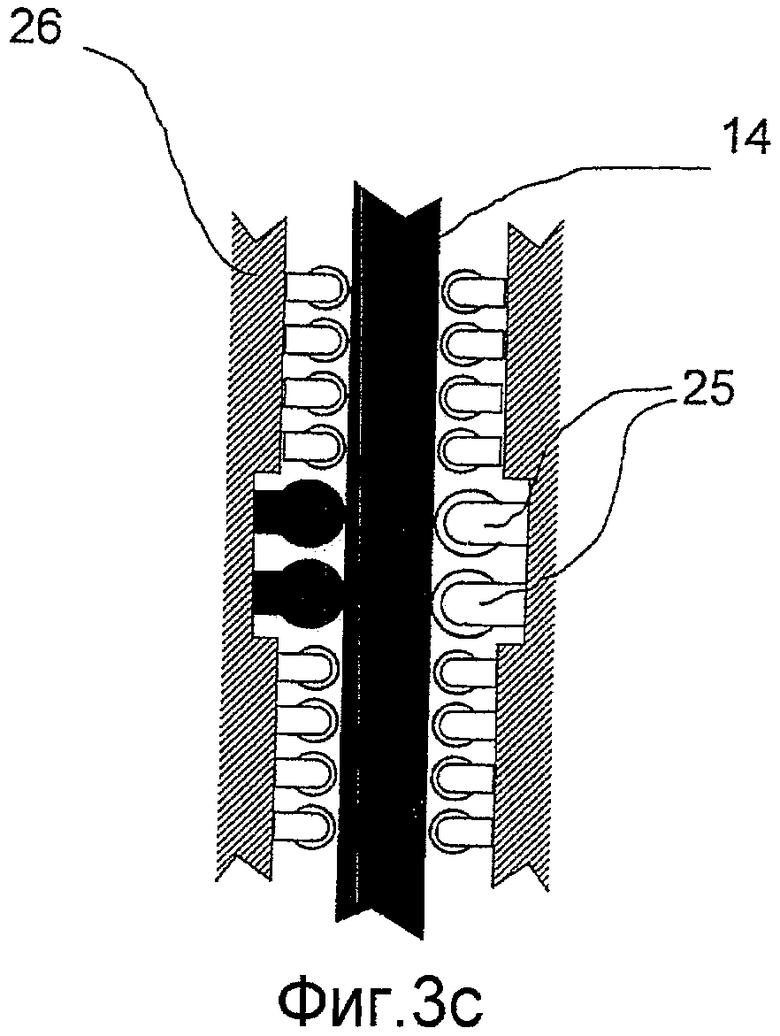
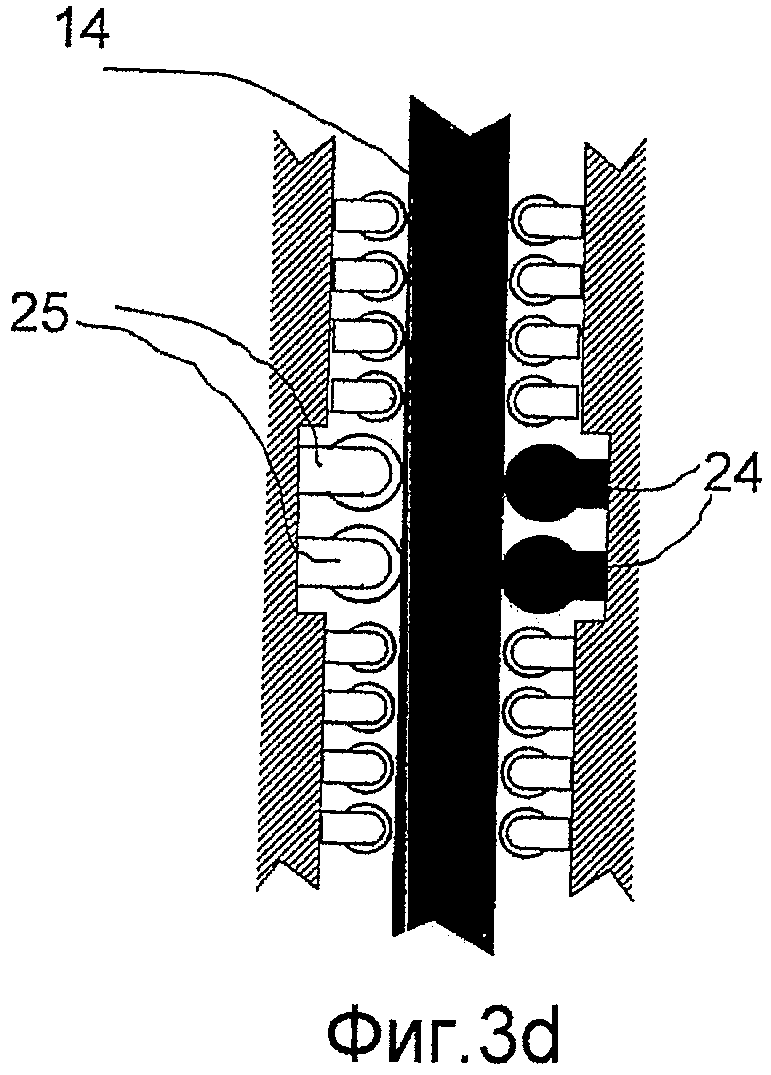
На фиг.3 схематично показана конструкция нулевого сегмента, образованная большими опорными балками (26), расположенными по обе стороны от больших сторон сляба и поддерживающими концевые опоры поддерживающих роликов (22) и роликов-перемешивателей (24) или холостых роликов (25). Хотя это на фиг.3 и не показано, поддерживающие ролики (22) могут также опираться в одном или двух местах их длины на промежуточные опоры (см. фиг.4). На фиг.3 показана часть нулевого сегмента прямой вертикальной формы, но при этом следует помнить, что эта часть может быть также изогнутой.
На фиг.3 показано пять конфигураций перемешивания, которые можно реализовать при одном и том же нулевом сегменте: перемешивание парой расположенных друг против друга роликов-перемешивателей (24) в двух разных положениях (фиг.3а и 3b), перемешивание парой расположенных бок о бок друг с другом роликов-перемешивателей (24) (фиг.3с и 3d) и перемешивание двумя парами сгруппированных роликов-перемешивателей (фиг.3е). В четырех первых конфигурациях на фиг.3а-3d, кроме одной пары роликов-перемешивателей (24), используется одна пара холостых роликов (25) такого же диаметра. Таким образом достигается большая гибкость в выборе перемешивания магнитным полем, либо сконцентрированного в толще сляба (фиг.3а и 3b), либо уменьшенного в толще сляба, но прикладываемого по большей длине (фиг.3с и 3d), или исключительно мощного перемешивания (фиг.3е).
На фиг.3 показано также, что опорные балки (26) для опор роликов должны быть повторно обработаны резанием с выполнением выреза (27) в месте вставки роликов большего диаметра D и что после выполнения такого изменения положение роликов-перемешивателей (или холостых роликов) уже изменить будет невозможно.
Наконец, на фиг.4 показана концепция конструкции нулевого сегмента, согласно которой главную опорную балку (26) поделили на (i) множество опорных плит (28), каждая из которых служит для группировки трех поддерживающих роликов (22), и (ii) главную балку (29), которая служит опорой и местом крепления для опорных плит (28).
Учитывая, что длина опорных плит идентична пространству без опорной плиты, занимаемому двумя роликами-перемешивателями/холостыми роликами, местоположение последних можно легко поменять на опорную плиту путем демонтажа/монтажа, что не требует повторного изготовления нового нулевого сегмента. Таким образом достигается возможность повторно адаптировать положение электромагнитного перемешивания и оптимизировать металлургические результаты, когда требуется поменять условия литья и, в частности, скорость литья по причинам изменения эксплуатационных условий.
Следует отметить, что опорные плиты (28), как и поверхность главной балки (29), показаны прямолинейными, хотя они могут быть и криволинейными. Следует также отметить, что высота опорных плит (28) является по меньшей мере равной глубине выреза (27) (или разности высоты узла ролика плюс опора между роликом-перемешивателем (24) и поддерживающим роликом (22)). Она является одинаковой, если ролики-перемешиватели/холостые ролики закреплены непосредственно на главной балке (29). Она является большей, если ролики-перемешиватели/холостые ролики тоже установлены на опорной плите.
Разумеется, изобретение не ограничивается описанными выше примерами, и оно распространяется на многочисленные варианты и эквиваленты при условии, что соблюдается его определение, данное в нижеследующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОГО СЕЧЕНИЯ | 2004 |
|
RU2357833C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛЯБА АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2721256C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ПОТОКАМИ В КРИСТАЛЛИЗАТОРЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ | 2003 |
|
RU2325245C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКОГО СЛЯБА, СПОСОБ РЕГУЛИРОВАНИЯ ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, УЗЕЛ ДЛЯ РЕГУЛИРУЕМОГО ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2111083C1 |
| Способ непрерывной разливки тонких металлических изделий и устройство для его осуществления | 1990 |
|
SU1795927A3 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Способ управления непрерывным литьем заготовок | 1986 |
|
SU1364390A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| СПОСОБ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ | 2009 |
|
RU2476290C1 |



Изобретение относится к непрерывному литью слябов или других металлических изделий удлиненного сечения, в частности, из стали. Расплавленный металл разливают в охлаждаемый кристаллизатор (10), непрерывно вытягивают из кристаллизатора затвердевший снаружи сляб (14) и направляют его в зону вторичного охлаждения (12). Вытягиваемое из кристаллизатора (10) изделие (14) подвергают электромагнитному перемешиванию в нулевом сегменте (20) зоны вторичного охлаждения (12) посредством по меньшей мере двух роликов-перемешивателей (24). Отливаемый сляб имеет преимущественно равноосную структуру, что позволяет избежать волнистости на поверхности слябов при последующей их прокатке. 2 н. и 9 з.п. ф-лы, 4 ил.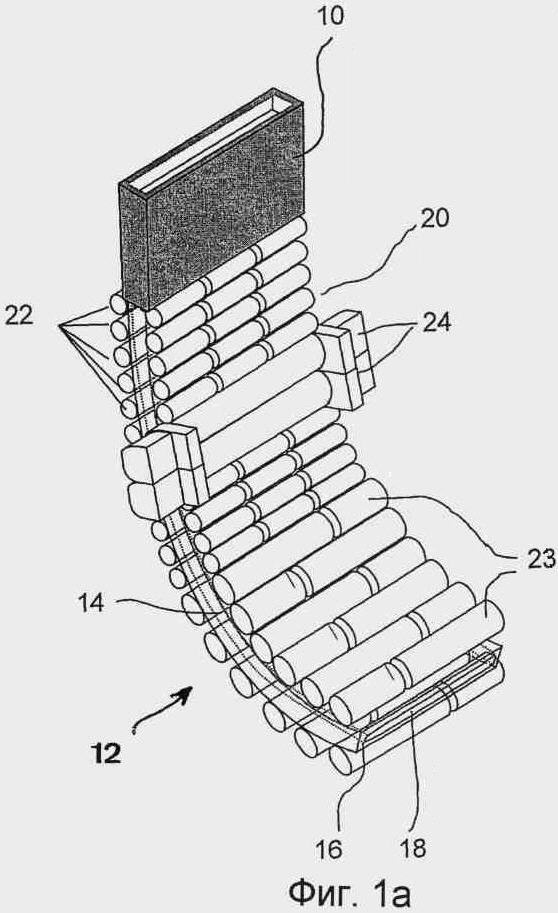
1. Способ непрерывного литья металлических слябов, в котором расплавленный металл разливают в кристаллизатор (10), из которого непрерывно вытягивают в направлении вниз затвердевший снаружи отливаемый сляб (14) и направляют при помощи батареи поддерживающих роликов (22) в зоне вторичного охлаждения (12), в которой подвергают упомянутый отливаемый сляб (14) электромагнитному перемешиванию бегущим магнитным полем посредством по меньшей мере двух роликов-перемешивателей (24), имеющихся внутри упомянутой батареи поддерживающих роликов (22) и создающих магнитные поля, бегущие в одном и том же направлении, отличающийся тем, что упомянутые ролики-перемешиватели (24) находятся в нулевом сегменте (20) зоны вторичного охлаждения (12).
2. Способ по п.1, в котором упомянутые ролики-перемешиватели (24) размещают на одном и том же уровне по высоте напротив друг друга, каждый на одной большой стороне металлического сляба (14).
3. Способ по п.1, в котором упомянутые ролики-перемешиватели (24) являются соседними друг другу, их размещают бок о бок на одной и той же большой стороне отливаемого металлического сляба (14).
4. Способ по п.1, в котором используют две пары сгруппированных роликов-перемешивателей (24), размещенных на одном и том же уровне, каждая пара на одной большой стороне металлического сляба (14).
5. Способ по любому из пп.2-4, в котором диаметр D упомянутых роликов-перемешивателей (24) приблизительно удовлетворяет уравнению 2D+e≈3d+2e, где d - диаметр упомянутых поддерживающих роликов (22), е - свободный зазор между двумя последовательными роликами, упомянутый нулевой сегмент (20) изменяют таким образом, чтобы в батарею поддерживающих роликов (22) можно было вставить четыре ролика упомянутого диаметра D, из которых по меньшей мере два являются роликами-перемешивателями и из которых самое большее два являются холостыми роликами, причем упомянутые четыре ролика размещают сгруппированными на одном и том же уровне по высоте, по два на каждой большой стороне отливаемого металлического сляба (14).
6. Установка непрерывного литья металлических слябов, содержащая кристаллизатор (10) с последующей зоной вторичного охлаждения (12), образованной последовательными сегментами, состоящими из батарей поддерживающих роликов, нулевой сегмент которой расположен непосредственно на выходе из кристаллизатора, отличающаяся тем, что упомянутый нулевой сегмент (20) содержит по меньшей мере два ролика-перемешивателя (24).
7. Установка по п.6, отличающаяся тем, что упомянутые ролики-перемешиватели (24) размещены на одном и том же уровне по высоте напротив друг друга, каждый на одной большой стороне отливаемого сляба (14).
8. Установка по п.6, отличающаяся тем, что упомянутые ролики-перемешиватели (24) расположены бок о бок на одной и той же большой стороне отливаемого металлического сляба (14).
9. Установка по п.6, отличающаяся наличием двух пар соседних роликов-перемешивателей (24), сгруппированных и размещенных на одном и том же уровне по высоте, каждая на одной большой стороне отливаемого сляба (14).
10. Установка по любому из пп.6-9, отличающаяся тем, что диаметр D упомянутых роликов-перемешивателей (24) приблизительно удовлетворяет уравнению 2D+e≈3d+2e, где D - диаметр упомянутых поддерживающих роликов (22), е - свободный зазор между двумя роликами, причем е является, по существу, одинаковым для роликов-перемешивателей (24) и поддерживающих роликов (22), и упомянутый нулевой сегмент (20) изменен таким образом, чтобы в батарею поддерживающих роликов (22) можно было вставить четыре ролика упомянутого диаметра D, из которых по меньшей мере два являются роликами-перемешивателями и из которых самое большее два являются холостыми роликами, причем эти четыре ролика размещены сгруппированными на одном и том же уровне по высоте, по два на каждой большой стороне отливаемого сляба (14).
11. Установка по п.10, отличающаяся тем, что по меньшей мере один комплект, сгруппированный из трех поддерживающих роликов (22), находящийся за пределами и внизу упомянутой группы из четырех роликов диаметром D (24, 25), закреплен на промежуточной опорной плите (28), опираясь на главную балку (29), и с возможностью демонтажа с тем, чтобы можно было поменять положение упомянутой группы из четырех роликов диаметром D (24, 25) на положение любого комплекта из трех поддерживающих роликов.
| J-P BIRAT, P | |||
| NEU, J.С.DHUYVETTER, M JEANNEAU: | |||
| Застежка для чулочных подвязок | 1928 |
|
SU8220A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |

