Область техники
Изобретение относится к способу изготовления толстых стальных слябов с литейной толщиной, превышающей 360 мм, и литейной шириной, превышающей 1000 мм, в установке непрерывной разливки. Кроме того, изобретение относится к установке непрерывной разливки для осуществления способа.
Литье стальных заготовок в установках непрерывной разливки, при котором литая заготовка после выхода из кристаллизатора в последующей направляющей проводке сначала изгибается и затем снова выправляется, при увеличении толщины заготовки в значительной степени усложняется. Возникающие во время процесса деформации в корочке заготовки сжимающие и растягивающие напряжения приводят к трещинообразованию в краевых частях заготовки и в области поверхности стальной заготовки. К настоящему моменту имеется мало установок непрерывной разливки, которые позволяют отливать стальные заготовки с толщиной более 360 мм и слябы с такой областью толщины.
С точки зрения техники дальнейшей обработки присутствует возрастающая потребность в слябах с толщиной от360 до 450 мм, предназначенных для дальнейшего производства толстого листа соответствующей толщины.
Предшествующий уровень техники
Установка непрерывной разливки типа «вертикальной установки или вертикально-разгибающей установки», которая имеет длинный вертикальный участок направляющей с последующими зонами изгиба и правки, известна из публикации Др. Инж. Клауса Харсте и др: “Construction of a new vertical caster at Dillinger Huettenwerke”, MPT International 4/1998, с. 112-122. Эта литейная установка, схема которой показана в публикации на фиг.8, обеспечивает возможность литья стальных заготовок с литейной шириной от 1400 до 2200 мм и литейной толщиной между 230 и 400 мм. Установка имеет очень длинный вертикальный участок проводки с охлаждающими устройствами для интенсивного охлаждения заготовки на данном участке, чтобы обеспечить последующее изгибание и правку полностью затвердевшей стальной заготовки. Известная структура установки требует большую строительную высоту установки непрерывной разливки на уровне примерно 45 м, а также к значительным затратам на строительство, в особенности на необходимую инфраструктуру и сложное обслуживание и ремонт. При литейных толщинах на уровне 400 мм достигаемая скорость литья примерно 0,3 м/мин, за счет чего производительность по заготовке падает до достаточно низких значений. Низкая скорость литья ведет также к тому, что литая стальная заготовка поступает для правки в недостаточно нагретом состоянии, а, кроме того, должна поддерживаться под интенсивным охлаждением ниже критической температуры, связанной с проблемой пластического размягчения, которая, в свою очередь, может возникать в интервале температур от 600 до 850°С.
Из документа DE 3112947 A известна криволинейная установка непрерывной разливки для литья стальной заготовки с интервалом толщины от 200 до 300 мм, посредством которой производятся слябы высокого качества. Формирование металлической заготовки в такой криволинейной установке непрерывной разливки осуществляется в криволинейном кристаллизаторе с радиусом изгиба кристаллизатора от 2,0 до 4,9 м, который соответствует радиусу кривизны направления заготовки в первой зоне последующей направляющей проводки. В последующей очень длинной зоне правки стальная заготовка распрямляется, при этом однако обязательно возникает трапециевидный профиль поперечного сечения стальной заготовки. Это искажение профиля заготовки будем тем больше, чем больше толщина заготовки и чем меньше радиус изгиба в криволинейном кристаллизаторе, при этом возникает проблема качества при последующей прокатке в толстолистовом прокатном стане.
Раскрытие изобретения
Задачей настоящего изобретения является устранение недостатков предшествующего уровня техники и создание способа изготовления толстых слябов из стали и установки непрерывной разливки для осуществления данного способа, при этом должно достигаться изготовление качественных, высокоценных стальных заготовок и слябов с литейной толщиной, превышающей 360 мм, высоким внутренним качеством, низким трещинообразованием и с в значительной степени воспроизводимым форматом.
Другая цель изобретения заключается в поддержании на низком уровне затрат на строительство и эксплуатацию при высокой производительности установки непрерывной разливки.
Поставленная задача решается в настоящем изобретении посредством способа изготовления толстых стальных слябов с литейной толщиной, превышающей 360 мм, и литейной шириной, превышающей 1000 мм, в установке непрерывной разливки, отличающимся комбинацией следующих признаков:
- литье стальной заготовки с жидкой сердцевиной в криволинейном кристаллизаторе, в котором по меньшей мере в области части его протяженности на стороне выхода рабочее пространство кристаллизатора направлено по кривой, при этом литая стальная заготовка выходит из криволинейного кристаллизатора искривленной с установленным радиусом изгиба кристаллизатора,
- отклонение литой стальной заготовки из направления литья, определяемого радиусом изгиба кристаллизатора в горизонтальное направление транспортировки, а также поддержку и направление стальной заготовки в направляющей проводке, которая распространяется от выхода стальной заготовки из криволинейного кристаллизатора до входа в устройство разделения,
- ведение стальной заготовки в дуговой направляющей направляющей проводки до радиуса кривизны направления заготовки от 9,0 до 15,0 м,
- разгибание литой стальной заготовки от радиуса кривизны направления заготовки до прямой стальной заготовки при наличии еще жидкой или частично жидкой сердцевины в зоне правки внутри направляющей проводки,
- непрерывное охлаждение литой стальной заготовки в направляющей проводке, при этом охлаждение литой стальной заготовки в направляющей проводке осуществляется регулируемым образом путем нанесения охлаждающей среды на широкие стороны литой стальной заготовки посредством охлаждающего устройства,
- поддержание температуры поверхности стальной заготовки в зоне правки направляющей проводки выше провала пластичности соответствующего типа стали,
- поддержание доли твердой стальной корочки литой стальной заготовки на уровне максимум 95% от половины толщины заготовки во время фазы разгиба в зоне правки,
- разделение стальной заготовки на слябы заранее заданной длины в устройстве разделения.
Криволинейный кристаллизатор вследствие своего искривленного формообразования и поэтому уменьшенной вертикальной длины не имеет характерных для прямого кристаллизатора хороших условий для ввода стального расплава в кристаллизатор и для равномерного образования корочки стальной заготовки. Однако, в отличие от прямого кристаллизатора, в значительной степени или полностью устраняется необходимость изгиба заготовки в зоне изгиба непосредственно после кристаллизатора или на небольшом расстоянии от него. Опасность трещинообразования в зоне кромок или поверхности заготовки за счет этого уменьшается.
Кроме того, установка с криволинейным кристаллизатором, по сравнению с установкой с прямолинейным кристаллизатором, при одинаковом радиусе кривизны направления заготовки имеет меньшую строительную высоту.
Используемый в предложенном способе криволинейный кристаллизатор может быть выполнен с прямым входным участком и искривленным выходным участком, при этом выходной участок имеет изгиб, соответствующий заданному радиусу изгиба кристаллизатора. Альтернативно, рабочее пространство криволинейного кристаллизатора может быть постоянно изогнутым с постоянным радиусом изгиба кристаллизатора. Также являются возможные различные модифицированные варианты выполнения.
Если радиус изгиба кристаллизатора у литой стальной заготовки при выходе из криволинейного кристаллизатора соответствует радиусу кривизны направления заготовки дуговой направляющей проводки, то литая заготовка поступает в дуговую направляющую проводку из кристаллизатора без приложения усилий изгиба.
Оптимальные условия производства для литой заготовки или сляба с литейной толщиной, превышающей 360 мм, в особенности литейной толщиной в интервале от 360 до 450 мм, достигаются тогда, когда литая заготовка в криволинейном кристаллизаторе изготавливается с радиусом изгиба кристаллизатора между 9,0 и 15,0 м, проводится в последующей дуговой направляющей направляющей проводки с этим радиусом без дальнейшей деформации и в последующей зоне правки внутри направляющей проводки выпрямляется от радиуса изгиба между 9,0 и 15,0 м.
Согласно альтернативному варианту реализации, радиус изгиба кристаллизатора литой стальной заготовки при выходе из криволинейного кристаллизатора больше или меньше радиуса кривизны направления заготовки в направляющей проводке, причем литую стальную заготовку в зоне изгиба внутри направляющей проводки изгибают от радиуса изгиба кристаллизатора литой стальной заготовки при выходе из криволинейного кристаллизатора до радиуса кривизны направления заготовки в направляющей проводке. Этот вариант выполнения открывает возможность, согласно которой стальную заготовку после выхода из криволинейного кристаллизатора с приданной ей изгибом, который определяется радиусом изгиба кристаллизатора на стороне выхода кристаллизатора, на определенном участке поддерживают без изменений и затем осуществляют изгибание заготовки до радиуса кривизны направления заготовки в зоне изгиба, причем этот изгиб выполняют также непосредственно после выхода стальной заготовки из криволинейного кристаллизатора. В любом случае, изгибание осуществляется в незначительной степени при достаточно низкой толщине корочки заготовки.
Изгибание литой стальной заготовки для заданного радиуса изгиба в зоне изгиба и разгибание литой заготовки в зоне правки соответствует концепции известных слябовых установок непрерывной разливки и доступно как таковое. Существенным при изгибании толстых слябов является то, что оба этапа осуществляют в моменты времени, в которые стальная заготовка имеет жидкую или частично жидкую сердцевину, или является необходимым регулировать охлаждение стальной заготовки в направляющей проводке. При увеличении толщины стальной заготовки возрастают требования в отношении по возможности равномерного охлаждения, которое должно воздействовать для установления по возможности равномерного распределения температуры по длине и толщине стальной заготовки при высоких уровнях температуры, для обеспечения равномерной эластичности стальной заготовки и уменьшения трещинообразования вследствие температурных перепадов.
Установленный и задаваемый при управлении установкой температурный профиль определяется температурой поверхности стальной заготовки на входе в зону правки направляющей проводки. При этом стальная заготовка, включая области поверхности, должна удерживаться в интервале температур, который находится выше провала пластичности, посредством чего снижается склонность к образованию поверхностных трещин.
Установка с искривленным кристаллизатором, по сравнению с установкой с прямым кристаллизатором, при одинаковом радиусе кривизны направления заготовки имеет меньшую длину от зеркала расплава до зоны правки. За счет этого, время, которое требуется заготовке для прохождения этого участка при постоянной скорости разливки, сокращается, по сравнению с установкой с прямым кристаллизатором. Вследствие меньшего времени, доступного для осуществления охлаждения, является возможным поддерживать температуру поверхности на сравнительно более высоком уровне. Это снижает склонность к образованию поверхностных трещин.
Целесообразно, если доля твердой стальной корочки литой стальной заготовки поддерживается на уровне максимум 95 % от половины толщины заготовки во время фазы разгиба в зоне правки.
Согласно предпочтительному усовершенствованию, посредством обжатия стальной заготовки по толщине с применением мягкого обжатия или динамического мягкого обжатия осуществляют перемешиванием преимущественно частично затвердевшей сердцевины вблизи области полного затвердевания заготовки для улучшения структуры сляба в области сердцевины и уменьшения строчечной сегрегации включения, а также пористости. Соответственно, осуществляют мягкое обжатие, в частности динамическое мягкое обжатие, литой стальной заготовки в области с еще жидкой сердцевиной или частично жидкой сердцевиной стальной заготовки посредством установочного устройства роликов направляющей проводки для заготовки.
Согласно предпочтительному усовершенствованию, литую стальную заготовку в зоне изгиба внутри направляющей проводки изгибают до радиуса (R) изгиба между 9,0 и 15,0 м, поддерживают с указанным радиусом в последующей дуговой направляющей направляющей проводки без дальнейшей деформации и в последующей зоне правки внутри направляющей проводки разгибают от радиуса изгиба между 9,0 и 15,0 м в прямолинейное направление. В особенности при литейной толщине между 360 и 450 мм такой радиус дуги изгиба при одновременном, по возможности точно регулируемом охлаждении в данной области направляющей проводки обеспечивает лучшее качество поверхности и предотвращение трещинообразования у литой заготовки.
Согласно предпочтительному усовершенствованию, при охлаждении литой стальной заготовки точку падения струй охлаждающей среды на стальную заготовку регулируют на основании непрерывного определения температурного профиля вдоль участка транспортировки стальной заготовки и в направлении нормали к нему.
Целесообразно, если количество охлаждающей среды, подаваемой на стальную заготовку в направляющей проводке до входа в зону правки регулируют в зависимости от заранее заданного температурного профиля стальной заготовки вдоль участка транспортировки стальной заготовки и в направлении нормали к нему. За счет этого обеспечивается дальнейшее повышение точности распределения температуры по поверхности стальной заготовки. Заданный температурный профиль учитывает характеристики пластичности разливаемого типа стали.
Дальнейшая стабилизация условий охлаждения достигается в том случае, если регулируемое охлаждение литой стальной заготовки в частично горячем состоянии или после этапа сушки осуществляют путем применения охлаждаемых по периферии роликов направляющей проводки для заготовки. В этом случае имеется необходимость учета охлаждения роликов направляющей проводки для заготовки в качестве существенного элемента при определении интенсивности подачи охлаждающей среды, или же интенсивность подачи охлаждающей среды в отдельных областях определяется в зависимости от потребности роликов направляющей проводки и соответственно уменьшается. В таком случае температура поверхности стальной заготовки по меньшей мере в области разгиба стальной заготовки поддерживается на высоком уровне. Охлаждение роликов направляющей проводки для заготовки осуществляется при этом практически исключительно за счет внутреннего охлаждения роликов, при этом охлаждающая среда подается через охлаждающие каналы в области оболочки ролика по возможности близко к поверхности оболочки.
Для оптимизации скорости осаждения неметаллических элементов, например частиц литейного порошка, в области кристаллизатора и в близкой области за ним, является предпочтительным, если посредством электромагнитного устройства оказывают влияние на потоковое перемещение стального расплава в жидкой сердцевине стальной заготовки в кристаллизаторе или в последующей области вертикальной направляющей стальной заготовки. Помимо усиленного всплывания неметаллических загрязняющих веществ к поверхности ванны в кристаллизаторе, также обеспечивается целенаправленное перемешивание стального расплава для уменьшения тенденций к сегрегации.
Предпочтительно, если описанный способ применяют для изготовления стальной заготовки, у которой литейная толщина лежит от 360 мм до 450 мм.
Указанная выше задача также решается в установке непрерывной разливки для изготовления толстых стальных слябов с литейной толщиной, превышающей 360 мм, предпочтительно с литейной толщиной от 360 мм до 450 мм, и литейной шириной, превышающей 1000 мм, в установке непрерывной разливки, отличающаяся комбинацией следующих признаков:
- криволинейный кристаллизатор, в котором по меньшей мере в области части его протяженности на стороне выхода рабочее пространство кристаллизатора направлено по кривой с установленным радиусом изгиба кристаллизатора, предназначенный для изготовления стальной заготовки с жидкой сердцевиной,
- направляющая проводка для поддержания и направления литой металлической заготовки из направления литья, определяемого радиусом изгиба кристаллизатора в горизонтальное направление транспортировки, при этом направляющая проводка распространяется от выхода стальной заготовки из криволинейного кристаллизатора до входа в устройство разделения,
- дуговая направляющая внутри направляющей проводки для ведения стальной заготовки до радиуса кривизны направления заготовки от 9,0 до 15,0 м,
- зона правки внутри направляющей проводки для разгибания литой стальной заготовки от радиуса кривизны направления заготовки до прямой стальной заготовки при наличии еще жидкой или частично жидкой сердцевины,
- охлаждающее устройство внутри направляющей проводки для непрерывного охлаждения литой стальной заготовки, соединенное с центральным вычислительным блоком и управляемое им, с учетом математической модели для непрерывного определения температурного профиля вдоль участка транспортировки стальной заготовки в направлении нормали к нему,
- устройство разделения для разделения стальной заготовки на слябы заранее заданной длины.
Существенным у установки непрерывной разливки такого типа является комбинация криволинейного кристаллизатора с последующей направляющей проводкой, с дуговой направляющей и с зоной правки, которая в соединении с охлаждающим устройством обеспечивает формирование, транспортировку и правку литой стальной заготовки с жидкой сердцевиной и с высокими требованиями по качеству в отношении литой стальной заготовки или сляба в указанной области толщины.
Изгибающие нагрузки на корочку заготовки, выходящей из криволинейного кристаллизатора, уменьшаются, если установленный радиус изгиба кристаллизатора соответствует радиусу кривизны направления заготовки в дуговой направляющей внутри направляющей проводки.
Оптимизация металлургических требований, затрат на строительство и на эксплуатацию установки непрерывной разливки для изготовления литой стальной заготовки или сляба с литейной толщиной, превышающей 360 мм, в особенности литейной толщиной в интервале 360 до 450 мм, достигаются, если радиус кривизны направления заготовки в дуговой направляющей внутри направляющей проводки составляет от 9,0 до 15,0 м. Соответственно, выбранный радиус изгиба кристаллизатора соответствует выбранному в данном области радиусу кривизны направления заготовки.
Согласно предпочтительному варианту выполнения кристаллизатора радиус изгиба кристаллизатора при выходе больше или меньше радиуса кривизны направления заготовки в направляющей проводке. За криволинейным кристаллизатором расположена зона изгиба внутри направляющей проводки для изгиба литой стальной заготовки до заданного радиуса кривизны направления заготовки при еще жидкой сердцевине.
Оптимизация металлургических требований, также затрат на строительство и эксплуатацию установки непрерывной разливки достигается в варианте выполнения, в котором радиус изгиба кристаллизатора на выходе кристаллизатора составляет 8,0 до 20,0 м с учетом согласования установленного значения с радиусом кривизны направления заготовки, причем радиус кривизны направления заготовки в дуговой направляющей внутри направляющей проводки составляет 9,0 до 15,0 м.
В обоих случаях высота установки непрерывной разливки остается небольшой и стандартные требования по качеству, выдвигаемые к литой заготовке, например с толщиной 200-250 мм, обеспечиваются в полной мере.
Охлаждающее устройство в направляющей проводке выполнено с множеством независимо регулируемых зон охлаждения по литейной ширине и/или выполнено с распылительными соплами с изменяемой высотой и регулируемыми установочными устройствами. За счет этого достигается целенаправленное воздействие на темперутуру кромки заготовки за счет зависящего от ширины регулирования охлаждающей воды и/или изменения расстояния распылительных сопел от поверхности стальной заготовки, и за счет этого изменения бокового расстояния струи охлаждающей среды от кромки стальной заготовки.
Одно или несколько электромагнитных устройств, например катушек для перемешивания, предусмотрены в кристаллизаторе или в криволинейной направляющей проводке для воздействия на потоковые перемещения стального расплава в жидкой сердцевине стальной заготовки.
Целесообразно, если в направляющей проводке для поддержки и направления стальной заготовки расположены охлаждаемые по периферии ролики направляющей проводки для заготовки. За счет применения этих охлаждаемых по периферии роликов обеспечивается существенное разделение потребности в охлаждении литой металлической заготовки и роликов направляющей проводки, которые находятся в непосредственном линейном контакте с горячей стальной заготовкой и подвергаются воздействию отходящей от нее теплоты.
Краткое описание чертежей
Дальнейшие преимущества и признаки настоящего изобретения следуют из последующего описаний не ограничивающих примеров осуществления, при этом ссылка делается на следующие фигуры:
Фиг.1 - продольный разрез установки непрерывной разливки по настоящему изобретению в первом варианте выполнения,
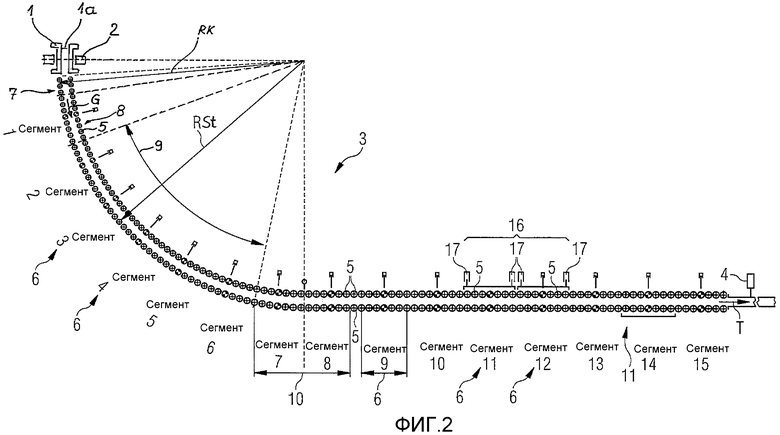
Фиг.2 - продольный разрез установки непрерывной разливки по настоящему изобретению во втором варианте выполнения,
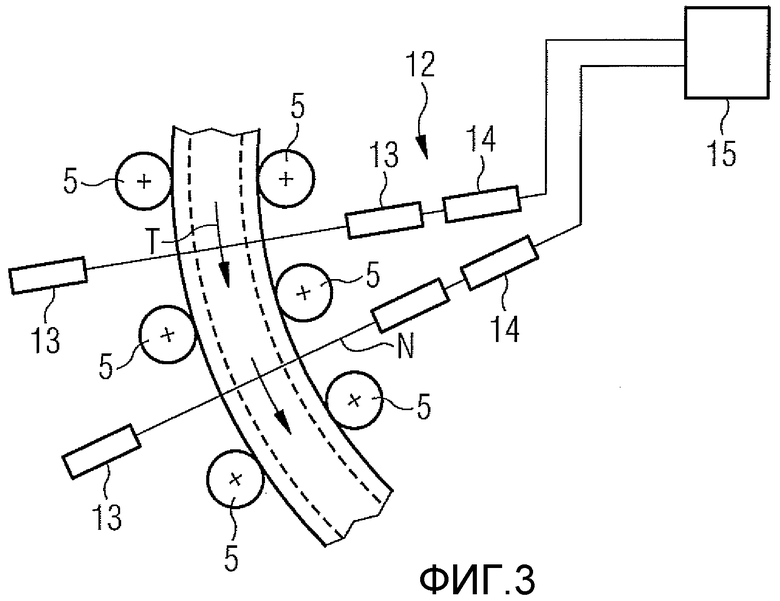
Фиг. 3 - расположение распылительных сопел охлаждающего устройства в направляющей проводке,
Фиг.4 - другой вариант выполнения охлаждающего устройства с независимо регулируемым охлаждающими зонами.
Осуществление изобретения
На фиг.1 в схематическом продольном разрезе показана конструкции установки непрерывной разливки для изготовления слябов из жидкой стали с литейной толщиной 400 мм.
Установка непрерывной разливки включает в себя криволинейный кристаллизатор 1 с криволинейно проходящим рабочим пространством 1а. Кристаллизатор выполнен как качающийся переставляемый кристаллизатор с внутренним охлаждением, имеющий широкие и узкие стороны и обеспечивающий литье стальных заготовок с различной шириной и при необходимости также с различной толщиной. Кристаллизатор 1 снабжен электромагнитным устройством 2, как катушка для перемешивания или электромагнитный тормоз, для воздействия на потоковое перемещение стального расплава в жидкой сердцевине литой стальной заготовки.
К кристаллизатору 1 примыкает направляющая проводка 3, которая распространяется до устройства 4 разделения выполненного как устройство огневой резки для разделения стальной заготовки на слябы. В направляющей проводке литая стальная заготовка поддерживается на своих широких сторонах узким корсетом из приводных и неприводных роликов 5 направляющей проводки и ведется с отклонением из направления G литья, определяемого радиусом RK изгиба кристаллизатора в горизонтальное направление T транспортировки. Группы расположенных с двух сторона от стальной заготовки роликов 5 направляющей проводки объединены в сегменты 6 направляющей проводки.
Направляющая проводка 3 содержит ряд следующих друг за другом участком с определенными функциями, выполнение которых в целом известно. Стальная заготовка, выходящая из кристаллизатора 1, транспортируется в дуговой направляющей 9 без приложения изгибающих нагрузок вдоль дуги с радиусом RSt кривизны направления заготовки и при сохранении данного радиуса. Радиус RSt кривизны направления заготовки соответствует при этом радиусу RK изгиба кристаллизатора, за счет чего обеспечивается транспортировка без изгибающих нагрузок. На первом участке направляющей проводки 3, непосредственно примыкающем к криволинейному кристаллизатору 2, осуществляется дополнительное поддержание стальной заготовки роликами 5 направляющей проводки на узких сторонах стальной заготовки. В зоне 10 правки, следующей за дуговой направляющей 9, происходит разгибание и выпрямление стальной заготовки. Затем стальную заготовку направляют в горизонтальной направляющей 11 к устройству 4 разделения.
Эта структурная конструкция может быть дополнена различными и не изображенными, а также не описанными дополнительными устройствами между и внутри описанных участков направляющей проводки, без выхода за объем притязаний пунктов формулы.
Другое возможное выполнение установки непрерывной разливки по изобретению показано на фиг.2 В этом случае направляющая проводка 3 также содержит ряд следующих друг за другом участков с различными функциями. В дуговом направляющем устройстве 7 выходящая из криволинейного кристаллизатора 1 стальная заготовка проводится и поддерживается без приложения изгибающих усилий изгибающими устройствами в соответствии с радиусом RK изгиба кристаллизатора. В первой области направляющего устройства 7 также дополнительно осуществляется поддержание стальной заготовки на узких сторонах роликами 5 направляющей проводки. В последующей зоне 8 изгиба осуществляется прогрессивный изгиб стальной заготовки от радиуса RK изгиба кристаллизатора до радиуса RSt кривизны направления заготовки в последующей дуговой направляющей 9. В дуговой направляющей 9 стальную заготовку транспортируют с сохранением радиуса кривизны направления заготовки. Дальнейшая транспортировка стальной заготовки осуществляется как в первом варианте выполнения по фиг.1.
В направляющей проводке 3 стальную заготовку, имеющую жидкую сердцевину, показанную штриховой линией, подвергают регулируемому охлаждению. Охлаждающее устройство 12 включает в себя, как показано на фиг. 3 и 4, распылительные сопла 13, позиционируемые между 3 роликами 5 направляющей проводки, при этом сопла 13 выполнены с возможности независимой регулировки в плоскости N нормальной к направлению транспортировки Т, по меньшей мере в части области. В каждой зоне Z охлаждения по литейной толщине B предусмотрены, как показано на фиг.3 - переставляемые по высоте распылительные сопла 13 с приданными им установочными устройствами 14, или, как показано на фиг.4 - распылительные сопла 13 с управляющими клапанами 18 для регулировки количества воды. Установочные устройства 14 или управляющие клапаны 18 управляются вычислительным блоком 15.
Одному или нескольким сегментам 6 направляющей проводки, которые расположены между зоной 10 правки и устройством 4 разделения, приданы специальные установочные устройства 17 для роликов 5 направляющей проводки для заготовки. Эти сегменты образуют зону 16 мягкого обжатия. Ролики направляющей проводки в этих сегментах могут устанавливаться конически относительно стальной заготовки и обеспечивают таким образом незначительное обжатие по толщине металлической заготовки и улучшение металлургических свойств в зоне сердцевины стальной заготовки.
Список обозначений
1 криволинейный кристаллизатор
1а рабочее пространство кристаллизатора
2 электромагнитное устройство
3 направляющая проводка
4 устройство разделения
5 направляющие ролики для заготовки
6 сегмент направляющей проводки
7 поддерживающее устройство для заготовки
8 зона изгиба
9 дуговая направляющая
10 зона правки
11 горизонтальное направление заготовки
12 охлаждающее устройство
13 распылительные сопла
14 установочное устройство для распылительных сопел
15 вычислительный блок
16 зона мягкого обжатия
17 установочные устройства для роликов направляющей проводки
18 управляющий клапан
RK радиус изгиба кристаллизатора
RSt радиуса кривизны направления заготовки
G направление разливки
T направление транспортировки
Z зона охлаждения
B литейная ширина

Изобретение относится к изготовлению толстых стальных слябов с литейной толщиной, превышающей 360 мм, и литейной шириной, превышающей 1000 мм, в установке непрерывной разливки. Литая стальная заготовка с жидкой сердцевиной после выхода из криволинейного кристаллизатора (1) имеет радиус (RK) изгиба кристаллизатора. Заготовка отклоняется в горизонтальное направление транспортировки в направляющей проводке (3) до входа в устройство разделения (4). Ведение стальной заготовки в дуговой направляющей (9) направляющей проводки (3) осуществляют до радиуса (RSt) кривизны от 9,0 до 15,0 м. Разгибание литой стальной заготовки от радиуса (RSt) до прямой стальной заготовки осуществляют при наличии жидкой или частично жидкой сердцевины в зоне (10) правки. Обеспечивается повышение качества, снижение трещинообразования и искажения профиля заготовки. 2 н. и 19 з.п. ф-лы, 4 ил.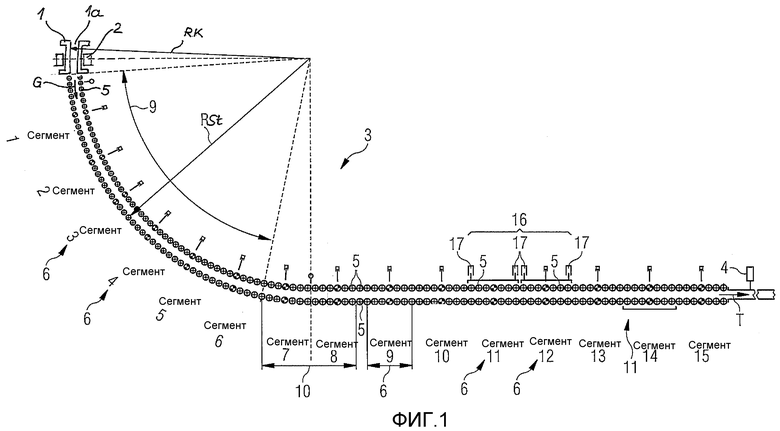
1. Способ изготовления толстых стальных слябов с литейной толщиной, превышающей 360 мм, и литейной шириной, превышающей 1000 мм, в установке непрерывной разливки, включающий
литье стальной заготовки с жидкой сердцевиной в криволинейном кристаллизаторе (1), в котором, по меньшей мере, в области части его протяженности на стороне выхода рабочее пространство кристаллизатора (1а) направлено по кривой, при этом литая стальная заготовка выходит из криволинейного кристаллизатора искривленной с установленным радиусом (RK) изгиба кристаллизатора,
отклонение литой стальной заготовки из направления литья, определяемого радиусом (RK) изгиба кристаллизатора в горизонтальное направление транспортировки, а также поддержку и направление стальной заготовки в направляющей проводке (3), которая распространяется от выхода стальной заготовки из криволинейного кристаллизатора до входа в устройство разделения (4),
ведение стальной заготовки в дуговой направляющей (9) направляющей проводки (3) до радиуса (RSt) кривизны направления заготовки от 9,0 до 15,0 м,
разгибание литой стальной заготовки от радиуса (RSt) кривизны направления заготовки до прямой стальной заготовки при наличии еще жидкой или частично жидкой сердцевины в зоне (10) правки внутри направляющей проводки (3),
непрерывное охлаждение литой стальной заготовки в направляющей проводке (3), при этом охлаждение литой стальной заготовки в направляющей проводке (3) осуществляют регулируемым образом путем нанесения охлаждающей среды на широкие стороны литой стальной заготовки посредством охлаждающего устройства (12),
поддержание температуры поверхности стальной заготовки в зоне (10) правки направляющей проводки (3) выше провала пластичности соответствующего типа стали,
поддержание доли твердой стальной корочки литой стальной заготовки на уровне максимум 95% от половины толщины заготовки во время фазы разгиба в зоне (10) правки,
разделение стальной заготовки на слябы заранее заданной длины в устройстве (4) разделения.
2. Способ по п.1, отличающийся тем, что литую стальную заготовку передают из криволинейного кристаллизатора в направляющую проводку без изгибающих усилий, при этом радиус (RK) изгиба кристаллизатора литой стальной заготовки при выходе из криволинейного кристаллизатора соответствует радиусу (RSt) кривизны направления заготовки в направляющей проводке (3).
3. Способ по п.2, отличающийся тем, что литую стальную заготовку получают в криволинейном кристаллизаторе с радиусом (RK) изгиба кристаллизатора в диапазоне между 9,0 и 15,0 м, причем в последующей дуговой направляющей (9) направляющей проводки (3) осуществляют поддержание радиуса изгиба без дальнейшей деформации, а в последующей зоне (10) правки внутри направляющей проводки (3) осуществляют распрямление от радиуса (R) изгиба между 9,0 до 15,0 м в прямолинейное направление.
4. Способ по п.1, отличающийся тем, что радиус (RK) изгиба кристаллизатора литой стальной заготовки при выходе из криволинейного кристаллизатора больше или меньше радиуса (RSt) кривизны направления заготовки в направляющей проводке (3), причем литую стальную заготовку в зоне (8) изгиба внутри направляющей проводки (3) изгибают от радиуса (RK) изгиба кристаллизатора литой стальной заготовки при выходе из криволинейного кристаллизатора до радиуса (RSt) кривизны направления заготовки в направляющей проводке (3).
5. Способ по п.4, отличающийся тем, что литую стальную заготовку в зоне (8) изгиба внутри направляющей проводки (3) изгибают до радиуса (R) изгиба между 9,0 и 15,0 м, поддерживают с указанным радиусом в последующей дуговой направляющей (9) направляющей проводки (3) без дальнейшей деформации и в последующей зоне (10) правки внутри направляющей проводки (3) разгибают от радиуса (R) изгиба между 9,0 и 15,0 м в прямолинейное направление.
6. Способ по п.1, отличающийся тем, что при охлаждении литой стальной заготовки точку падения струй охлаждающей среды на стальную заготовку регулируют на основании непрерывного определения температурного профиля вдоль участка транспортировки стальной заготовки и в направлении нормали к нему.
7. Способ по п.1, отличающийся тем, что количество охлаждающей среды, подаваемой на стальную заготовку в направляющей проводке (3) до выхода из зоны (10) правки, регулируют в зависимости от заранее заданного температурного профиля с учетом характеристик пластичности соответствующего типа стали вдоль участка транспортировки стальной заготовки и в направлении нормали к нему.
8. Способ по п.1, отличающийся тем, что регулируемое охлаждение литой стальной заготовки в частично горячем состоянии или после этапа сушки осуществляют путем применения охлаждаемых по периферии роликов (5) направляющей проводки для заготовки.
9. Способ по п.1, отличающийся тем, что осуществляют мягкое обжатие, в частности динамическое мягкое обжатие, литой стальной заготовки в области с еще жидкой сердцевиной или частично жидкой сердцевиной стальной заготовки посредством установочного устройства (17) роликов направляющей проводки для заготовки.
10. Способ по п.1, отличающийся тем, что посредством электромагнитного устройства (2) оказывают влияние на потоковое перемещение стального расплава в жидкой сердцевине стальной заготовки в кристаллизаторе (1) или в последующей области вертикальной направляющей стальной заготовки.
11. Способ по п.1, отличающийся тем, что стальную заготовку отливают с литейной толщиной от 360 до 450 мм.
12. Способ по п.1, отличающийся тем, что стальную заготовку отливают со скоростью разливки между 0,5 и 1,0 м/мин.
13. Установка непрерывной разливки для изготовления толстых стальных слябов с литейной толщиной, превышающей 360 мм, и литейной шириной, превышающей 1000 мм, содержащая
криволинейный кристаллизатор (1), в котором по меньшей мере в области части его протяженности на стороне выхода рабочее пространство кристаллизатора (1а) направлено по кривой с установленным радиусом (RK) изгиба кристаллизатора, предназначенный для изготовления стальной заготовки с жидкой сердцевиной,
направляющую проводку (3) для поддержания и направления литой металлической заготовки из направления литья, определяемого радиусом (RK) изгиба кристаллизатора в горизонтальное направление транспортировки, при этом направляющая проводка (3) распространяется от выхода стальной заготовки из криволинейного кристаллизатора до входа в устройство разделения (4),
дуговую направляющую (9) внутри направляющей проводки (3) для ведения стальной заготовки до радиуса (RSt) кривизны направления заготовки от 9,0 до 15,0 м,
зону (10) правки внутри направляющей проводки (3) для разгибания литой стальной заготовки от радиуса (RSt) кривизны направления заготовки до прямой стальной заготовки при наличии еще жидкой или частично жидкой сердцевины в зоне (10) правки,
охлаждающее устройство (12) внутри направляющей проводки (3) для непрерывного охлаждения литой стальной заготовки, соединенное с центральным вычислительным блоком (15) и управляемое им, с учетом математической модели для непрерывного определения температурного профиля вдоль участка транспортировки стальной заготовки в направлении нормали к нему,
устройство (4) разделения для разделения стальной заготовки на слябы заранее заданной длины.
14. Установка по п.13, отличающаяся тем, что радиус (RK) изгиба кристаллизатора литой стальной заготовки при выходе из криволинейного кристаллизатора соответствует радиусу (RSt) кривизны направления заготовки в направляющей проводке.
15. Установка по п.13, отличающаяся тем, что радиус (RK) изгиба кристаллизатора при выходе больше или меньше радиуса (RSt) кривизны направления заготовки в направляющей проводке (3), причем за криволинейным кристаллизатором расположена зона (8) изгиба внутри направляющей проводки (3) для изгиба литой стальной заготовки до радиуса (RSt) кривизны направления заготовки при еще жидкой сердцевине.
16. Установка по п.15, отличающаяся тем, что радиус (RK) изгиба кристаллизатора на выходе кристаллизатора составляет 8,0 до 20,0 м с учетом согласования установленного значения с радиусом (RSt) кривизны направления заготовки, причем радиус (RSt) кривизны направления заготовки в дуговой направляющей внутри направляющей проводки (3) составляет 9,0 до 15,0 м.
17. Установка по п.13, отличающаяся тем, что охлаждающее устройство (12) в направляющей проводке выполнено с множеством независимо регулируемых зон (Z) охлаждения по литейной ширине (В).
18. Установка по п.13, отличающаяся тем, что охлаждающее устройство (12) в направляющей проводке (3) выполнено с распылительными соплами (13) с изменяемой высотой и регулируемыми установочными устройствами (14).
19. Установка по п.13, отличающаяся тем, что она снабжена электромагнитным устройством (2) для воздействия на потоковые перемещения стального расплава в жидкой сердцевине стальной заготовки, расположеным в кристаллизаторе (1) или в поддерживающем устройстве (7) для заготовки в области вертикальной направляющей стальной заготовки.
20. Установка по п.13, отличающаяся тем, что в направляющей проводке (3) для поддержки и направления стальной заготовки расположены охлаждаемые по периферии ролики (5) направляющей проводки для заготовки.
21. Установка по любому из пп.13-20, отличающаяся тем, что она снабжена по меньшей мере одним сегментом (6) направляющей проводки, имеющим регулируемое установочное устройство (17) для роликов направляющей проводки для заготовки и предназначенным для проведения мягкого обжатия, в частности динамического мягкого обжатия, стальной заготовки между зоной (10) правки и устройством (4) разделения в области еще жидкой или частично жидкой сердцевины стальной заготовки.
| DE 3112947 A1, 18.02.1982 | |||
| Способ непрерывной разливки металла | 1977 |
|
SU707681A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| Способ охлаждения слитка на криволинейной машине непрерывного литья заготовки | 1985 |
|
SU1242295A1 |
| US 4155399 А, 22.05.1979. | |||

