00 Од
4;
со со
1
Изобретение относится к черной металлургии, а именно к непрерывному литью металлов.
Целью изобретения является улучшение качества литого металла за счет повышения его однородности.
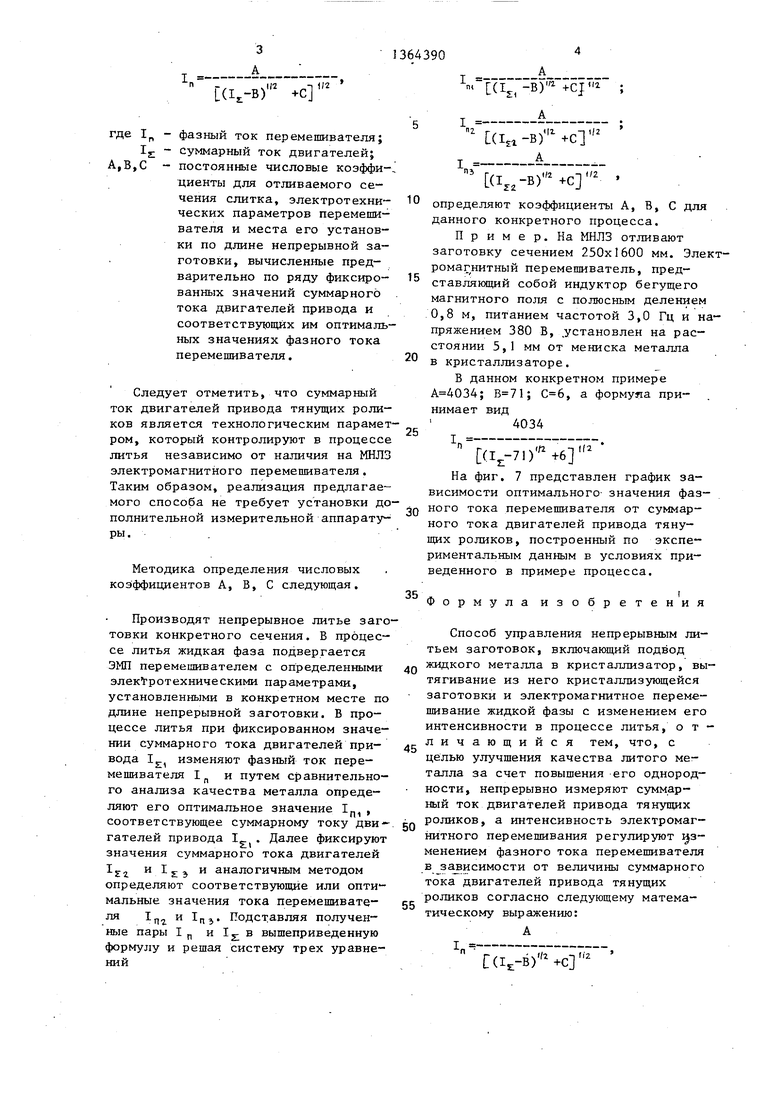
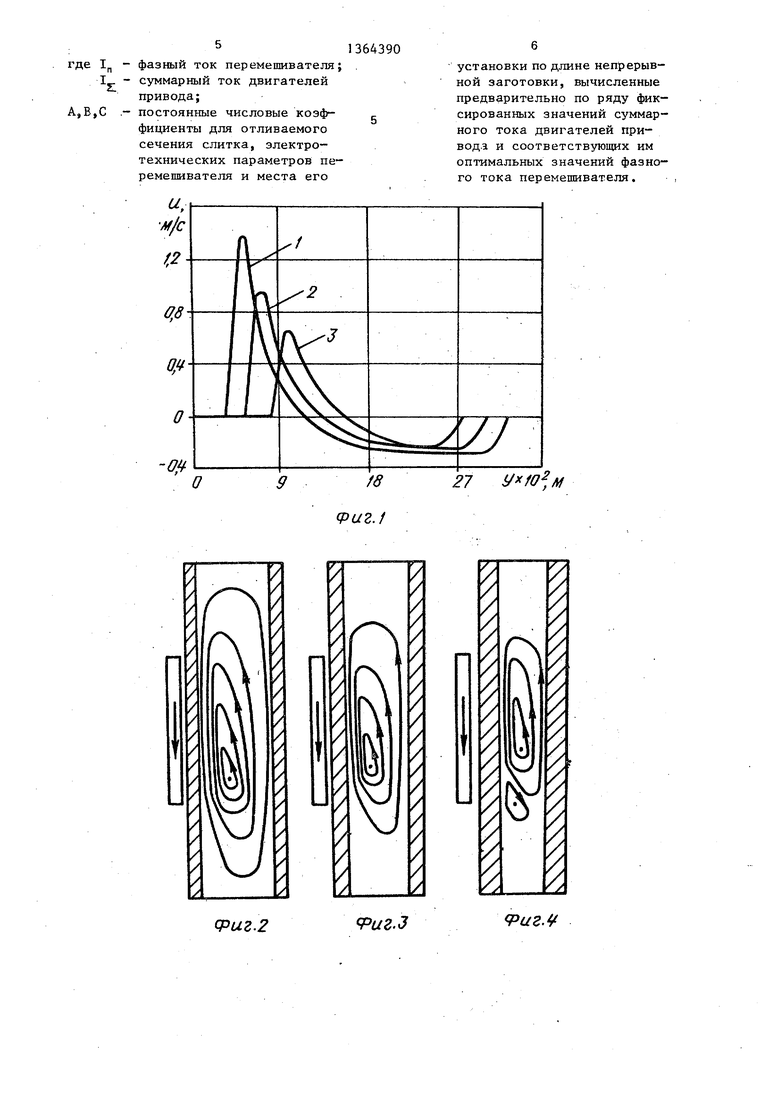
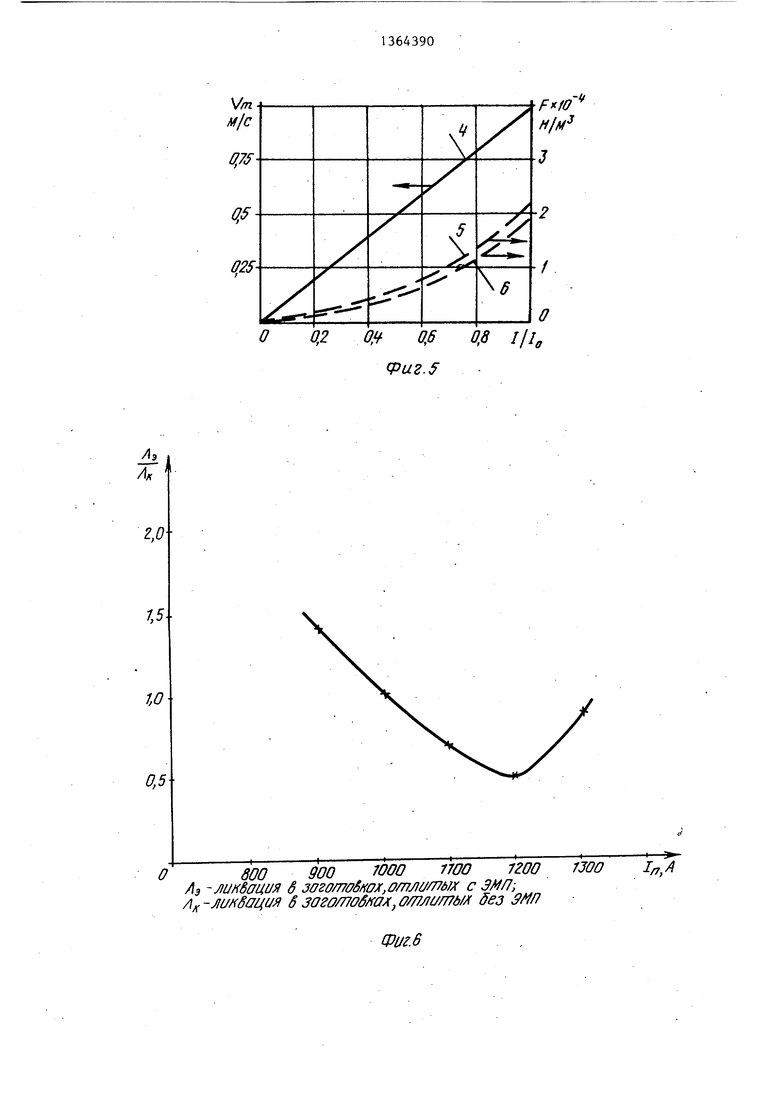
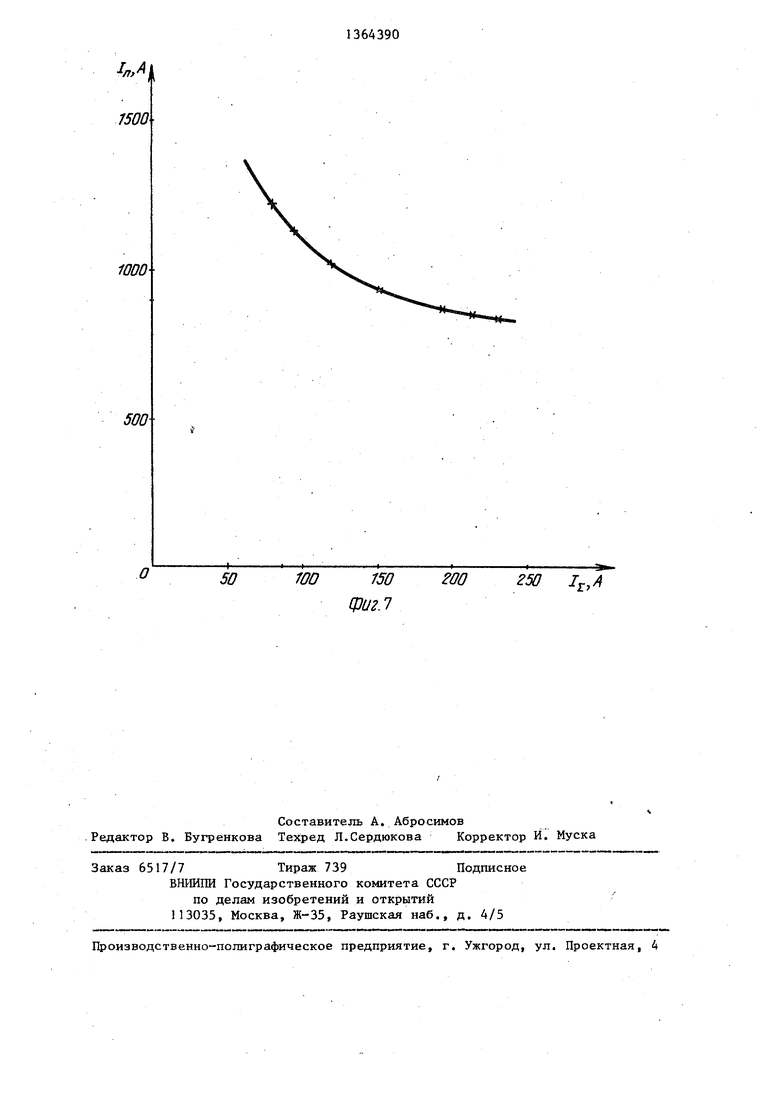
На фиг. 1 - 4 представлены графики распределения скорости потоков расплава при различной толлдане корки в зоне электро-магнитного перемеши- вателя (ЭМП); на фиг. 5 - зависимост скорости потоков от фазного тока пе- ремешивателя; на фиг. 6 - зависимост качества заготовок, отлитых при различных значениях фазного тока пере- мешивателя; на фиг. 7 - график зависимости оптимального значения фазного тока перемепшвателя от суммарного тока двигателей.
На фиг. 1 позицией 1 представлена кривая при толщине твердой фазы 0,03 м; под позицией 2 - кривая при 6 0,05 м; под позицией 3 13
43902
в зависимости от скорости литья заготовки, температуры металла в стале- разливочном ковше и режима охлаждения заготовки. В связи с этим возникает необходимость в изменении в процессе литья фазного тока перемепшвателя с целью поддержания оптимальной скорости потоков расплава.
)0 Основная сложность этой задачи связана с методом непрерывного контроля теплофизического состояния заготовки в зоне ЭМП, который должен быть простым и точным. Известные методы,
15 основанные на расчете толщины корки и физических свойств; расплава через измеренную температуру металла :и скорость вытягивания, не отвечают этим требованиям. Эти методы требуют
20 установки дополнительной аппаратуры в бункере вторичного охлаждения (в условиях высоких температуры и влажности) и имеют очень приближенный характер. Кроме того, процесс из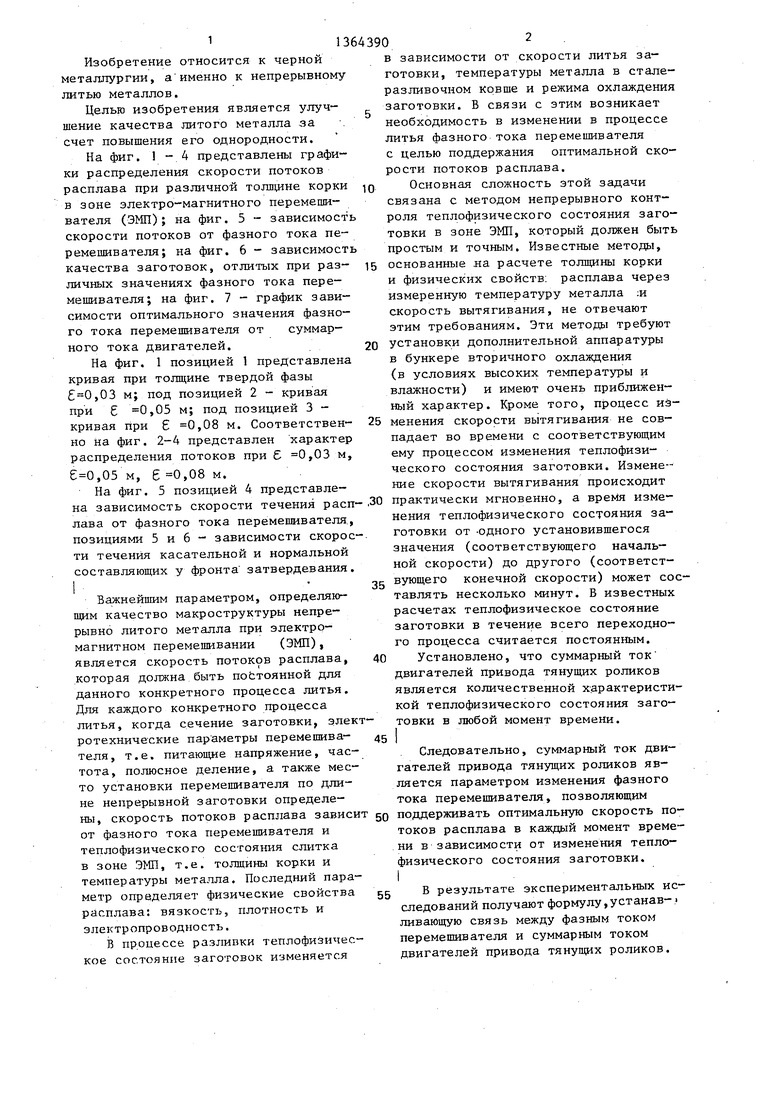
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1986 |
|
SU1452650A1 |
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2133651C1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| Способ непрерывной разливки металлов | 1986 |
|
SU1346330A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
Изобретение относится к области, металлургии, точнее к непрерывному литью металлов. Цель - улучшение качества литого металла за счет повы- . шения его однородности. Способ включает подвод металла в кристаллизатор, вытягивание из него заготовки, вторичное охлаждение, непрерывное измерение суммарного тока двигателей тянущих роликов и электромагнитное перемешивание жидкой фазы в процессе литья с регулированием его интенсивности. При этом регулирование интенсивности электромагнитного перемешивания осуществляют изменением фазового тока перемешивателя в зависимости от изменения величины суммарного тока двигателей тянущих роликов. .7 ил. (Л
кривая при 0,08 м. Соответствен- 25 менения скорости вытягивания не сов- но на фиг. 2-4 представлен характер распределения потоков при 0,03 м, 0,05 м, 6 0,08 м.
На фиг. 5 позицией 4 представлена зависимость скорости течения расп- .30 практически мгновенно, а время изме- лава от фазного тока перемешивателя, нения теплофизического состояния заготовки от -одного установившегося значения (соответствующего началь-
падает во времени с соответствующим ему процессом изменения теплофизического состояния заготовки. Изменение скорости вытягивания происходит
позициями 5 и 6 - зависимости скорости течения касательной и нормальной составляющих у фронта затвердевания.
ной скорости) до другого (соответст- 2g вующего конечной скорости) может сос тавлять несколько минут. В известных расчетах теплофизическое состояние заготовки в течение всего переходного процесса считается постоянным. Установлено, что суммарный ток двигателей привода тянущих роликов является количественной характеристикой теплофизического состояния заготовки в любой момент времени.
Важнейшим параметром, определяющим качество макроструктуры непрерывно литого металла при электромагнитном перемешивании (ЭМП), является скорость потоков расплава, которая должна быть поЬтоянной для данного конкретного процесса литья. Для каждого конкретного процесса литья, когда сечение заготовки, элекротехнические параметры перемешива- теля, т.е. питающие напряжение, частота, полюсное деление, а также место установки перемешивателя по длине непрерывной заготовки определе-
ны, скорость потоков расплава зависит gg поддерживать оптимальную скорость поот фазного тока перемешивателя и теплофизического состояния слитка в зоне ЭМП, т.е. толщины корки и температуры металла. Последний параметр определяет физические свойства расплава: вязкость, плотность и электропроводность.
В процессе разливки теплофизическое состояние заготовок изменяется
менения скорости вытягивания не сов-
практически мгновенно, а время изме- нения теплофизического состояния заготовки от -одного установившегося значения (соответствующего началь-
падает во времени с соответствующим ему процессом изменения теплофизического состояния заготовки. Изменение скорости вытягивания происходит
ной скорости) до другого (соответст- вующего конечной скорости) может составлять несколько минут. В известных асчетах теплофизическое состояние заготовки в течение всего переходного процесса считается постоянным. Установлено, что суммарный ток двигателей привода тянущих роликов является количественной характеристикой теплофизического состояния заготовки в любой момент времени.
Следовательно, суммарный ток двигателей привода тянущих роликов является параметром изменения фазного тока перемешивателя, позволяющим
токов расплава в каждый момент времени в зависимости от изменения тепло- физического состояния заготовки. I.
gg В результате экспериментальных исследований получают формулу,устанав-1 ливающую связь между фазным током перемешивателя и суммарным током двигателей привода тянуш 1х роликов.
L(i,-B)
1/2
где 1 - фазный ток перемешивателя; Ij: суммарный ток двигателей;
А,В,С - постоянные числовые коэффициенты для отливаемого сечения слитка, электротехнических параметров перемеши- вателя и места его установки по длине непрерывной заготовки, вычисленные предварительно по ряду фиксированных значений суммарного тока двигателей привода и соответствутрщйх им оптимальных значениях фазного тока перемешивателя.
Следует отметить, что суммарный ток двигателей привода тянущих роликов является технологическим параметром, который контролируют в процессе литья независимо от наличия на МНЛЗ электромагнитного перемешивателя. Таким образом, реализация предлагаемого способа не требует установки дополнительной измерительной аппарату ры. .
Методика определения числовых коэффициентов А, В, С следующая.
Производят непрерывное литье заготовки конкретного сечения. В процессе литья жидкая фаза подвергается ЭМП перемешивателем с определенными электротехническими параметрами, установленными в конкретном месте по длине непрерывной заготовки. В процессе литья при фиксированном значении суммарного тока двигателей привода 1 изменяют фазный ток пере- мешивателя I и путем сравнительного анализа качества металла определяют его оптимальное значение 1 , соответствующее суммарному току дви-гателей привода I . Далее фиксируют значения суммарного тока двигателей гг - Е: 3 аналогичным методом определяют соответствующие или оптимальные значения тока перемешивателя If, и 1пз. Подставляя полученные пары IP и Ij- в вышеприведенную формулу и решая систему трех уравнений
0
5
0
5
0
(I -В).С
JZ
определяют коэффициенты А, В, С для данного конкретного процесса.
П р и м е р. На МНЛЗ отливают заготовку сечением 250x1600 мм. Элект- ромаг нитный перемешиватель, пред- ставлякжций собой индуктор бегущего магнитного поля с полюсным делением 0,8 м, питанием частотой 3,0 Гц и напряжением 380 В, .установлен на расстоянии 5,1 мм от мениска металла в кристаллизаторе.
В данном конкретном примере А 4034; , а формуяа принимает вид
4034
(
На фиг. 7 представлен график зависимости оптимального- значения фазного тока перемешивателя от суммарного тока двигателей привода тяну- роликов, построенный по экспериментальным данным в условиях приведенного в примере процесса.
35
Формула изобретения
Способ управления непрерывным литьем заготовок, включающий подвод жидкого металла в кристаллизатор, вытягивание из него кристаллизующейся заготовки и электромагнитное перемешивание жидкой фазы с изменением его интенсивности в процессе литья, отличающийся тем, что, с целью улучшения качества литого металла за счет повышения его однородности, непрерывно измеряют суммарный ток двигателей привода тянущих
роликов, а интенсивность электромаг-
нитного перемешивания регулируют цз-
менением фазного тока перемешивателя в зависимости от величины суммарного тока двигателей привода тянущих
роликов согласно следующему матема
тическому выражению:
А
Та;-в)
о
/8 fpuz.f
Риг.2
27
иг.з
.
V/7Z
м1с 07S
0.5
025о 0,2 0, 0,6 0,8 I/I, U2.5
о800 900 1000 то 7гоо
АЭ ми/ 6ация 6 зпгошо6/{ох,о/77М ш с ЗМП;
Лк-ЛUf S Ц(J б 3OZO/nod/faJ(jO/n/}lf/77b/A без &МЛ
Р ЧО HlM
-«
1
/
У
о
7JOO
//7/
Фцг.6
о
50
WO750200250 1,А
Фи2.1
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
