Область техники
Изобретение относится к способу и устройству для удаления соединений азота из жидких потоков. Более конкретно, настоящее изобретение относится к применению метода селективной адсорбции для удаления нитрилов из углеводородных потоков с целью защиты катализатора конверсии ароматических соединений.
Уровень техники
Применение молекулярных сит в качестве катализаторов процессов конверсии ароматических соединений хорошо известно в химической и перерабатывающей промышленности. Реакции конверсии ароматических соединений значительной коммерческой значимости включают реакции алкилирования ароматических соединений как в случае получения этилтолуола, ксилола, этилбензола, кумола или высших алкилароматических соединений и реакции диспропорционирования, такие как диспропорционирование толуола, изомеризация ксилола или трансалкилирование полиалкилбензолов с образованием моноалкилбензолов. Сырье для такого процесса конверсии ароматических соединений часто содержит ароматический компонент, или субстрат алкилирования, такой как бензол и С2-С20-олефиновый алкилирующий агент или трансалкилирующий агент типа полиалкилароматических углеводородов. В зоне алкилирования поток ароматического сырья и поток олефинового сырья взаимодействуют между собой над катализатором алкилирования с образованием алкилированного бензола, например этилбензола или кумола. Полиалкилированные бензолы отделяют от целевого моноалкилированного бензола и рециркулируют в зону трансалкилирования, где при их контакте с бензолом над катализатором трансалкилирования образуются моноалкилированные бензолы и бензол.
Катализаторы для таких реакций алкилирования и трансалкилирования, как правило, включают цеолитные молекулярные сита. В US 4891458 раскрывается присутствие катализатора, включающего цеолит бета. В US 5030786 раскрывается способ конверсии ароматических соединений с использованием молекулярно-ситового катализатора на основе цеолита Y, цеолита омега и цеолита бета. В US 4185040 раскрывается алкилирование бензола с образованием этилбензола или кумола с использованием цеолитов, таких как молекулярные сита кристаллических типов X, Y, L, В, ZSM-5 и омега. В US 4774377 раскрывается способ конверсии ароматических соединений, включающей алкилирование над катализатором, содержащим твердый фосфорнокислый компонент, с последующим трансалкилированием с использованием алюмосиликатных молекулярно-ситовых катализаторов алкилирования, включающих цеолиты X, Y, сверхстабильный Y, L, омега и морденит.
В ароматическом сырье для реакций алкилирования и трансалкилирования часто содержится вода, особенно в бензольном сырье. Бензольное сырье часто бывает насыщенным водой, например, когда его рециркулируют с установки стирольного мономера. Молекулярно-ситовые катализаторы, используемые в реакциях алкилирования в паровой или жидкой фазе, могут быть чувствительными к воде (при разном содержании) или соединениям серы в сырье. В US 4107224 раскрывается, что вода или сероводород в парофазных реакциях могут оказаться допустимыми, если приемлемо быстрое старение катализатора. В US 5030786 раскрывается обезвоживание сырья до содержания воды не более 100 ч./млн и, преимущественно, до 50 ч./млн или менее, когда зона реакции работает так, чтобы поддерживать содержимое реактора в жидкой фазе. Однако в WO 93/00992 раскрывается, что в начальной фазе цеолитный катализатор для процессов алкилирования или трансалкилирования должен иметь минимальное содержание воды более 3,5 мас.% по отношению к составу катализатора. В ЕР 0922020 В1 раскрывается использование твердой кислоты для адсорбирования примесей из сырья для алкилирования бензола, которое сушат до содержания воды не выше 200 ч./млн при температуре от 130 до 300°С с целью увеличения времени жизни цеолитного катализатора алкилирования или трансалкилирования.
Другие примеси, присутствующие в сырье для реактора конверсии ароматических соединений, в частности оснóвные примеси, такие как оснóвные органические соединения азота (ONC), нейтрализуют твердые кислоты, которые содержат большинство существующих в настоящее время катализаторов алкилирования ароматических соединений. Это вредно влияет на производительность и срок службы катализатора. Даже очень малые концентрации азота в сырье увеличивают частоту регенераций катализатора, во время которых накопившиеся соединения азота и кокс должны выжигаться из катализатора. Поскольку в реакциях конверсии ароматических соединений используются более активные цеолитные катализаторы, ухудшение свойств катализатора за счет соединений азота из сырья должно контролироваться более тщательно. Изыскиваются способы уменьшения воздействия примесей азота на катализатор в зоне реакции. В число основных соединений азота, которые ухудшают катализатор, входят индолы, пиридины, хинолины, диэтаноламин (DEA), морфолины, включая N-формилморфолин (NFM), и N-метилпирролидон (NMP). NFM и NMP используют в качестве ароматических экстракционных агентов, а DEA является ингибитором коррозии. Все эти соединения часто загрязняют потоки ароматического сырья. В US 5220099 сообщается об удалении индольных, хинолиновых и пиридиновых примесей с помощью цеолитов при использовании толуола с растворенной водой для десорбции примесей из цеолитов. В WO 00/35386 раскрывается введение алкилированного бензола перед его вводом в реактор трансалкилирования в контакт с молекулярным ситом для удаления катализаторных ядов, включающих соединения азота. В WO 01/07383 раскрывается контактирование потока сырья, вводимого в зону алкилирования с цеолитом для удаления органически связанного азота. В US 4486962 раскрывается контактирование масла сольвентной очистки с аморфным алюмосиликатным или кристаллическим цеолитным адсорбентом для удаления оснóвных соединений азота, таких как NMP. Адсорбент может содержать до 30 мас.% воды.
В US 5271835 раскрывается присутствие полярных примесей в С3-С5-фракции продукта установки каталитического крекинга с псевдоожиженным слоем. Было установлено, что примеси включают слабоосновные ONC, такие как ацетонитрил. В углеводородных потоках, которые могут служить в качестве сырья для процесса алкилирования ароматических соединений, могут также содержаться акрилонитрилы и пропионитрил. Эти полярные соединения притягиваются катализатором, используемым в процессах алкилирования ароматических соединений, и отравляют его. В US 6019887 сообщается о применении катионного некислотного цеолита при температуре не выше 300°С, а в US 6107535 сообщается о применении силикагеля для адсорбирования нитрилов из углеводородного потока при комнатной температуре. В US 2999861 сообщается о применении цеолита Х для селективного адсорбирования основных ONC, которые отделяются при этом от слабооснóвных ONC, включающих нитрилы, нитраты и нитросоединения, при температуре от -18°С до 427°С. В US 5744686 и US 5942650 указано на удаление воды из потока бензола, содержащего нитрилы, до удаления нитрилов, путем контактирования потока бензола с некислотным молекулярным ситом при температуре от -18°С до 204°С. В US 6617482 В1 сообщается о том, что в случае присутствия воды более эффективны высококремнеземные цеолиты. Однако в этой работе при комнатной температуре в присутствии воды демонстрируется только адсорбция NFM, а адсорбция нитрилов демонстрируется лишь в отсутствие воды. Низкие концентрации нитрилов в пределах от частей на миллион до частей на миллиард могут кумулятивно дезактивировать катализаторы алкилирования быстрее, чем другие дезактивационные механизмы типа закоксовывания.
Глинистые или смоляные защитные слои являются дешевыми средствами для адсорбирования ONC из потоков сырья для алкилирования ароматических соединений. В процессе адсорбции органического азота из потоков сырья алкилирования на адсорбентах образуется также кокс. Эти адсорбенты становятся отработанными, когда все адсорбционные центры оказываются занятыми либо ONC, либо коксом. Отработанные глинистые или смоляные защитные слои не могут быть регенерированы выжиганием. Защитные слои, содержащие молекулярные сита, могут регенерироваться выжиганием из адсорбента как ONC, так и кокса.
Целью изобретения является создание защитного слоя, который будет адсорбировать нитрилы из потока углеводородного сырья.
Другой целью изобретения является создание защитного слоя, который будет адсорбировать нитрилы из потока углеводородного сырья в зону алкилирования или трансалкилирования в присутствии воды.
Еще одной целью изобретения является создание двух защитных слоев различного состава, которые будут совместно адсорбировать ONC из углеводородного сырьевого потока.
Раскрытие изобретения
Нами было обнаружено, что традиционные глинистые и смоляные материалы не в достаточной степени адсорбируют нитрилы из углеводородных потоков в присутствии воды. Нами было также обнаружено, что при низких температурах кислый молекулярно-ситовый адсорбент преимущественно адсорбирует в углеводородных потоках воду и оснóвные ONC преимущественно по сравнению со слабоосновными ONC, такими как нитрилы. Однако повышенные температуры увеличивают емкость кислых молекулярно-ситовых адсорбентов в отношении адсорбции нитрилов в присутствии воды. Предполагается, что кислые молекулярные сита служат при повышенной температуре в качестве катализатора гидролиза нитрила в амин или амид. Основный амин или амид после этого сильно адсорбируется на кислом молекулярном сите. Отсюда следует, что слой традиционного адсорбента может быть использован для адсорбирования большей части органических примесей азота, а кислое молекулярное сито может быть использовано для адсорбирования оставшихся слабоосновных органических соединений азота, таких как нитрилы. Наряду с этим, углеводородный поток из фракционирующей колонны должен иметь подходящие концентрацию воды и температуру для облегчения адсорбции нитрилов кислым молекулярным ситом. Отработанное молекулярное сито может быть регенерировано. Мы установили также, что присутствие воды ослабляет также накопление кокса на адсорбенте, продлевая тем самым регенерационные циклы.
Краткое описание чертежей
Фиг.1-3 описывают технологические схемы настоящего изобретения для производства этилбензола.
Фиг.4-9 описывают технологические схемы настоящего изобретения для производства кумола.
Осуществление изобретения
Поток углеводородного сырья настоящего изобретения обычно бывает жидким и может включать от 30 ч./млрд мас. до 1 мол.% ONC и обычно от 100 ч./млрд мас. до 100 ч./млн мас. ONC. Настоящее изобретение демонстрирует способность адсорбировать ONC, присутствующие в концентрациях порядка частей на миллион, и мы полагаем, что оно может успешно сводить практически к нулю, т.е. порядка частей на миллиард концентрацию ONC после прохождения катализаторов. Углеводородный поток может содержать воду вплоть до состояния насыщения и за его пределами. Поток углеводородного сырья, содержащий ONC и воду, может быть потоком ароматического сырья, преимущественно содержащего бензол и, предпочтительно, в основном бензол. Поток ароматического углеводородного сырья при прохождении через слой адсорбента будет, как правило, содержать не более 1,0 мас.% олефинов.
ONC содержат, как правило, бóльшую пропорцию основных ONC, таких как индолы, пиридины, хинолины, диэтаноламин (DEA), морфолины, включая N-формилморфолин (NFM), и N-метилпирролидон (NMP). ONC могут также включать в меньшей пропорции слабоосновные нитрилы, такие как ацетонитрил, пропионитрил, акрилонитрил и их смеси. Основные ONC хорошо адсорбируются на защитных слоях традиционных глинистых или смоляных адсорбентов. Поток углеводородного сырья вводят в такую традиционную зону адсорбции примесей для адсорбирования оснóвных ONC и других примесей с образованием адсорбционно очищенного выходящего потока, обедненного оснóвными ONC. Нами было обнаружено, что слабоосновные ONC, такие как нитрилы, не адсорбируются достаточно хорошо на традиционных глинистых или смоляных адсорбентах. Нитрилы проходят через слой традиционного адсорбента и могут оказывать отрицательный эффект на последующие процессы, в частности в зоне реакции алкилирования или трансалкилирования.
Глинистые адсорбенты для удаления оснóвных ONC включают глины, поставляемые фирмой Südchemie, такие как SC 630G, SC 636G и предпочтительно SC 626 GS. Подходящей является также глина F-24, поставляемая Filtrol Corp. Смоляные адсорбенты для удаления основных ONC включают смолы линии Amberlyst, из которых предпочтительна А-15, поставляемая Rohm&Haas Company, и такие смолы как СТ-175, которые поставляет Purolyte International Limited. Могут быть пригодными и другие типы глинистых и смоляных адсорбентов. Глинистый или смоляной адсорбер может эксплуатироваться в условиях поддержания потока ароматических соединений, по крайней мере, частично в жидкой фазе. Для этого достаточны температура окружающей среды до 38°С (100°F) и давление несколько выше атмосферного и не выше 206 кПа (30 psia). Емкость глин и смол составляет обычно от 6 до 10 мас.% аминов и от 1 до 2 мас.% NFM и NMP в расчете на массу адсорбента. Однако в указанных условиях глина и смола будут предпочтительнее адсорбировать воду, NFM и NMP, чем нитрилы. Отсюда необходимость использования иных средств для адсорбции нитрилов.
В число адсорбентов настоящего изобретения, пригодных для удаления слабоосновных ONC, входят кислые молекулярные сита, такие как разнообразные формы силикоалюмофосфатов и алюмофосфаты, раскрытые в US 4440871, US 4310440 и US 4567029, а также цеолитные молекулярные сита. Используемое в заявке выражение «молекулярное сито» подразумевает класс адсорбционных влагопоглотителей, которые являются высококристалличными по своей природе с кристаллографически определенной микропористостью или каналами и которые отличны от таких материалов, как гамма-оксид алюминия. Предпочтительными типами молекулярных сит в рамках класса кристаллических адсорбентов являются алюмосиликатные материалы, обычно известные как цеолиты. Выражение «цеолит» в целом относится к группе природных или синтетических водных алюмосиликатов металлов, многие из которых имеют кристаллическую структуру. Цеолитные молекулярные сита в прокаленной форме могут быть представлены общей формулой:
Ме2/nO:Al2O3:xSiO2:yH2O
где Me обозначает катион, х имеет значение от 2 до бесконечности, n является валентностью катиона и у имеет значение от 2 до 10. В число пригодных для использования типичных хорошо известных цеолитов входят хабазит, называемый также цеолитом D, клиноптилолит, эрионит, фожазит, цеолит бета (ВЕА), цеолит омега, цеолит X, цеолит Y, цеолит MFI, цеолит МСМ-22 (MWW), ферриерит, морденит, цеолит А и цеолит Р. Детальное описание некоторых из указанных выше цеолитов можно найти у D.W.Breck "Zeolite Molecular Sieves" (Цеолитные молекулярные сита), John Wiley and Sons, New York, 1974.
Разные синтетические и природные материалы значительно различаются между собой по химическому составу, кристаллической структуре и физическим свойствам, таким как рентгенограммы порошка. Молекулярные сита встречаются в виде агломератов тонких кристаллов или синтезируются в виде тонких порошков, а для крупномасштабного адсорбционного применения преимущественно формуются в виде таблеток или гранул. Способы приготовления гранул известны и являются весьма привлекательными, поскольку сорбционный характер молекулярного сита, как с точки зрения селективности, так и емкости сохраняется по существу неизменным. К числу предпочтительных адсорбентов относятся цеолит Y и цеолит X, имеющие в качестве связующего оксид алюминия или оксид кремния, цеолит бета, имеющий в качестве связующего оксид алюминия или оксид кремния. Наиболее предпочтителен цеолит Y.
В одном из воплощений молекулярное сито должно, как правило, использоваться в сочетании со связующим на основе огнеупорного неорганического оксида. Связующими могут быть либо оксид алюминия, либо оксид кремния, в то время как первый более предпочтителен, причем особо предпочтительны гамма-оксид алюминия и эта-оксид алюминия и их смеси. Молекулярное сито может присутствовать в количестве от 5 до 99% от массы адсорбента, а огнеупорный неорганический оксид может присутствовать в количестве от 1 до 95 мас.%. В одном из воплощений молекулярное сито присутствует в количестве не менее 50% от массы адсорбента и, более предпочтительно, в количестве не менее 70% от массы адсорбента.
Молекулярное сито в адсорбенте настоящего изобретения является кислым. Если использовать в качестве меры кислотности отношение кремния к алюминию, то отношение кремния к алюминию в одном из воплощений должно быть не более 100, а в другом воплощении не более 25. Катионы на молекулярном сите нежелательны. Отсюда следует желательность промывки кислотой для удаления щелочных металлов в случае цеолита Y и бета-цеолита с целью открытия большего количества кислотных центров, благодаря чему повышается адсорбционная емкость. Следует также избегать миграции алюминия из каркаса в связующее, так как алюминий понижает кислотность. Включение некоторого количества катионов, таких как щелочно-земельные и редкоземельные элементы, в цеолит Х или Y должно улучшить термическую и гидротермическую стабильность каркасного алюминия, сводя к минимуму количество мигрирующего из каркаса каркасного алюминия. Чтобы избежать снижения эффективности адсорбции, уровень включения катионов должен быть достаточно низким. Молекулярно-ситовый адсорбент настоящего изобретения может иметь тот же состав, что и катализатор алкилирования в расположенном далее по ходу процесса реакторе, в частности устройстве для алкилирования или трансалкилирования. Однако в том случае, когда катализатор алкилирования дороже молекулярно-ситового адсорбента, предпочтительно, чтобы составы катализатора алкилирования и молекулярных сит были разными.
Как уже было указано, присутствие воды отрицательно влияет на адсорбцию нитрилов на кислых молекулярных ситах при температуре окружающей среды. Отсюда следует вывод, что должно быть благоприятным минимизирование количества воды в сырье, которое поступает на молекулярно-ситовый защитный слой. Вода конкурирует с ONC за адсорбционные центры, снижая тем самым емкость молекулярного сита для ONC. Мы подтвердили, что при низких температурах вода адсорбируется на кислых молекулярных ситах более предпочтительно, чем нитрилы. Однако далее мы обнаружили, что при наличии неизбыточной концентрации воды при более высоких температурах кислые молекулярные сита адсорбируют большие количества нитрилов. Не желая вдаваться в какую-либо специальную теорию, мы полагаем, что нитрилы недостаточно основны для того, чтобы адсорбироваться на кислом молекулярно-ситовом адсорбенте. Однако в присутствии воды нитрилы каталитически гидролизуются до амидов или аминов над кислым молекулярным ситом. После этого оснóвные амиды или амины адсорбируются на кислом молекулярном сите.
Очищаемый от нитрилов загрязненный поток углеводородного сырья должен быть пропущен через зону адсорбции азота с кислым молекулярным ситом в присутствии воды при повышенной температуре: в одном из воплощений не ниже 120 и не выше 300°С, в другом воплощении в пределах от выше 125°С и не выше 300°С и, в еще одном воплощении, в пределах от 150 до 200°С. Давление в слое адсорбента должно быть в переделах от 34,5 до 4136,9 кПа (избыточное) (5-600 psig). Поглощение ONC молекулярно-ситовым адсорбентом перед регенерацией может достигать от 0,6 до 1,0 мас.% прежде чем требуется регенерация. Поглощение ONC глинистым адсорбентом составляет от 1,5 до 6,0 мас.% и поглощение ONC смоляным адсорбентом вдвое больше чем глиной. Поскольку смоляной или глинистый адсорбент имеет большую адсорбционную емкость в отношении ONC и менее дорог, загрязненный углеводородный поток, прежде чем он будет введен в кислый молекулярно-ситовый защитный слой для удаления нитрилов, может быть пропущен через традиционный глинистый или смоляной защитный слой для удаления оснóвных ONC. Однако кислый молекулярно-ситовый защитный слой будет адсорбировать оснóвные ONC, которые проходят через слой традиционного адсорбента. Может оказаться предпочтительным установить кислый молекулярно-ситовый защитный слой по ходу процесса после слоя традиционного адсорбента. Таким образом, по крайней мере, часть потока из слоя традиционного адсорбента может при необходимости подаваться в кислый молекулярно-ситовый защитный слой. Кроме того, поскольку температура потока из слоя традиционного адсорбента может быть температурой окружающей среды, после (по ходу процесса) слоя традиционного адсорбента и перед (по ходу процесса) слоем горячего адсорбента может быть расположен теплообменник для необходимой регулировки температуры слоя горячего адсорбента. Таким образом, по крайней мере, часть потока из слоя традиционного адсорбента будет нагреваться или охлаждаться в этом теплообменнике и по крайней мере часть потока из теплообменника будет подаваться в слой горячего адсорбента. В одном из воплощений весь поток алкилируемого материала, прежде чем он будет подан в реакционную зону алкилирования и/или трансалкилирования, должен быть деазотирован в слое горячего адсорбента.
Концентрация воды в потоке углеводородного сырья в молекулярно-ситовом защитном слое должна составлять от 20 до 500 ч./млн мас. и предпочтительно от 50 до 150 ч./млн мас. В одном из воплощений концентрация воды является стехиометрической в отношении превращения нитрила в амины или амиды.
Нами было также обнаружено, что присутствие воды в молекулярно-ситовом защитном слое снижает образование кокса на адсорбентах при повышенных температурах. Накопление кокса на кислых центрах молекулярного сита блокирует адсорбцию ONC, в результате чего сокращаются промежутки между регенерациями. Однако при уменьшении коксообразования на кислых центрах молекулярно-ситовый защитный слой может поддерживать более долгие циклы между регенерациями и поддерживать максимальную адсорбционную емкость в течение множества циклов работы, так как каждый регенерационный цикл будет требовать значительно менее жестких условий.
Отработанный традиционный глинистый или смоляной защитный слой не может регенерироваться. Вместо этого отработанная глина или смола должны направляться в отвал. Отработанное молекулярное сито настоящего изобретения может быть регенерировано. Молекулярно-ситовый защитный слой может содержать один или более неподвижных слоев молекулярного сита. Как только достигается предел емкости рабочего молекулярно-ситового адсорбционного слоя, предпочтительно направлять сырьевой поток в резервный молекулярно-ситовый адсорбционный слой в зоне адсорбции до того, как через работающий адсорбционный слой пройдет значительная часть ONC. Бывший рабочий адсорбционный слой может теперь быть удален с направлением его содержимого в зону фракционирования. В противном случае процесс останавливают на время регенерации слоя адсорбента. Адсорбционный слой может быть регенерирован потоком горячего природного газа или углеродным выжиганием, в результате которого ONC выжигаются из молекулярного сита, или с помощью какого-либо другого традиционного способа. Регенерированный адсорбционный слой помещают после этого в положение резервного слоя до тех пор, пока не будет достигнут предел емкости рабочего адсорбционного слоя.
При селективном алкилировании ароматических соединений олефиновым алкилирующим агентом, катализируемым кислым катализатором, олефины могут содержать от 2 до 20 атомов углерода и могут быть разветвленными или линейными олефинами - либо альфа-строения, либо с концевыми, либо с внутренними двойными связями. Отсюда видно, что специфическая природа олефина не является особо важной. Общее, что имеют между собой реакции алкилирования - это то, что реакции проводятся в, по крайней мере, частично жидкофазных условиях - критерий, легко выполняемый для низших членов ряда путем регулирования давления реакции. Из низших олефинов наиболее важными представителями являются этилен и пропилен. Поток олефинового сырья, содержащий алкилирующий агент, может включать этилен и/или пропилен. Поток олефинового сырья, содержащий пропилен, может быть, по меньшей мере, 65%-ной чистоты, имея в качестве баланса высокую долю пропана, в то время как в некоторых случаях пропиленовое сырье имеет чистоту свыше 99 мас.%. Этиленовое сырье, как правило, имеет чистоту выше 99 мас.%. Из остальных олефинов представляет интерес класс олефинов, используемых в производстве поверхностно-активных веществ (ПАВ). Этот класс олефинов состоит из линейных олефинов, содержащих от 6 и до 20 атомов углерода, которые имеют либо внутреннюю, либо концевую ненасыщенность. Из олефинов, используемых в производстве ПАВ, особенно предпочтительны линейные олефины, содержащие от 8 до 16 атомов, и из них в наибольшей степени предпочтительны олефины, содержащие от 10 до 14 атомов углерода. Алкилирующие агенты могут быть обеспечены алкильными составляющими полиалкилбензола в зоне реакции трансалкилирования. Типичными примерами полиалкилбензолов, которые могут обеспечить такие алкилирующие агенты, являются диэтилбензол, триэтилбензол и диизопропилбензол.
Важнейшим представителем способных алкилироваться ароматических соединений, который может быть использован в качестве субстрата алкилирования в практике настоящего изобретения, является бензол. Поток ароматического сырья может содержать от 5 до 99,9 мол.% бензола и может представлять собой рециркулирующий поток с установки получения стирольного мономера. В более общем случае ароматические соединения могут выбираться из группы, в которую входят бензол, нафталин, антрацен, фенантрен и их замещенные производные. Наиболее важным классом заместителей в ароматическом ядре способных алкилироваться ароматических соединений являются алкильные группы, содержащие от 1 до 20 атомов углерода. Другими важными заместителями является гидроксильная группа, а также алкоксигруппа, алкильный фрагмент которой также содержит от 1 до 20 атомов углерода. Когда заместителем является алкильная или алкоксигруппа, фенильный фрагмент может быть также замещен в парафиновой цепи. Хотя наиболее часто в практике настоящего изобретения используются незамещенные и монозамещенные бензолы, нафталины, антрацены и фенантрены, могут быть также использованы и полизамещенные ароматические соединения. Примеры подходящих способных алкилироваться ароматических соединений в дополнение к названным выше ароматическим соединениям включают бифенил, толуол, ксилол, этилбензол, пропилбензол, бутилбензол, пентилбензол, гексилбензол, гептилбензол, октилбензол и т.д., фенол, крезол, анизол, этокси-, пропокси-, бутокси-, гексоксибензол и т.д.
В зоне реакции алкилирования может быть использован широкий ряд катализаторов. Подходящие для применения в зоне реакции катализаторы включают любой катализатор, который не испытывает разрушающего эффекта в результате присутствия воды. Предпочтительно, чтобы в присутствии катализатора алкилирования могли быть приемлемыми или желательными значительные количества воды. Значительное количество воды преимущественно означает концентрацию воды в реагирующих веществах, входящих в зону алкилирования, по меньшей мере, 50 ч./млн мас. Зона реакции алкилирования может содержать воду в количестве от минимум 20 ч./млн мас. до более 200 ч./млн мас. и вплоть до 1000 ч./млн мас. или выше. Предпочтительным катализатором для применения в настоящем изобретении является цеолитный катализатор. Катализатор настоящего изобретения обычно должен использоваться в сочетании со связующим на основе огнеупорного неорганического оксида. Предпочтительными связующими являются оксид алюминия или оксид кремния. В число подходящих цеолитов входят цеолит бета, ZSM-5, PSH-3, МСМ-22, МСМ-36, МСМ-49 и МСМ-56. Цеолит бета описан в US 5723710. Предпочтительными катализаторами алкилирования являются цеолит типа Y, имеющий в качестве связующего оксид алюминия или оксид кремния. Цеолит должен присутствовать в количестве, по меньшей мере, 50% от массы катализатора и, более предпочтительно, в количестве не менее 70 мас.%.
Конкретные условия, в которых проводится реакция алкилирования, зависят от используемых ароматического соединения и олефина. Поскольку реакция проводится в, по крайней мере, частично, жидкофазных условиях, регулируют давление реакции таким образом, чтобы поддерживать олефин, по крайней мере, частично, в жидкой фазе. В случае высших олефинов реакцию можно проводить при самопроизвольном давлении. Давление может меняться в пределах от 101 до 13172 кПа. Практически давление обычно находится в пределах от 1379 до 6985 кПа (200-1000 psig), но, как правило, в пределах от 2069 до 4137 кПа (300-600 psig). Но мы подчеркиваем еще раз, что давление не является критическим параметром и необходимо лишь, чтобы оно было достаточным для того, чтобы поддерживать, по крайней мере, частично жидкофазные условия. В число примеров пределов температур входят пределы температур от 170 до 250°С для алкилирования бензола этиленом и от 90 до 160°С для алкилирования бензола пропиленом. Диапазон температур, благоприятных для алкилирования способных алкилироваться ароматических соединений нашего изобретения олефинами в диапазоне C2-C20, составляет от 60 до 400°С, причем наиболее обычный температурный диапазон составляет от 90 до 250°С. Реагирующие вещества обычно проходят через зону алкилирования при массовой скорости потока, достаточной для обеспечения объемной часовой скорости жидкости от 0,2 до 50 час-1 и, в особенности, от 0,5 до 10 час-1.
Отношение способного алкилироваться ароматического соединения к используемому в способе изобретения олефину должно зависеть от желаемой степени селективного алкилирования, а также от относительной стоимости ароматического и олефинового компонентов смеси. В случае алкилирования бензола пропиленом отношения бензол/олефин могут составлять от минимального значения 1,5 до максимального значения 10,0 при предпочтительном отношении от 2,0 до 8,0. Когда бензол алкилируется пропиленом, предпочтительно отношение бензол/олефин от 2:1 до 8:1. Для олефинов, используемых для производства ПАВ от С6 до С20, отношение бензол/олефин от 5:1 до максимального значения 30:1 обычно достаточно для обеспечения желаемой селективности алкилирования, причем еще более желательны отношения от 8:1 до 20:1.
При производстве кумола, где субстратом алкилирования является бензол, а алкилирующим агентом пропилен, пропиленсодержащий поток обычно также содержит пропан. Пропиленовый поток может содержать от 0 до 50 мас.% пропана и, как правило, пропиленовый поток содержит от 0,5 до 35 мас.% пропана.
В зоне реакции алкилирования часто имеет место образование большого разнообразия нежелательных побочных продуктов. Например, при алкилировании бензола этиленом при получении этилбензола в реакционной зоне, в дополнение к другим продуктам конденсации этилена, могут также образовываться ди- и триэтилбензол. Аналогичным образом, при алкилировании бензола пропиленом с образованием кумола в реакционной зоне, в дополнение к другим продуктам конденсации, могут образовываться ди- и триизопропилбензол. Эти полиалкилированные ароматические соединения контактируют с дополнительным ароматическим субстратом алкилирования в реакторе трансалкилирования с образованием дополнительного количества моноалкилированного продукта. В реакционной зоне трансалкилирования настоящего изобретения предполагается применение цеолитного катализатора. Цеолит присутствует в количестве, по меньшей мере, 50% от массы катализатора и, более предпочтительно, в количестве, по меньшей мере, 90% от массы катализатора. И здесь в большинстве случаев цеолитный катализатор включает связующее на основе неорганического оксида. Предпочтительным неорганическим оксидом для использования в катализаторе трансалкилирования является оксид алюминия, причем особо предпочтительны гамма-оксид алюминия, эта-оксид алюминия и их смеси. Цеолит может присутствовать в пределах от 5 до 99% от массы катализатора, а огнеупорный неорганический оксид может присутствовать в пределах от 1 до 95 мас.%. Предпочтительными катализаторами трансалкилирования являются цеолит типа Y, имеющий связующее на основе оксида алюминия или оксида кремния, или бета-цеолит, имеющий связующее на основе оксида алюминия или оксида кремния.
Необязательно, чтобы в зоне реакции алкилирования и в зоне реакции трансалкилирования использовался один и тот же катализатор. Процесс эффективен при любом расположении зоны реакции алкилирования и зоны реакции трансалкилирования. Однако было обнаружено, что бета-цеолит и цеолит высшего типа Y, содержащиеся в связующем на основе оксида алюминия, функционируют очень хорошо тогда, когда их применяют как в зоне реакции алкилирования, так и в зоне реакции трансалкилирования. По этой причине в предпочтительном воплощении настоящего изобретения, при получении кумола, в обеих зонах реакции используется один и тот же катализатор - цеолит бета, в то время как в случае этилбензола в зонах алкилирования и трансалкилирования преимущественно применяются цеолит бета и цеолит типа Y, соответственно. При этом реакции трансалкилирования протекают в зоне реакции алкилирования, а реакции алкилирования протекают в зоне реакции трансалкилирования, по причине чего обе зоны можно называть зонами алкилирования.
Может оказаться желательным использовать первый слой зоны алкилирования или зоны трансалкилирования, в котором применяется молекулярно-ситовый катализатор, в качестве зоны адсорбции для удаления нитрилов. В этом случае адсорбент и катализатор должны быть расположены отдельно. Алкилирующий агент должен обходить зону адсорбции и должен подаваться в межслойное пространство с целью смешения с деазотированным субстратом алкилирования, выходящим из зоны адсорбции. Однако может оказаться предпочтительным, чтобы зона горячей адсорбции и зона алкилирования находились в разных аппаратах.
Реакция трансалкилирования может проводиться в широких пределах рабочих условий, к которым относятся температура от 100 до 390°С (от 212 до 734°F) и давление в пределах от 101 до 13171 кПа (от 14,7 до 1919 psia). И в этом случае давление обычно подбирается таким образом, чтобы реагирующие вещества оставались в жидкой фазе. Соответственным образом, предпочтительные давления для зоны реакции трансалкилирования лежат в пределах от 1013 до 5066 кПа (от 147 до 734 psia). Для зоны реакции трансалкилирования желательна часовая объемная скорость жидкости от 0,2 до 50 час-1 и предпочтительна от 0,5 до 5 час-1.
Зоны реакции алкилирования и трансалкилирования могут эксплуатироваться и быть организованными таким образом, чтобы обеспечить желаемые рабочие температуры и ряд ступеней контактирования. Множество ступеней контактирования в зоне алкилирования традиционно используются для обеспечения охлаждения путем ступенчатого добавления реагирующих веществ на множество слоев катализатора алкилирования. Множественное введение реагирующих веществ служит для охлаждения ступеней между слоями катализатора алкилирования и обеспечивает регулировку температуры. Катализатор алкилирования традиционно размещается во множестве слоев, чтобы сделать возможным межслойное введение алкилирующего агента. Отдельные слои катализатора алкилирования могут быть помещены в одном аппарате или во множестве аппаратов. Настоящее изобретение может быть использовано с традиционным параллельным расположением для зоны алкилирования и зоны трансалкилирования, где потоки сырья направляются независимо в каждую зону реакции и отдельно отбираются выходящие потоки. Альтернативным образом, реакционная зона может иметь последовательную организацию потоков, где выходящий поток зоны трансалкилирования каскадно переходит в зону алкилирования вместе с дополнительным бензолом и наоборот. В зоне алкилирования через ряд слоев катализатора алкилирования может пройти большой избыток бензола, в то время как между уровнями вводится алкилирующий агент и некоторые дополнительные количества бензола. Рециркулируемый поток, выходящий из реактора алкилирования, может быть также с пользой использован для быстрого охлаждения отдельных слоев катализатора с целью дальнейшего улучшения регулировки температуры без дополнительных затрат свежего бензола. При последовательной организации потоков общий аппарат может содержать зону реакции трансалкилирования и одну или более зон реакции алкилирования. В случае очень больших установок могут оказаться более выгодными отдельные аппараты для слоя катализатора трансалкилирования и одного или более слоев катализатора алкилирования.
Для выделения продукта алкилирования предусмотрено использование зоны разделения. Для отделения воды от верхнего потока и возврата части конденсата ароматических углеводородов в колонну в качестве орошения может быть использован верхний конденсатор на, по меньшей мере, одной фракционирующей колонне в зоне разделения. Удаление воды из верхнего потока является затруднительным из-за высокой растворимости воды в бензоле. Однако содержание некоторого количества воды в потоке бензола облегчает удаление нитрилов. Верхний конденсатор бензольной колонны может эксплуатироваться таким образом, чтобы понижать концентрацию воды до 500 ч./млн мас. Промежуточный поток из колонны-депропанизатора может дать поток бензола с концентрацией воды от 50 до 150 ч./млн мас.
Дальнейшее описание воплощений способа и аппаратуры настоящего изобретения предлагается со ссылками на приложенные чертежи. Чертежи представляют аспекты воплощений изобретения и не имеют целью ограничения широкого объема изобретения в том виде, как изложено в формуле изобретения. При необходимости некоторые из различных вспомогательных устройств типа клапанов, насосов, сепараторов, приемников, теплообменников и т.п. на чертежах опущены. Иллюстрируются только те аппараты и линии, которые необходимы для ясного и полного понимания способа и аппаратуры настоящего изобретения. Во всех случаях способ представляет собой непрерывный процесс.
Фиг.1 иллюстрирует воплощение настоящего изобретения для случая получения этилбензола. Содержащий этилен поток входит в процесс по линии 14 и вводится в первый и второй реакторы алкилирования 20, 30, соответственно. Хотя в реакторах алкилирования 20, 30 проходят и реакции трансалкилирования, основными являются реакции алкилирования. Реакторы алкилирования показаны в виде реакторов с восходящим потоком, хотя могут быть пригодны и реакторы с нисходящим потоком. Этилен вводится в реакторы алкилирования 20, 30 по нескольким линиям 14a-f в находящиеся перед слоями пространства 20а-с, 30а-с, поступая затем в слои 20d-f, 30d-f катализатора. Слои 20d-f, 30d-f катализатора содержат катализатор алкилирования для алкилирования бензола этиленом с образованием этилбензола. Бензол подается по линии 10 в первый реактор алкилирования 20, где он вначале смешивается с этиленом из линии 14а в предслойном пространстве 20а и поступает в слой 20d катализатора. Выходящий из слоя 20d катализатора поток смешивается с этиленом из линии 14b в предслойном пространстве 20b и поступает в слой 20с катализатора. Процесс повторяется для ряда слоев в первом реакторе алкилирования 20. Хотя в реакторах алкилирования 20, 30 показаны три слоя катализатора, приемлемо также большее или меньшее их количество. Промежуточный выходящий поток алкилирования из первого реактора алкилирования 20 перемещается по линии 18 во второй реактор алкилирования 30. Теплообменник 22 охлаждает выходящий поток на линии 18 до требуемой температуры алкилирования перед тем, как этот поток поступит в предслойное пространство 30а. Этилен, вводимый в предслойное пространство 30а из линии 14d, смешивается с промежуточным выходящим потоком алкилирования из линии 18 и поступает в слой катализатора 30d. Такой же процесс повторяется для слоев 30е и 30f катализатора, а выходящий поток алкилирования из второго реактора алкилирования 30 перемещается в бензольную колонну 40 по линии 32. Давление в потоке, выходящем из реактора алкилирования, может быть понижено путем пропускания потока через клапан регулировки давления (не показан). Этот поток может подогреваться в нагревателе или теплообменнике (также не показан). Возможно также и то и другое. При этом допустимо как большее, так и меньшее количество реакторов алкилирования.
Если реакторы алкилирования 20, 30 и реактор трансалкилирования 50 работают параллельно, как это показано на фиг.1, бензол из линии 10 направляется к реактору трансалкилирования 50 через линию 52. Линия 54 перемещает верхний поток полиэтилбезольной (РЕВ) колонны, содержащий диэтилбензол (DEB) и триэтилбензол (ТЕВ), с верха РЕВ-колонны 90 на смешение с бензолом на линии 52, в результате чего создается линия 58 сырья для трансалкилирования. Реактор трансалкилирования 50 содержит три катализаторных слоя 50а-50с катализатора трансалкилирования. В реакторе трансалкилирования 50 может быть использовано большее или меньшее количество слоев катализатора. Катализатор трансалкилирования ускоряет реакции трансалкилирования, в которых этильные группы от DEB и ТЕВ подвергаются трансалкилированию с бензолом с образованием этилбензола. В результате этого линия 56 имеет большую концентрацию DEB и ТЕВ, чем линия 58 сырья для трансалкилирования.
Как показано на фиг.1 с параллельно работающими реакторами алкилирования и трансалкилирования, в бензольную колонну 40 подаются три разных потока. Поток, выходящий из реактора алкилирования по линии 32, и поток, выходящий их реактора трансалкилирования по линии 56, подают в бензольную колонну 40 бензол, этилбензол, DEB, ТЕВ и более тяжелые РЕВ. Свежее бензольное сырье из линии 12 проходит через традиционный адсорбционный аппарат 44, содержащий слой 46 глинистого или смоляного адсорбента, с целью адсорбирования из бензольного потока примесей, включающих основные ONC. Линия 48 перемещает поток очищенного свежего бензола к бензольной колонне 40. Поток очищенного бензола обычно содержит от 400 до 800 ч./млн мас. воды. Бензольная колонна 40 разделяет сырье на по меньшей мере два потока. Содержащий бензол верхний поток бензольной колонны выходит из бензольной колонны по линии 62 и входит в конденсатор 64, где он охлаждается до температуры от 120 до 170°С. Сконденсированный верхний погон поступает в сборник 66, включающий ловушку, которая при необходимости отводит нерастворенную, или свободную, воду через линию 66а и легкие газы через линию 66b. Верхний углеводородный поток, загрязненный ONC, включающими нитрилы, перемещается по линии 68 к аппарату 70 с горячим адсорбентом, в то время как часть верхнего углеводородного потока используется в качестве орошения в бензольной колонне 40. Верхний углеводородный поток содержит от 50 до 500 ч./млн мас. воды. Аппарат 70 с горячим адсорбентом содержит горячий слой 72 адсорбента - молекулярного сита, состоящего из кислого молекулярного сита, которое в подходящих условиях должно адсорбировать ONC, включающие нитрилы. Температура и концентрация воды в верхнем углеводородном потоке в линии 68 хорошо подходят для селективной адсорбции нитрилов из углеводородного потока кислым молекулярным ситом. В результате этого деазотированный бензольный поток в линии 10 практически не содержит ONC, концентрация которых не превышает 30 ч./млрд мас. Нижний поток бензольной колонны, содержащий целевой этилбензол и побочные продукты, включая РЕВ, выходит из бензольной колоны по линии 74 и входит в этилбензольную колонну 80.
В этилбензольной колонне 80 нижний поток бензольной колонны из линии 74 разделяется перегонкой на два потока. Верхний поток этилбензольной колонны, содержащий целевой этилбензол, выходит из этилбензольной колонны 80 по линии 82 и выводится из процесса в качестве продукта. Нижний поток этилбензольной колонны содержит в качестве побочных продуктов РЕВ, включающие обычно DEB, TEB и более тяжелые РЕВ, такие как бутилбензолы, дибутилбензолы, трибутилбензолы, этилбутилбензолы, диэтилбутилбензолы и дифенилэтан. Нижний поток этилбензольной колонны выходит из этилбензольной колонны 80 по линии 84 и направляется в РЕВ-колонну 90.
РЕВ-колонна 90 разделяет нижний поток этилбензольной колонны в линии 84 на два потока. Нижний поток РЕВ-колонны, содержащий РЕВ более тяжелые, чем TEB, выходит с низа РЕВ-колонны 90 по линии 92 и удаляется из процесса. Верхний поток РЕВ-колонны, содержащий DEB и TEB, выходит из РЕВ-колонны 90 по линии 54 и рециркулирует, смешиваясь с сырьем реактора трансалкилирования 50 в линии 52, как было описано выше.
В воплощении на фиг.1 используются два слоя адсорбента, которые совместно удаляют из сырьевого субстрата алкилирования ONC, когда, возможно, весь субстрат алкилирования загрязнен ONC. Слой 46 смоляного или глинистого адсорбента удаляет основную часть ONC, в то время как горячий слой 72 адсорбентного молекулярного сита адсорбирует остальные ONC, включая нитрилы, которые могут отравлять катализаторы алкилирования и трансалкилирования.
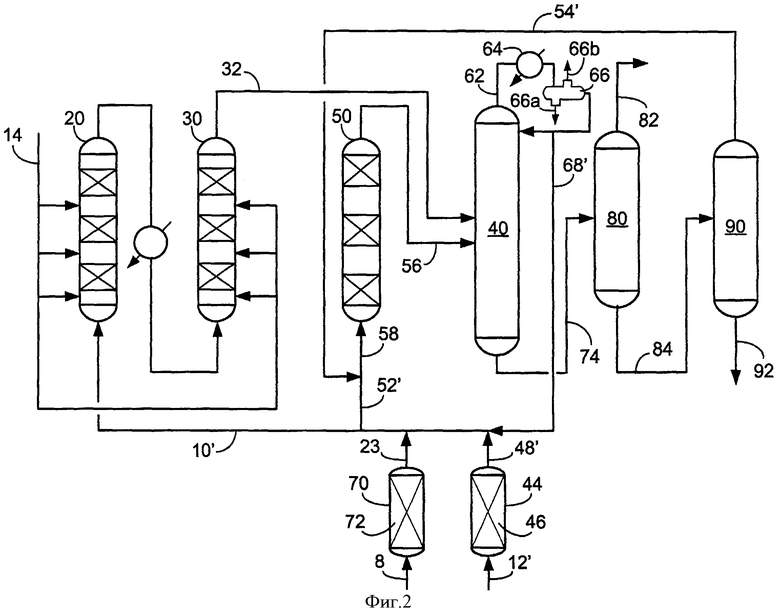
На фиг.2 показан процесс и аппаратура, которые могут быть с успехом использованы в том случае, когда рециркулируемый бензол из другого источника, например установки получения стирольного мономера, является частью общего количества бензола, используемого для получения этилбензола, причем только рециркулируемый бензол из другого источника является возможно загрязненным нитрилами. Все ссылочные номера, обозначающие какой-либо элемент на фиг.2, который соответствует подобному элементу на фиг.1, но имеет отличную конфигурацию, помечаются символом ('). В противном случае, соответствующие элементы на фиг.1 и 2, которые имеют одну и ту же конфигурацию, будут обозначены одним и тем же ссылочным номером. Кроме того, хотя на фиг.2 реакторы алкилирования и реакторы трансалкилирования показаны параллельными, они могли бы работать и последовательно.
Свежее бензольное сырье из линии 12' проходит через аппарат 44 с традиционным адсорбентом, содержащий слой 46 глинистого или смоляного адсорбента, с целью адсорбирования из бензольного потока примесей, включающих ONC. В свежем сырьевом бензоле в линии 12' не предполагается присутствия нитрилов. Поток очищенного бензола содержит, как правило, от 400 до 800 ч./млн мас. воды. По линии 48' поток очищенного бензола направляется на смешение с верхним потоком бензольной колонны в линии 68'. Другой источник бензола, в котором предполагается присутствие нитрилов, поступает по линии 8 к аппарату 70 с горячим адсорбентом. Бензольный поток в линии 8 может поступать с установки получения стирольного мономера и может содержать воду от 50 до 800 ч./млн мас. и, как правило, насыщен водой. Аппарат 70 с горячим адсорбентом содержит слой 72 адсорбента, состоящего из кислого молекулярного сита, который при подходящих условиях должен адсорбировать ONC, включающие нитрилы. Если концентрация воды ниже 50 ч./млн мас., может оказаться необходимым вводить в бензольный поток воду. Если концентрация воды выше 500 ч./млн мас., может оказаться предпочтительным подвергнуть бензольный поток осушке. Если температура бензольного потока в линии 8 не равна, по меньшей мере, 120°С и предпочтительно выше 125°С и не выше 300°С, поток следует нагреть или охладить до подходящей температуры. Диапазон температур и концентрация воды хорошо подходят для селективной адсорбции нитрилов из углеводородного потока с помощью кислого молекулярного сита и при этом будут также адсорбироваться основные ONC. По этой причине поток деазотированного бензола в линии 23, практически содержащий ONC ниже предела определения, равного 30 ч./млрд мас., смешивается с потоком очищенного бензола в линии 48' и верхним потоком бензольной колонны в линии 68' с образованием в линии 10' потока не содержащего азота бензола.
Бензольный поток подается по линии 10' в реакторы алкилирования 20, 30 и параллельно через линию 52' в реактор трансалкилирования 50. Бензол поступает по линии 10' в реакторы алкилирования 20, 30 и реагирует с этиленом, подаваемым по линии 14, над соответствующими катализаторами, как это объяснялось в отношении фиг.1. Выходящий поток алкилирования поступает по линии 32 в бензольную колонну 40. DEB и ТЕВ из содержащего РЕВ верхнего потока в линии 54' смешивается с бензольным потоком в линии 52', образуя сырьевой поток для трансалкилирования в линии 58, который поступает в реактор трансалкилирования 50. Взаимодействие DEB и ТЕВ с бензолом в реакторе 50 приводит к повышенной концентрации этилбензола и пониженной концентрации DEB и ТЕВ в выходящем потоке трансалкилирования в линии 56 по сравнению с сырьевым потоком трансалкилирования в линии 58. Выходящий поток трансалкилирования поступает по линии 56 в бензольную колонну 40.
Поступающее в бензольную колонну сырье разделяется на, по меньшей мере, два потока. Верхний поток бензольной колонны, содержащий бензол, выходит из бензольной колонны по линии 62 и поступает в конденсатор 64, где он охлаждается до температуры от 120 до 170°С. Сконденсированный верхний поток поступает в приемник 66, включающий ловушку, которая при необходимости отводит нерастворенную воду через линию 66а и легкие газы через линию 66б. Верхний углеводородный поток в линии 68', содержащий в основном бензол, рециркулируют к линии 10', как описано ранее, в то время как часть верхнего углеводородного потока используется в качестве орошения в бензольной колонне 40. Нижний поток бензольной колонны, содержащий целевой этилбензол и побочные продукты, включая РЕВ, выходит из бензольной колоны по линии 74 и входит в этилбензольную колонну 80.
В этилбензольной колонне 80 нижний поток бензольной колонны из линии 74 разделяется на верхний поток этилбензольной колонны, содержащий целевой этилбензол в линии 82, и нижний поток этилбензольной колонны, содержащий побочные продукты РЕВ в линии 84, который направляется в РЕВ-колонну 90. В РЕВ-колонне 90 нижний поток этилбензольной колонны разделяется на нижний поток РЕВ-колонны, содержащий РЕВ более тяжелые, чем ТЕВ, в линии 92, и верхний поток РЕВ-колонны в линии 54', рециркулируемый к реактору трансалкилирования 50, как описано выше.
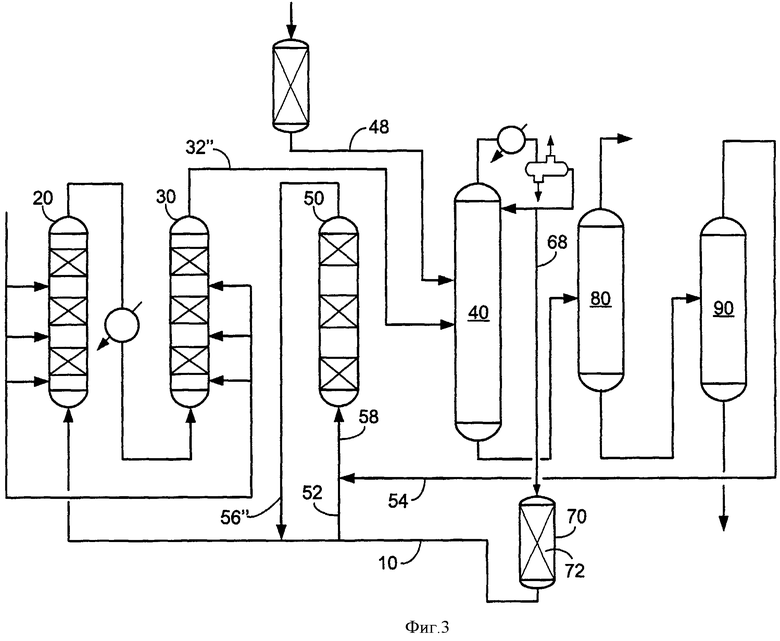
На фиг.3 показаны реактор трансалкилирования 50 и реакторы алкилирования 20, 30, работающие так же как на фиг.1, но последовательно. Все ссылочные номера, обозначающие какой-либо элемент на фиг.3, который соответствует подобному элементу на фиг.1, но имеет отличную конфигурацию, помечаются символом (''). В противном случае один и тот же ссылочный номер будет обозначать соответствующие элементы на фиг.1 и 3, которые имеют одну и ту же конфигурацию. Выходящий поток реактора трансалкилирования из реактора трансалкилирования 50 вместо того, чтобы перемещаться к бензольной колонне 40, может каскадно переходить в реактор алкилирования 20 через линию 56''. Выходящий поток реактора алкилирования в линии 32'' и поток очищенного бензола в линии 48 направляются к бензольной колонне 40. Бензольный поток из верхнего потока бензольной колонны в линии 68 подвергается деазотированию в горячем слое 72 молекулярно-ситового адсорбента в аппарате 70 с горячим адсорбентом. Деазотированный бензольный поток в линии 10 ответвляется в линию 52 в качестве сырья трансалкилирования и смешивается с верхним потоком РЕВ в линии 54 из РЕВ-колонны 90, после чего поступает по линии 58 в реактор трансалкилирования 50. Выходящий поток трансалкилирования в линии 56'' смешивается с оставшимся деазотированным бензольным потоком в линии 10 и поступает в реакторы алкилирования 20, 30, как это было описано для фиг.1.
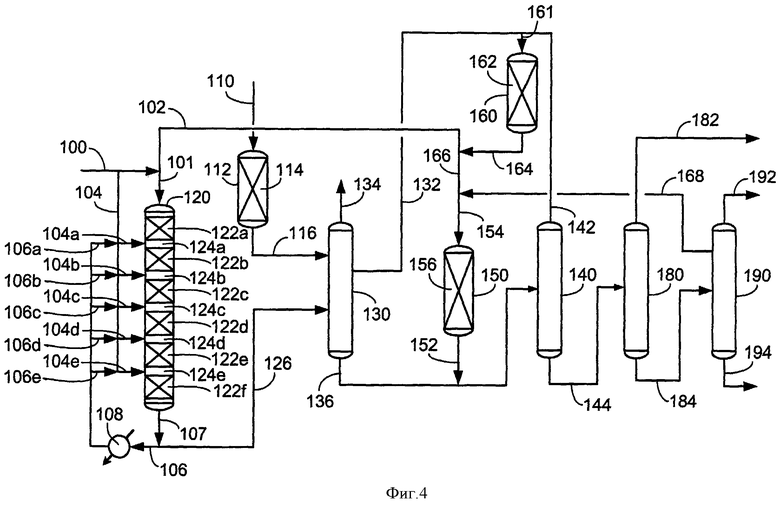
На фиг.4 изображена технологическая схема для аппаратуры и процесса производства кумола согласно настоящему изобретению. Пропиленовый поток в линии 100 смешивается с бензольным потоком в линии 102 и смесь бензола и пропилена и вводится через линию 101 в первый слой 122а катализатора в реакторе алкилирования 120. Реактор алкилирования 120 показан как реактор с нисходящим потоком, хотя может быть пригодным и реактор с восходящим потоком. Катализаторный слой 122а включает катализатор алкилирования для алкилирования бензола пропиленом с образованием кумола. Выходящий поток из катализаторного слоя 122а поступает в межслойное пространство 124а. Рециркулиремый выходящий поток алкилирования из линии 106 охлаждается теплообменником 108 и рециркулирует к реактору алкилирования 120 с помощью распределительных линий 106а-е и линий подвода сырья 104а-е. Пропилен в линии 104, ответвляющейся от линии 100, распределяется по линиям 104а-е для ввода сырья, в которых он смешивается с рециркулируемым выходящим потоком алкилирования из распределительных линий 106а-е, соответственно. Смесь рециркулируемого выходящего потока алкилирования с пропиленом в линиях 104а-е подвода сырья подается в соответствующие межслойные пространства 124а-е, в которых она смешивается с выходящим потоком из предыдущего катализаторного слоя 122а-е, соответственно, и поступает в следующий катализаторный слой 122b-f, соответственно. Выходящий поток алкилирования выходит из последнего катализаторного слоя 122f по линии 107. Часть выходящего потока алкилирования рециркулирует по линии 106 к реактору алкилирования 120, в то время как другая часть направляется в колонну-депропанизатор 130 по линии 126.
Свежий сырьевой бензол в линии 110 очищается в аппарате 112 с традиционным адсорбентом, содержащим слой 114 смоляного или глинистого адсорбента, с целью удаления основных ONC. Очищенный бензольный поток, содержащий от 400 до 800 ч./млн мас. воды, подается по линии 116 к колонне-депропанизатору 130. Колонна-депропанизатор 130 создает промежуточный поток в линии 132, содержащий бензол с 50-150 ч./млн мас. воды при температуре, по крайней мере, 120°С и предпочтительно выше 125°С и не выше 170°С. Эти свойства можно регулировать при подготовке бензольного потока в линии 132 к адсорбции нитрилов. В одном из воплощений температура промежуточного потока в линии 132 создается за счет тепла, генерируемого в колонне-депропанизаторе 130 от ребойлера (не показан), и тепла, отбираемого от колонны-депропанизатора 130 с помощью конденсатора (не показан), которые являются типичным оборудованием в перегонной колонне. Если в бензольном потоке недостаточно воды из-за состава сырья или по какой-либо другой причине, в линию 132 может вводиться вода. Кроме того, хотя промежуточный поток в линии 132 может быть боковой фракцией, для получения более качественной промежуточной фракции может быть использована колонна с разделенной стенкой. Колонна-депропанизатор 130 удаляет пропан и избыток воды с верхним потоком по линии 134. Углеводороды более тяжелые, чем пропан, выводятся с нижним потоком по линии 136 и направляются к бензольной колонне 140.
Бензольная колонна 140 получает в качестве сырья нижний продукт колонны-депропанизатора 130 по линии 136, после того как он смешается с выходящим потоком трансалкилирования из линии 152. Бензольная колонна 140 производит содержащий бензол верхний поток бензольной колонны в линии 142 и нижний поток бензольной колонны, содержащий этилбензол и РЕВ, в линии 144. Верхний бензольный поток в линии 142 может быть получен с концентрацией воды от 50 до 150 ч./млн мас. при температуре, по крайней мере, 120°С и преимущественно выше 125°С и не выше 170°С. Промежуточный поток депропанизатора в линии 132 обладает такими же свойствами и после объединения с потоком 142 подается по линии 161 в аппарат 160 с горячим адсорбентом. Аппарат 160 с горячим адсорбентом содержит слой кислого молекулярно-ситового адсорбента для удаления содержащих нитрилы ONC из смешанного бензольного потока в линии 161. Деазотированный бензольный выходящий поток в линии 164 направляется как к реактору алкилирования 120 по линии 102, так и к реактору трансалкилирования 150 по линии 166. Бензольный поток в линии 166 смешивается с промежуточным содержащим диизопропилбензол (DIB) потоком в линии 168 из колонны 190 для тяжелых фракций. Смесь бензола и DIB подается по линии 154 в реактор трансалкилирования 150. DIB подвергается трансалкилированию с бензолом над слоем 156 катализатора трансалкилирования в реакторе трансалкилирования 150 с образованием кумола. Выходящий поток трансалкилирования в линии 152 имеет более высокую концентрацию кумола и меньшую концентрацию бензола и DIB, чем в линии 154.
Нижний поток бензольной колонны направляется по линии 144 к кумольной колонне 180. Кумольная колонна 180 производит кумольный верхний поток, содержащий целевой кумол, отбираемый по линии 182. Нижний поток кумольной колонны, содержащий углеводороды, более тяжелые, чем кумол, направляется по линии 184 к колонне 190 для тяжелых фракций. Колонна 190 для тяжелых фракций производит содержащий DIB промежуточный поток в линии 168. Более легкий материал в верхнем потоке тяжелых фракций отводится по линии 192, а нижний поток тяжелых фракций отводится по линии 194.
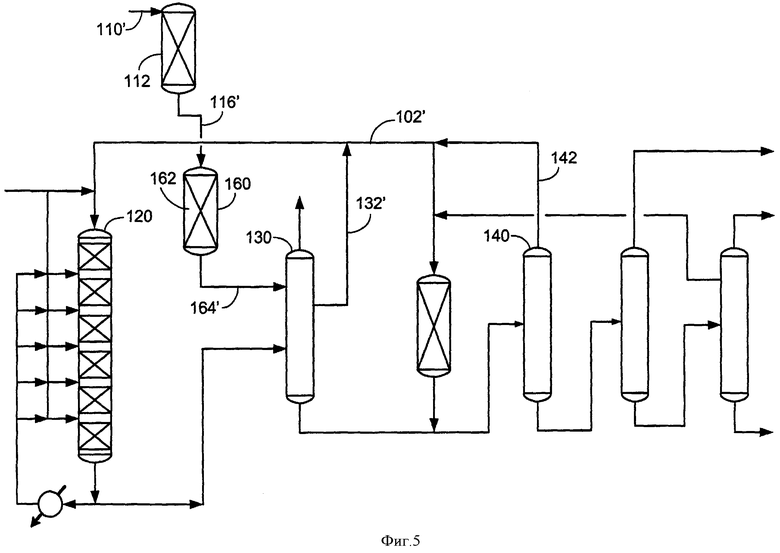
На фиг.5 показана технологическая схема, аналогичная технологической схеме на фиг.4 за исключением того, что свежий бензольный поток подвергается очистке в аппарате 112 с традиционным адсорбентом, в котором содержится слой 114 глинистого или смоляного адсорбента, после чего он деазотируется в аппарате 160 с горячим адсорбентом и поступает в колонну-депропанизатор 130. Все ссылочные номера, обозначающие какой-либо элемент на фиг.5, который соответствует подобному элементу на фиг.4, но имеет отличную конфигурацию, помечаются символом ('). В противном случае один и тот же ссылочный номер будет обозначать соответствующие элементы на фиг.4 и 5, которые имеют одну и ту же конфигурацию. Линия 110' подводит свежий сырьевой бензол к аппарату 112 с традиционным адсорбентом, линия 116' перемещает очищенный бензол из адсорбентного аппарата 112 к аппарату 160 с горячим адсорбентом, содержащим слой кислого молекулярно-ситового адсорбента 162, и линия 164' подает деазотированный бензол к колонне-депропанизатору 130. Промежуточный поток в линии 132' из колонны-депропанизатора 130 смешивается с бензолом в линии 102' из верхнего потока бензольной колонны в линии 142 бензольной колонны 140 и поступает в реактор алкилирования 120. В остальном технологическая схема фиг.5 работает в основном как на фиг.4.
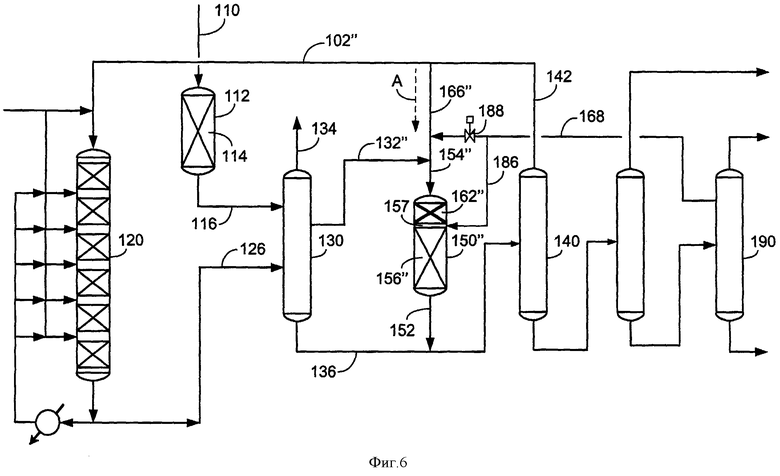
На фиг.6 показана технологическая схема, аналогичная технологической схеме на фиг.5, но в реактор трансалкилирования 150'' введен слой 162" горячего адсорбента. Все ссылочные номера, обозначающие какой-либо элемент на фиг.6, который соответствует подобному элементу на фиг.4, но имеет отличную конфигурацию, помечаются символом ("). В противном случае один и тот же ссылочный номер будет обозначать соответствующие элементы на фиг.4 и 6, которые имеют одну и ту же конфигурацию. Бензол в линии 110 очищается от оснóвных ONC в аппарате 112 с традиционным адсорбентом, который содержит слой 114 глинистого или смоляного адсорбента. Линия 116 подает очищенный бензольный поток к колонне-депропанизатору 130 одновременно с выходящим потоком алкилирования, подаваемым по линии 126 от реактора алкилирования 120. Промежуточный поток депропанизатора в линии 132'' перемещается и смешивается с бензолом из верхнего потока бензольной колонны в линии 142, ответвляющегося через линию 166'', и подается в реактор трансалкилирования 150". Контрольный клапан 188 регулирует количество DIB в промежуточном потоке тяжелых фракций в линии 168 от колонны 190 для тяжелых фракций, смешивающееся с ответвленным бензольным верхним потоком в линии 166'', и количество DIB, обходящее линию 154'' по байпасной линии 186. Реактор трансалкилирования 150'' включает слой 162'' защитного горячего адсорбента, состоящего из кислого молекулярно-ситового катализатора для адсорбирования содержащих нитрилы ONC. Деазотированное сырье из слоя 162'' защитного горячего адсорбента смешивается в межслойном пространстве 157 с DIB из байпасной линии 186 и поступает в слой 156'' катализатора трансалкилирования. DIB подвергается трансалкилированию с бензолом над катализатором трансалкилирования в слое 156'' с образованием кумола. Выходящий поток трансалкилирования в линии 152 имеет более высокую концентрацию кумола и меньшую концентрацию бензола и DIB, чем в линии 154. Выходящий поток трансалкилирования в линии 152 смешивается с нижним потоком депропанизатора в линии 136 и поступает в качестве сырья в бензольную колонну 140.
Все нитрилы в свежем бензольном потоке в линии 110, которые не адсорбируются в аппарате 112 с традиционным адсорбентом и не удаляются с верхним потоком депропанизатора через линию 134, будут содержаться в промежуточном потоке в линии 132''. Никаких нитрилов не должно содержаться в нижнем потоке депропанизатора в линии 136. Все нитрилы из свежего сырьевого бензольного потока в линии 110, которые не удаляются в процессе, будут находиться в линии 132''. Поток в линии 166'' имеет направление только по стрелке «А». Поэтому все нитрилы в линии 132'' будут направляться к слою 162'' защитного горячего адсорбента для удаления нитрилов. Никакие нитрилы не будут направляться в линии 166'' вверх к линии 102''. Поскольку никаких нитрилов не будет содержаться в промежуточном потоке тяжелых фракций в линии 168, предпочтительно, чтобы весь промежуточный поток тяжелых фракций обходил слой 162'' защитного горячего адсорбента по байпасной линии 186.
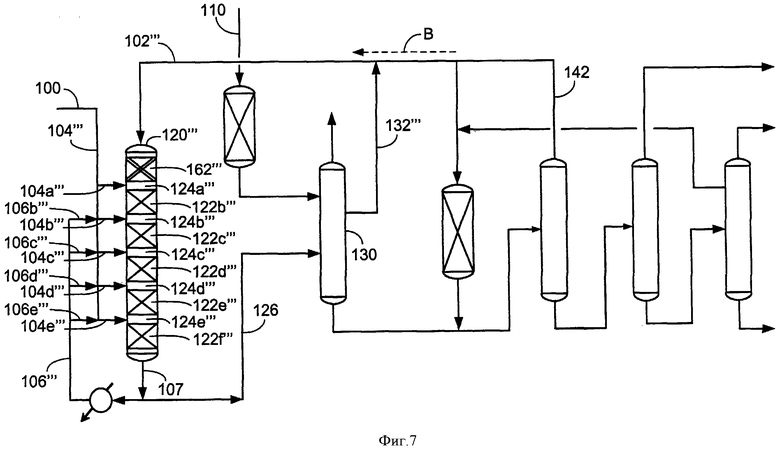
Технологическая схема на фиг.7 отличается от технологической схемы на фиг.6 тем, что промежуточный поток депропанизатора в линии 132''' соединяется с верхним потоком бензольной колонны из линии 142 с образованием бензольного сырьевого потока в линии 102''', а слой 162''' защитного горячего адсорбента является вводным слоем реактора алкилирования 120'''. Все ссылочные номера, обозначающие какой-либо элемент на фиг.7, который соответствует подобному элементу на фиг.4, но имеет отличную конфигурацию, помечаются символом ('''). В противном случае один и тот же ссылочный номер будет обозначать соответствующие элементы на фиг.4 и 7, которые имеют одну и ту же конфигурацию. Бензольный сырьевой поток в линии 102''' перемещается только в направлении стрелки «В». Как и в технологической схеме фиг.6, все нитрилы из свежего сырьевого бензольного потока в линии 110, которые не удаляются в процессе, окажутся в линии 132'''. Таким образом, все нитрилы в линии 132''' будут направлены к слою 162''' защитного горячего адсорбента в реакторе алкилирования 120''' с целью удаления нитрилов.
Деазотированный бензольный выходящий поток из слоя 162''' защитного горячего адсорбента поступает в межслойное пространство 124а''', в котором он смешивается с пропиленом, распределяемым по линии 104а'''. Охлажденный выходящий поток алкилирования из линии 106''' рециркулирует в реактор алкилирования 120''' по распределительным линиям 106b'''-е''', соединенным с вводными линиями 104b'''-е'''. Пропилен в линии 104 распределяется по линиям 104b'''-е''' ввода сырья, соответственно. Смесь рециркулируемого выходящего потока алкилирования с пропиленом во вводных линиях для сырья 104b'''-е''' направляется в соответствующие межслойные пространства 124b'''-е''', в которых она смешивается с выходящим потоком из предшествующего слоя 122b'''-е''' катализатора, соответственно, и входит в последующий слой 122c''-f'', соответственно. Выходящий поток алкилирования выходит из последнего слоя 122f''' по линии 107. Часть выходящего потока алкилирования рециркулирует через линию 106''' к реактору алкилирования 120''', в то время как другая часть направляется по линии 126 к колонне-депропанизатору 130.
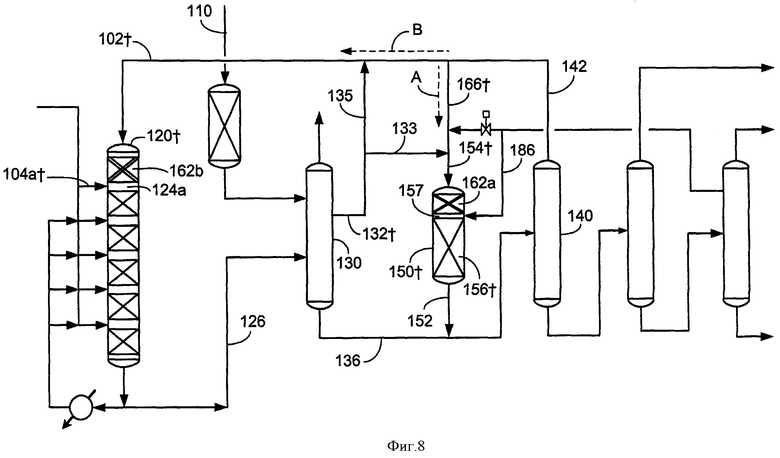
На фиг.8 изображена технологическая схема, которая объединяет технологические схемы фиг.6 и 7 с использованием двух слоев защитного горячего адсорбента. Все ссылочные номера, обозначающие какой-либо элемент на фиг.8, который соответствуют подобному элементу на фиг.4, но имеет отличную конфигурацию, помечается символом «крест» (†). B противном случае, соответствующие элементы на фиг.4 и 8, которые имеют одну и ту же конфигурацию, будут обозначены одним и тем же ссылочным номером. Один из слоев 162а с защитным горячим адсорбентом помещен в реактор трансалкилирования 150†, как это описано в отношении фиг.6, а второй слой 162b с защитным горячим адсорбентом помещен в реактор трансалкилирования 120†, как это описано в отношении фиг.7. Промежуточный поток колонны-депропанизатора в линии 132† разбивается на два потока. Бензольный сырьевой поток трансалкилирования, перемещаемый по линии 133, смешивается с бензолом из верхнего потока бензольной колонны в линии 142, ответвляется через линию 166† и подается через линию 154† в реактор трансалкилирования 150. Слой 162а защитного горячего адсорбента, состоящий из кислого молекулярно-ситового катализатора, адсорбирует содержащие нитрилы ONC из сырьевого потока. Деазотированное сырье из слоя 162а защитного горячего адсорбента смешивается в межслойном пространстве 157 с DIB из байпасной линии 186 и входит в слой 156† катализатора трансалкилирования. DIB подвергается трансалкилированию с бензолом над катализатором трансалкилирования в слое 156† с образованием кумола. Выходящий поток трансалкилирования в линии 152 имеет бóльшую концентрацию кумола и меньшую концентрацию бензола и DIB, чем в линии 154†. Выходящий поток трансалкилирования в линии 152 смешивается с нижним потоком депропанизатора в линии 136 и используется как сырье для бензольной колонны 140.
Второй поток в линии 135, образующийся из промежуточного потока колонны-депропанизатора в линии 132†, объединяется с верхним потоком бензольной колонны из линии 142 с образованием бензольного сырьевого потока в линии 102† и перемещается ко второму слою 162b защитного горячего адсорбента, являющегося первым слоем в реакторе алкилирования 120†. Деазотированный бензольный выходящий поток из слоя 162b защитного горячего адсорбента поступает в межслойное пространство 124а, в котором он смешивается с пропиленом, распределяемым по линии 104a†. Алкилирование происходит в реакторе алкилирования 120†, как описано в отношении фиг.7. Выходящий поток из реактора алкилирования 120† перемещается к колонне-депропанизатору 130 по линии 126. Поскольку ответвленный бензольный поток в линии 166† перемещается только в направлении стрелки «А», а бензольный поток в линии 102† перемещается только в направлении стрелки «В», все нитрилы из свежего сырьевого бензольного потока в линии 110, которые сохраняются в процессе, окажутся в линии 132†. Таким образом, все нитрилы в линии 132† будут направлены к слою 162а защитного горячего адсорбента в реакторе трансалкилирования или к слою 162b защитного горячего адсорбента в реакторе алкилирования 120f с целью удаления всех содержащих нитрилы ONC до минимум 30 ч./млрд мас.
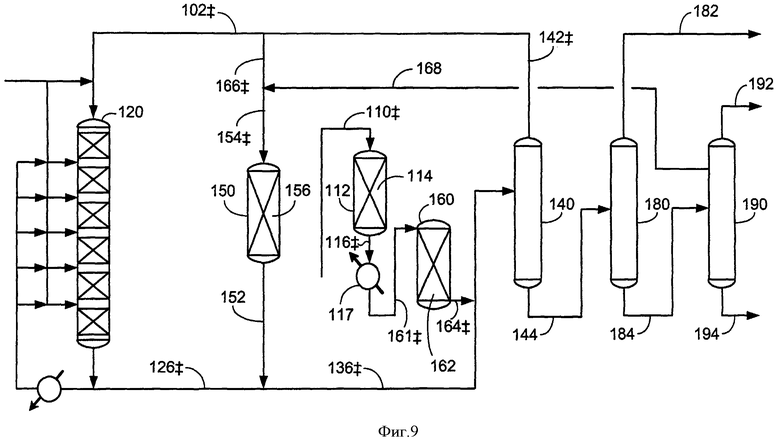
На фиг.9 изображена дополнительная технологическая схема для получения кумола согласно настоящему изобретению без использования колонны-депропанизатора. Все ссылочные номера, обозначающие какой-либо элемент на фиг.9, который соответствуют подобному элементу на фиг.4, но имеет отличную конфигурацию, помечается символом «двойной крест» (‡). В противном случае, соответствующие элементы на фиг.4 и 9, которые имеют одну и ту же конфигурацию, будут обозначены одним и тем же ссылочным номером. Свежий сырьевой бензол в линии 110‡, содержащий от 400 до 800 ч./млн мас. воды, подвергается очистке в аппарате 112 с традиционным адсорбентом, который содержит слой 114 смоляного или глинистого адсорбента, с целью удаления оснóвных ONC. Очищенный бензольный поток в линии 116‡ может нагреваться в теплообменнике 117 и направляться к аппарату 160 с горячим адсорбентом по линии 161‡. Аппарат 160 с горячим адсорбентом содержит слой 162 кислого молекулярно-ситового адсорбента для удаления содержащих нитрилы ONC из очищенного бензольного потока в линии 161. Деазотированный бензольный выходящий поток в линии 164‡ смешивается с объединенными выходящими потоками алкилирования и трансалкилирования в линии 136‡ и направляется к бензольной колонне 140.
Бензольная колонна 140 производит верхний поток бензольной колонны, содержащий бензол, в линии 142‡ и нижний поток бензольной колонны, содержащий этилбензол и РЕВ, в линии 144. Верхний поток бензольной колонны в линии 142‡ может быть получен с концентрацией воды до максимум 500 ч./млн мас. при температуре, по крайней мере, 120°С и предпочтительно выше 125°С и не выше 170°С. Часть верхнего бензольного потока в линии 142‡ отводится к реактору трансалкилирования 150 через линию 166‡. DIB в промежуточном потоке колонны для тяжелых фракций, перемещаемом по линии 168, смешивается с бензолом в линии 166‡ с образованием сырьевого потока трансалкилирования в линии 154‡. DIB подвергается трансалкилированию с бензолом над слоем 156 катализатора трансалкилирования в реакторе трансалкилирования с образованием кумола. Выходящий поток трансалкилирования в линии 152 имеет бóльшую концентрацию кумола и меньшую концентрацию бензола и DIB, чем в линии 154‡. Верхний поток бензольной колонны, оставшийся в линии 102‡, реагирует с пропиленом над катализатором алкилирования в реакторе алкилирования 120, как описано в отношении фиг.4. Выходящий поток алкилирования в линии 126‡ смешивается с выходящим потоком трансалкилирования в линии 152 с образованием объединенных выходящих потоков в линии 136‡.
Нижний поток бензольной колонны в линии 144 направляется к кумольной колонне 180. Кумольная колонна производит кумольный верхний продукт, содержащий целевой кумол, который отводится в качестве продукта по линии 182. Нижний поток кумольной колонны в линии 184, содержащий углеводороды более тяжелые, чем кумол, направляется к колонне 190 для тяжелых фракций. Колонна 190 для тяжелых фракций производит промежуточный поток, содержащий DIB, в линии 168. Более легкий материал в верхнем потоке тяжелых фракций выводится по линии 192, а нижний поток тяжелых фракций выводится по линии 194.
Следует отметить, что на некоторых чертежах оборудование типа приемников, ребойлеров, конденсаторов и/или линий орошения в некоторых случаях детализировано, а в некоторых случаях нет. Однако отсутствие такой детализации в описании и на чертежах не указывает на то, что такое оборудование не предусмотрено, а подразумевает то, что специалист в данной области будет знать, какое оборудование является необходимым.
Далее изобретение будет разъяснено с помощью рассмотрения следующих примеров, которые предназанчены лишь в качестве иллюстрации применения изобретения.
Примеры
Пример I
Проведено испытание с целью определения эффективности кислого молекулярного сита в отношении адсорбирования ацетонитрила из содержащего воду бензольного потока при низких температурах. Адсорбент приготовляют экструдированием приблизительно 80%-ного по массе Y-цеолита с 20%-ным по массе алюминийоксидным связующим. После сушки адсорбент дробят и частицы размером от 20 до 40 меш загружают в восемь емкостей, последовательно соединенных между собой по жидкой среде. Бензольное сырье, насыщенное водой (500 ч./млн мас. воды), к которому добавлена 1 ч./млн мас. ацетонитрила, последовательно пропускают через восемь емкостей с адсорбентом при температуре и давлении окружающей среды.
Окончательное содержание адсорбированного азота в расчете на адсорбент, усредненный по восьми слоям адсорбента, составило 0,125 мас.%. В течение суток адсорбционная емкость адсорбента в первых пяти слоях была заполнена, что позволяло ацетонитрилу проходить через слой, в то время как емкость адсорбента в слоях с шестого по восьмой заполнялась в течение двух суток.
Адсорбент из слоев после этого промывали водой в течение одного часа при 50°С. При этом из адсорбента было экстрагировано 97% азота. Таким образом, при более низких температурах вода ухудшает адсорбцию ацетонитрила и/или адсорбируется преимущественно по сравнению с ацетонитрилом.
Пример II
Проведен ряд испытаний для сравнения производительности адсорбции глинистых, смоляных и молекулярно-ситовых адсорбентов по отношению к ацетонитрилу, NMP и NFM. Адсорбенты загружают в восемь емкостей, последовательно соединенных между собой по жидкой среде. Толуольное сырье, насыщенное водой (500 ч./млн мас. воды), к которому добавлена 1 ч./млн мас. каждого из испытуемых веществ: ацетонитрила, NMP и NFM, последовательно пропускают через восемь емкостей с адсорбентом при температуре и давлении окружающей среды. В одном из экспериментов толуольное сырье не содержало воды. Y-Цеолит был приготовлен экструзией примерно 80 мас.% Y-цеолита с 20 мас.% алюминийоксидным связующим.
В таблице 1 сравнивается время, через которое обнаруживается проскок органического азота через отдельный слой адсорбента.
Из таблицы 1 следует, что ни один из слоев в данных условиях не проявил эффективности в отношении адсорбции ацетонитрила в течение продолжительного периода. Y-цеолит может быть эффективным для достаточной адсорбции ацетонитрила из осушенного сырья при применении достаточно большого слоя, так как проскок в первом слое был ранним, но в значительной степени задержанным в восьмом слое. Глинистый адсорбент, судя по всему, наиболее эффективен в отношении NMP и NFM. Смола, по-видимому, адекватно адсорбирует NFM и NMP только в случае применения достаточно большого слоя смоляного адсорбента, поскольку проскок в первом слое произошел сразу же, но был задержан в восьмом слое.
Пример III
Проведен ряд испытаний с целью оценки удаления ацетонитрила из бензола в результате контактирования бензола с адсорбентом, приготовленным экструзией примерно 80 мас.% Y-цеолита с 20 мас.% алюминийоксидным связующим. Адсорбент обладал ABD равным 0,625 г/см3. Во всех тестах перед загрузкой в емкость 25 адсорбента последний сушили в течение 2 час при 120°С. Испытания проводили при рабочих температурах 24°С и 150°С с разными количествами воды в сырьевом бензоле.
Сырье готовили для испытаний путем добавления в бензольный поток ацетонитрила для получения заданного образца с приблизительно 20 ч./млн мас. азота. Исходное бензольное сырье перед добавлением ацетонитрила подвергали высушиванию. В двух тестах бензольное сырье насыщали водой с целью определения влияния воды на адсорбцию азота. Результаты анализа отработанного адсорбента для четырех тестов суммированы, приведены в таблице II.

Из таблицы II становится очевидным, что при повышенных температурах в районе 150°С добавление воды к сырью повышает емкость адсорбента по азоту. В тесте с 50 ч./млн мас. воды при 150°С показана на примерно 25% большая емкость по сравнению с тестом при температуре окружающей среды и отсутствии в бензольном сырье воды.
Пример IV
Адсорбент из тестов №№2 и 3 в примере 1 был подвергнут термогравиметрическому анализу для определения степени накопления кокса на адсорбентах. Весовой процент отложенного на адсорбентах кокса и температура, необходимая для выжигания кокса из адсорбентов, были оценены и результаты показаны в таблице III

На основании термогравиметрических данных, для выжигания кокса из адсорбента теста №2 необходимы температуры, превышающие 400°С. Кроме того, содержание кокса в образце теста №2, проводимого при 150°С в отсутствие воды, составляет приблизительно 8 мас.%. Напротив, адсорбент теста №3 не показал значительной потери веса при повышении температуры сверх 400°С. Была сделана оценка содержания кокса этого образца адсорбента (тест №3) в эксперименте, проведенном при 150°С с 50 ч./мас. воды, которое оказалось ниже 1 мас.%. Следовательно, добавление воды снижало образование кокса на адсорбенте более чем на 85%. Регенерация адсорбента должна быть менее частой, если во время адсорбции нитрилов при повышенной температуре присутствует вода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2013 |
|
RU2640595C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2756570C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2009 |
|
RU2515979C2 |
| ПОЛУЧЕНИЕ КУМОЛА С ВЫСОКОЙ СЕЛЕКТИВНОСТЬЮ | 2011 |
|
RU2517145C1 |
| ПОЛУЧЕНИЕ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2015 |
|
RU2704975C1 |
| ПОЛУЧЕНИЕ АЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2010 |
|
RU2528825C2 |
| ИНТЕГРИРОВАННЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ АЛКЕНИЛЗАМЕЩЕННОГО АРОМАТИЧЕСКОГО СОЕДИНЕНИЯ | 2001 |
|
RU2277081C2 |
| СПОСОБ ТРАНСАЛКИЛИРОВАНИЯ И ПРИМЕНЯЮЩАЯСЯ В НЕМ КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2753341C2 |
| СПОСОБ ПОЛУЧЕНИЯ КУМОЛА С РЕЦИКЛОМ ПРОДУКТОВ АЛКИЛИРОВАНИЯ | 2013 |
|
RU2654699C2 |
| УЛУЧШЕННЫЙ СПОСОБ АЛКИЛИРОВАНИЯ | 2011 |
|
RU2583439C2 |
Изобретение относится к вариантам способа алкилирования субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом, один из которых включает: направление сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, в зону адсорбции примесей, содержащую очищающий адсорбент, включающий глину или смолу, селективные по отношению к примесям, содержащим основные органические соединения азота, с получением очищенного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и нитрилы; направление по меньшей мере части очищенного потока субстрата алкилирования и по меньшей мере части выходящего потока реакции в зону разделения; извлечение из зоны разделения загрязненного потока субстрата, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и нитрилы; направление, по меньшей мере, части загрязненного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, по меньшей мере 20 мас. частей на млн воды и нитрилы в зону адсорбции азота, функционирующую при температуре 120-300°С и содержащую адсорбент, содержащий кислые молекулярные сита, селективные по отношению к нитрилам, и извлечение из зоны адсорбции азота деазотированного потока субстрата, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и имеющего концентрацию нитрилов, которая меньше концентрации нитрилов в загрязненном потоке субстрата; и направление алкилирующего агента и, по меньшей мере, части деазотированного потока субстрата, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, в зону реакции алкилирования, отдельную от зоны адсорбции азота, алкилирование субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом над катализатором алкилирования с образованием продукта алкилирования и извлечение из зоны реакции алкилирования выходящего потока реакции, содержащего продукт алкилирования. Применение настоящего изобретения позволяет создать защитный слой, который будет адсорбировать нитрилы из потока углеводородного сырья в присутствии воды. 3 н. и 16 з.п. ф-лы, 3 табл., 9 ил.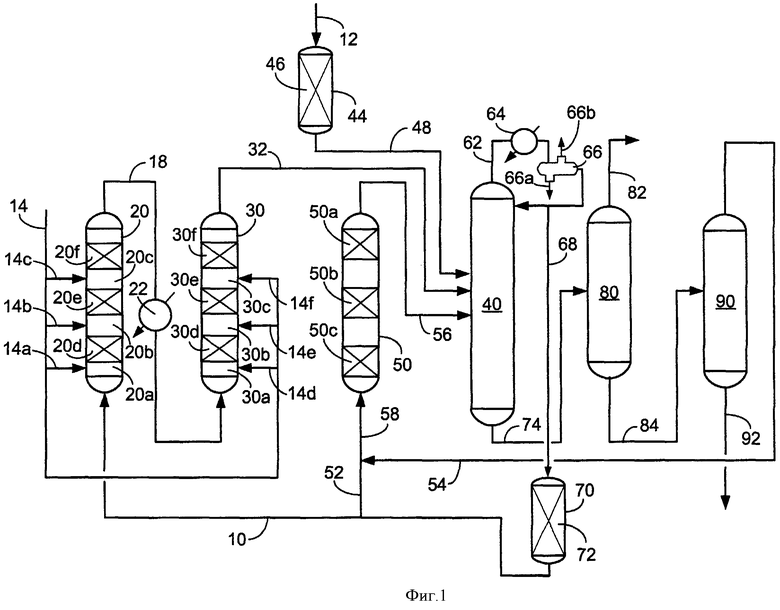
1. Способ алкилирования субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом, включающий:
направление сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, в зону адсорбции примесей, содержащую очищающий адсорбент, включающий глину или смолу, селективные по отношению к примесям, содержащим основные органические соединения азота, с получением очищенного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и нитрилы;
направление по меньшей мере части очищенного потока субстрата алкилирования и по меньшей мере части выходящего потока реакции в зону разделения;
извлечение из зоны разделения загрязненного потока субстрата, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и нитрилы;
направление, по меньшей мере, части загрязненного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, по меньшей мере 20 мас. ч. на млн воды и нитрилы в зону адсорбции азота, функционирующую при температуре 120-300°С и содержащую адсорбент, содержащий кислые молекулярные сита, селективные по отношению к нитрилам, и извлечение из зоны адсорбции азота деазотированного потока субстрата, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и имеющего концентрацию нитрилов, которая меньше концентрации нитрилов в загрязненном потоке субстрата; и
направление алкилирующего агента и, по меньшей мере, части деазотированного потока субстрата, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, в зону реакции алкилирования, отдельную от зоны адсорбции азота, алкилирование субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом над катализатором алкилирования с образованием продукта алкилирования и извлечение из зоны реакции алкилирования выходящего потока реакции, содержащего продукт алкилирования.
2. Способ по п.1, отличающийся тем, что сырьевой поток субстрата алкилирования содержит воду.
3. Способ по п.1, отличающийся тем, что загрязненный поток субстрата алкилирования содержит воду.
4. Способ по п.1, отличающийся тем, что указанный катализатор алкилирования отличается от указанного адсорбента в указанной зоне адсорбции азота.
5. Способ по п.3, отличающийся тем, что загрязненный поток субстрата алкилирования содержит воду в количестве от 50 мас. ч. на млн до 150 мас. частей на млн.
6. Способ по п.1, отличающийся тем, что указанный загрязненный поток субстрата алкилирования нагревают или охлаждают до введения в зону адсорбции азота.
7. Способ по п.1, отличающийся тем, что зона адсорбции азота содержит не более чем 1,0 мас.% алкилирующего агента.
8. Способ по п.1, отличающийся тем, что кислое молекулярное сито выбрано из группы цеолит бета и цеолит Y.
9. Способ по п.1, отличающийся тем, что субстрат алкилирования содержит бензол, и алкилирующим агентом является либо пропилен, либо этилен.
10. Способ по п.1, отличающийся тем, что поток загрязненного субстрата алкилирования представляет собой промежуточный поток из зоны разделения.
11. Способ алкилирования субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом, включающий
направление первого сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющего собой ароматическое соединение, и примеси в зону адсорбции примесей, содержащую очищающий адсорбент, включающий глину или смолу, селективные по отношению к примесям, и извлечение из зоны адсорбции примесей очищенного сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и имеющего концентрацию примесей, которая меньше концентрации примесей в первом сырьевом потоке субстрата алкилирования;
направление второго сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, по меньшей мере, 20 мас. ч. на млн воды и соединения нитрила, в зону адсорбции азота, функционирующую при температуре 120-300°С, и содержащую деазотирующий адсорбент, содержащий кислые молекулярные сита, селективные по отношению к нитрилам, и извлечение из зоны адсорбции азота деазотированного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и имеющего концентрацию соединений нитрила, которая меньше концентрации соединений нитрила во втором сырьевом потоке алкилирования; и
направление алкилирующего агента и, по меньшей мере, части очищенного потока субстрата алкилирования, и, по меньшей мере, части деазотированного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, в зону реакции алкилирования, содержащую катализатор алкилирования, причем указанная зона адсорбции примесей и указанная зона адсорбции азота отделены от указанной зоны реакции алкилирования, алкилирование субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом с образованием продукта алкилирования и извлечение из зоны реакции алкилирования выходящего потока реакции, содержащего продукт алкилирования.
12. Способ по п.11, отличающийся тем, что указанный катализатор алкилирования отличается от деазотирующего адсорбента.
13. Способ по п.11, отличающийся тем, что зона реакции алкилирования и зона адсорбции азота являются двумя раздельными емкостями.
14. Способ по п.11, отличающийся тем, что зона адсорбции азота содержит не более чем 1,0 мас.% алкилирующего агента.
15. Способ по п.11, отличающийся тем, что очищающий адсорбент представляет собой смолу.
16. Способ по п.11, отличающийся тем, что зона адсорбции азота, содержащая деазотирующий адсорбент, функционирует при температуре выше 125°С.
17. Способ по п.11, отличающийся тем, что очищающий адсорбент представляет собой глину.
18. Способ по п.11, отличающийся тем, что сырьевой деазотированный поток субстрата алкилирования содержит, по меньшей мере, часть очищенного сырьевого потока субстрата алкилирования.
19. Способ алкилирования субстрата алкилирования, представляющего собой ароматическое соединение, алкилирующим агентом, включающий:
направление сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и примеси в зону адсорбции примесей, содержащую очищающий адсорбент, включающий глину или смолу, селективные по отношению к примесям, и извлечение из зоны адсорбции примесей очищенного сырьевого потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и имеющего концентрацию примесей, которая меньше концентрации примесей в сырьевом потоке субстрата алкилирования;
направление, по меньшей мере, части очищенного потока алкилирования, содержащего, по меньшей мере, 20 мас. ч. на млн воды и соединения нитрила в зону адсорбции азота, функционирующую при температуре 120-300°С, и содержащую деазотирующий адсорбент, содержащий кислые молекулярные сита, селективные по отношению к нитрилам, и извлечение из зоны адсорбции азота деазотированного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, и имеющего концентрацию соединений нитрила, которая меньше концентрации соединений нитрила в очищенном сырьевом потоке алкилирования, причем деазотирующий адсорбент отличается от очищающего адсорбента; и
направление алкилирующего агента и, по меньшей мере, части деазотированного потока субстрата алкилирования, содержащего субстрат алкилирования, представляющий собой ароматическое соединение, в зону реакции алкилирования, содержащую катализатор алкилирования, причем указанная зона адсорбции азота отделена от указанной зоны реакции алкилирования, алкилирование субстрата алкилирования алкилирующим агентом с образованием продукта алкилирования и извлечение из зоны реакции алкилирования выходящего потока реакции, содержащего продукт алкилирования.
| US 2003149324 А, 07.08.2003 | |||
| US 6297417 А, 02.10.2001 | |||
| WO 9807673 А, 26.02.1998 | |||
| US 5120881 А, 09.06.1992 | |||
| Способ тонкой очистки углеводородов | 1961 |
|
SU147178A1 |

