Притязания на приоритет
Для данной заявки испрашивается приоритет по заявке США №12/751132, поданной 31 марта 2010 г.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам получения кумола посредством алкилирования бензола пропиленом и, в частности, к таким способам, в которых увеличена селективность по кумолу, благодаря более низким коэффициентам рециркуляции возвращаемого в реакционную зону алкилирования исходящего продукта и/или снижения молярных избытков подаваемого бензола.
Уровень техники
Способы алкилирования ароматических субстратов олефинами с целью получения моноалкильных ароматических соединений хорошо разработаны и в широких масштабах применяются в промышленности. Один способ промышленного применения представляет собой алкилирование бензола пропиленом для получения кумола (изопропилбензол), который в дальнейшем используется в производстве фенола и ацетона, посредством окисления кумола кислородом воздуха и последующего кислотно-катализируемого разложения промежуточного гидропероксида. Во всех случаях производство требуемого продукта, представляющего собой моноалкилированный кумол, сопровождается образованием нежелательных полиалкильных ароматических побочных продуктов, в частности, диалкилированного побочного продукта диизопропилбензола (DIPB) и триалкилированного побочного продукта триизопропилбензола (TIPB).
Эти полиалкилированные побочные ароматические продукты приводят к уменьшению эффективности использования ароматического субстрата-бензола и олефина-пропилена в реакционной зоне алкилирования. Затраты, связанные с потерями в выходе продукта, представленного кумолом из-за неселективного образования полиалкильных ароматических соединений, могут быть по меньшей мере частично скомпенсированы трансалкилированием этих побочных продуктов с бензолом в отдельной реакционной зоне трансалкилирования в присутствии подходящего катализатора трансалкилирования. Например, один моль каждого из DIPB и бензола может быть трансалкилирован с получением дополнительных двух молей кумола. В связи с этим, так называемые комбинированные способы, включающие алкилирование, объединенное с трансалкилированием, могут значительно улучшить выход требуемого моноалкильного ароматического соединения (например, кумола).
Однако даже в этом случае затраты на оборудование и энергообеспечение, связанные с (i) выделением неселективных побочных продуктов из исходящего продукта алкилирования и (ii) проведением дальнейших преобразований этих побочных продуктов в реакционной зоне каталитического трансалкилирования, являются значительными. Обычный способ снижения таких затрат, связанных с обработкой и конверсией побочных продуктов, включает применение общего участка разделения (извлечения) исходящих потоков продуктов как алкилирования, так и трансалкилирования, возможно, после удаления фракционированием из одного или обоих этих исходящих потоков продуктов легких компонентов, таких как пропан. Поэтому одни и те же дистилляционные колонны и другое оборудование могут использоваться для извлечения продукта, представленного кумолом, отдельно от тяжелого побочного продукта, содержащего полиалкилированные ароматические соединения, в дополнение к (i) фракциям, обогащенным DIPB и TIPB, которые направляются в реакционною зону трансалкилирования, и (ii) непрореагировавшему бензолу, который повторно подается в обе реакционные зоны трансалкилирования и алкилирования. Тяжелые побочные продукты, представленные в относительно незначительных количествах, которые являются главным образом (i) соединениями ароматического ряда, включающими полиалкилированные ароматические соединения, кипящие выше точки кипения TIPB, а также (ii) другие более высококипящие побочные продукты из любой реакционной зоны (например, дифенилалканы), обычно удаляются в виде высококипящей (например, кубовой) фракции дистилляционной колонны, обычно именуемой колонной DIPB. Эта колонна обычно эксплуатируется под субатмосферным давлением (вакуумом) с целью проведения отгонки TIPB совместно с DIPB в низкокипящей фракции без необходимости в излишнем перегревании ребойлера, которая при ее введении в реакционной зоне трансалкилирования в контакт с бензолом может обеспечивать преимущество, заключающееся в получении дополнительного кумола из обоих этих соединений.
Таким образом, в типичном объединенном способе алкилирования ароматических соединений для получения кумола в реакционную зону алкилирования, содержащую один или более реакторов, содержащих катализатор алкилирования, или в качестве варианта единственный реактор, содержащий несколько слоев катализатора алкилирования, загружаются бензол и пропилен. Для ограничения концентрации обладающего высокой реакционной способностью олефина по всей реакционной зоне алкилирования обычно поддерживается молярный избыток бензола по отношению к пропилену, например, в диапазоне от 4:1 до 16:1. Кроме того, значительная порция общего исходящего продукта алкилирования после охлаждения повторно направляется к реакционной зоне алкилирования в качестве теплопоглотителя с тем, чтобы обеспечивать контроль высокой разности температур между входом и выпуском из реакционной зоны, которая в ином случае наблюдалась бы вследствие высокой экзотермичности реакции алкилирования. Та порция исходящего продукта алкилирования, которая не рециркулируется, не во всех, но в некоторых случаях направляется на колонну депропанизации для удаления отгонкой низкокипящих компонентов, таких как пропан и вода, которые могут исходно присутствовать в подаваемом пропилене. Куб колонны депропанизации после этого объединяется с продуктом, исходящим из реакционной зоны трансалкилирования, содержащей катализатор трансалкилирования. Как обсуждалось выше, неселективные полиалкилированные ароматические продукты реакции алкилирования, а именно, DIPB и TIPB, вводятся в реакцию с бензолом в реакционной зоне трансалкилирования для выработки дополнительных количеств моноалкилированного ароматического продукта, в данном случае кумола.
В объединенном способе алкилирования/трансалкилирования для получения кумола исходящие из реакционной зоны объединенного алкилирования и трансалкилирования продукты (возможно после удаления из одного или обоих исходящих продуктов низкокипящих компонентов) направляются на один и тот же участок разделения продуктов для извлечения бензола, продукта, представленного кумолом, побочных полиизопропилбензольных продуктов зоны реакции алкилирования (например, DIPB и TIPB) и более тяжелых побочных продуктов с помощью дистилляции. Обычно для выделения продукта используются три дистилляционных колонны. Первая обычно упоминается как бензольная колонна, используемая для извлечения избытков бензола из продуктов реакции в головном погоне или низкокипящей фракции. Извлеченный бензол затем повторно направляется к зонам реакций алкилирования и трансалкилирования для частичного или полного удовлетворения потребности в бензоле, необходимом для достижения требуемых величин соотношения бензол: олефин в каждой зоне. Вторая дистилляционная установка обычно упоминается как колонна кумола, в которую обычно подается кубовый остаток или высококипящая фракция предшествующей ей бензольной колонны. Представленный кумолом продукт часто отбирается как общий головной погон или низкокипящая фракция из колонны кумола. Продукт, представленный кумолом, может затем использоваться в таких применениях, как процессы получения фенола или ацетона, или в иных случаях может направляться на хранение. Третья дистилляционная установка является обсуждавшейся выше колонной DIPB, в которую обычно подается кубовый остаток или высококипящая фракция предшествующей ей колонны кумола. Как указывалось, колонна DIPB используется для извлечения ди- и триалкилированных ароматических соединений в головном погоне или низкокипящей фракции и повторного направления их в реакционную зону трансалкилирования. Объединенные тяжелые продукты, извлеченные в виде кубовых остатков или высококипящей фракции этой колонны, могут быть охлаждены и направлены на хранение.
В описанных выше способах получения кумола конверсия пропилена, являющегося лимитирующим олефшювым реагентом, в реакционной зоне алкилирования в целом оказывается полной или по существу полной за один цикл. Поэтому основная цель, управляющая экономикой способа, состоит в обеспечении высокой селективности по отношению к требуемому продукту, представленному кумолом, с тем, чтобы уменьшить количество рециркулируемых побочных продуктов DIPB и TIPB и сократить нагрузку на реакционную зону трансалкилирования, требующуюся для их дальнейшей конверсии. Различные процессы и катализаторы получения алкилароматических соединений, применяемые в этих способах, описываются с указанием обеспечиваемых ими преимуществ, например, в патентах США №7498471; №6440886; №6339179; и заявке США 2008/0171902. При этом поиск усовершенствований, относящихся к уменьшению образования побочных продуктов при получении кумола, продолжается постоянно. Специалистам в данной области очевидна значительная коммерческая отдача даже небольших улучшений в селективности производства.
Сущность изобретения
Настоящее изобретение связано с созданием способов получения кумола, основанных на алкилировании бензола пропиленом, при которых образование побочных продуктов реакции алкилирования предпочтительно снижается с целью достижения высокой селективности, например, по меньшей мере 85 мол.%, от общего получаемого в результате конверсии продукта, представленного кумолом и его диалкильными и триалкильными побочными производными (а именно, диизопропилбензолом (DIPB) и триизопропилбензолом (TIPB)) составляет требуемый кумол. В этой связи в контексте данного раскрытия «селективность» означает отношение количества молей кумола к суммарному количеству молей (кумол + DIPB + TIPB) в исходящем продукте алкилирования или продукте, получаемом из реакционной зоны алкилирования. Кроме того, было также установлено, что в соответствии с конкретными воплощениями эта высокая селективность по кумолу достигается с использованием экономически обоснованных мольных соотношений бензол:пропилен в исходном сырье алкилирования, например, не более 2,5:1. Улучшение селективности сопряжено с множеством преимуществ в отношении экономики процесса, связанных с уменьшением эксплуатационных затрат и расходов на оборудование для рециркуляции, конверсии и/или отделения нежелательных побочных продуктов. Эти и другие признаки способа благоприятным образом объединяются с определенными каталитическими системами алкилирования и, в частности, с катализаторами, имеющими мольное соотношение Si/Al2 в структурном каркасе в диапазоне от 24 до 35. Высокая селективность может быть достигнута уменьшением той части общего исходящего продукта алкилирования, которая после охлаждения повторно направляется в реакционную зону алкилирования в качестве теплопоглотителя с целью регулирования температурной разности через реакционную зону алкилирования или поперек отдельных слоев катализатора алкилирования внутри этой зоны. Снижение коэффициента рециркуляции в зоне реакции алкилирования может оказать полезный эффект предупреждения повторного введения в среду реакции по меньшей мере части кумола, которое способствует его дальнейшему алкилированию в неселективные побочные продукты, такие как диизопропилбензол (DIPB) и триизопропилбензол (TIPB). Таким образом, при том, что обычно применяется рециркуляция исходящего продукта для целей ограничения максимальной температуры зоны реакции алкилирования и, следовательно, скоростей протекания неселективных реакций (например, образования побочных продуктов нормального пропилбензола (NPB) и этилбензола (ЕВ)), это преимущество достигается за счет получения исходящего продукта алкилирования, содержащего кумол в количествах, которые значительно ниже равновесного уровня смеси кумол / DIPB / TIPB в условиях зоны реакции алкилирования.
Объекты изобретения, поэтому относятся к улучшенной селективности по кумолу при алкилировании бензола пропиленом, достигаемой посредством снижения или даже исключения возвращения некоторой части исходящего продукта алкилирования обратно в зону реакции алкилирования. Согласно некоторым воплощениям увеличенная разность температур (ΔT) поперек одного или более слоев катализатора алкилирования зоны реакции алкилирования (например, слоев, содержащихся внутри реактора алкилирования или внутри отдельных реакторов) в результате уменьшения или исключения рециркулирования исходящего продукта алкилирования может быть по меньшей мере частично скомпенсирована отводом теплоты из реакционной зоны посредством косвенного теплообмена. Например, может быть организован теплообмен между исходящим из слоя катализатора алкилирования продуктом и охлаждающим агентом (например, водой) так, чтобы в результате охлажденный исходящий из слоя катализатора алкилирования продукт подавался бы в следующий далее слой катализатора алкилирования (например, в режиме косвенного теплообмена в непосредственно примыкающий слой катализатора, следующий далее вслед за слоем, из которого выводится исходящий из слоя катализатора алкилирования продукт), который также находится внутри зоны реакции алкилирования. Отводимое тепло может поэтому полезным образом извлекаться в виде пара (например, пара среднего давления). Другие объекты изобретения относятся к улучшению селективности по кумолу, являющемуся следствием уменьшения величины мольного соотношения бензол:пропилен в исходном сырье алкилирования, поступающем в зону реакции алкилирования (например, входящему в реактор алкилирования в нескольких местах, соответствующих входам в несколько слоев катализатора алкилирования). Особенно неожиданным оказалось то, что комбинация сниженного мольного отношения бензола к пропилену (например, не более 2,5:1) и уменьшенного коэффициента рециркуляции исходящего продукта алкилирования (например, не более 3:1) может привести к значительному улучшению селективности по кумолу в зоне реакции алкилирования, при этом представленная в примере селективность составляет более 85 мас.%, обычно более 88 мас.% и часто больше 90 мас.%.
Эти параметры способа предпочтительно объединяются в зоне реакции алкилирования с определенными каталитическими системами с целью достижения указанных выше эксплуатационных преимуществ, касающихся, в частности, высокой селективности по кумолу. Катализаторы алкилирования, которые в настоящее время демонстрируют исключительно высокие рабочие характеристики в соединении с описанными выше коэффициентами рециркуляции исходящих продуктов алкилирования и/или соотношениями реагентов исходного сырья, включают такие, которые содержат цеолит UZM-8 и, в частности, содержат этот цеолит, имеющий высокую величину мольного соотношения в структурном каркасе Si/Аl2 (или диоксида кремния к оксиду алюминия), например, от 24 до 35. При использовании в зоне реакции алкилирования (например, в слоях многослойного катализатора алкилирования, образованных друг за другом внутри этой зоны) содержащие этот цеолит катализаторы показали устойчивость не только к высоким разностям температур поперек одного или нескольких слоев этого катализатора алкилирования, являющихся следствием снижения коэффициента рециркуляции исходящего продукта алкилирования, но также и к высоким концентрациям олефина, действию которых этот катализатор алкилирования подвергается в результате уменьшения мольного соотношения бензол:пропилен в исходном сырье. Обычно ввиду слабых рабочих характеристик, которые часто наблюдаются у стандартных катализаторов алкилирования, можно было бы ожидать, что любой из этих эффектов приведет к интенсивной деактивации катализатора и/или избыточному образованию побочных продуктов.
Следующие объекты изобретения относятся к выявлению функциональной синергии между зоной реакции алкилирования с обсужденной выше высокой селективностью по кумолу и реакционной зоной трансалкилирования и/или участком извлечения продукта, которая приводит к значительному общему улучшению экономики способа. Предпочтительно высокая селективность по кумола в зоне реакции алкилирования (например, превышающая 88%) и особенно при определенных мольных отношениях бензола к пропилену в исходном сырье алкилирования (например, от 2,2 до 3,0), может уменьшить общий выход бензола и пропилена, которые преобразуются в ТГРВ и более высокомолекулярные побочные продукты, в целом до величины ниже 1%. При достаточно низком уровне образования TIPB может выполняться обычная отгонка высококипящей фракции побочного продукта (полученный при извлечении кумола в виде низкокипящей фракции) на участке извлечения продукта (например, в колонне DIPB) при атмосферном давлении или более высоком, а не в условиях вакуума, как это обычно осуществляется при извлечении TIPB совместно с DIPB в низкокипящей (например, головном погоне) фракции, которая подается обратно в реакционную зону трансалкилирования.
Поэтому, согласно воплощениям данного изобретения, уменьшение выхода TIPB может быть снижено до такой степени, что сокращение издержек, связанных с выполнением дистилляции в колонне DIPB при атмосферном или более высоком давлении, а не в условиях разрежения, превосходит относительно небольшие расходы, связанные с удалением побочного продукта TIPB вместо повторной подачи этого соединения в реакционную зону трансалкилирования для выработки дополнительного кумола. Согласно другим воплощениям, которые используют высокую селективность по кумолу и, в частности, низкий уровень выработки TIPB в зоне реакции алкилирования, катализатор трансалкилирования предпочтительно содержит бета-цеолит, который, в отличие от обычных катализаторов трансалкилирования, не требует присутствия TIPB в реакционной зоне трансалкилирования для предупреждения образования этого соединения. Важно, что бета-цеолит является конфигурационно-селективным и поэтому может применяться в реакционной зоне трансалкилирования, действующей с уровнем конверсии DIPB по меньшей мере 60%, в отличие от обычных степеней конверсии, составляющих лишь 50-60%, без значительной выработки побочных продуктов трансалкилирования, таких как нормальный пропилбензол (NPB) и этилбензол.
Эти и другие объекты и признаки, касающиеся настоящего изобретение, очевидны из следующего далее подробного описания.
Краткое описание чертежей
Фиг.1 демонстрирует представительный способ производства кумола, при котором отводится тепло из зоны реакции алкилирования, а именно косвенным теплообменом между парами смежных слоев катализатора алкилирования, следующих последовательно друг за другом.
Следует понимать, что фиг.1 представляет иллюстрацию данного изобретения и/или применяемых в нем принципов. Детали, включая насосы, компрессоры, контрольно-измерительную аппаратуру и другие агрегаты, не являющиеся существенными для понимания изобретения, не показаны. Специалисту в данной области, исходя из данного раскрытия, совершенно очевидно, что способы получения кумола и, в частности, при высокой селективности в зоне реакции алкилирования (чтобы возможно обеспечить достижение описанной здесь функциональной синергии с объединенной зоной реакции трансалкилирования) согласно другим различным воплощениям изобретения будут иметь конфигурации и компоненты, частично определяемые в соответствии с их конкретными применениями.
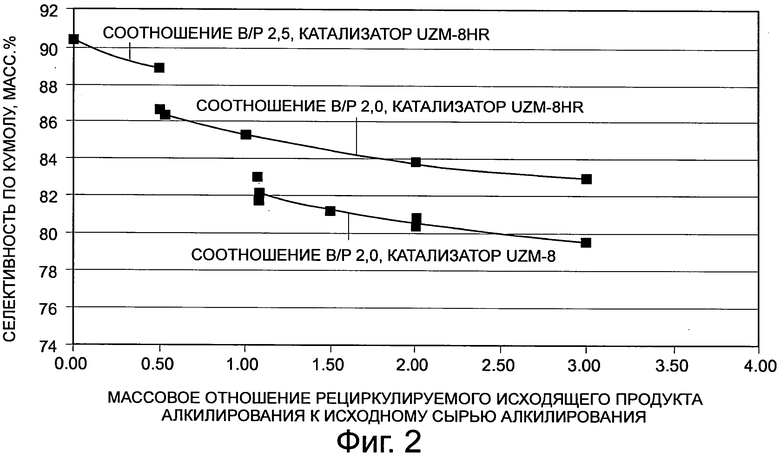
Фиг.2 - график селективности по кумолу в зоне реакции алкилирования в виде функции коэффициента рециркуляции продукта алкилирования в этой зоне. Отдельные кривые иллюстрируют эту зависимость для мольного отношения бензола к пропилену (В/Р) в исходном сырье алкилирования, равного 2,0, при использовании с катализатором UZM-8HR и катализатором UZM-8, и мольным отношением В/Р, равным 2,5, при использовании с катализатором UZM-8HR.
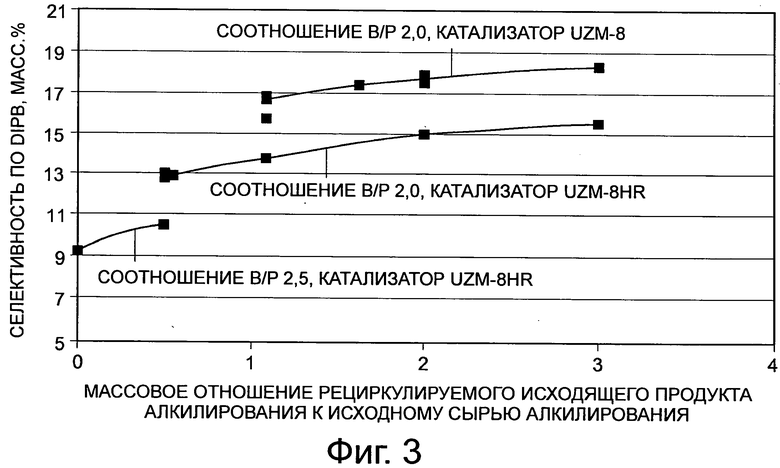
Фиг.3 - график селективности по диизопропилбензолу (DIPB) в зоне реакции алкилирования в виде функции коэффициента рециркуляции продукта алкилирования в этой зоне. Отдельные кривые иллюстрируют эту зависимость для мольного отношения бензола к пропилену (В/Р) в исходном сырье алкилирования, равного 2,0, при использовании с катализатором UZM-8HR и катализатором UZM-8, и мольным отношением В/Р, равным 2,5, при использовании с катализатором UZM-8HR.
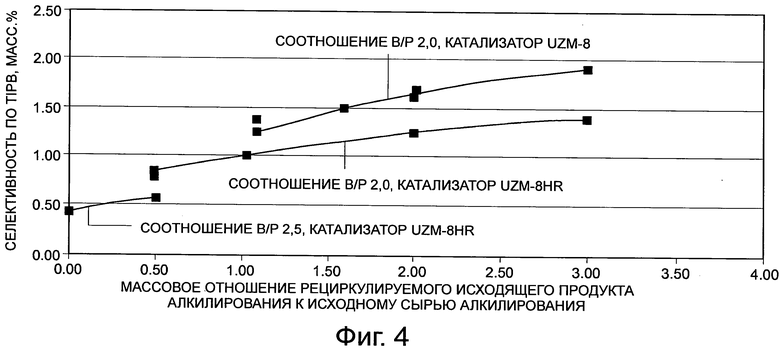
Фиг.4 - график селективности по триизопропилбензолу (TIPB) в зоне реакции алкилирования в виде функции коэффициента рециркуляции продукта алкилирования в этой зоне. Отдельные кривые иллюстрируют эту зависимость для мольного отношения бензола к пропилену (В/Р) в исходном сырье алкилирования, равного 2,0, при использовании с катализатором UZM-8HR и катализатором UZM-8, и мольным отношением В/Р, равным 2,5, при использовании с катализатором UZM-8HR.
На фиг.2-4 «катализатор UZM-8HR» содержит цеолит UZM-8, имеющий мольное соотношение Si/Al2 в каркасе в диапазоне 24-35, тогда как «катализатор UZM-8» содержит цеолит UZM-8 с мольным отношением Si/Al2 в каркасе в диапазоне 19-21.
Осуществление изобретения
Настоящее изобретение относится к способам получения кумола. Представительные способы включают протекание исходного сырья алкилирования, содержащего бензол и пропилен, к зоне реакции алкилирования и отвод из этой зоны исходящего продукта алкилирования, содержащего кумол. Как обсуждалось выше, селективность подвергшихся конверсии продуктов зоны реакции алкилирования по отношению к кумолу в целом составляет по меньшей мере 80% (например, от 80% до 95%), обычно по меньшей мере 85% (например, от 85% до 93%) и часто по меньшей мере 88% (например, от 88% до 92%) в пересчете на мольные доли, как определено выше. Селективность может быть увеличена путем снижения степени (i) рециркуляции части исходящего продукта алкилирования обратно в зону реакции алкилирования и, следовательно, (ii) более глубокого алкилирования кумола в исходящем продукте алкилирования с получением нежелательных побочных продуктов в виде диизопропилбензола (DIPB) и триизопропилбензола (TIPB) в дополнение к другим побочным продуктам. Соответственно, в конкретных воплощениях данного изобретения часть исходящего продукта алкилирования, покидающего зону реакции алкилирования, возвращается в эту зону с относительно небольшим (по сравнению с обычными способами производства кумола) коэффициентом рециркуляции исходящего продукта алкилирования (или отношением рециркулируемого продукта к исходному сырью). Представительные коэффициенты рециркуляции исходящего продукта алкилирования, обозначающие отношение величины рециркулируемой части исходящего продукта алкилирования к расходу потока исходного сырья алкилирования к зоне реакции алкилирования, в целом составляют по массе менее 4:1, обычно менее 3:1 и часто менее 2,5:1 (например, в диапазоне от 1:1 до 2,5:1). Исходное сырье алкилирования включает весь подаваемый материал, содержащий бензол и пропилен, поступающий в зону реакции алкилирования, исключая направляемую на рециркуляцию порцию исходящего продукта алкилирования.
Разность температур обычно развивается через зону реакции алкилирования или поперек индивидуальных слоев катализатора внутри этой зоны в результате экзотермического эффекта реакции алкилирования, в ходе которой в этой реакционной зоне обычно преобразуется весь или по существу весь (например, по меньшей мере 99% или по меньшей мере 99,5%») лимитирующий реагент пропилен. Поскольку при обычных способах для ограничения возрастания температуры через эту реакционную зону или поперек индивидуальных слоев катализатора алкилирования (то есть от входа к выпуску из зоны реакции алкилирования или из представленных в ней слоев катализатора алкилирования) используются более высокие величины коэффициента рециркуляции, способы согласно воплощениям данного изобретения могут осуществляться при относительно высоких разностях температур (величина ΔT, или экзотерма слоя катализатора) через зону реакции алкилирования или слой (слои) катализатора алкилирования. Например, при использовании более низких, обсуждавшихся выше, коэффициентов рециркуляции исходящего продукта алкилирования представительная разность температур в случае зоны реакции алкилирования, содержащей ряд последовательных слоев катализатора алкилирования, в целом составляет от 15°С (27°F) до 45°С (81°F) и часто от 20°С (36°F) до 40°С (72°F). Эти диапазоны разностей температур, как правило, применяются по меньшей мере к одному слою катализатора алкилирования в пределах зоны реакции алкилирования, хотя во многих случаях все слои эксплуатируются с приблизительно одинаковыми разностями температур в пределах этих диапазонов. В случае зоны реакции алкилирования, содержащей ряд последовательных слоев катализатора алкилирования, разность температур может контролироваться по каждому индивидуальному слою посредством разделения потока рециркулируемой части исходящего продукта алкилирования по различным локализациям в зоне реакции алкилирования. Часто эти локализации располагаются между смежными слоями катализатора, расположенными в реакторе алкилирования последовательно друг за другом.
Поэтому охлаждение части исходящего продукта алкилирования, которая направляется на рециркуляцию, и введение этой рециркулируемой части обратно в зону реакции алкилирования ограничивает разность температур (то есть быстро охлаждает) в поперечном направлении зоны реакции алкилирования и/или слоев катализатора алкилирования в пределах этой зоны прямым теплообменом с реакционной смесью в тех локализациях, в которые вводится рециркулируемая порция. Также может происходить прямой теплообмен с порциями исходного сырья для алкилирования (например, свежего бензола, рециркулируемого бензола и/или пропилена), разделяемыми среди локализаций в зоне реакции алкилирования (например, соответствующих тем, среди которых, как обсуждалось выше, распределяется рециркулируемая часть исходящего продукта алкилирования, и/или тем, от которых тепло отводится косвенным теплообменом, как это будет обсуждено ниже).
Согласно некоторым воплощениям рециркулируемая часть исходящего продукта алкилирования может быть исключена, так, чтобы коэффициент рециркуляции равнялся 0 и прямой теплообмен с этой рециркулируемой частью отсутствовал. При сохраняющихся неизменяемыми всех прочих переменных способа это в целом максимизирует разность температур поперек зоны реакции алкилирования или слоя (слоев) катализатора алкилирования в пределах этой зоны, но может также максимизировать селективность по кумолу в зависимости от катализатора алкилирования и параметров способа. В тех воплощениях, в которых исходящий продукт алкилирования совсем не направляется на рециркуляцию в зону реакции алкилирования, представительная разность температур поперек одного или более последовательных слоев катализатора алкилирования в пределах этой зоны в целом составляет от 15°С (27°F) до 60°С (108°F) и обычно от 30°С (54°F) до 50°С (90°F).
Вне зависимости от того направляется ли по меньшей мере одна часть исходящего продукта алкилирования на рециркуляцию, или нет, разностью температур поперек зоны реакции алкилирования или поперек индивидуальных слоев катализатора в пределах этой зоны также можно управлять с помощью косвенного теплообмена с целью отведения тепла из зоны реакции алкилирования. Отвод тепла косвенным теплообменом предпочтителен в тех воплощениях, в которых исключается рециркуляция исходящего продукта алкилирования. Если зона реакции алкилирования содержит, например, ряд последовательных слоев катализатора алкилирования, тепло может отводиться между по меньшей мере одной парой смежных слоев катализатора алкилирования, а часто удаляется между всеми парами смежных слоев катализатора алкилирования. Поэтому в представительных воплощениях, в которых зона реакции алкилирования содержит по меньшей мере три последовательных слоя катализатора алкилирования в пределах единственного реактора алкилирования, тепло может отводиться косвенным теплообменом между по меньшей мере каждой из обеих пар смежных слоев по меньшей мере трех слоев катализатора алкилирования, а именно из локализации между (i) первым по ходу слоем и вторым, промежуточным, слоем и между (ii) вторым, промежуточным, слоем и третьим, нижним по ходу, слоем. Локализации отвода тепла косвенным теплообменом (например, в различающихся по осевому положению (высоте) точках) вдоль вертикально ориентированного, цилиндрического реактора алкилирования, может поэтому соответствовать некоторым или всем обсуждавшимся выше локализациям, среди которых распределяется рециркулируемая часть исходящего продукта алкилирования (если применяется) для охлаждения слоев катализатора алкилирования, ограничивая их перегрев. В других воплощениях тепло может отводиться косвенным теплообменом между некоторыми парами смежных слоев катализатора алкилирования, в то время как между другими парами может использоваться прямой теплообмен (быстрое охлаждение). Например, прямой и косвенный теплообмен могут чередоваться между чередующимися парами смежных слоев катализатора алкилирования.
Независимо от конкретной конфигурации междуслойного отвода тепла и/или быстрого охлаждения для косвенного теплообмена может использоваться любое количество охлаждающих агентов, включая любой технологический поток, что может давать преимущество, заключающееся в косвенном нагреве продуктом, исходящим из слоя катализатора алкилирования. Обычным охлаждающим агентом является вода, которая после теплообмена с исходящим слоя из катализатора алкилирования продуктом может давать более ценный пар, например пар среднего давления.
Более низкие коэффициенты рециркуляции и, соответственно, высокая разность температур зоны реакции алкилирования или слоя катализатора алкилирования, связанные с описанными здесь способами алкилирования бензола пропиленом с высокой селективностью по кумолу, предпочтительно применяются с катализаторами алкилирования, продемонстрировавшими хорошие рабочие характеристики в отношении активности, селективности и стабильности даже при таких параметрах способа, которые, как в целом предполагают, обеспечивают более неблагоприятные эксплуатационные условия. Следующий эксплуатационный режим, который улучшает селективность по кумолу и который, хотя и создает более неблагоприятные эксплуатационные условия, является хорошо переносимым предпочтительными катализаторами алкилирования, представляет уменьшение величины мольного соотношение бензол:пропилен в исходном сырье алкилирования, поступающем в зону реакции алкилирования. Исходное сырье алкилирования включает весь содержащий бензол и пропилен подаваемый материал, поступающий в зону реакции алкилирования, но не включает направляемую на рециркуляцию часть (при наличии таковой) исходящего продукта алкилирования. Поэтому исходное сырье алкилирования в представительном воплощении может быть объединенным потоком пропилена и свежего и/или рециркулируемого бензола, подаваемого в реактор алкилирования, содержащий ряд слоев.
Как обсуждалось ранее, обычные способы получения кумола реализуются со значительным мольным избытком бензола относительно пропилена в исходном сырье алкилирования так, чтобы избыточный бензол обеспечивал вместе с рециркулируемой частью исходящего продукта алкилирования дополнительный отвод тепла. Помимо этого избыточный бензол разбавляет обладающий высокой реакционной способностью олефин пропилен с тем, чтобы снизить потенциальную возможность полимеризации и закоксовывания катализатора в результате реакции пропилена с самим собой в условиях реакции алкилирования. Однако согласно описанным здесь конкретным воплощениям изобретения мольное соотношение бензол:пропилен может быть уменьшено до величины, более близкой к стехиометрии реакции (1:1), в целях улучшения эффективности использования реагента и/или дальнейшего улучшения селективности. Представительные мольные соотношения бензол:пропилен в исходном сырье алкилирования, как правило, не превышают 3:1 (например, в диапазоне от 1:1 до 3:1), обычно не превышают 2,5:1 (например, в диапазоне от 1,5:1 до 2,5:1) и часто не превышают 2:1 (например, в диапазоне от 1,5:1 до 2:1).
Представительный катализатор алкилирования, который был оценен как обладающий исключительно хорошими эксплуатационными качествами в способах получения кумола, применяющих один или несколько параметров процесса, включающих коэффициенты рециркуляции исходящего продукта алкилирования, принципы прямого и/или косвенного теплообмена, и/или обсуждавшиеся выше величины соотношения бензол:пропилен в исходном сырья алкилирования, все из которых индивидуально или в комбинации могут вносить свой вклад в улучшение селективности по кумолу, содержит цеолит UZM-8. Этот цеолит описан в патенте США 6 756 030. Цеолит UZM-8, как правило, присутствует в количестве по меньшей мере 50 мас.% и часто в количестве по меньшей мере 70 мас.% от общей массы катализатора с остальной частью в большинстве случаев представленной термостойким связующим из неорганического оксида. Предпочтительным связующим веществом является оксид алюминия, с особенно предпочтительной формой гамма-оксида алюминия, эта-оксида алюминия и их смесями. В представленных примерами воплощениях цеолит UZM-8 используется в чистом виде без какого-либо связующего вещества. При различных, обсуждавшихся здесь, режимах способа было найдено, что мольное соотношение атомов Si/Al2 в каркасе UZM-8 может быть важным параметром в достижении требуемых величин селективности по кумолу (например, выше 85%), как обсуждалось выше. Особенно предпочтительные результаты могут быть достигнуты, например, при использовании катализатора алкилирования, содержащего или состоящего по существу из цеолита UZM-8 (например, в чистом виде без добавления связующего вещества), имеющего мольное соотношение Si/Аl2 в каркасе от 24 до 35 и часто от 27 до 33. Из области техники понятно, что соотношение Si/Аl2 в каркасе эквивалентно мольному отношению в каркасе молекулярного диоксида кремния к оксиду алюминия (SiO2/Al2O3), каждое из которых ровно вдвое превышает атомное отношение Si/Al.
Представительный катализатор трансалкилирования, проявивший исключительно хорошие эксплуатационные качества в описанных здесь способах производства кумола с высокой селективностью по кумолу, содержит бета-цеолит, цеолит Y или цеолит UZM-8. Цеолит типа Y, предназначенный для применения в качестве катализатора алкилирования, имеет содержание отличных от Н+ катионов цеолита Y менее 200 ч./млн. в пересчете на массовый эквивалент NH3. Предпочтительный цеолит Y является модифицированным цеолитом Y, известным как Y-85 и описанным в заявке США 2008/0171902, включенной в описание посредством ссылки. Бета-цеолит описан в патентах США 4891458 и 5081323. Поверхностно-модифицированный бета-цеолит, согласно описанию патента США 5723710, является примером бета-цеолита, подходящего для применения в качестве катализатора алкилирования. Во всех цеолитных катализаторах цеолит, как правило, присутствует в количестве по меньшей мере 50 мас.% и часто в количестве по меньшей мере 70 мас.% от общей массы катализатора, с остальной частью в большинстве случаев представленной термостойким связующим из неорганического оксида. Предпочтительным связующим веществом является оксид алюминия с особенно предпочтительной формой гамма-оксида алюминия, эта-оксида алюминия и их смесями. Представительный цеолитный катализатор алкилирования содержит цеолит Y и связующее из диоксида кремния или оксида алюминия. Еще один катализатор содержит бета-цеолит и связующее из диоксида кремния или оксида алюминия. В целом описанные выше цеолиты являются также подходящими для применения в качестве катализаторов описанных здесь способов трансалкилирования в объединенной реакционной зоне алкилирования / реакционной зоне трансалкилирования.
В более общем смысле катализаторы, используемые для алкилирования и трансалкилирования, как правило, содержат одно из класса алюмосиликатных молекулярных сит, известных как цеолиты. Подходящие цеолитные молекулярные сита являются кристаллическими алюмосиликатами, которые в прокаленной форме могут быть представлены общей формулой
Me2/nO:Al2O3:xSiO2:yH2O,
где Me - катион, n - валентность катиона, x имеет величину от 5 до 100 и y имеет величину от 2 до 10. Цеолиты подробно описываются в работе D.W.Breck, Zeolite Molecular Sieves (Цеолитные молекулярные сита), John Wiley and Sons, Нью-Йорк (1974) и в других источниках. Подходящие цеолиты включают цеолит Y, бета-цеолит, цеолит X, морденит, фожазит, омега-цеолит, UZM-8, ZSM-5, PSH-3, МСМ-22, МСМ-36, МСМ-49 и МСМ-56. В различных слоях катализатора в зонах любой из двух различных реакций (то есть алкилирования и трансалкилирования) может применяться один или несколько типов цеолитных катализаторов алкилирования и/или трансалкилирования.
Одно иллюстративное воплощение способа производства кумола показано на фиг.1. Согласно этому воплощению исходное сырье алкилирования, содержащее пропилен 2 и рециркулируемый в процесс алкилирования бензол 4, вводятся в зону реакции алкилирования, а именно, в реактор 100 алкилирования. Рециркулируемый в процесс алкилирования бензол 4 содержит часть низкокипящей бензольной фракции 6, извлекаемой на участке извлечения продукта, и часть свежего добавляемого в процесс бензола 8. Как показано, реактор 100 алкилирования содержит три последовательных слоя (25а, 25b, 25с) катализатора алкилирования, и поток пропилена 2 распределяется между локализациями (2а, 2b, 2с), которые располагаются (i) до (выше) первого по ходу слоя 25а катализатора алкилирования, (ii) между первым по ходу слоем 25а катализатора алкилирования и вторым, промежуточным, слоем 25b, и (iii) между вторым, промежуточным, слоем 25b и третьим, последним по ходу, слоем 25с. Представительные условия в реакторе 100 алкилирования включают температуру от 75°С (167°F) до 250°С (482°F), давление от 15 бар избыточного давления (218 фунт/кв. дюйм избыточного давления) до 65 бар избыточного давления (943 фунт/кв. дюйм избыточного давления) и среднечасовую скорость подачи сырья по пропилену (WHSV пропилена) от 0,1 час-1 до 5 час-1. Из данной области техники понятно, что WHSV пропилена представляет собой массовый расход пропилена, направляемого к зоне реакции алкилирования, разделенный на общую массу катализатора в этой зоне, и представляет эквивалент массы пропилена, обрабатываемой катализатором каждый час.
Экзотермическая реакция алкилирования вызывает повышение температуры поперек каждого из слоев (25а, 25b, 25с) катализатора алкилирования с представительными, обсуждавшимися выше, разностями температур. Возрастание температуры в поперечном направлении и, следовательно, максимальная температура слоя для каждого из слоев (25а, 25b, 25с) катализатора алкилирования частично ограничивается косвенным теплообменом с целью отвода тепла между обеими парами смежных слоев (25а/25b и 25b/25с) катализатора алкилирования. В частности, осуществляется теплообмен между продуктами, исходящими из первого по ходу 25а и промежуточного 25b слоев 25а, 25b катализатора алкилирования, и охлаждающим агентом (например, водой) с помощью охлаждающих устройств 50а, 50b с целью нагревания охлаждающего агента, например, для получения пара (например, пара среднего давления) или, в ином случае, для нагревания в процессе получения кумола технологического потока из другого процесса.
В комбинации с косвенным теплообменом прямой теплообмен между пропиленом, входящим в зону 100 реакции алкилирования в локализациях 2b и 2с, и реакционной смесью дополнительно помогает ограничивать температуру поперек слоев катализатора алкилирования. В дополнительных воплощениях (показаны прерывистыми стрелками), в которых часть 10а исходящего продукта 10 алкилирования охлаждается с помощью охлаждающего устройства 75 и повторно направляется в зону 100 реакции алкилирования, эта рециркулируемая часть 10а может быть распределена, как обсуждалось выше, среди локализаций 10b, 10с между парами смежных слоев (25а/25b и 25b/25с) катализатора, которые соответствуют местам отвода тепла косвенным теплообменом и/или быстрым охлаждением при прямом теплообмене. Из настоящего описания понятно, что при ограничении повышения температуры поперек одного или более слоев катализатора алкилирования до требуемой степени эффективным может быть любое количество комбинаций прямого и/или косвенного теплообмена или, в качестве варианта, прямой либо косвенный теплообмен, применяемый индивидуально. Описанные здесь способы в целом обеспечивают преимущество благодаря уменьшению или обнулению коэффициента рециркуляции в зону 100 реакции алкилирования с улучшением селективности в этой зоне по кумолу. Поэтому часто предпочтительным оказывается косвенный теплообмен, один или в комбинации с прямым теплообменом, принимая во внимание пониженную производительность прямого теплообмена (быстрого охлаждения) исходящим продуктом алкилирования, рециркулируемого согласно различным описанным здесь воплощениям.
Весь исходящий продукт 10 алкилирования или по меньшей мере не направляемая на рециркуляцию часть 10b исходящего продукта 10 алкилирования подается, возможно после фракционирования (не показано), выполняемого с целью удаления легких компонентов (например, пропана), вместе с исходящим продуктом 12 трансалкилирования из реакционной зоны 200 трансалкилирования к участку извлечения продукта, содержащему ряд ректификационных (дистилляционных) колонн. Участок извлечения продукта обычно используется для извлечения кумола, тяжелого побочного продукта, бензольной фракции и фракции диизопропилбензола (DIPB) из по меньшей мере не направляемой на рециркуляцию части 10b исходящего продукта алкилирования и исходящего продукта 12 трансалкилирования.
Согласно показанному на фиг.1 иллюстративному воплощению исходящий продукт 12 трансалкилирования и не направляемая на рециркуляцию часть 10b исходящего продукта 10 алкилирования, содержащие некоторые количества кумола, полученного при трансалкилировании и алкилировании, соответственно, подвергаются совместной отгонке в бензольной колонне 300 для извлечения низкокипящей бензольной фракции 6. Бензольная фракция 6 обогащена бензолом по сравнению с объединенным подаваемым в бензольную колонну 300 материалом, а именно, исходящим продуктом 12 трансалкилирования и не подаваемой на рециркуляцию частью 10b исходящего продукта 10 алкилирования, и поэтому содержит бензол, который не участвовал в преобразованиях в зоне 100 реакции алкилирования или зоне 200 реакции трансалкилирования вследствие его присутствия в этих зонах в стехиометрически избыточных количествах. После объединения бензольной фракции 6 со свежим бензолом 8 части бензольной фракции 6 подаются обратно к реакционным зонам 100, 200. Таким образом, рециркулируемый в процесс алкилирования бензол 4 вводится в виде компонента исходного сырья алкилирования вместе с пропиленом 2 в зону 100 реакции алкилирования, в то время как бензол 14, рециркулируемый в процесс трансалкилирования, вводится в зону 200 реакции трансалкилирования в виде компонента исходного сырья трансалкилирования вместе по меньшей мере с одной частью фракции 16 DIPB, извлекаемой из колонны 500 DIPB в виде низкокипящей фракции, обогащенной DIPB по сравнению с загрузкой в эту колонну.
В зависимости от режима функционирования колонны 500 DIPB и, в частности, применяемого давления, фракция 16 DIPB может также содержать триизопропилбензол (TIPB) в виде добавочного полиалкилированного бензола, который может быть полезным образом введен в реакцию в зону 200 реакции трансалкилирования для получения дополнительного кумола. Однако для извлечения TIPB в низкокипящей фракции 16 DIPB из колонны 500 DIPB обычно требуется субатмосферное давление (то есть вакуум) для того, чтобы избежать температур, которые вызывают термическую деградацию фракционируемых компонентов. Поэтому согласно воплощениям изобретения в колонне 500 DIPB извлекается низкокипящая фракция 16 DIPB, содержащая часть или весь TIPB, который подается в эту колонну, так чтобы и DIPB, и TIPB в этой низкокипящей фракции DIPB подавались бы в реакционную зону 200 трансалкилирования для выработки добавочного кумола. В этом случае фракционирование в колонне 500 DIPB, как правило, выполняется под давлением ниже атмосферного.
Однако благодаря высокой селективности по кумолу, которая может быть достигнута в результате уменьшения коэффициентов рециркуляции исходящего продукта алкилирования, принципов прямого и/или косвенного теплообмена, и/или сниженного, как обсуждалось выше, соотношения бензол:пропилен в исходном сырье алкилирования, оказывается возможной большая степень гибкости при эксплуатации колонны 500 DIPB. В частности, поскольку селективность по кумолу в зоне 100 реакции алкилирования увеличивается, выход TIPB в этой зоне может уменьшиться до такой степени, что дистилляция в вакууме для извлечения сниженных количеств этого соединения совместно с DIPB в колонне 500 DIPB оказывается экономически неоправданной по сравнению с простым сохранением этого соединения для извлечения в тяжелом побочном продукте 20 в виде удаляемой из колонны 500 DIPB высококипящей фракции. В этом случае для экономии связанных с более сложной перегонкой в вакууме затрат фракционирование в колонне 500 DIPB может выполняться при атмосферном давлении или давлении выше атмосферного, а не в условиях разреженного давления. Фракционирование при атмосферном или более высоком давлении может быть желательным, например, когда селективность по кумолу в зоне 100 реакции алкилирования составляет по меньшей мере 88 мас.% (например, от 88 мас.% до 92 мас.%). В этом случае фракция 16 DIPB не содержит по существу никакого TIPB (например, менее 0,4 мас.% и часто менее 0,1 мас.%). В целом функционирование в описанном здесь режиме высокой селективности по кумолу приводит к снижению выхода, к TIPB и более высокомолекулярным соединениям, основывающимся на общем (то есть на свежем или добавленном) бензоле и пропилене, добавляемым (то есть потребляемым) к процессу, менее чем на 0,5 мас.%. При достаточно высокой селективности по кумолу, это оказывается возможным даже в таких воплощениях, в которых колонна 500 DIPB эксплуатируется при вышеупомянутом атмосферном давлении так, что TIPB удаляется с тяжелым побочным продуктом 20, не будучи подвергнутым трансалкилированию для получения добавочного кумола.
Так же, как и зона 100 реакции алкилирования, реакционная зона 200 трансалкилирования может содержать один или множество слоев катализатора. В обсуждаемых выше воплощениях, в которых дистилляция в колонне 500 DIPB осуществляется при атмосферном или более высоком давлении, и низкокипящая фракция 16 DIPB не содержит по существу никакого TIPB, один или несколько слоев катализатора трансалкилирования внутри реакционной зоны 200 трансалкилирования предпочтительно содержат бета-цеолит. Бета-цеолит, в отличие от других катализаторов трансалкилирования, в реакции трансалкилирования является высококонфигурационно-селективным, так что глубоко алкилированное соединение TIPB не вырабатывается в сколько-нибудь заметной степени. Следовательно, рециркуляция TIPB для обеспечения равновесной концентрации с целью предупреждения выработки TIPB не требуется. Более того, по сравнению с другими катализаторами трансалкилирования, такими как содержащие цеолит Y, катализаторы трансалкилирования, содержащие бета-цеолит, могут применяться для достижения намного более высокого уровня однократной конверсии полиалкилированных соединений бензола (DIPB и TIPB), поскольку этилбензол (ЕВ) в качестве побочного продукта также не вырабатывается в заметных количествах. Поэтому когда TIPB в исходном сырье для реакционной зоны 200 трансалкилирования ограничивается, степень трансалкилирования (то есть преобразование полиалкилированных соединений бензола, таких как DIPB) в присутствии катализатора трансалкилирования, содержащего бета-цеолит, как правило, составляет по меньшей мере 60 мас.%, но может достигать, например, диапазона от 80 мас.% до 92 мас.%.
Напротив, чтобы ограничить в представленном кумолом продукте 24 содержание ЕВ, представительная степень преобразования трансалкилированием в присутствии катализатора трансалкилирования, содержащего, например, цеолит Y или цеолит UZM-8, как правило, находится в диапазоне от 40 мас.% до 70 мас.% и обычно от 50 мас.% до 60 мас.%. Эти уровни преобразования трансалкилированием в целом связываются с описанными выше воплощениями изобретения, в которых TIPB отгоняется совместно с DIPB в низкокипящей фракции 16 DIPB, извлекаемой из колонны 500 DIPB, в этом случае обычно функционирующей в условиях разрежения.
В дополнение к бензольной фракции 6, извлекаемой в виде низкокипящей фракции из бензольной колонны 300, также получают высококипящую богатую кумолом фракцию 22, обогащенную кумолом по сравнению с объединенным подаваемым в бензольную колонну 300 материалом, а именно исходящим продуктом 12 трансалкилирования и не подаваемой на рециркуляцию порцией 10b исходящего продукта 10 алкилирования. Богатая кумолом фракция 22 отгоняется в колонне 400 кумола для извлечения представленного кумолом продукта 24 в виде низкокипящей фракции, а также высококипящей фракции 26 побочного продукта. Представленный кумолом продукт 24 дополнительно обогащен кумолом относительно богатой кумолом фракции 22, а высококипящая фракция 26 побочного продукта 26 обогащена DIPB и TIPB по сравнению с богатой кумолом фракции 22. Фракция 26 побочного продукта подается, как обсуждалось выше, в колонну 500 DIPB для извлечения низкокипящей фракции 16 DIPB и высококипящей фракции 20 побочного продукта.
Согласно представленному на фиг.1 иллюстративному воплощению исходное сырье 18 трансалкилирования, комбинация рециркулируемого в процесс трансалкилирования бензола 14 и фракции 16 диизопропилбензола прокачивается через слой (слои) катализатора трансалкилирования в реакционной зоне 200 трансалкилирования, чтобы обеспечить исходящий продукт 22 трансалкилирования дополнительным количеством кумола, который подается на бензольную колонну 300 совместно с кумолом из рециркулируемой части 10b исходящего продукта алкилирования. Кумол из обоих исходящих продуктов 10b, 12 извлекается на участке извлечения продукта. В объединенном исходном сырье 18 трансалкилирования мольное соотношение бензол: полиалкилированные соединения бензола (например, DIPB и TIPB, в случае присутствия), как правило, находится в диапазоне от 1:1 до 10:1 и часто от 2:1 до 4:1. Помимо этого температура исходного сырья 18 трансалкилирования на входе реакционной зоны 200 трансалкилирования, как правило, составляет от 100°С (212°F) до 200°С (392°F). Все или часть тепла, необходимого для достижения требуемой температуры исходного сырья 18 трансалкилирования на входе в зону реакции, может обеспечиваться с помощью теплообменника (не показан).
В целом объекты изобретения направлены на способы, которые разрабатывают неожиданные преимущества и, в частности, высокую селективность по кумолу, связанную с описанными здесь различными параметрами способа и/или катализаторными системами. В связи с этим воплощением изобретения относятся к способам получения кумола посредством алкилирования бензола пропиленом, содержащим перетекание исходного сырья алкилирования, содержащего бензол и пропилен, к зоне реакции алкилирования с тем, чтобы преобразовать пропилен в зоне реакции алкилирования с селективностью по кумолу по меньшей мере 85%. Предпочтительно один или несколько слоев катализатора в пределах зоны реакции алкилирования может содержать цеолитный катализатор алкилирования UZM-8. Улучшение селективности может быть достигнуто при использовании низкого коэффициента рециркуляции исходящего продукта алкилирования (например, менее 3:1 по массе), который представляет собой отношение расхода потока рециркулируемой части исходящего продукта алкилирования к расходу потока исходного сырья алкилирования (а именно, объединенному расходу потока подаваемого к зоне реакции алкилирования материала, содержащего бензол и пропилен) и составляет менее 3:1 по массе. В других воплощениях не используют рециркуляцию исходящего продукта алкилирования. Из-за более ограниченной или отсутствующей возможности быстрого охлаждения зоны реакции алкилирования посредством прямого теплообмена с рециркулируемой частью исходящего продукта алкилирования, согласно воплощениям изобретения, может реализовываться косвенный теплообмен посредством отвода тепла между по меньшей мере одной парой смежных слоев в пределах зоны реакции алкилирования. Дальнейшие улучшения селективности по кумолу могут быть реализованы в воплощениях, в которых мольное соотношение бензол:пропилен в исходном сырье алкилирования не превышает 2,5 или даже не превышает 1,5. Следующие преимущества способа могут быть получены при высокой селективности по кумолу путем осуществления дистилляции на участке извлечения продукта при атмосферном или более высоком давлении с отделением побочного продукта DIPB в головном погоне и удалением побочного продукта TIPB в кубовых остатках с тяжелым побочным продуктом. Эта дистилляция может быть объединена с применением катализатора трансалкилирования, содержащего бета-цеолит, с тем чтобы обеспечить дополнительные преимущества в отношении осуществления конверсии в реакционной зоне трансалкилирования.
Можно видеть, что с учетом настоящего раскрытия может быть достигнут ряд преимуществ, а также могут быть получены другие предпочтительные результаты.
Специалистам в данной области на основании представленных в данном раскрытии сведений очевидна возможность и других многочисленных воплощений, при этом такие воплощения не отступают от объема настоящего раскрытия.
Следующий далее пример дается в качестве представительного для настоящего изобретения. Этот пример не должен рассматриваться как ограничивающий объем данного изобретения, поскольку это и другие эквивалентные воплощения являются очевидными ввиду настоящего раскрытия и прилагаемой формулы изобретения.
Пример 1
Реализованный в полупромышленном масштабе способ, применяющий зону реакции алкилирования, зону реакции трансалкилирования и участок извлечения продукта, был использован для оценки влияния ряда параметров способа на селективность по кумолу, получаемому алкилированием бензола пропиленом. Зона реакции алкилирования включала три последовательных реактора, содержащих катализатор алкилирования. Были изучены в различных эксплуатационных фазах следующие комбинации (i) мольных отношений бензол:пропилен (отношение В/Р) в объединенном исходном сырье алкилирования для реакторов алкилирования и (ii) массовых отношений рециркулируемого исходящего продукта алкилирования к исходному сырью алкилирования (коэффициент рециркуляции) в реакторах алкилирования. Результаты показаны в таблице 1.
В каждой из эксплуатационных фаз среднечасовая скорость подачи пропилена (WHSV) в реактор алкилирования составляла 0,72 час-1, давление в реакторе составляло 38 бар избыточного давления (550 фунт/кв. дюйм избыточного давления), а температура на входе в каждый из трех реакторов алкилирования поддерживалась на уровне 110°С (230°F), за исключением фазы 1, на которой осуществлялось регулирование температуры на входе в реактор на уровне 130°С (266°F). В реакторе алкилирования применялся катализатор UZM-8HR, содержащий цеолит UZM-8, имеющий мольное отношение Si/Аl2 в каркасе в диапазоне 27-33. Условия в реакторе трансалкилирования поддерживались неизменными на всех фазах.
Селективность по кумолу, или массовая процентная доля кумола по отношению к общей массе продуктов конверсии, включая полиалкилированные бензолы (DIPB и TIPB), была определена для каждой фазы и проанализирована в качестве функции от коэффициента рециркуляции. Эта зависимость показана на фиг.2 вместе с результатами, полученными при таких же условиях, но с катализатором UZM-8, содержащим цеолит UZM-8, имеющий мольное соотношение Si/Аl2 в каркасе в диапазоне 19-21. Как показано на фиг.2, функционирование при соотношении В/Р, равном 2,5, увеличило селективность по кумолу от 89% при коэффициенте рециркуляции 0,5 до величины, немного превышающей 90%, когда рециркулируемый поток был полностью прекращен. Увеличение соотношения В/Р от 2,0 до 2,5 эффективно сдвигало кривую зависимости селективности по кумолу от коэффициента рециркуляции вверх на 2% при сохранении неизменным ее общего характера движения. Различие между этими кривыми для катализатора UZM-8HR и катализатора UZM-8 при соотношении В/Р 2,0 последовательно составило 3%.
Селективность по DIPB, или массовая процентная доля DIPB по отношению к общей массе продуктов конверсии, была определена для каждой фазы и проанализирована в качестве функции от коэффициента рециркуляции. Эта зависимость показана на фиг.3, также с результатами, полученными при тех же самых условиях, но с катализатором UZM-8. Как показывает фиг.3, снижение величины соотношения В/Р от 2,0 до 2,5 эффективно сдвигало кривую зависимости селективности по DIPB от коэффициента рециркуляции вниз на 1,75% при сохранении неизменным ее общего направления. Различие между этими кривыми для катализатора UZM-8HR и катализатора UZM-8 при соотношении В/Р 2,0 последовательно составляло 2,5%.
Селективность по TIPB, или массовая процентная доля TIPB по отношению к общей массе продуктов конверсии, была определена для каждой фазы и проанализирована в качестве функции от коэффициента рециркуляции. Эта зависимость показана на фиг.4, также с результатами, полученными при тех же самых условиях, но с катализатором UZM-8. Как показывает фиг.4, снижение величины соотношения В/Р от 2,0 до 2,5 эффективно сдвигало вниз кривую зависимости селективности по TIPB от коэффициента рециркуляции. При таком соотношении В/Р селективность по TIPB уменьшалась до 0,5 мас.%) или менее. Применение катализатора UZM-8HR уменьшило селективность по этому побочному продукту при соотношении В/Р, равном 2,0, по сравнению с катализатором UZM-8.
При использовании катализатора UZM-8HR количество побочного продукта нормального пропилбензола (NPB) в исходящем продукте алкилирования, как правило, находилось в пределах от 50 ч./млн. к 250 ч./млн. по отношению к массе кумола в этом исходящем продукте. При исследованных условиях увеличение средней температуры зоны реакции алкилирования (или средневзвешенной величины температуры слоя катализатора алкилирования) в целом сопровождалось увеличением выработки NPB. Аналогичным образом увеличение средней температуры зоны реакции алкилирования в целом сопровождалось увеличением выработки побочного продукта бутилбензола, хотя увеличение соотношения В/Р проявляло эффект уменьшения его образования. Количество бутилбензола в исходящем продукте алкилирования, как правило, составляло от 5 ч./млн. до 200 ч./млн. по отношению к массе кумола в этом исходящем продукте. Количество побочного продукта этилбензола в исходящем продукте алкилирования, как правило, было ниже 20 ч./млн. по отношению к массе кумола в этом исходящем продукте, и это количество было относительно постоянным при всех исследовавшихся условиях. Увеличение коэффициента рециркуляции в исследовавшихся условиях в целом сопровождалось увеличением выработки побочных продуктов инденов. Количество инденов в исходящем продукте алкилирования, как правило, составляло от 1000 ч./млн. до 2000 ч./млн. по отношению к массе кумола в этом исходящем продукте.
Уменьшение коэффициента рециркуляции от 3:1 до 0 оказывало очень сильное действие на повышение температуры поперек каждого из слоев катализатора в пределах зоны реакции алкилирования. При коэффициенте рециркуляции 3:1 увеличение температуры составило 17-25°С (30-45°F) по сравнению с 50-61°С (90-111°F) без какого-либо рециркулирования. Поэтому использование отвода тепла из зоны реакции алкилирования косвенным теплообменом обеспечивает практическую альтернативу прямому теплообмену при снижении температурной разности в поперечном направлении зоны реакции алкилирования в случаях, когда величина потока рециркулируемого исходящего продукта алкилирования уменьшается или он прекращается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2015 |
|
RU2704975C1 |
| Способ получения изопропилбензола алкилированием бензола пропиленом | 2021 |
|
RU2770585C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ, СПОСОБ АЛКИЛИРОВАНИЯ БЕНЗОЛА И СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА | 2000 |
|
RU2234490C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ СПИРТАМИ C-C | 2012 |
|
RU2571097C2 |
| СПОСОБ УДАЛЕНИЯ СОЕДИНЕНИЙ АЗОТА ИЗ ЖИДКИХ ПОТОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2409543C2 |
| Способ получения кумола | 1977 |
|
SU650497A3 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2013 |
|
RU2640595C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2756570C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ БЕНЗОЛА ИЗОПРОПИЛОВЫМ СПИРТОМ ИЛИ СМЕСЬЮ ИЗОПРОПИЛОВОГО СПИРТА И ПРОПИЛЕНА | 2009 |
|
RU2525122C2 |
| Каталитическая композиция и способ ее применения для алкилирования ароматических углеводородов спиртами или смесями спиртов и олефинов | 2014 |
|
RU2675837C2 |
Изобретение относится к вариантам способа получения кумола алкилированием бензола пропиленом. Один из вариантов включает: (a) подачу исходного сырья алкилирования, содержащего бензол и пропилен, в зону (100) реакции алкилирования, содержащую по меньшей мере один слой катализатора алкилирования, содержащего цеолит UZM-8, имеющий мольное соотношение Si/Al2 в каркасе от 24 до 35, и (b) отвод из зоны (100) реакции алкилирования исходящего продукта (10) алкилирования, содержащего кумол. При этом пропилен в исходном сырье алкилирования превращают в зоне (100) реакции алкилирования в кумол с селективностью по меньшей мере 85%. Использование предлагаемого способа (вариантов) позволяет увеличить селективность по кумолу. 3 н. и 9 з.п. ф-лы, 4 ил., 1 табл., 1 пр.
1. Способ получения кумола алкилированием бензола пропиленом, содержащий:
(a) подачу исходного сырья алкилирования, содержащего бензол и пропилен, в зону (100) реакции алкилирования, содержащую по меньшей мере один слой катализатора алкилирования, содержащего цеолит UZM-8, имеющий мольное соотношение Si/Al2 в каркасе от 24 до 35, и
(b) отвод из зоны (100) реакции алкилирования исходящего продукта (10) алкилирования, содержащего кумол,
в котором пропилен в исходном сырье алкилирования превращают в зоне (100) реакции алкилирования в кумол с селективностью по меньшей мере 85%.
2. Способ по п.1, дополнительно содержащий:
(d) возврат рециркулируемой части (10а) исходящего продукта (10) алкилирования в зону (100) реакции алкилирования при отношении расхода потока рециркулируемой части (10а) к расходу потока исходного сырья алкилирования по массе менее 3:1.
3. Способ по п.1, в котором исходящий продукт (10) алкилирования не рециркулируют в зону (100) реакции алкилирования.
4. Способ по п.3, в котором зона (100) реакции алкилирования содержит ряд последовательных слоев катализатора алкилирования, и разность температур поперек каждого из слоев катализатора алкилирования составляет от 15°C (27°F) до 60°C (108°F).
5. Способ по любому из пп.1, 2 или 4, в котором цеолит UZM-8 имеет мольное соотношение Si/Al2 в каркасе от 27 до 33.
6. Способ по п.3, в котором цеолит UZM-8 имеет мольное соотношение Si/Al2 в каркасе от 27 до 33.
7. Способ получения кумола алкилированием бензола пропиленом, содержащий:
(a) подачу исходного сырья алкилирования, содержащего бензол и пропилен, ко входу в зону (100) реакции алкилирования, содержащую ряд последовательных слоев катализатора алкилирования, при мольном отношении бензол:пропилен не превышающем 2,5;
(b) отвод тепла между по меньшей мере одной парой смежных слоев внутри зоны (100) реакции алкилирования, и
(c) извлечение из зоны (100) реакции алкилирования исходящего продукта (10) алкилирования, содержащего кумол, и возвращение рециркулируемой части (10а) исходящего продукта (10) алкилирования в зону (100) реакции алкилирования,
в котором отношение расхода потока рециркулируемой части (10а) к расходу потока исходного сырья алкилирования составляет по массе менее 3:1, при этом пропилен в исходном сырье алкилирования превращают в зоне (100) реакции алкилирования в кумол с селективностью по меньшей мере 85%.
8. Способ по п.7, в котором зона (100) реакции алкилирования содержит ряд последовательных слоев катализатора алкилирования, рециркулируемую часть (10а) исходящего продукта алкилирования (10) рециркулируют в места, расположенные между по меньшей мере одной парой смежных слоев, и величина разности температур поперек каждого из ряда слоев катализатора алкилирования составляет от 15°C (27°F) до 45°C (81°F).
9. Способ по п.7 или 8, дополнительно содержащий:
(d) извлечение по меньшей мере из одной не направляемой на рециркуляцию части (10b) исходящего продукта (10) алкилирования, кумола (24), тяжелого побочного продукта (20), бензольной фракции (6) и фракции (16) диизопропилбензола,
(e) приведение по меньшей мере одной части бензольной фракции (6) и по меньшей мере одной части фракции (16) диизопропилбензола в контакт с цеолитным катализатором трансалкилирования, содержащим бета-цеолит для того, чтобы осуществить конверсию по меньшей мере 80% диизопропилбензола в реакционной зоне (200) трансалкилирования.
10. Способ по п.7 или 8, в котором потеря выхода бензола и пропилена, добавленных к триизопропилбензолу и более высокомолекулярным соединениям, составляет менее 0,5 мас.%.
11. Способ по п.9, в котором потеря выхода бензола и пропилена, добавленных к триизопропилбензолу и более высокомолекулярным соединениям, составляет менее 0,5 мас.%.
12. Способ получения кумола алкилированием бензола пропиленом, содержащий подачу исходного сырья алкилирования, содержащего бензол и пропилен, в зону реакции алкилирования, содержащую цеолитный катализатор алкилирования UZM-8, для превращения пропилена в зоне реакции алкилирования в кумол с селективностью по меньшей мере 85%, в котором часть исходящего продукта алкилирования возвращают в зону реакции алкилирования, при отношении расхода потока рециркулируемой части к расходу потока исходного сырья алкилирования по массе менее 3:1, и молярное отношение бензола к пропилену в потоке исходного сырья алкилирования не превышает 2,5.
| WO 2008088997 A1, 24.07.2008 | |||
| US 2004199036 A1, 07.10.2004 | |||
| US 2006224031 A1, 05.10.2006 | |||
| RU 99108253 A, 20.02.2001 | |||
| Способ получения этил- или изопропил- бензола | 1977 |
|
SU739045A1 |

