Изобретение относится к области металлургии, в частности к термостойким краскам, способным выдерживать высокие температуры, и может быть использовано при изготовлении сварочных электродов для их маркировки.
Известна термостойкая краска для маркировки электродов, содержащая следующие компоненты при их соотношении, мас.%: пигмент красный железоокисный 63,0-66,0; оксид цинка 5,44-6,47; железо треххлористое 6-водное 28,5-30,5; этиловый спирт 0,02-0,04; триэтиленгликоль 0,01-0,02 (Патент RU №2340643, C09D 5/18, опубл. 2008.12.10).
Наиболее близкой по существу к предлагаемой краске и выбранной в качестве прототипа является термостойкая краска для маркировки электродов, содержащая следующие компоненты, мас.%: пигмент красный железоокисный 91,0-93,0; оксид цинка 6,8-8,8; соляная кислота 0,05-0,10; этиловый спирт 0,04-0,10; триэтиленгликоль 0,01-0,03 (Заявка RU 2007119529, C09D 5/18, опубл. 27.11.2007, бюл. №33).
Данные краски отвечают всем требованиям, предъявляемым к краскам для маркировки электродов. Однако использование в составах электродных покрытий новых материалов, таких как марганцевая руда, оксид железа и т.д., окрашивающих покрытия в розовый или красный цвета, не позволяют получить четко различимую маркировку, т.к. данные краски имеют ярко-красный цвет.
Задачей настоящего изобретения является разработка термостойкой краски для маркировки электродов, обладающей высокими адгезионными свойствами и выдерживающей температуру до 400°С, с получением качественного отпечатка на маркируемых электродах, имеющих различную окраску покрытия.
Поставленная задача решается тем, что термостойкая краска для маркировки электродов, содержащая оксид цинка, соляную кислоту, этиловый спирт и триэтиленгликоль, согласно изобретению дополнительно содержит графит при следующем соотношении компонентов, мас.%:
при этом графит имеет размеры частиц не более 315 мкм.
Новый технический результат, достигаемый от реализации разработанного состава, заключается в том, что введение графита в состав термостойкой краски обеспечивает необходимое цветовое решение и не оказывает отрицательного влияния на сварочно-технологические свойства в силу того, что графит обладает такими свойствами, как металлический блеск и высокая электропроводность. А при взаимодействии графита с остальными компонентами термостойкая краска приобретает однородность по своему составу и цвету, легко наносится на электродные покрытия при температуре окружающей среды от +15 до +35°С и способна к длительному хранению. При засыхании краску можно разводить водой, что не только позволяет снизить ее расход, но и значительно продлить срок ее использования. Также использование данной краски позволяет снизить расход краски на одну тонну электродов с 0,066 кг до 0,062 кг (для электродов марки УОНИ-13/55) по сравнению с прототипом, имеющим самый низкий расход из российских красок для маркировки электродов. После прокалки нанесенная краска устойчива к атмосферным воздействиям, обладает высокими адгезионными свойствами и стойкостью к истиранию, имеет четкое изображение черного цвета с металлическим блеском на электродных покрытиях различной цветовой гаммы.
Вышеуказанный технический результат обеспечивается тем, что:
- термостойкая краска, имеющая в своем составе графит в количестве 91,0-93,0% с размерами частиц не более 315 мкм, позволяет получить при нанесении маркировки на электроды устойчивый отпечаток и после их прокаливания сохранить четкость изображения. При значениях его более 93,0% краска становится густой, после прокаливания наблюдается меление краски на поверхности электродов, а при значениях менее 91,0% - требуемая яркость изображения не достигается;
- оксид цинка в составе краски в количестве 6,8-8,8% является отвердителем.
- соляная кислота в количестве 0,08-0,14% в составе термостойкой краски способствует растворению компонентов краски до получения однородной массы;
- введение спирта этилового в количестве 0,06-0,10% и триэтиленгликоля в количестве 0,005-0,015% необходимо для быстрого высыхания краски на поверхности маркируемых электродов и обеспечения прочности слипания (адгезии) двух разнородных поверхностей, т.е краски с электродом.
Реализация предлагаемой термостойкой краски для маркировки электродов осуществлялась в цехе по производству труб и электродов ОАО «Западно-Сибирский металлургический комбинат».
Термостойкая краска (пример №2 таблицы) приготавливалась следующим образом. В металлическую емкость сначала заливали 0,11 мас.% (134 мл) соляной кислоты, добавляли 92,2 мас.% (184,4 г) графита с размерами частиц не более 315 мкм и 7,6 мас.% (15,2 г) оксида цинка, затем приливали этиловый спирт в количестве 0,08 мас.% (204 мл) и триэтиленгликоль в количестве 0,01 мас.% (18 мл) и далее полученный состав тщательно перемешивали. После этого состав выдерживали в течение 24 часов для протекания реакции между компонентами. Затем при помощи маркировочного устройства, состоящего из передающих роликов и маркировочного ролика, на поверхность сварочных электродов (например, марки УОНИ 13/55) наносили маркировку приготовленной термостойкой краской. Потом электроды подвергались сушке и прокалке при температурах 20°С и 400°С соответственно.
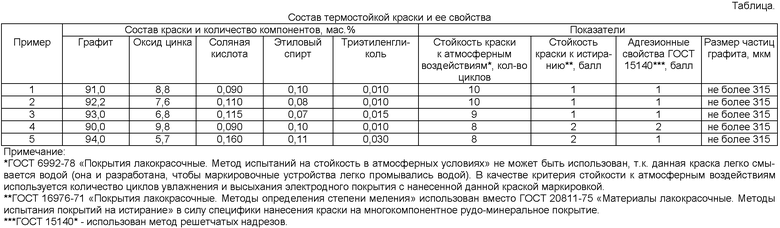
Состав термостойкой краски и результаты нанесенной маркировки на электродах представлены в таблице.
Из таблицы видно, что нанесенная маркировка на поверхность сварочных электродов по примерам 1-3 при заявляемых количественных значениях компонентов указанного состава обладала хорошим качеством: высокими адгезионными свойствами, четким, легко читаемым отпечатком и изображением черного цвета с металлическим блеском. Стойкость краски к атмосферным воздействиям оценивалась по количеству циклов увлажнения и высыхания электродного покрытия, при которых отпечаток легко читается. Увлажнение проводилось до двукратного количества нормируемого содержания влаги в покрытии. Например, для электродов марки УОНИ 13/55 содержание влаги в покрытии увеличилось от 0,2 до 0,4%. Кроме того, маркировка этой краской выдерживала прокалку при температуре 400°С, после которой отшелушивания краски не происходило. При количественном содержании компонентов краски ниже и выше предельных значений по примерам 4 и 5 происходило забивание маркировочного ролика краской и, как следствие, ее неравномерное нанесение на маркируемые электроды, бледные, трудно читаемые и смазанные отпечатки.
Использование заявляемой термостойкой краски для маркировки электродов обеспечивает высокие адгезионные свойства, четкую надпись, яркий цвет, устойчивость к температурам до 400°С и позволяет продлить срок ее использования. Кроме того, термостойкая краска проста по технологии ее изготовления и нанесения на маркируемые электроды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОСТОЙКАЯ КРАСКА ДЛЯ МАРКИРОВКИ ЭЛЕКТРОДОВ | 2007 |
|
RU2350639C1 |
| ТЕРМОСТОЙКАЯ КРАСКА | 2007 |
|
RU2340643C1 |
| Органосиликатная композиция для защитных электроизоляционных покрытий | 2018 |
|
RU2687443C1 |
| ТЕРМОСТОЙКАЯ КРАСКА | 2004 |
|
RU2277562C1 |
| ВЫСОКОАНТИКОРРОЗИЙНЫЕ МЕТАЛЛИЧЕСКИЕ ПИГМЕНТЫ | 2002 |
|
RU2311433C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2049636C1 |
| ГРУНТОВОЧНЫЙ СОСТАВ ДЛЯ ЗАЩИТЫ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ КОРРОЗИИ | 2009 |
|
RU2430130C2 |
| Состав электродного покрытия | 1989 |
|
SU1722755A1 |
| Носитель маркировки в виде композиционного слоистого термостойкого материала для лазерной абляции | 2023 |
|
RU2823591C1 |
| ХИМИЧЕСКИЙ МАРКЕР И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2461596C2 |
Изобретение относится к области металлургии, в частности к термостойкой краске, способной выдерживать высокие температуры и пригодной для маркировки сварочных электродов. Термостойкая краска для маркировки электродов содержит графит в количестве 91,0-93,0 мас.%, оксид цинка в количестве 6,8-8,8 мас.%, соляную кислоту - 0,08-0,14 мас.%, этиловый спирт - 0,06-0,10 мас.% и триэтиленгликоль в количестве 0,005-0,015 мас.%. Термостойкая краска для маркировки электродов обладает высокими адгезионными свойствами и стойкостью к истиранию, имеет четкое изображение черного цвета с металлическим блеском на электродных покрытиях различной цветовой гаммы, длительный срок хранения и низкий расход. 1 табл.
Термостойкая краска для маркировки электродов, содержащая оксид цинка, соляную кислоту, этиловый спирт и триэтиленгликоль, отличающаяся тем, что она дополнительно содержит графит при следующем соотношении компонентов, мас.%:
при этом графит имеет размеры частиц не более 315 мкм.
| RU 2007119529 C1, 27.11.2008 | |||
| JP 2002150839 A, 24.05.2002 | |||
| JP 60104163 A, 08.06.1985 | |||
| KR 20080102791 A, 26.11.2008 | |||
| Всасывающе-нагнетательная установка для пневмотранспортирования сыпучих материалов | 1982 |
|
SU1055714A1 |
| ШАМПЕТЬЕ Г | |||
| и др | |||
| Химия лаков, красок и пигментов | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

