Изобретение относится к обработке металлов давлением, в частности к способам формовки рельефа на полых тонкостенных изделиях, а также для ротационной вытяжки оболочек и давильной обработки.
Известен способ обкатки тонкостенных полых изделий инструментом, содержащим ролик, выполненный в виде дисков, расположенных на оси роликодержавки, при этом диск жестко закреплен на оси болтами и установлен с возможностью регулировочного осевого перемещения [1]. Диски соединены между собой шпонкой. Давильный элемент, выполненный из полимерного материала, размещен концентрично оси между дисками.
Известный способ имеет существенные недостатки: узкие технологические возможности, невысокое качество обработанных изделий, невысокая производительность, короткий срок службы давильного инструмента из-за быстрого износа рабочей поверхности и невысокий диапазон регулирования жесткости полимерного давильного материала.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности при обработке, улучшение условий деформирования и течение металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, повышение стойкости давильного инструмента.
Поставленная задача решается предлагаемым способом обкатки тонкостенных полых изделий, включающим сообщение обрабатываемой заготовке принудительного вращательного движения, а инструменту - продольной и поперечной подачи, причем используют инструмент, содержащий установленный в державке посредством оси ролик, выполненный в виде двух дисков и расположенного между ними давильного элемента, один диск смонтирован на оси, а другой установлен на ней с возможностью регулировочного осевого перемещения и фиксации, при этом оба диска смонтированы с возможностью совместного вращения, а ось ролика установлена в державке с возможностью свободного вращения, при этом создают натяг изменением поперечной подачи инструмента, причем используют инструмент, в котором давильный элемент выполнен в виде свернутой в кольцо цилиндрической пружины, витки которой без зазора примыкают друг к другу из металлической полосы, обладающей пружинящими свойствами.
Сущность предлагаемого способа поясняется чертежами.
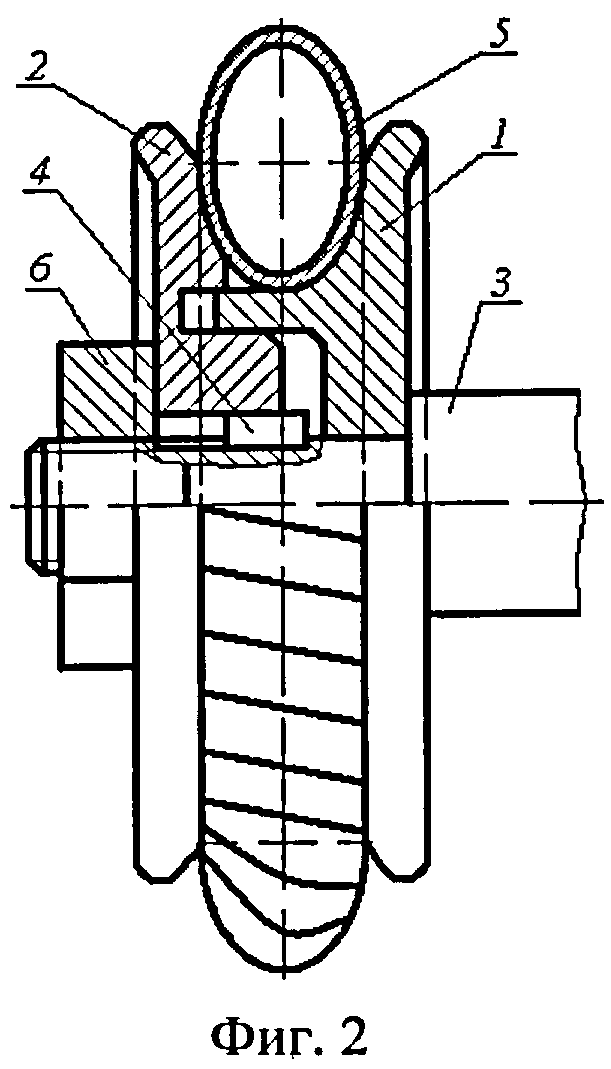
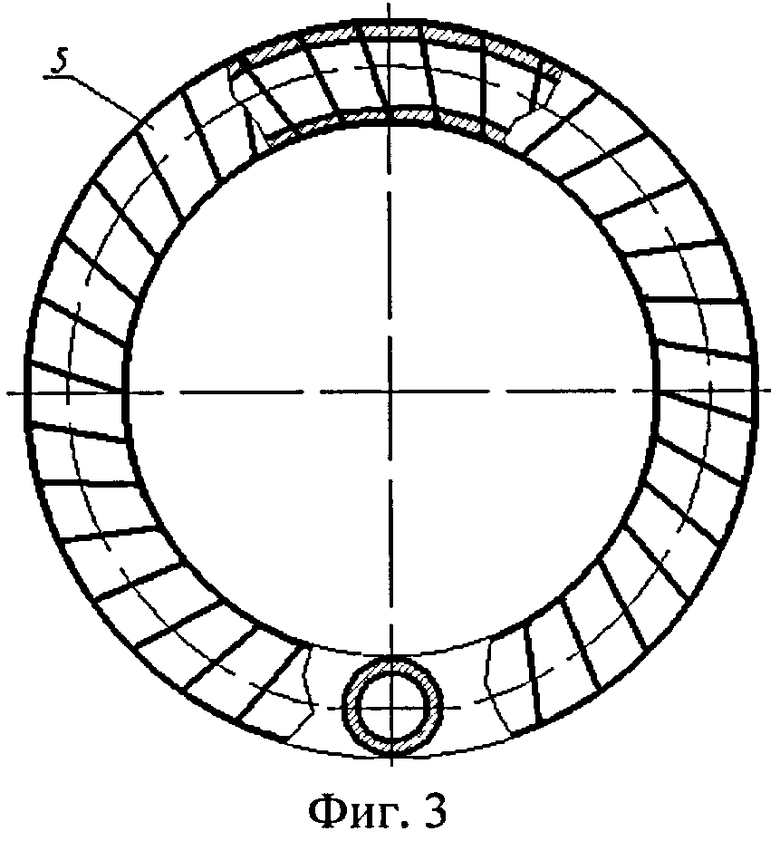
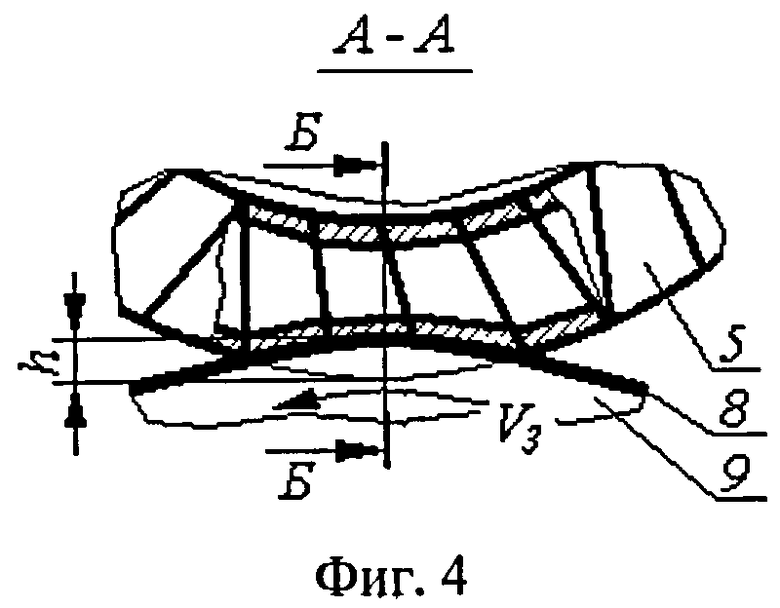
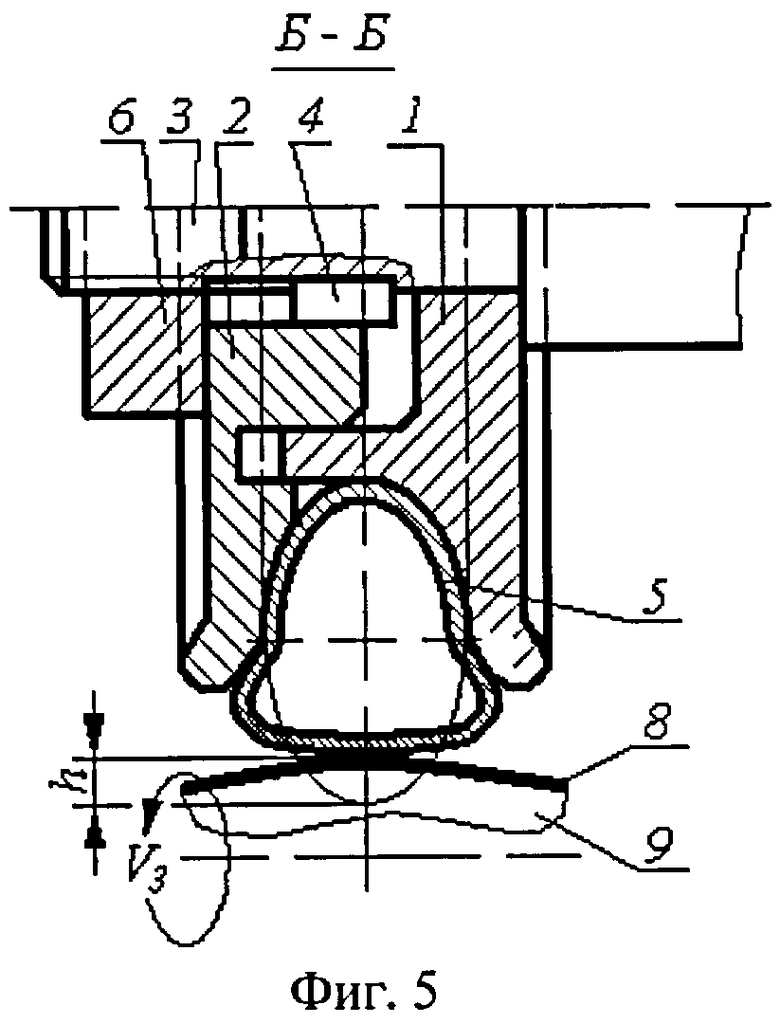
На фиг.1 показана схема формовки рельефа на полой тонкостенной заготовки, установленной на разжимной оправке, частичный продольный разрез обрабатываемой заготовки и общий вид давильного инструмента; на фиг.2 - ролик инструмента, реализующего способ, частичный продольный разрез; на фиг.3 - общий вид давильного элемента, выполненного в виде свернутой в кольцо цилиндрической пружины, изготовленной из металлической полосы, обладающей пружинящими свойствами, частичный продольный и поперечный разрезы; на фиг.4 - разрез по А-А на фиг.1, рабочий давильный элемент под нагрузкой; на фиг.5 - разрез по Б-Б на фиг.4, рабочий давильный элемент под нагрузкой.
Предлагаемый способ и реализующий его давильный инструмент служит для обкатки тонкостенных полых изделий. Обкатку тонкостенных полых изделий осуществляют инструментом, который содержит установленный в державке посредством оси ролик, выполненный в виде двух дисков 1 и 2. Оба диска смонтированы с возможностью совместного вращения. Диск 1 смонтирован на оси 3 роликодержавки, а другой диск 2 установлен на оси с возможностью регулировочного осевого перемещения и фиксации. Диски 1 и 2 соединены между собой посредством шпонки 4 для исключения взаимного поворота. Между дисками 1 и 2 закреплен давильный элемент 5, представляющий собой свернутое в кольцо цилиндрическую пружину, изготовленную из металлической полосы, обладающей пружинящими свойствами, таким образом, что витки пружины без зазора примыкают друг к другу. Получение давильного элемента может быть осуществлено, например, путем сварки встык витков, изготовленных из металлической полосы, обладающей пружинящими свойствами, предварительно свернутых в кольцо в виде цилиндрической пружины. После сварочных работ производят шлифование и полирование периферийной фасонной поверхности кольца с целью свести до минимума биение наружной рабочей поверхности инструмента относительно оси вращения. Возможны другие варианты примыкания и беззазорного соединения витков друг с другом - пайкой, склеиванием и др.
На фиг.3 показан давильный элемент 5, поперечное сечение которого в свободном состоянии является цилиндрическим, а в собранном состоянии (см. фиг.2), когда диск 2 перемещен и прижат к диску 1 регулировочной гайкой 6, виток пружины в поперечном сечении приобретает форму эллипса.
Ось 3 ролика установлена в роликодержавке 7 с возможностью независимого свободного вращения, передаваемого от вращающейся заготовки со скоростью VЗ за счет сил трения.
Работа по предлагаемому способу происходит следующим образом.
Диск 1 устанавливают на оси 3 роликодержавки, затем производят настройку давильного элемента 5 на заданную, в зависимости от обрабатываемого материала, жесткость путем изменения расстояния между дисками 1 и 2 гайкой 6. После каждой настройки производят шлифование и полирование периферийной фасонной поверхности давильного элемента с целью свести до минимума биение наружной рабочей поверхности инструмента относительно оси вращения давильного ролика.
Готовым к эксплуатации инструментом производят обкатку заготовки 8, надетой на разъемную оправку 9 давильным элементом 5, при этом шпонка 4 исключает взаимный проворот дисков 1 и 2. Обкатка фасонной поверхности производится при вращении заготовки со скоростью VЗ, при этом инструмент приводится во вращения от заготовки за счет силы трения, затем задают одновременно продольную подачу SПР и поперечную подачу SПОП. Изменением поперечной подачи SПОП добиваются необходимого натяга h. Это делается, например, на токарном станке вручную или по программе на станке с ЧПУ.
В качестве полосы, из которой изготовляют предлагаемый давильный элемент, можно использовать стальную пружинную ленту, например, толщиной 0,2…1,0 мм из стали 65Г по ГОСТ 21996-76.
В результате обкатывания предлагаемым способом улучшается шероховатость на один класс, усилие прижатия инструмента к обрабатываемой поверхности заготовки составляет 200…300 Н на 10 мм ширины рабочей поверхности инструмента.
Образующийся в результате обкатывания микрорельеф поверхности обусловливается следующими основными факторами: кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки); исходной шероховатостью; формой и размерами исходной части и обкатывающего инструмента; величиной подачи; пластическим течением металла, обусловливающим появление вторичной шероховатости; шероховатостью рабочей части инструмента; величиной упругого восстановления поверхности после выглаживания; вибрациями технологической системы станок-приспособление-инструмент-заготовка, а также величиной натяга h инструмента.
При обкатывании деталей из стали, латуни и алюминиевых сплавов хорошие результаты дает применение в качестве смазочного материала индустриального масла И-20А или сульфофрезола.
При обкатывании на обрабатываемой поверхности могут появляться продольная и поперечная волнистости из-за колебаний технологической системы. При больших скоростях обработки начинаются интенсивные вибрации, приводящие к резкому ухудшению обрабатываемой поверхности. Вынужденные колебания могут быть вызваны биением шпинделя станка, биением обрабатываемой заготовки, волнистостью и т.д. Автоколебания при обкатывании обусловлены явлениями, присущими самому процессу обработки. При обкатывании оболочек максимальную скорость выбирают в пределах 60…130 м/мин с учетом мощности станка и вибростойкости технологической системы.
Использование предлагаемого способа и инструмента позволяет расширить технологические возможности обкатывания благодаря комбинации с упругостью давильного элемента, повысить качество и производительность обработки, улучшить условия деформирования и течение металла, снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, а также прогнозировать шероховатость и качество обрабатываемой поверхности; увеличить износостойкость давильного материала.
Источники информации, принятые во внимание
1. Авторское свидетельство СССР, №1558534, МКИ B21D 22/16. Зубарев В.В., Хмелев С.В, Гладких А.А. и др. Инструмент для обкатки тонкостенных полых изделий. Заявка 4443728/25-27, 20.06.88; 23.04.90. Бюл. №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2403115C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409439C2 |
| ИГЛОИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409438C2 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
Изобретение относится к обработке металлов давлением, в частности для обкатки тонкостенных полых изделий. Обрабатываемой заготовке сообщают принудительное вращательное движение, а инструменту - продольную и поперечную подачи. При этом используют установленный в державке посредством оси ролик, выполненный в виде двух дисков, между которыми расположен давильный элемент, причем один диск смонтирован на оси, а другой установлен на ней с возможностью регулировочного осевого перемещения и фиксации. Оба диска смонтированы с возможностью совместного вращения. Давильный элемент нагружают дополнительной силой в поперечном направлении, создавая натяг. Используют давильный элемент в виде свернутой в кольцо цилиндрической пружины, изготовленной из металлической полосы, обладающей пружинящими свойствами, таким образом, что витки пружины без зазора примыкают друг к другу, при этом ось ролика установлена в державке с возможностью свободного вращения, а давильный элемент размещен между дисками. Расширяются технологические возможности, повышается производительность и качество. 5 ил.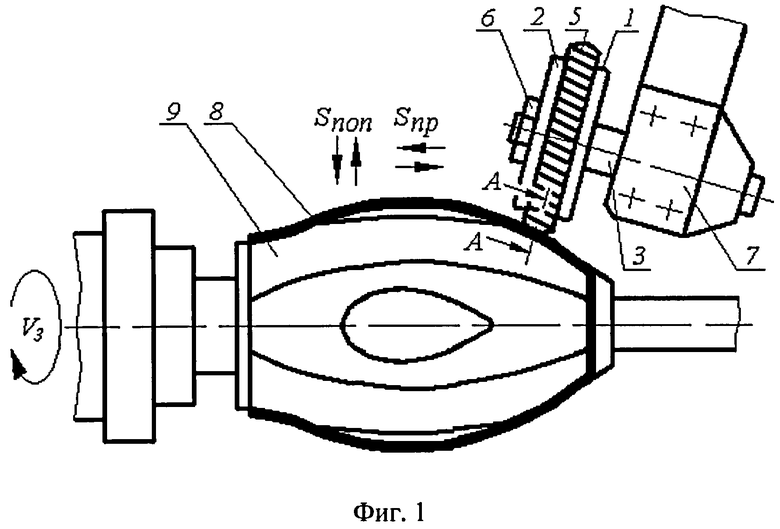
Способ обкатки тонкостенных полых изделий, включающий сообщение обрабатываемой заготовке принудительного вращательного движения, а инструменту - продольной и поперечной подачи, причем используют инструмент, содержащий установленный в державке посредством оси ролик, выполненный в виде двух дисков и расположенного между ними давильного элемента, один диск смонтирован на оси, а другой установлен на ней с возможностью регулировочного осевого перемещения и фиксации, при этом оба диска смонтированы с возможностью совместного вращения, а ось ролика установлена в державке с возможностью свободного вращения, отличающийся тем, что создают натяг изменением поперечной подачи инструмента, причем используют инструмент, в котором давильный элемент выполнен в виде свернутой в кольцо цилиндрической пружины, витки которой без зазора примыкают друг к другу из металлической полосы, обладающей пружинящими свойствами.
| Инструмент для обкатки тонкостенных полых изделий | 1988 |
|
SU1558534A1 |
| ПРУЖИННЫЙ УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2311279C1 |
| ОБКАТЫВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ С ДЕФОРМИРУЮЩЕЙ ПРУЖИНОЙ | 2005 |
|
RU2297318C1 |
| Перфоратор | 1977 |
|
SU665083A1 |

