Изобретение относится к обработке металлов давлением, в частности к инструменту для формовки рельефа на полых тонкостенных изделиях, а также для ротационной вытяжки оболочек и давильной обработки.
Известна конструкция инструмента для обкатки тонкостенных полых изделий, содержащая ролик, выполненный в виде дисков, расположенных на оси роликодержавки, при этом диск жестко закреплен на оси болтами и установлен с возможностью регулировочного осевого перемещения [1]. Диски соединены между собой шпонкой. Давильный элемент, выполненный из полимерного материала, размещен концентрично оси между дисками.
Известная конструкция инструмента имеет существенные недостатки: узкие технологические возможности, невысокое качество обработанных изделий, невысокая производительность, короткий срок службы давильного инструмента из-за быстрого износа рабочей поверхности и невысокий диапазон регулирования жесткости полимерного давильного материала.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности при обработке, улучшение условий деформирования и течение металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, высокая стойкость давильного материала.
Поставленная задача решается с помощью предлагаемого инструмента для обкатки тонкостенных полых изделий, содержащий установленный в державке посредством оси ролик, выполненный в виде двух дисков и размещенного между ними давильного элемента в виде кольца, один диск смонтирован на оси, а другой установлен на ней с возможностью регулировочного осевого перемещения и фиксации, оба диска смонтированы с возможностью совместного вращения, причем ось ролика установлена в державке с возможностью независимого принудительного вращения, а давильный элемент набран из пучков ворса из металлической проволоки, коэффициент плотности ворса которых составляет 0,6…0,7; при этом инструмент выполнен из условия обеспечения натяга i=0,7…1,0 мм.
Сущность конструкции предлагаемого инструмента и его работа поясняется чертежами.
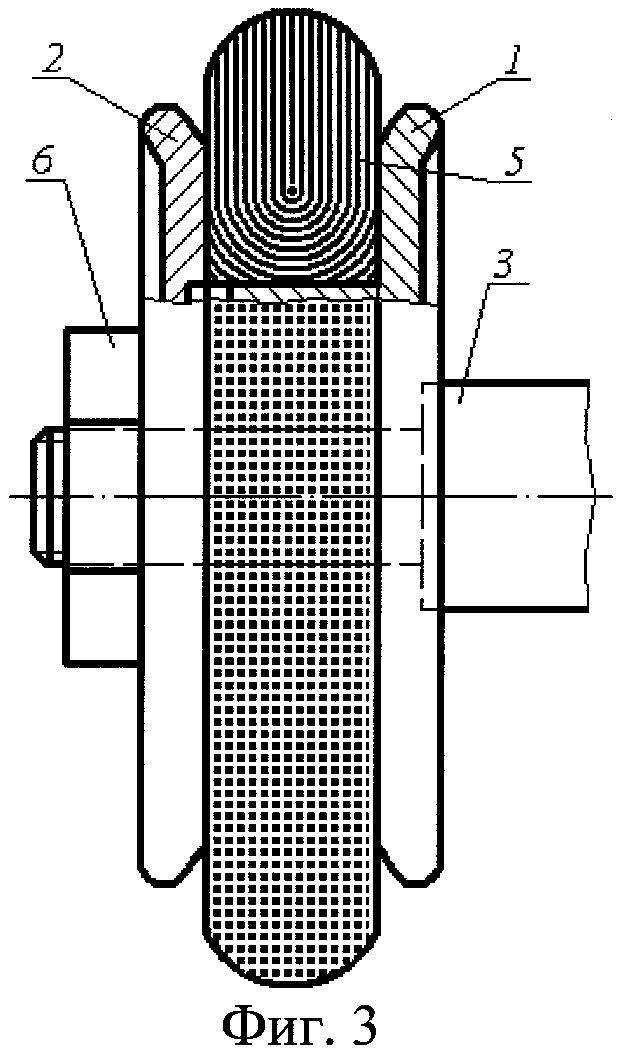
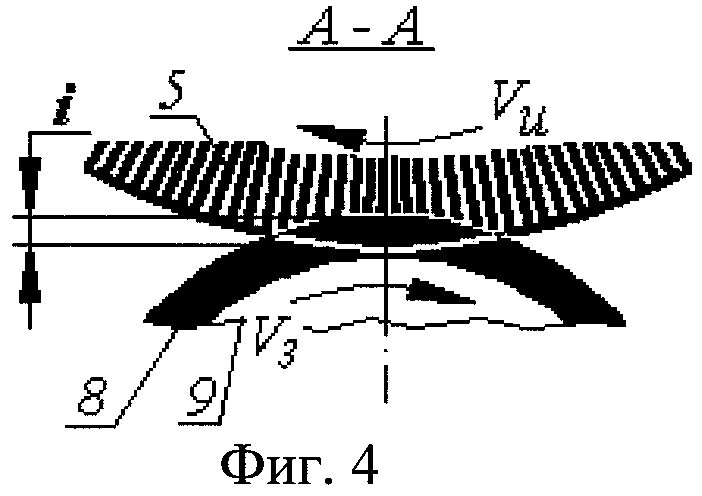
На фиг.1 показана схема формовки рельефа на полой тонкостенной детали, установленной на разжимной оправке, частичный продольный разрез обрабатываемой заготовки и общий вид давильного иглоинструмента; на фиг.2 - ролик инструмента, частичный продольный разрез; на фиг.3 - ролик инструмента, частичный продольный разрез и вариант конструкции давильного элемента, набранного из V-образных пучков ворса из металлической проволоки; на фиг.4 - схема работы иглоинструмента.
Предлагаемый иглоинструмент служит для комбинированной обработки, включающей обкатывание, иглофрезерную обработку и упрочнение тонкостенных полых изделий.
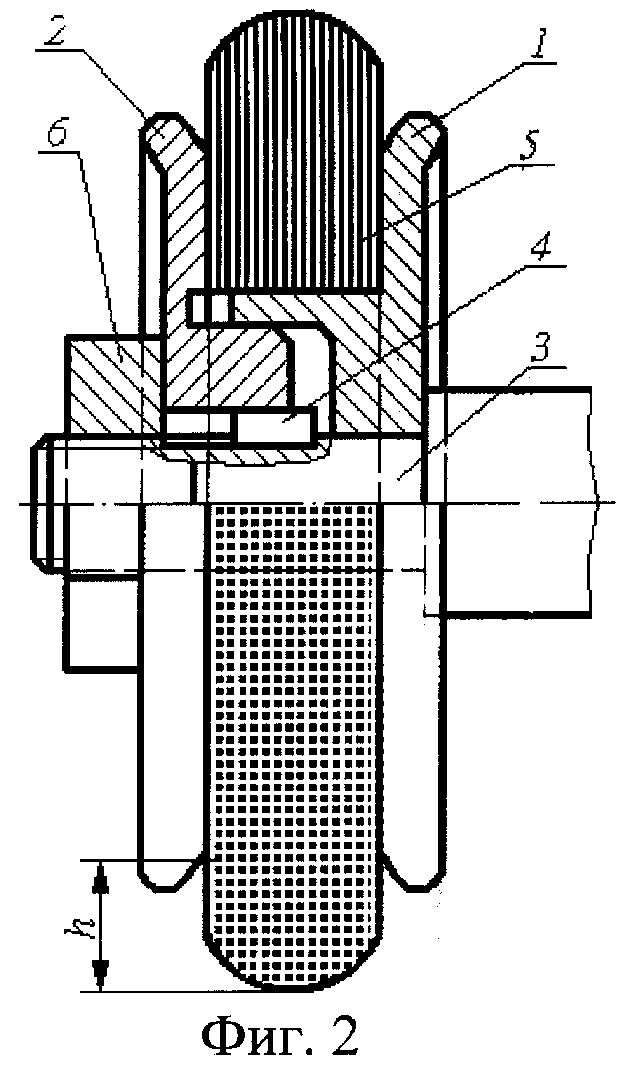
Обкатку тонкостенных полых изделий осуществляют инструментом, который содержит установленный в державке посредством оси ролик, выполненный в виде двух дисков 1 и 2. Оба диска смонтированы с возможностью совместного вращения. Диск 1 смонтирован на оси 3 роликодержавки, а другой диск 2 установлен на оси с возможностью регулировочного осевого перемещения и фиксации. Диски 1 и 2 соединены между собой посредством шпонки 4 для исключения взаимного поворота. Между дисками размещен давильный элемент 5, набранный из пучков ворса из металлической проволоки и выполненный в виде кольца. Установка и крепление пучков ворса осуществляется известными способами. На фиг.3 приведен вариант конструкции давильного элемента, набранного из V-образных пучков ворса из металлической пповолоки.
На свободном конце оси 3 расположена регулировочная гайка 6.
Ось 3 ролика установлена в державке с возможностью независимого принудительного вращения со скоростью VИ от индивидуального привода 7.
Иглоинструмент работает следующим образом.
Диск 1 устанавливают на оси 3 роликодержавки, затем производят настройку давильного элемента 5 на заданную, в зависимости от обрабатываемого материала, жесткость путем изменения зазора между дисками 1 и 2 гайкой 6. Затем производят шлифование периферийной фасонной поверхности давильного элемента с целью свести до минимума биение наружной рабочей поверхности инструмента относительно оси вращения давильного ролика.
Готовым к эксплуатации иглоинструментом производят обкатку заготовки 8, надетой на разъемную оправку 9 давильным элементом 5, при этом шпонка 4 исключает взаимный проворот дисков 1 и 2. Обкатка фасонной поверхности производится при вращении заготовки со скоростью VЗ, при этом иглоинструменту задают одновременно продольную подачу SПР и поперечную подачу SПОП. Это делается на токарном станке вручную или по программе на станке с ЧПУ.
В качестве ворса применяют стальную пружинную проволоку, например, диаметром 0,5…1,0 мм из стали 65Г. Используют иглоинструмент с соотношением h/I, где h - длина вылета ворса над кольцом; I - наименьший радиус инерции поперечного сечения проволочных элементов, находящимся в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,6…0,7; при этом натяг составлял i=0,7…1,0 мм.
Режим работы иглоинструмента - окружная скорость для обкатывания - 4…5 м/с.
В результате обкатывания предлагаемым иглоинструментом улучшается шероховатость на один класс, усилие прижатия иглоинструмента к обрабатываемой поверхности заготовки составляет 200…300 Н и 400…600 Н на 10 мм ширины рабочей поверхности иглоинструмента.
Для обработки предлагаемым инструментом необходимо соблюдать условие ρ/σв=1,5…2,0, где ρ - давление при обкатывании, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления ρ зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i.
Образующийся в результате обкатывания микрорельеф поверхности обусловливается следующими основными факторами: кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки); исходной шероховатостью; формой и размерами исходной части и обкатывающего инструмента; глубиной внедрения инструмента в обрабатываемую поверхность; величиной подачи; пластическим течением металла, обусловливающим появление вторичной шероховатости; шероховатостью рабочей части инструмента; величиной упругого восстановления поверхности после выглаживания; вибрациями технологической системы станок-приспособление-инструмент-заготовка, а также величиной натяга иглоинструмента.
При обкатывании деталей из стали, латуни и алюминиевых сплавов хорошие результаты дает применение в качестве смазочного материала индустриального масла И-20А или сульфофрезола.
При обкатывании на обрабатываемой поверхности могут появляться продольная и поперечная волнистости из-за колебаний технологической системы. При больших скоростях обработки начинаются интенсивные вибрации, приводящие к резкому ухудшению обрабатываемой поверхности. Вынужденные колебания могут быть вызваны биением шпинделя станка, биением обрабатываемой заготовки, волнистостью и т.д. Автоколебания при обкатывании обусловлены явлениями, присущими самому процессу обработки. При обкатывании оболочек максимальную скорость выбирают в пределах 60…130 м/мин с учетом мощности станка и вибростойкости технологической системы.
Использование предлагаемого инструмента позволяет расширить технологические возможности обкатывания, повысить качество и производительность обработки, улучшить условия деформирования и течение металла, снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, а также прогнозировать шероховатость и качество обрабатываемой поверхности; увеличить износостойкость давильного материала.
Источники информации
1. Авторское свидетельство СССР №1558534, МКИ В21D 22/16. Зубарев В.В., Хмелев С.В, Гладких А.А. и др. Инструмент для обкатки тонкостенных полых изделий. Заявка 4443728/25-27, 20.06.88; 23.04.90. Бюл. №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409439C2 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2410184C1 |
| ПРУЖИННЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2403115C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
Изобретение относится к обработке металлов давлением, в частности для обкатки тонкостенных полых изделий. В державке посредством оси установлен ролик, выполненный в виде двух дисков, один из которых смонтирован на оси, а другой установлен на ней с возможностью регулировочного осевого перемещения и фиксации, оба диска смонтированы с возможностью совместного вращения. Причем давильный элемент набран из пучков ворса из металлической проволоки с определенным коэффициентом плотности и выполнен в виде кольца. Ось ролика установлена в державке с возможностью независимого принудительного вращения, а давильный элемент размещен между дисками. При этом инструмент выполнен из условия обеспечения определенного натяга. Расширяются технологические возможности, повышается качество и производительность обработки, улучшаются условия деформирования. 4 ил.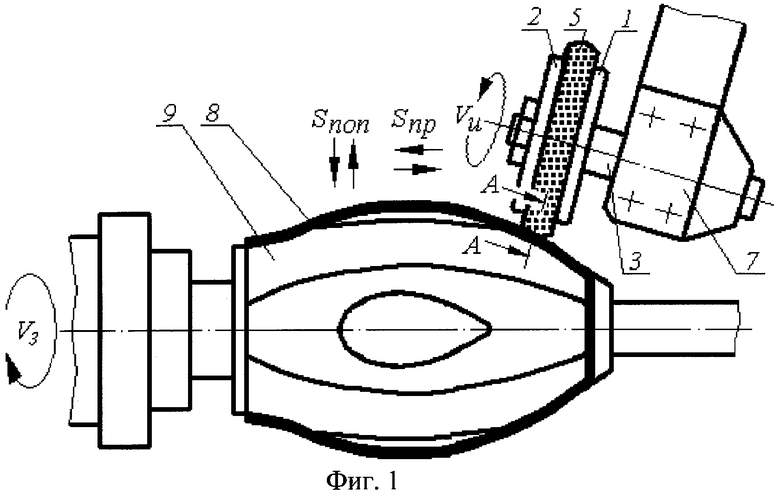
Инструмент для обкатки тонкостенных полых изделий, содержащий установленный в державке посредством оси ролик, выполненный в виде двух дисков и размещенного между ними давильного элемента в виде кольца, один диск смонтирован на оси, а другой установлен на ней с возможностью регулировочного осевого перемещения и фиксации, оба диска смонтированы с возможностью совместного вращения, отличающийся тем, что ось ролика установлена в державке с возможностью независимого принудительного вращения, а давильный элемент набран из пучков ворса из металлической проволоки, коэффициент плотности ворса которых составляет 0,6-0,7, при этом инструмент выполнен из условия обеспечения натяга i=0,7…1,0 мм.
| Инструмент для обкатки тонкостенных полых изделий | 1988 |
|
SU1558534A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| Перфоратор | 1977 |
|
SU665083A1 |

