Изобретение относится к обработке металлов давлением, в частности к инструменту для формовки рельефа на полых изделиях, а также для ротационной вытяжки оболочек и давильной обработки.
Известна конструкция инструмента для обкатки тонкостенных полых изделий, содержащая ролик, выполненный в виде дисков, расположенных на оси роликодержавки, при этом диск жестко закреплен на оси болтами и установлен с возможностью регулировочного осевого перемещения [1]. Диски соединены между собой шпонкой. Давильный элемент, выполненный из полимерного материала, размещен концентрично оси между дисками.
Известная конструкция инструмента имеет существенные недостатки: узкие технологические возможности, невысокое качество обработанных изделий, невысокая производительность, короткий срок службы давильного инструмента из-за быстрого износа рабочей поверхности и малый диапазон регулирования жесткости полимерного давильного материала.
Известны конструкции давильных роликов, характер протекания процесса обработки которыми зависит от радиуса скругления и ширины пояска [2]. Однако недостатком известных давильных роликов является сложность восстановления формы в результате износа, так как для этого необходимо перешлифовывать все внешние поверхности с изменением радиусов шлифовки для сохранения сопряжения радиусов. При этом требуется внесение корректив в технологические режимы. Кроме того, недостатком является их малая контактная поверхность, взаимодействующая с деталью, не обеспечивающая высокой шероховатости отделки обрабатываемой поверхности, обуславливающая низкое качество поверхности и требующая большого количества технологических переходов, что резко снижает производительность.
Задачей изобретения является расширение технологических возможностей, увеличение контактной поверхности, взаимодействующей с заготовкой и обеспечивающей высокую шероховатость отделки обрабатываемой поверхности, обуславливающей высокое качество поверхности и не требующей большого количества технологических переходов, что резко повышает производительность, улучшение условий деформирования и течение металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, повышение стойкости давильного инструмента.
Поставленная задача решается с помощью предлагаемого давильного охватывающего инструмента для обкатки полых изделий, содержащего установленный в корпусе давильный элемент, выполненный в виде кольца, которое охватывает обрабатываемую заготовку, с внутренней скругленной рабочей поверхностью, при этом кольцо наружной периферийной поверхностью установлено на подшипнике качения в отверстии корпуса с возможностью свободного вращения, причем на торце давильного кольца закреплено игольчатое кольцо, набранное из пучков ворса из металлической проволоки, с возможностью регулирования жесткости и с внутренним диаметром, меньшим, чем внутренний диаметр рабочей поверхности давильного кольца на величину двойного натяга N.
Сущность конструкции предлагаемого давильного охватывающего инструмента - кольца и его работа поясняется чертежами.
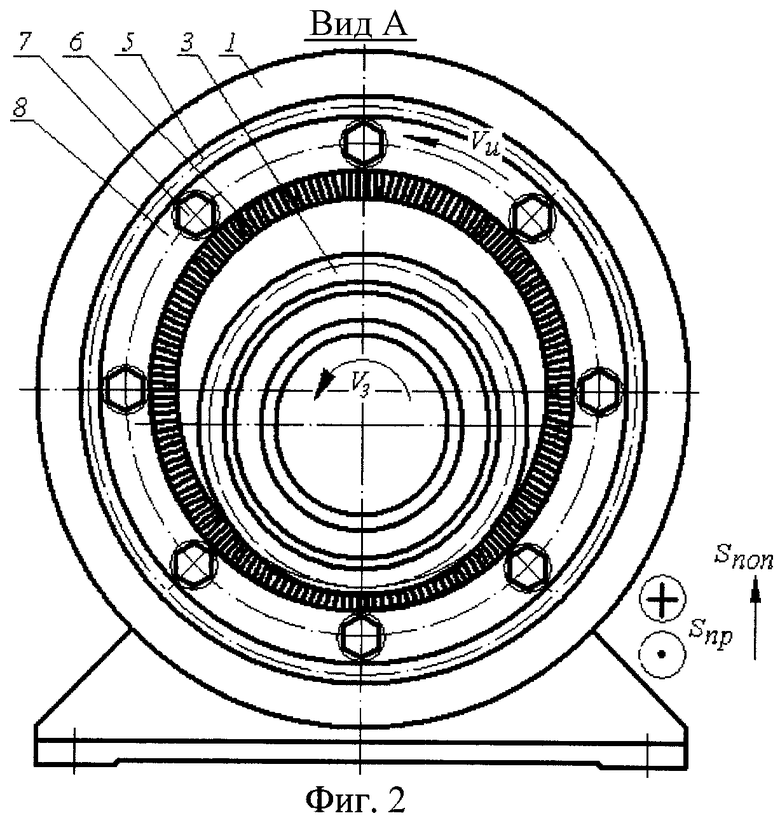
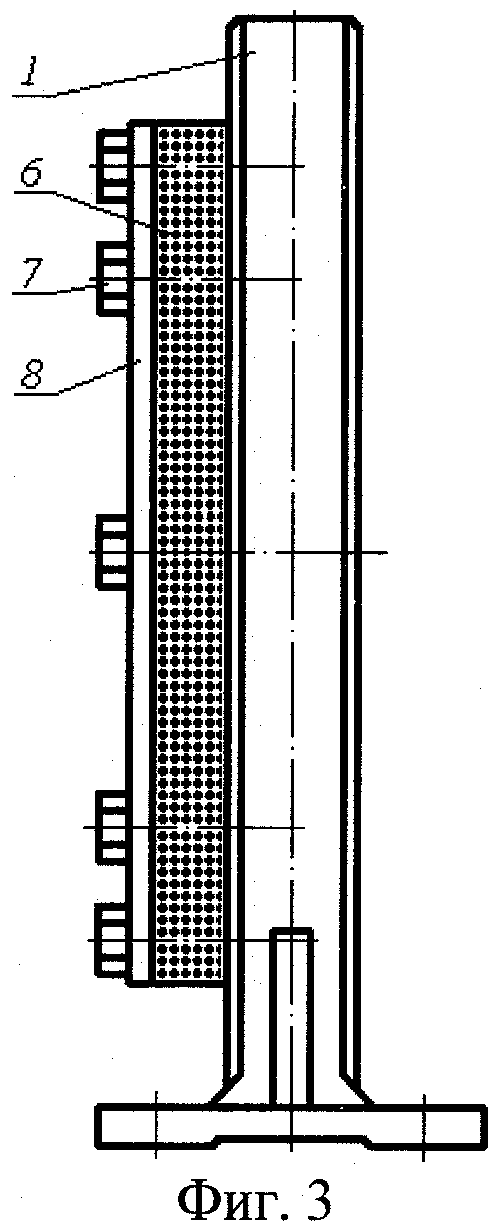
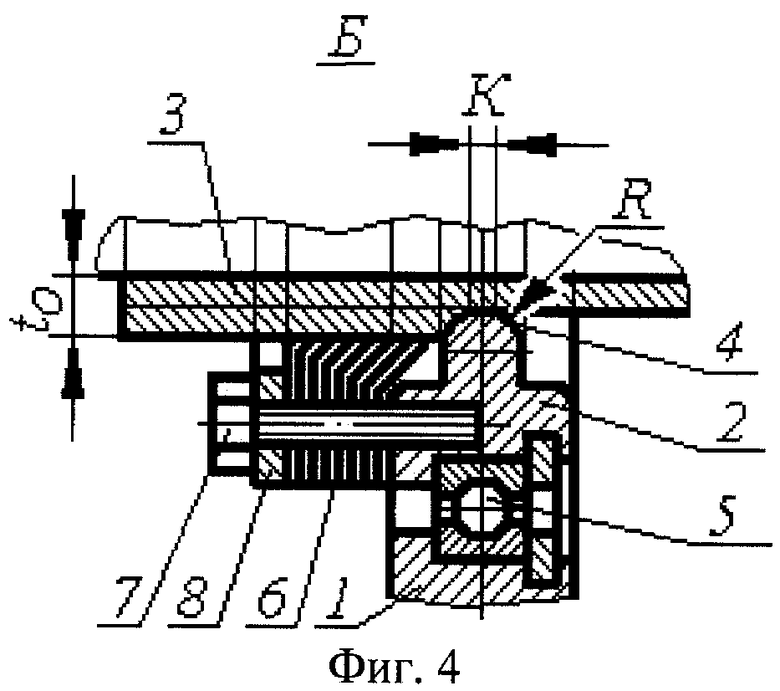
На фиг.1 показана схема давильной выглаживающей обработки полой заготовки с цилиндрической поверхностью, установленной на оправке, предлагаемым давильным охватывающим инструментом - кольцом, продольный разрез; на фиг.2 - предлагаемый давильный охватывающий инструмент - кольцо, вид с торца по А на фиг.1; на фиг.3 - предлагаемый давильный охватывающий инструмент - кольцо, общий вид сбоку; на фиг.4 - элемент Б на фиг.1.
Предлагаемый давильный охватывающий инструмент - кольцо служит для обкатки и выглаживания полых изделий. Давильный охватывающий инструмент - кольцо содержит установленный в корпусе 1 давильный элемент 2, выполненный в виде кольца, которое охватывает обрабатываемую заготовку 3. Инструмент - кольцо 2 имеет скругленную с радиусом R рабочую поверхность 4, которая расположена внутри кольца 2. На наружной периферийной поверхности инструмента - кольца 2 установлен подшипник качения 5, с помощью которого инструмент - кольцо 2 смонтировано в отверстии корпуса 1 с возможностью свободного вращения, передаваемого давильному элементу 2 от принудительно вращающейся заготовки 3 со скоростью VЗ за счет сил трения.
На торце инструмента - кольца 2 закреплено игольчатое кольцо 6, набранное из пучков ворса из металлической проволоки, с возможностью регулирования жесткости и с внутренним диаметром, меньшим, чем внутренний диаметр рабочей поверхности 4 давильного кольца на величину двойного натяга N. Игольчатое кольцо 6 может быть установлено как с левого, так и с правого торцов инструмента - кольца 2, однако предпочтение следует отдать установки с левой стороны (см. фиг.1), когда игольчатое кольцо 6 движется впереди давильного кольца 2 по необработанной поверхности заготовки 3, при направлении продольной подачи SПР справа налево. Это связано с тем, что диаметр необработанной поверхности заготовки больше, чем диаметр обработанной поверхности, поэтому иголки игольчатого кольца будут прогибаться больше и сцепляемость инструмента с заготовкой будет больше и надежнее. Кроме того, иголки игольчатого кольца при набегании на обработанную поверхность заготовки будут внедряться в нее и оставлять нежелательные следы, увеличивая высоту микронеровностей.
Регулирование жесткости игольчатого кольца 6 осуществляется путем закручивания или отпуска винтов 7 через шайбу 8.
Предлагаемый давильный охватывающий инструмент - кольцо работает следующим образом. Установленный, например, на суппорте токарного станка инструмент подводят к заготовке, закрепленной на оправке на шпинделе станка, вводят заготовку в центральное отверстие инструмента - кольца и поджимают заготовку прижимом задней бабки станка. После этого включают поперечную подачу SПОП суппорта, на котором установлен давильный инструмент - кольцо. При подходе к заготовке 3 давильный инструмент касается игольчатым кольцом 6 поверхности принудительно вращающейся заготовки и инструмент - кольцо начинает вращаться. При дальнейшем поперечном движении давильного инструмента - кольца площадь контакта игольчатого кольца 6 увеличивается и вращение от заготовки передается давильному инструменту - кольцу, вследствие этого выравниваются окружные скорости вращения VЗ заготовки и давильного инструмента - кольца VИ и при врезании его не происходит проскальзывания относительно заготовки. Пучки ворса, находящиеся в игольчатом кольце и установленные с натягом N относительно давильной рабочей поверхности 4, будут прогибаться и за счет упругих сил улучшать сцепляемость инструмента - кольца с заготовкой, препятствуя проскальзывание его относительно заготовки. После врезания давильной рабочей поверхности 4 на необходимую глубину включают продольную подачу SПР и производят обкатывание и вытяжку изделия, вращение давильного кольца осуществляется за счет сил трения и сцепляемости, возникающих на поверхности контакта инструмента с заготовкой.
Для обеспечения надежного контакта давильного инструмента с упругим игольчатым кольцом 6 с заготовкой и исключения попадания иголок игольчатого кольца под давильную рабочую поверхность 4 производится регулировка поперечного сечения упругого игольчатого кольца 6, осуществляемая винтами 7 и шайбой 8, момент затяжки которых определяется опытным путем. В качестве ворса применяют стальную пружинную проволоку, например, диаметром 0,5…1,5 мм из стали 65Г, при этом натяг устанавливают N=1,2…1,5 мм.
Усилие прижатия давильного инструмента - кольца к заготовке составляет 200…300 Н и зависит от глубины внедрения давильного элемента в заготовку.
Выбор соответствующего давления зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга N.
Для получения высокого класса шероховатости на внутренней рабочей поверхности 4 давильного кольца предусматривают калибрующий цилиндрический поясок шириной - К=1,5…3 мм. При большом участке К значительно возрастают усилия деформирования.
Продольную подачу при обкатывании и выглаживании определяют по формуле:
SПР=(0,2…0,5) K,
где К - ширина цилиндрического пояска на деформирующем элементе.
При подаче SПР=(0,2…0,3) К достигается шероховатость обработанной поверхности от Ra=40 мкм до Ra=1,25 мкм.
В результате обкатывания и выглаживания предлагаемым инструментом - кольцом улучшается шероховатость на один класс, усилие прижатия инструмента к обрабатываемой поверхности заготовки составляет 200…300 Н на 10 мм длины рабочей поверхности инструмента.
Предлагаемый давильный охватывающий инструмент - кольцо применяют на мощных давильных станках, работающих по способу обратной ротационной протяжки толстостенных заготовок. Радиус R давильного элемента зависит от толщины to выглаживаемой оболочки и принимают равным - R=(1…1,5)to.
Диаметр инструмента - кольца принимают из конструктивных соображений. С уменьшением внутреннего диаметра инструмента - кольца площадь контакта его с заготовкой увеличивается, растут усилия деформирования и изгибающие моменты, действующие на суппорт станка. Необходимо стремиться для каждого станка применять инструмент - кольцо одного диаметра. Особенно это важно для станков с ЧПУ.
Образующийся в результате обкатывания и выглаживания микрорельеф поверхности обусловливается следующими основными факторами: кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки); исходной шероховатостью; формой и размерами исходной части и обкатывающего инструмента; величиной подачи; пластическим течением металла, обуславливающим появление вторичной шероховатости; шероховатостью рабочей части инструмента; величиной упругого восстановления поверхности после выглаживания; вибрациями технологической системы станок-приспособление-инструмент-заготовка.
При обкатывании и выглаживании деталей из стали, латуни и алюминиевых сплавов хорошие результаты дает применение в качестве смазочного материала индустриального масла И-20А или сульфофрезола.
При обкатывании и выглаживании предлагаемым охватывающим инструментом - кольцом на обрабатываемой поверхности резко снизилась вероятность появления продольной и поперечной волнистости благодаря увеличению площади контакта и использования упругого иглокольца, при этом колебания технологической системы сведены до минимума.
При традиционной обработки на больших скоростях начинаются интенсивные вибрации, приводящие к резкому ухудшению обрабатываемой поверхности.
Вынужденные колебания, вызываемые биением шпинделя станка, биением обрабатываемой заготовки, волнистостью и т.д. гасятся предлагаемым охватывающим инструментом с упругим иглокольцом, однако могут возникнуть автоколебания, обусловленные явлениями, присущими самому процессу обработки.
При обкатывании оболочек максимальную скорость выбирают в пределах 60…130 м/мин с учетом мощности станка и вибростойкости технологической системы.
Использование предлагаемого давильного охватывающего инструмента позволяет расширить технологические возможности обкатывания и выглаживания благодаря схватыванию деформирующим инструментом обрабатываемой заготовки, повысить качество и производительность обработки, улучшить условия деформирования и течение металла, снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, а также прогнозировать шероховатость и качество обрабатываемой поверхности; увеличить износостойкость материала давильного инструмента.
Источники информации
1. Авторское свидетельство СССР, №1558534, МКИ B21D 22/16. Зубарев В.В., Хмелев С.В., Гладких Ф.Ф. и др. Инструмент для обкатки тонкостенных полых изделий. Заявка 4443728/25-27, 20.06.88; 23.04.90. Бюл. №15.
2. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. М.: Машиностроение, 1983. С.147, рис.9.6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |
| СПОСОБ ДАВИЛЬНОЙ УПРУГОЙ ОБРАБОТКИ | 2009 |
|
RU2416478C1 |
| ИГЛОИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409438C2 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409439C2 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
Изобретение относится к обработке металлов давлением, в частности к инструменту для ротационной вытяжки оболочек и давильной обработки. Давильный охватывающий инструмент содержит установленный в корпусе давильный элемент, выполненный в виде кольца, которое охватывает обрабатываемую заготовку, с внутренней скругленной рабочей поверхностью. При этом кольцо наружной периферийной поверхностью установлено на подшипнике качения в отверстии корпуса с возможностью свободного вращения. Причем на торце давильного кольца закреплено игольчатое кольцо, набранное из пучков ворса из металлической проволоки, с возможностью регулирования жесткости и с внутренним диаметром, меньшим, чем внутренний диаметр рабочей поверхности давильного кольца на величину двойного натяга. Расширяются технологические возможности, повышается качество и производительность обработки. 4 ил.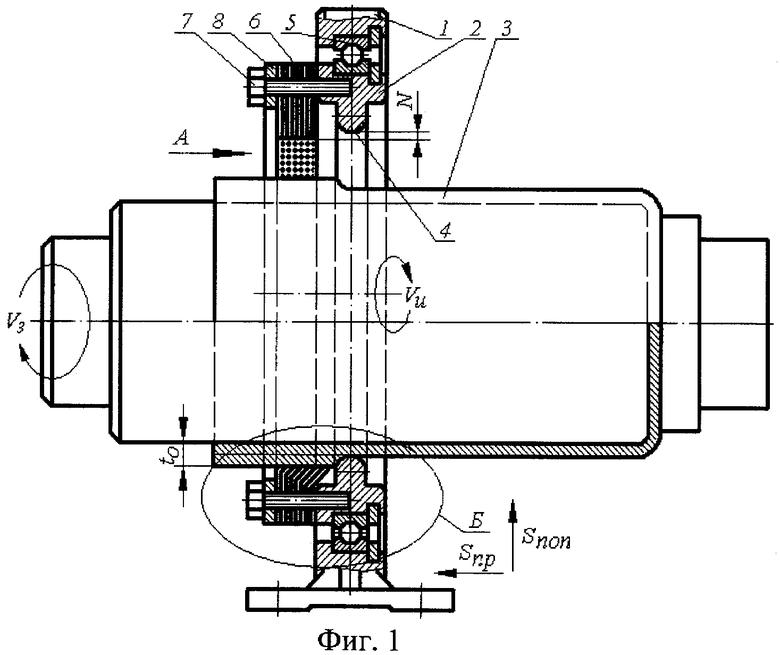
Давильный охватывающий инструмент для обкатки полых изделий, содержащий установленный в корпусе давильный элемент, отличающийся тем, что давильный элемент выполнен в виде кольца для охватывания обрабатываемой заготовки с внутренней скругленной рабочей поверхностью, при этом кольцо наружной периферийной поверхностью установлено на подшипнике качения в отверстии корпуса с возможностью свободного вращения, причем на торце кольца закреплено игольчатое кольцо, набранное из пучков ворса из металлической проволоки, с возможностью регулирования жесткости, внутренний диаметр которого меньше внутреннего диаметра рабочей поверхности кольца на величину двойного натяга.
| МОГИЛЬНЫЙ Н.И | |||
| Ротационная вытяжка оболочковых деталей на станках | |||
| - М.: Машиностроение, 1983, с.147, рис.9.6 | |||
| Инструмент для обкатки тонкостенных полых изделий | 1988 |
|
SU1558534A1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| DE 3843211 A, 28.06.1990. | |||

