Изобретение относится к области теплотехнического оборудования, в частности к печам для обжига фарфора, фаянса, кирпича, черепицы и котельным установкам.
Известен способ облицовки печей керамической плиткой (см. патент России №2204764 от 21.06.2001), включающий установку крепежных элементов, размещение плитки параллельно плоскости печи, закрепление плитки к поверхности печи посредством крепежных элементов, заполнение пространства между плиткой и поверхностью печи приготовленной смесью, причем крепежные элементы выполнены из двух или нескольких керамических пластин, на порядок меньших, чем плитка, установку крепежных элементов на поверхности печи, закрепление плитки к крепежным элементам и соединение пластин в крепежных элементах осуществляют посредством упругого термостойкого клея, а для заполнения пространства между плиткой и поверхностью печи используют сыпучую смесь. Керамическую плитку возможно использовать в виде панелей из плитки, а крепежные элементы возможно сначала установить на поверхности печи, а затем закрепить к ним плитку или панели из плитки.
Печь, облицованная по известному способу, имеет такой недостаток, как высокая теплопроводность облицовки, что приводит к значительным теплопотерям.
Наиболее близким к заявляемому способу является способ футеровки печи нетканым керамическим волокном (см. Е.Ф.Мельниченко и др. «Пути экономии топлива в пламенных печах». «Машиностроение», М., 1989 год, стр.68-73), заключающийся в том, что из муллитокремнеземистого рулонного волокнистого материала методом его многократного складывания изготавливают огнеупорные блоки, из которых производят футеровку металлического каркаса печи. При этом каждый блок закрепляют к каркасу печи либо с помощью огнеупорного клея, либо металлическими или керамическими анкерами.
Основным недостатком описанного способа является то, что во время эксплуатации печи между огнеупорными блоками появляются усадочные зазоры, через которые происходят теплопотери, а также повреждение пламенем металлического несущего каркаса печи.
Целью изобретения является устранение указанного недостатка, а именно исключение появления усадочных зазоров в футеровке.
Указанная цель достигается тем, что в способе футеровки теплотехнического оборудования, заключающемся в том, что из муллитокремнеземистого рулонного волокнистого материала методом его многократного складывания изготавливают огнеупорные блоки, крепление блоков производят внутри П-образных металлических лотков при помощи металлических клямеров и стержней, с помощью которых пронизывают блоки и фиксируют стержни в отверстиях клямеров, после чего лотки закрепляют внутри каркаса печи, а между лотками с закрепленными на них огнеупорными блоками прокладывают компенсационные прокладки из муллитокремнеземистого рулонного волокнистого материала, причем плоскость материала прокладки перпендикулярна плоскости материала огнеупорных блоков.
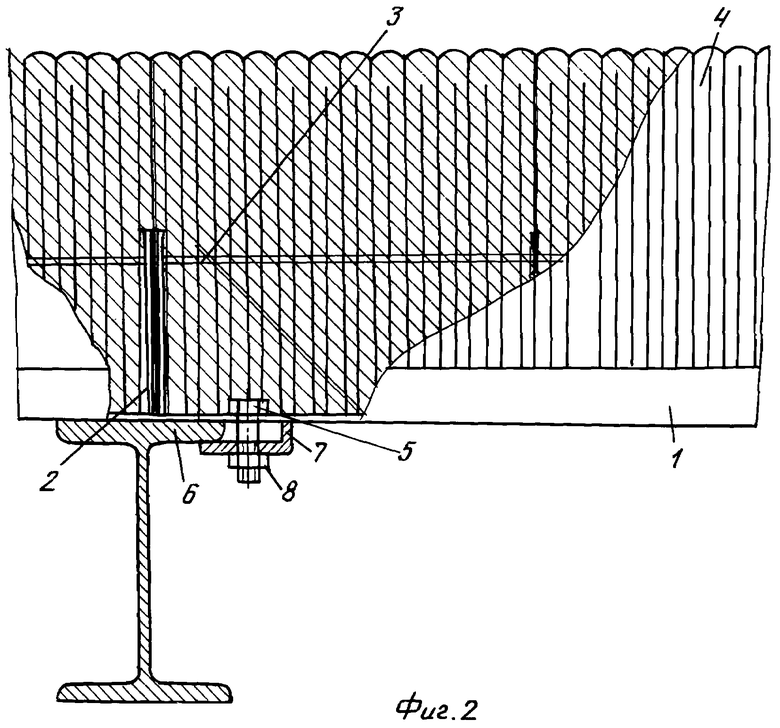
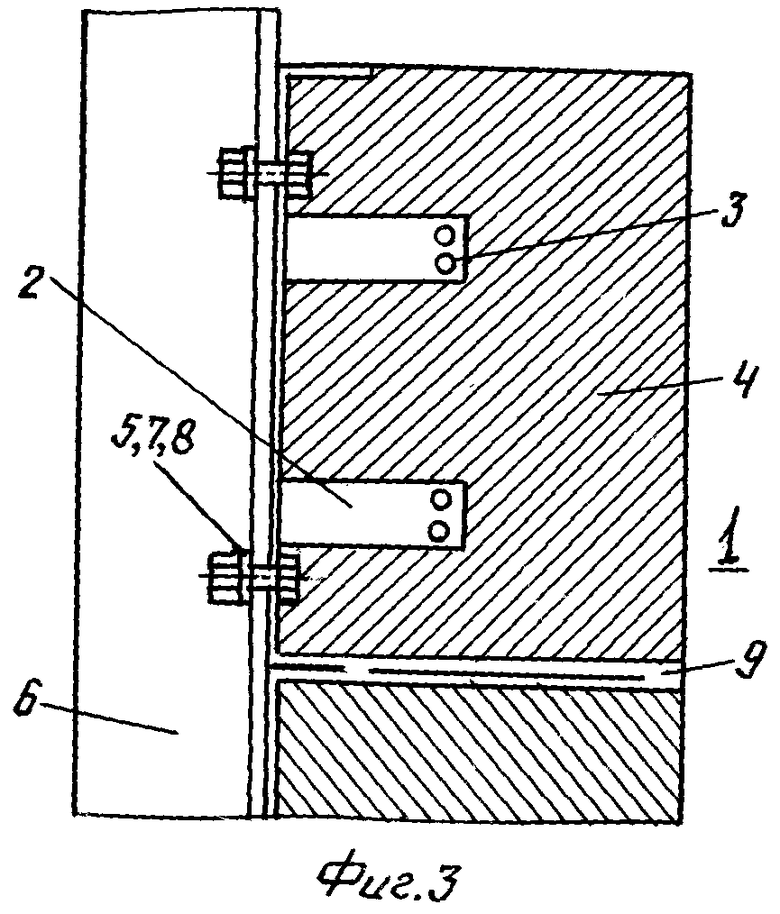
Заявляемый способ футеровки иллюстрируется графическими материалами, где на фигуре 1 показана теплоизоляционная панель, содержащая П-образный лоток с закрепленными в нем огнеупорными блоками. Для наглядности показа в лотке установлены не все блоки. На фигуре 2 - теплоизоляционные панели в сборе на каркасе печи, а на фигуре 3 показаны две закрепленные к каркасу печи теплоизоляционные панели с установленными между ними компенсационными прокладками.
Теплоизоляционная панель содержит П-образный лоток 1, к внутренней поверхности которого прикреплены клямеры 2, в отверстия которых продеты фиксируюшие стержни 3, удерживающие сложенный гармошкой муллитокремнеземистый рулонный волокнистый материал 4. Болты 5 закреплены к лотку 1. Теплоизоляционные панели крепятся к каркасу печи 6 с помощью угловых шайб 7 и гаек 8, накручиваемых на болты 5. Промежутки между лотками 1 с закрепленными в них блоками 4 герметизируют прокладкой 9 из муллитокремнеземистого рулонного волокнистого материала, причем плоскость материала прокладки перпендикулярна плоскости материала огнеупорных блоков.
Способ футеровки теплотехнического оборудования осуществляют следующим образом. Из муллитокремнеземистого рулонного волокнистого материала методом его многократного складывания изготавливают огнеупорные блоки 4, после чего закрепляют их внутри П-образных металлических лотков 1 при помощи металлических клямеров 2 и стержней 3, с помощью которых пронизывают блоки 4 и после чего фиксируют стержни 3 в отверстиях клямеров 2. Собранную таким образом теплоизоляционную панель закрепляют внутри каркаса печи с помощью болтов 5, закрепленных к лотку 1, угловых шайб 7 и гаек 8, а между теплоизоляционными панелями прокладывают компенсационные прокладки 9 из муллитокремнеземистого рулонного волокнистого материала, причем плоскость материала прокладки перпендикулярна плоскости материала огнеупорных блоков.
Применение заявляемого способа позволит полностью исключить появления усадочных зазоров в футеровке, что предотвращает теплопотери и простои теплотехнического оборудования для его ремонта. Заявляемый способ позволяет осуществлять сборку крупногабаритного теплотехнического оборудования без применения подъемной техники. Теплоизоляционные панели, применяемые в способе, могут быть изготовлены в заводских условиях, что значительно ускоряет процесс сборки теплотехнического оборудования. Полная взаимозаменяемость теплоизоляционных панелей позволяет в кратчайшие сроки осуществлять их замену и ремонт.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ БЛОК | 2013 |
|
RU2544722C1 |
| КОНСТРУКЦИЯ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ ТРУБ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2269715C1 |
| ЭЛЕКТРИЧЕСКИЙ МИКСЕР | 2005 |
|
RU2306511C2 |
| Теплоизолированная панель | 1989 |
|
SU1775593A1 |
| ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА И ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2364809C2 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2021 |
|
RU2779009C1 |
| СПОСОБ УСТАНОВКИ ИНТЕГРАЛЬНОГО МОДУЛЯ ИЗ ОГНЕУПОРНОГО ВОЛОКНА | 2021 |
|
RU2818217C1 |
| КАМЕРНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ИЗ ФОСФАТНЫХ БЕТОНОВ | 2011 |
|
RU2478176C2 |
| ОБМУРОВКА ТЕПЛОВОГО АГРЕГАТА (ВАРИАНТЫ) | 2009 |
|
RU2413138C1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729232C1 |
Изобретение относится к области теплотехнического оборудования, в частности к печам для обжига фарфора, фаянса, кирпича, черепицы, и котельным установкам. Способ футеровки теплотехнического оборудования заключается в том, что из муллитокремнеземистого рулонного волокнистого материала методом его многократного складывания изготавливают огнеупорные блоки. Крепление блоков производят внутри П-образных металлических лотков при помощи металлических клямеров и стержней, с помощью которых пронизывают блоки и фиксируют стержни в отверстиях клямеров. После этого лотки закрепляют внутри каркаса печи, а между лотками с закрепленными на них огнеупорными блоками прокладывают компенсационные прокладки из муллитокремнеземистого рулонного волокнистого материала. Технический результат заключается в исключении появления усадочных зазоров в футеровке. 3 ил.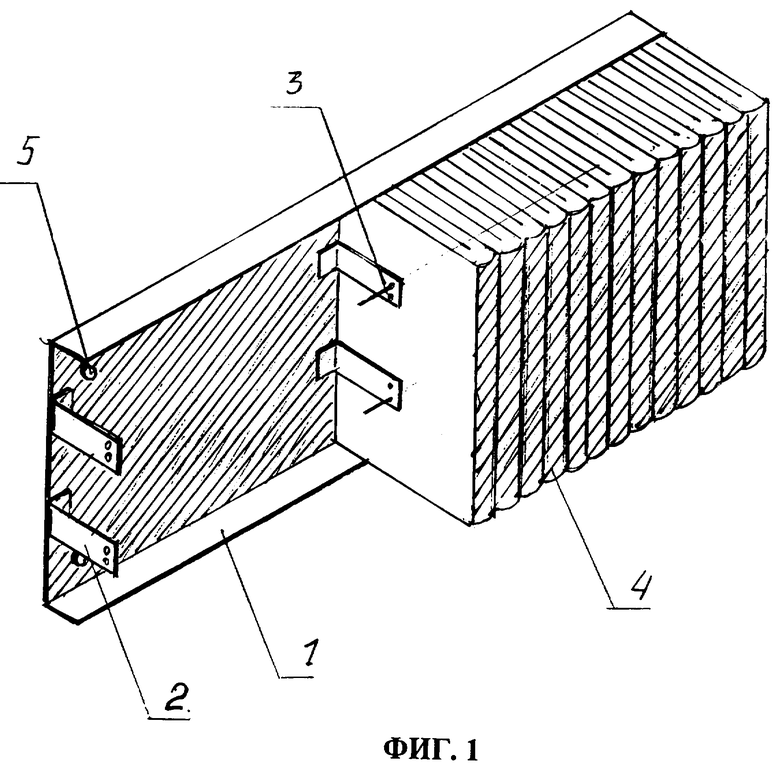
Способ футеровки теплотехнического оборудования, заключающийся в том, что из муллитокремнеземистого рулонного волокнистого материала методом его многократного складывания изготавливают огнеупорные блоки, отличающийся тем, что крепление блоков производят внутри П-образных металлических лотков при помощи металлических клямеров и стержней, с помощью которых пронизывают блоки и фиксируют стержни в отверстиях клямеров, после чего лотки закрепляют внутри каркаса печи, а между лотками с закрепленными на них огнеупорными блоками прокладывают компенсационные прокладки из муллитокремнеземистого рулонного волокнистого материала, причем плоскость материала прокладки перпендикулярна плоскости материала огнеупорных блоков.
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| Прибор для заводки уточной нити в глазки челнока | 1931 |
|
SU26640A1 |
| ТОРМОЗНАЯ РЫЧАЖНАЯ ПЕРЕДАЧА ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ | 2014 |
|
RU2572796C1 |

