[0001] Настоящая патентная заявка испрашивает приоритет китайской патентной заявки №202011247286.5, озаглавленной как «СПОСОБ УСТАНОВКИ ИНТЕГРАЛЬНОГО МОДУЛЯ ИЗ ОГНЕУПОРНОГО ВОЛОКНА» и зарегистрированной в Государственном офисе по интеллектуальной собственности 10 ноября 2020 г., которая включена в настоящий документ посредством ссылки во всей ее полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящая патентная заявка относится к технической области строительства нагревательной печи, и в частности к способу установки интегрального модуля из огнеупорного волокна.
УРОВЕНЬ ТЕХНИКИ
[0003] Печь крекинга этилена является основным устройством оборудования для производства этилена, ее основная функция заключается в переработке различного сырья, такого как природный газ, газ нефтеперерабатывающих заводов, сырая нефть и нафта, в крекинг-газ и подаче крекинг-газа в другие устройства для производства этилена. Крекинг-газ окончательно перерабатывается в этилен, пропилен и различные побочные продукты. Производительность и технология печи крекинга этилена напрямую определяют масштабы производства, производительность и качество продукции всей установки для производства этилена. Снижение энергопотребления печи крекинга является одним из важных направлений снижения себестоимости производства этилена.
[0004] Энергопотребление печи крекинга этилена в значительной степени зависит от конструкции и способа установки огнеупорной футеровки самой системы печи крекинга. В последние годы технология печей для крекинга развивалась в направлении высокой температуры, короткого времени пребывания, крупномасштабного и длительного рабочего цикла. Следовательно, огнеупорная футеровка крекинговой печи должна не только соответствовать требованиям высокотемпературного использования, но также должна обеспечивать огнестойкость и энергосбережение. Обычная структура футеровки кирпичной стены имеет высокую теплопроводность и низкую термическую эффективность. В дополнение к этому, благодаря плохой термостойкости конструкции кирпичной стены облицовка растрескивается из-за термического напряжения при длительной эксплуатации при высокой температуре. Расширение трещин приводит к осыпанию конструкции кирпичной стены, что снижает срок службы футеровки. Для того чтобы улучшить термическую эффективность печи крекинга этилена, цельноволокнистая футеровка стала объектом исследований из-за ее низкой теплопроводности и хорошей термостойкости.
[0005] Для текущей футеровочной структуры, которая использует модули из керамического волокна и т.п., из-за плохой устойчивости изделий из волокна к ветровой эрозии волокна превращаются в порошок после длительного воздействия скорости ветра и атмосферы печи, уменьшая срок службы футеровки. Поэтому использование интегральных модулей из огнеупорного волокна для полностью волокнистой футеровки печи может повысить срок службы и термическую эффективность волокнистой футеровки печи. Интегральные модули из огнеупорного волокна предъявляют высокие требования как к технологии строительства, так и к оборудованию, но текущая конструкция интегральных модулей из огнеупорного волокна не стандартизирована и не имеет научных методов установки. Интегральные модули из огнеупорного волокна часто трескаются и отваливаются в процессе производства печи крекинга этилена, что серьезно влияет на нормальное производство печи крекинга этилена.
Документ предшествующего уровня техники CN 102425949 A раскрывает способ установки модуля из огнеупорного волокна большой площади, который относится к способу установки модуля из огнеупорного волокна большой площади с использованием устройства для установки модуля из волокна, которое в основном состоит из металлической направляющей втулки, ключ для крепления модуля из волокна, направляющая пластина для монтажа модуля, прижимная пластина и U-образный контактный штифт. Способ, раскрытый в нем, включает следующие этапы: выполнение подготовки к строительству; измерение и управление; приварка и анкеровка болта; расстилание плиточного мата; монтаж модуля из волокна; заполнение компенсационного мата; и проверка и установка.
Документ предшествующего уровня техники CN 105276992 A раскрывает способ изготовления футеровки печи для вертикальной печи отжига. Описанный в нем способ быстрой укладки футеровки печи из керамического волокна с послойной укладкой вертикальной печи отжига включает следующие этапы построения: анализ и оптимизация чертежа; сортировка и идентификация материалов; строительство лесов; приварка анкерных болтов; укладка волокнистого ковра; вставка панелей внутренней футеровки; обработка от верхнего слоя к нижнему, слой за слоем, панели внутренней футеровки нижнего слоя, прижимающей панели внутренней футеровки верхнего слоя, пластины правой боковой футеровки, прижимающей пластины левой боковой футеровки, после завершения установки и подтверждения правильности выполнения точечной сварки на внешние гайки и винты, препятствующие ослаблению и падению внешних гаек; прочное приваривание панелей внутренней футеровки на проеме со стальным листом кожуха печи в соответствии с проектными требованиями; очистка; во-первых, очистка покрытия гаек точечной сварки панелей внутренней футеровки и использование чистой хлопчатобумажной пряжи или ткани для тщательной протирки поверхностей панелей внутренней футеровки из нержавеющей стали; и снятие лесов.
[0006] Таким образом, предотвращение растрескивания и выпадения интегрального модуля из огнеупорного волокна из-за неправильной конструкции является технической проблемой, которую должны решить специалисты в данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Задачей настоящего изобретения является предложить способ установки интегрального модуля из огнеупорного волокна.
Согласно сайту производителя https://www.luyang.com/product/68.html «Наноплита Бейкера® состоит из тонких порошкообразных и волокнистых материалов, спрессованных специальным процессом прессования, средний размер пор равен или меньше, чем длина свободного пробега молекул воздуха при стандартном атмосферном давлении (порядка 100 нм), с более низкой теплопроводностью, чем неподвижный воздух, является идеальным высокотемпературным теплоизоляционным материалом. Поверхность плиты может быть покрыта алюминиевой фольгой и полиэтиленовой термоусадочной пленкой. В наноплите Luyang Becker® поверхность наномикропористого изоляционного материала может быть покрыта стекловолоконным высокотемпературным волокнистым материалом из стеклянной нити с использованием специальных процессов, так что плита может иметь низкую теплопроводность и в то же время умеренную гибкость, и ее можно сгибать во множестве направлениях для удовлетворения потребностей специальных помещений (стена печи)».
[0008] Для решения вышеуказанной задачи в соответствии с настоящей заявкой предлагается способ установки интегрального модуля из огнеупорного волокна, который включает в себя:
[0009] выполнение предварительной строительной подготовки и приваривание анкерной детали к стенке печи после завершения предварительной подготовки;
[0010] укладку теплозащитного плиточного слоя вдоль стенки печи, где теплозащитный плиточный слой включает в себя огнеупорные волокнистые маты и наноплиту;
[0011] аккуратную фиксацию интегрального модуля из огнеупорного волокна на горячей поверхности теплозащитного плиточного слоя с помощью анкерной детали, чтобы сформировать готовый слой из огнеупорного волокна, и заполнение зарезервированных зазоров между интегральными модулями из огнеупорного волокна компенсационными полосами; и
[0012] проверку готового слоя огнеупорного волокна и ремонт зазоров, ширина которых превышает заданную ширину.
[0013] Предпочтительно стадия выполнения предварительной строительной подготовки включает в себя:
[0014] возведение лесов в камере печи, где расстояние между лесами и стенкой печи не превышает первого заданного значения; и
[0015] удаление ржавчины со стенки печи после возведения строительных лесов для удаления сварочного шлака, плавающей пыли, ржавчины и масляных пятен со стены печи для приваривания анкерной детали.
[0016] Предпочтительно стадия приваривания анкерной детали к стенке печи после завершения предварительной подготовки дополнительно включает в себя:
[0017] проверку качества сварки анкерной детали.
[0018] Предпочтительно стадия укладки теплозащитного плиточного слоя вдоль стенки печи включает в себя:
[0019] выполнение испытания распылением воды на стенку печи, чтобы определить, не протекает ли сварной шов, и, если он протекает, выполнение ремонтной сварки;
[0020] натяжение одного мата из огнеупорного волокна от одного конца к другому концу, а затем пропускание натянутого мата из огнеупорного волокна через анкерную деталь и фиксацию мата из огнеупорного волокна с помощью быстрозащелкивающейся детали; выравнивание зафиксированного мата из огнеупорного волокна;
[0021] многократное выполнение действия по натяжению мата из огнеупорного волокна от одного конца к другому до тех пор, пока не будет сформирован первый теплозащитный плиточный слой, покрывающий внутреннюю боковую стенку печи;
[0022] укладку наноплиты по частям от одного конца к другому концу, затем пропускание наноплиты через анкерную деталь и фиксацию наноплиты с помощью быстрозащелкивающейся детали и выравнивание зафиксированной наноплиты;
[0023] многократное выполнение действия по натяжению наноплиты от одного конца к другому концу до тех пор, пока не будет сформирован второй теплозащитный плиточный слой, покрывающий первый теплозащитный плиточный слой;
[0024] натяжение другого мата из огнеупорного волокна от одного конца к другому концу, а затем пропускание натянутого мата из огнеупорного волокна через анкерную деталь и фиксацию мата из огнеупорного волокна с помощью быстрозащелкивающейся детали; выравнивание зафиксированного мата из огнеупорного волокна, пока не будет сформирован третий теплозащитный плиточный слой, покрывающий второй теплозащитный плиточный слой;
[0025] причем теплозащитный плиточный слой включает в себя по меньшей мере два мата из огнеупорного волокна и по меньшей мере один слой наноплиты, швы двух слоев матов из огнеупорного волокна расположены в шахматном порядке друг относительно друга, а расстояние между швами превышает второе заданное значение.
[0026] Предпочтительно стадия проверки готового слоя из огнеупорного волокна и ремонта зазоров, ширина которых превышает заданную ширину, включает в себя:
[0027] проверку готового слоя из огнеупорного волокна, и если в готовом слое из огнеупорного волокна имеется зазор, определение того, превышает ли зазор заданную ширину;
[0028] если зазор больше заданной ширины, забивку в зазор сложенного пополам мата из огнеупорного волокна.
[0029] Предпочтительно диапазон второго заданного значения превышает 50 мм.
[0030] Предпочтительно стадия аккуратной фиксации интегрального модуля из огнеупорного волокна на горячей поверхности теплозащитного плиточного слоя с помощью анкерной детали включает в себя:
[0031] Выравнивание направляющей трубы интегрального модуля из огнеупорного волокна с анкерной деталью, надевание направляющей трубы на анкерную деталь и фиксацию интегрального модуля из огнеупорного волокна путем навинчивания гайки на анкерную деталь.
[0032] Предпочтительно компенсационная полоса изготавливается путем складывания мата из огнеупорного волокна пополам и его сжатия до заданного размера.
[0033] Способ установки интегрального модуля из огнеупорного волокна в соответствии с настоящей патентной заявкой включает в себя следующие стадии: во-первых, выполнение предварительной строительной подготовки и приваривание анкерной детали к стенке печи после завершения предварительной подготовки; затем укладку теплозащитного плиточного слоя вдоль стенки печи, где теплозащитный плиточный слой представляет собой мат из огнеупорного волокна; а затем аккуратную фиксацию интегрального модуля из огнеупорного волокна на горячей поверхности теплозащитного плиточного слоя с помощью анкерной детали для формирования готового слоя из огнеупорного волокна и заполнение зарезервированных зазоров между интегральными модулями из огнеупорного волокна компенсационными полосами; и наконец проверку готового слоя из огнеупорного волокна и ремонт зазоров, ширина которых превышает заданную ширину.
[0034] Укладка теплозащитного плиточного слоя вдоль стенки печи во время строительства делает внутреннюю сторону стенки печи плоской и обеспечивает установку интегральных модулей из огнеупорного волокна на гладкой плоскости, что снижает риск выпадения интегрального модуля из огнеупорного волокна. В дополнение к этому, между интегральными модулями из огнеупорного волокна имеются зарезервированные зазоры, которые заполняются компенсационными полосами для того, чтобы избежать образования зазоров в интегральных модулях из огнеупорного волокна из-за термической усадки. Наконец, зазоры в готовом слое из огнеупорного волокна заполняются. Поскольку заполнителя достаточно, сила расширения заполнителя предотвращает растрескивание интегральных модулей из огнеупорного волокна.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0035] Для более ясной иллюстрации вариантов осуществления настоящей заявки или технических решений в традиционной технологии ниже будут кратко описаны чертежи, используемые при описании вариантов осуществления или традиционной технологии. Очевидно, что чертежи в последующем описании являются лишь некоторыми вариантами осуществления настоящей заявки. Специалист в данной области техники может легко получить другие чертежи на основе представленных чертежей без какой-либо творческой работы.
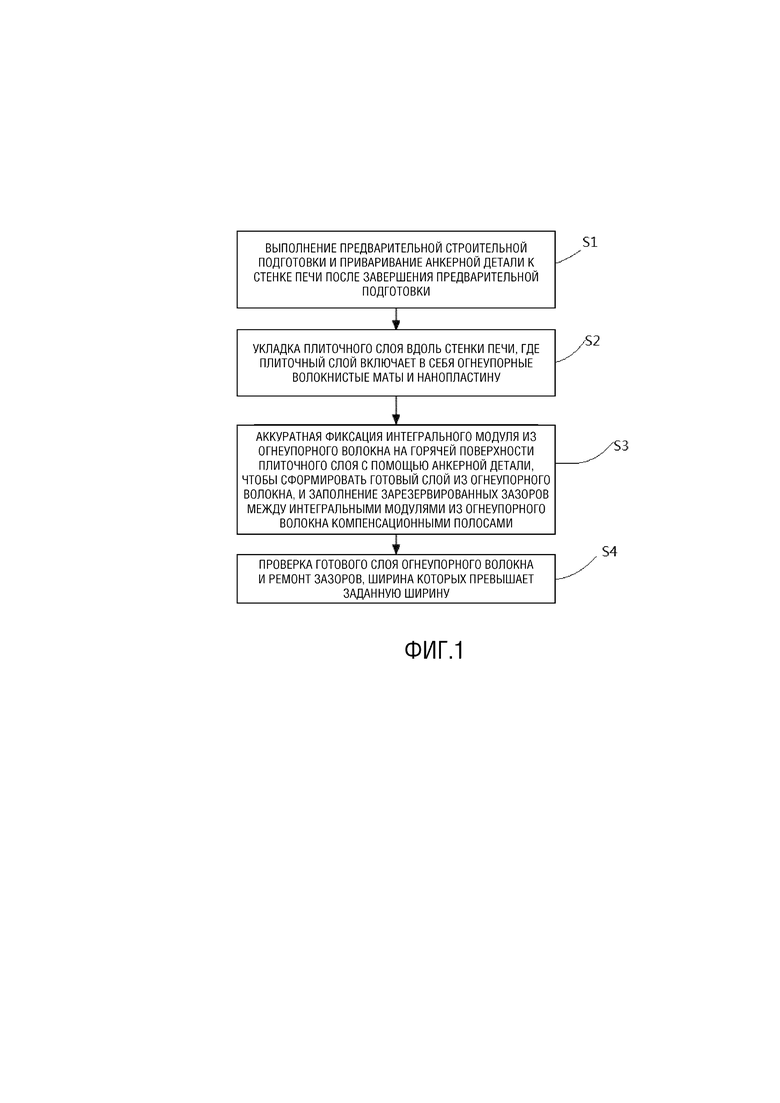
[0036] Фиг. 1 представляет собой блок-схему способа установки интегрального модуля из огнеупорного волокна, предлагаемого настоящей патентной заявкой.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0037] Технические решения вариантов осуществления настоящей патентной заявки ясно и полностью описаны ниже вместе с чертежами вариантов осуществления настоящей патентной заявки. Очевидно, что варианты осуществления, описанные ниже, являются лишь некоторыми, а не всеми вариантами осуществления настоящей патентной заявки. На основе вариантов осуществления в настоящей заявке все другие варианты осуществления, которые могут быть получены специалистом в данной области техники без какой-либо творческой работы, входят в сферу защиты настоящей патентной заявки.
[0038] Для того чтобы обеспечить специалисту в данной области техники лучшее понимание решения настоящей заявки, настоящая заявка описана ниже более подробно вместе с чертежами и вариантами осуществления.
[0039] Фиг. 1 представляет собой блок-схему способа установки интегрального модуля из огнеупорного волокна, предлагаемого настоящей патентной заявкой.
[0040] Способ установки интегрального модуля из огнеупорного волокна, предлагаемый настоящей патентной заявкой, включает в себя:
[0041] S1, выполнение предварительной строительной подготовки и приваривание анкерной детали к стенке печи после завершения предварительной подготовки.
[0042] Опционально строители сначала устанавливают леса в камере печи, расстояние между настилами лесов обычно составляет от 1,8 до 2,0 м, а расстояние между лесами и стенкой печи не превышает первого заданного значения, которое может, в частности, составлять 0,5 м. Пользователь может также установить первое заданное значение в соответствии с потребностями. Между лесами укладывается полноразмерный трамплин. Леса должны быть устойчивыми, безопасными и надежными. Леса следует демонтировать сверху вниз, и категорически запрещается работать вверху и внизу одновременно.
[0043] После возведения лесов со стенки печи удаляется ржавчина, строители могут вручную удалять ржавчину с помощью электрических щеток и проволочных щеток, чтобы удалить сварочный шлак, плавающую пыль, ржавчину и масляные пятна со стенки печи. После удаления ржавчины необходимо выполнить требования к привариванию анкерной детали.
[0044] После завершения подготовки строители отмечают место приваривания анкерной детали в соответствии с указанным на строительных чертежах расстоянием, при этом отклонение маркировки не должно превышать ±1 мм. При сварке анкерная деталь вертикально приваривается к стенке печи в отмеченной точке сварки. После сварки проверяется ее качество. В частности, окружность нижней части анкерной детали должна быть полностью заварена без поднутрений. После ударной проверки анкерная деталь должна издавать четкий и звонкий металлический звук.
[0045] S2, укладку теплозащитного плиточного слоя вдоль стенки печи, где теплозащитный плиточный слой включает в себя огнеупорные волокнистые маты и наноплиту.
[0046] Опционально перед укладкой теплозащитного плиточного слоя необходимо выполнить тест распыления воды на стенку печи, чтобы определить, не протекает ли сварной шов, и если он протекает, ремонтная сварка выполняется до тех пор, пока сварной шов не перестанет протекать.
[0047] В процессе укладки укладка начинается с одной стороны стенки печи. Сначала один мат из огнеупорного волокна натягивается от одного конца к другому концу, а затем натянутый мат из огнеупорного волокна пропускается через анкерную деталь, огнеупорный волокнистый мат прилегает к внешней периферии анкерной детали под собственным натяжением, затем мат из огнеупорного волокна фиксируется с помощью быстрозащелкивающейся детали, а затем зафиксированный мат из огнеупорного волокна выравнивается. После завершения укладки этого одного мата из огнеупорного волокна укладывается следующий мат из огнеупорного волокна, и шов между матами уплотняется, чтобы избежать образования прямого шва. Пока не будет покрыта вся стенка печи, формируется первый теплозащитный плиточный слой.
[0048] После завершения укладки первого теплозащитного плиточного слоя укладывается второй теплозащитный плиточный слой. Второй теплозащитный плиточный слой представляет собой наноплиту. Наноплита укладывается по частям от одного конца к другому концу, затем наноплита пропускается через анкерную деталь и крепится с помощью быстрозащелкивающейся детали, а затем зафиксированная наноплита выравнивается. После завершения укладки наноплиты укладывается следующий мат из огнеупорного волокна, и шов между плитами уплотняется, чтобы избежать образования прямого шва. Пока не будет покрыта вся стенка печи, формируется второй теплозащитный плиточный слой, расположенный над первым теплозащитным плиточным слоем.
[0049] Затем укладывается третий слой плитки, и этот третий слой плитки принимает мат из огнеупорного волокна. Чтобы не повторяться, для конкретных стадий укладки можно сослаться на первый теплозащитный плиточный слой. После завершения укладки формируется третий теплозащитный плиточный слой, расположенный над вторым теплозащитным плиточным слоем.
[0050] Теплозащитный плиточный слой обычно требует укладки по меньшей мере двух слоев мата из огнеупорного волокна и одного слоя наноплиты. Пользователь может также использовать теплозащитный плиточный слой из четырех слоев или более. Чтобы не повторяться, для конкретного процесса укладки можно сослаться на предыдущие три теплозащитных плиточных слоя. В дополнение к этому, во избежание образования швов, пронизывающих теплозащитный плиточный слой в направлении, перпендикулярном стенке печи, швы двух слоев мата из огнеупорного волокна располагаются в шахматном порядке друг относительно друга, а расстояние между швами превышает второе заданное значение. Диапазон второго заданного значения превышает 50 мм. В трех конкретных вариантах осуществления настоящей заявки вторые заданные значения соответственно выбираются как 100 мм, 150 мм и 180 мм. Пользователь может также установить второе заданное значение в соответствии с потребностями без ограничений.
[0051] S3, аккуратную фиксацию интегрального модуля из огнеупорного волокна на горячей поверхности теплозащитного плиточного слоя с помощью анкерной детали, чтобы сформировать готовый слой из огнеупорного волокна, и заполнение зарезервированных зазоров между интегральными модулями из огнеупорного волокна компенсационными полосами.
[0052] Опционально при их установке интегральные модули из огнеупорного волокна располагаются последовательно на горячей поверхности теплозащитного плиточного слоя в одной и той же фазе. Горячая поверхность относится к боковой поверхности, обращенной к внутренней стороне печи, а последовательное расположение в одной и той же фазе означает, что устойчивые к высоким температурам боковые поверхности всех интегральных модулей из огнеупорного волокна используются в качестве горячей поверхности и располагаются так, чтобы они были обращены к внутренней стороне печи. Перед установкой необходимо уточнить места установки интегральных модулей из огнеупорного волокна различных моделей и спецификаций, а затем начать строительство с одной стороны стенки печи. Сначала направляющая труба интегрального модуля из огнеупорного волокна выравнивается с анкерной деталью, направляющая труба надевается на анкерную деталь, и интегральный модуль из огнеупорного волокна проталкивается вдоль анкерной детали до упора в теплозащитный плиточный слой. Затем интегральный модуль из огнеупорного волокна фиксируется путем навинчивания гайки на анкерную деталь с помощью торцевого гаечного ключа.
[0053] После завершения установки ряда интегральных модулей из огнеупорного волокна необходимо установить компенсационные полосы. Интегральные модули из огнеупорного волокна могут сжиматься при нагреве, что может привести к образованию зазоров в футеровке. Компенсационная полоса изготавливается путем складывания мата из огнеупорного волокна пополам и его сжатия до заданного размера. Компенсационная полоса может расширяться, чтобы компенсировать уменьшение размеров интегрального модуля из огнеупорного волокна. После завершения установки компенсационных полос устанавливается другой ряд интегральных модулей из огнеупорного волокна. Процесс установки аналогичен вышеописанным стадиям.
[0054] S4, проверку готового слоя огнеупорного волокна и ремонт зазоров, ширина которых превышает заданную ширину.
[0055] Опционально после завершения установки всей поверхности стенки печи необходимо проверить соответствие компоновки интегральных модулей из огнеупорного волокна предъявляемым требованиям. После прочной установки интегрального модуля из огнеупорного волокна направляющая труба и другие компоненты вытягиваются, и расширение самого интегрального модуля из огнеупорного волокна может компенсировать зазор, оставленный направляющей трубой. Затем горячая поверхность интегрального модуля из огнеупорного волокна слегка прижимается плоской пластиной, чтобы сгладить поверхность готового слоя из огнеупорного волокна. Наконец, поверхность готового слоя из огнеупорного волокна очищается. После очистки поверхности готового слоя из огнеупорного волокна проверяется, есть ли зазор в готовом слое из огнеупорного волокна. Если в готовом слое из огнеупорного волокна имеется зазор, определяется, превышает ли этот зазор заданную ширину. Заданная ширина может быть, в частности, равна 5 мм. Пользователь может также установить заданную ширину в соответствии с потребностями без ограничений. Если зазор больше заданной ширины, сложенный пополам мат из огнеупорного волокна забивается в зазор тонкой стальной пластиной, заполняя тем самым зазор.
[0056] В соответствии со способом установки интегрального модуля из огнеупорного волокна в этом варианте осуществления сначала теплозащитный плиточный слой располагается на внутренней стороне стенки печи, чтобы гарантировать, что интегральный модуль из огнеупорного волокна может быть аккуратно расположен на внутренней стороне стенки печи, а также для предотвращения выпадения интегрального модуля из огнеупорного волокна. Компенсационные полосы устанавливаются между интегральными модулями из огнеупорного волокна, зазор готового слоя из огнеупорного волокна заполняется матом из огнеупорного волокна, и интегральный модуль из огнеупорного волокна поддерживается на компенсационной полосе и покрытии из огнеупорного волокна, чтобы избежать растрескивания интегрального модуля из огнеупорного волокна.
[0057] Следует отметить, что относительные термины в настоящем документе, такие как «первый» и «второй», используются только для того, чтобы отличить один объект от нескольких других объектов, и не обязательно требуют или подразумевают наличие каких-либо фактических отношений или последовательностей между этими объектами.
[0058] Способ установки интегрального модуля из огнеупорного волокна, предлагаемый настоящей патентной заявкой, был подробно описан выше. Принцип и варианты осуществления настоящей патентной заявки описаны в настоящем документе с помощью конкретных примеров. Это описание вариантов осуществления используется лишь для того, чтобы облегчить понимание способа и основной идеи настоящей патентной заявки. Следует отметить, что специалист в данной области техники может сделать множество улучшений и модификаций к настоящей патентной заявке без отступлений от принципа настоящей патентной заявки, и эти улучшения и модификации также подпадают под объем защиты формулы изобретения настоящей патентной заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОНАГРЕВАТЕЛЯ ГОРЯЧЕГО ДУТЬЯ | 2014 |
|
RU2615383C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ ВОЛОКНИСТОЙ ФУТЕРОВКИ ПЕЧИ КРЕКИНГА ЭТИЛЕНА | 2021 |
|
RU2802415C1 |
| ВЫСОКОТЕМПЕРАТУРНОЕ НАНОКОМПОЗИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ, А ТАКЖЕ ПОКРЫТИЕ ДЛЯ ГИБКОЙ УПАКОВКИ В ВИДЕ НЕБОЛЬШОГО МЕШКА | 2021 |
|
RU2792077C1 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2021 |
|
RU2779009C1 |
| Способ изготовления огнеупорного тигля индукционной печи | 1975 |
|
SU621952A1 |
| УСТРОЙСТВО ИЗ ВОСПРИНИМАЮЩЕГО ДАВЛЕНИЕ КОЖУХА И НАХОДЯЩЕЙСЯ ВНУТРИ НЕГО КАРКАСНОЙ СИСТЕМЫ | 2019 |
|
RU2798072C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ПОВЕРХНОСТИ ОГНЕУПОРНОЙ ИЛИ ИЗНОСОСТОЙКОЙ ОБЛИЦОВКОЙ И СРЕДСТВО АНКЕРНОГО КРЕПЛЕНИЯ, ИСПОЛЬЗУЕМОЕ В ЭТОМ СПОСОБЕ | 2001 |
|
RU2274812C2 |
| Опорный элемент для выполнения кладки формованных материалов и способ футеровки с использованием опорного элемента | 2022 |
|
RU2794071C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО СТЕКЛОВОЛОКНА И ИЗДЕЛИЯ, ФОРМОВАННЫЕ ИЗ НЕГО | 2009 |
|
RU2531950C2 |
| Устройство охлаждения доменнойпЕчи | 1979 |
|
SU831783A1 |
изобретение относится к способу формирования теплозащитных слоев на стене печи. Способ включает укладку теплозащитного плиточного слоя по стенке печи, причем теплозащитный плиточный слой включает огнеупорные волокнистые маты и наноплиту, а стадия укладки теплозащитного плиточного слоя вдоль стенки печи включает выполнение испытания распылением воды на стенку печи, чтобы определить, не протекает ли сварной шов, и, если он протекает, выполнение сварки для ремонта сварного шва, натяжение одного мата из огнеупорного волокна от одного конца к другому концу, а затем пропускание натянутого мата из огнеупорного волокна через анкерную деталь и фиксацию мата из огнеупорного волокна с помощью быстрозащелкивающейся детали, выравнивание зафиксированного мата из огнеупорного волокна, многократное выполнение действия по натяжению мата из огнеупорного волокна от одного конца к другому до тех пор, пока не будет сформирован первый теплозащитный плиточный слой, покрывающий внутреннюю боковую стенку печи, укладку одной наноплиты от одного конца к другому концу, затем пропускание наноплиты через анкерную деталь, и фиксацию наноплиты с помощью быстрозащелкивающейся детали, и выравнивание зафиксированной наноплиты, многократное выполнение действия по укладке наноплиты от одного конца к другому концу до тех пор, пока не будет сформирован второй теплозащитный плиточный слой, покрывающий первый теплозащитный плиточный слой, натяжение другого мата из огнеупорного волокна от одного конца к другому концу, а затем пропускание натянутого мата из огнеупорного волокна через анкерную деталь и фиксацию мата из огнеупорного волокна с помощью быстрозащелкивающейся детали, выравнивание зафиксированного мата из огнеупорного волокна, пока не будет сформирован третий теплозащитный плиточный слой, покрывающий второй теплозащитный плиточный слой и причем теплозащитный плиточный слой содержит по меньшей мере два слоя матов из огнеупорного волокна и по меньшей мере один слой наноплиты, швы двух слоев матов из огнеупорного волокна расположены в шахматном порядке друг относительно друга, а расстояние между швами превышает второе заданное значение. Технический результат заключается в предотвращении растрескивания и выпадения интегрального модуля из огнеупорного волокна при футеровке печи. 6 з.п. ф-лы, 1 ил.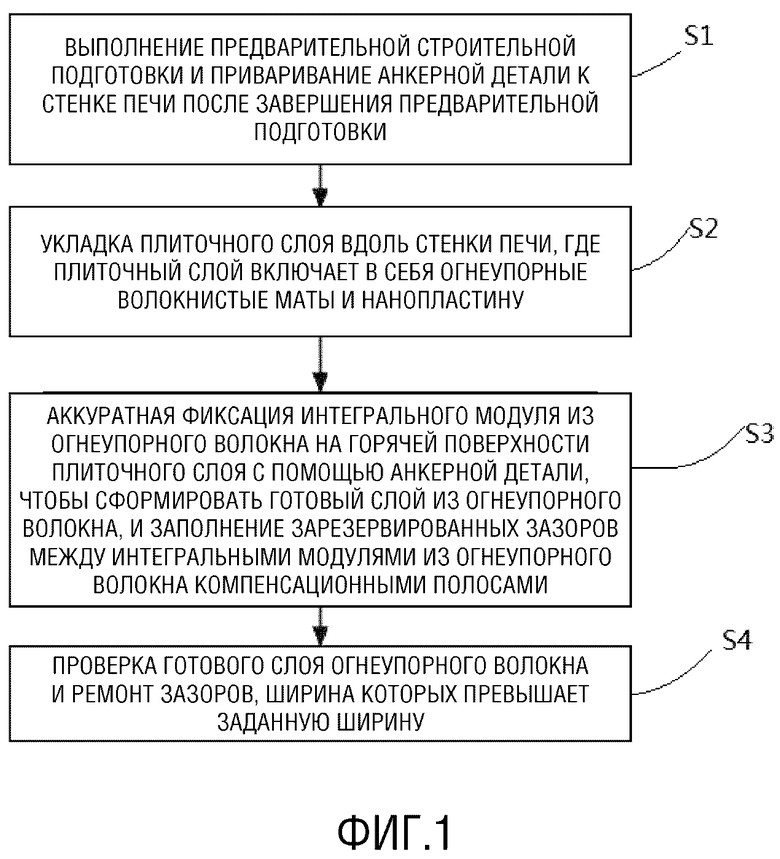
1. Способ формирования теплозащитных слоев на стене печи, включающий:
выполнение предварительной строительной подготовки и приваривание анкерной детали к стенке печи после завершения предварительной подготовки;
укладку теплозащитного плиточного слоя по стенке печи, причем теплозащитный плиточный слой включает огнеупорные волокнистые маты и наноплиту;
фиксацию интегрального модуля из огнеупорного волокна на горячей поверхности теплозащитного плиточного слоя с помощью анкерной детали, чтобы сформировать готовый слой из огнеупорного волокна, и заполнение зарезервированных зазоров между интегральными модулями из огнеупорного волокна компенсационными полосами; и
проверку готового слоя огнеупорного волокна и ремонт зазоров, ширина которых превышает заданную ширину,
стадия укладки теплозащитного плиточного слоя вдоль стенки печи включает:
выполнение испытания распылением воды на стенку печи, чтобы определить, не протекает ли сварной шов, и, если он протекает, выполнение сварки для ремонта сварного шва;
натяжение одного мата из огнеупорного волокна от одного конца к другому концу, а затем пропускание натянутого мата из огнеупорного волокна через анкерную деталь и фиксацию мата из огнеупорного волокна с помощью быстрозащелкивающейся детали; выравнивание зафиксированного мата из огнеупорного волокна;
многократное выполнение действия по натяжению мата из огнеупорного волокна от одного конца к другому до тех пор, пока не будет сформирован первый теплозащитный плиточный слой, покрывающий внутреннюю боковую стенку печи;
укладку одной наноплиты от одного конца к другому концу, затем пропускание наноплиты через анкерную деталь, и фиксацию наноплиты с помощью быстрозащелкивающейся детали, и выравнивание зафиксированной наноплиты;
многократное выполнение действия по укладке наноплиты от одного конца к другому концу до тех пор, пока не будет сформирован второй теплозащитный плиточный слой, покрывающий первый теплозащитный плиточный слой;
натяжение другого мата из огнеупорного волокна от одного конца к другому концу, а затем пропускание натянутого мата из огнеупорного волокна через анкерную деталь и фиксацию мата из огнеупорного волокна с помощью быстрозащелкивающейся детали; выравнивание зафиксированного мата из огнеупорного волокна, пока не будет сформирован третий теплозащитный плиточный слой, покрывающий второй теплозащитный плиточный слой; и
причем теплозащитный плиточный слой содержит по меньшей мере два слоя матов из огнеупорного волокна и по меньшей мере один слой наноплиты, швы двух слоев матов из огнеупорного волокна расположены в шахматном порядке друг относительно друга, а расстояние между швами превышает второе заданное значение.
2. Способ по п. 1, в котором стадия выполнения предварительной строительной подготовки содержит:
возведение лесов в камере печи, причем расстояние между лесами и стенкой печи не превышает первого заданного значения; и
удаление ржавчины со стенки печи после возведения лесов для удаления сварочного шлака, плавающей пыли, ржавчины и масляных пятен со стены печи для приваривания анкерной детали.
3. Способ по п. 1, в котором стадия приваривания анкерной детали к стенке печи после завершения упомянутой предварительной подготовки дополнительно содержит:
проверку качества сварки анкерной детали.
4. Способ по п. 1, в котором стадия проверки готового слоя из огнеупорного волокна и ремонта зазоров, ширина которых превышает заданную ширину, содержит:
проверку готового слоя из огнеупорного волокна, и, если в готовом слое из огнеупорного волокна имеется зазор, определение того, превышает ли зазор заданную ширину; и,
если зазор больше заданной ширины, забивку в зазор сложенного пополам мата из огнеупорного волокна.
5. Способ по п. 1, в котором диапазон второго заданного значения превышает 50 мм.
6. Способ по любому из пп. 1-5, в котором стадия фиксации интегрального модуля из огнеупорного волокна на горячей поверхности теплозащитного плиточного слоя с помощью анкерной детали содержит:
выравнивание направляющей трубы интегрального модуля из огнеупорного волокна с анкерной деталью, надевание направляющей трубы на анкерную деталь и фиксацию интегрального модуля из огнеупорного волокна путем навинчивания гайки на анкерную деталь.
7. Способ по п. 6, в котором компенсационная полоса изготавливается путем складывания мата из огнеупорного волокна пополам и его сжатия до заданного размера.
| CN 102425949 A, 25.04.2012 | |||
| CN 105276992 A, 27.01.2016 | |||
| Способ футеровки тепловых агрегатов блоками | 1980 |
|
SU1042413A1 |
| Футеровка печи | 1990 |
|
SU1747838A1 |
| Электропечь сопротивления | 1987 |
|
SU1541474A1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОБЛИЦОВКИ ПРОСТРАНСТВ С ВЫСОКОЙ ТЕМПЕРАТУРОЙ | 1994 |
|
RU2118775C1 |

