Предлагаемое изобретение относится к области неразрушающих методов контроля качества изделий и может быть использовано в авиационной и машиностроительной промышленностях для дефектоскопии точечных сварных соединений из немагнитных металлов.
Известен способ контроля точечных сварных соединений, заключающийся в том, что определяют с помощью цифровых методов по текущим значениям амплитуды и фазы выходного напряжения вихретокового преобразователя (ВТП) точку амплитудно-фазовой характеристики контролируемого изделия. Все наборы точек этой характеристики в заданном диапазоне изменения зазора определяют всю характеристику, по которой судят о качестве сварки [1].
Известно устройство для контроля качества точечных сварных соединений, реализующее способ и содержащее генератор высокочастотного напряжения, ВТП, каналы измерения амплитуды и фазы выходного напряжения ВТП, преобразователи аналог-код амплитуды и фазы, логическую схему [2] - прототип.
Недостатком известного устройства является невысокая точность определения качества сварки без предварительной проведенной градуировки вихретокового дефектоскопа (ВД).
Задачей предлагаемого изобретения является повышение точности и достоверности контроля за счет создания условий для проведения градуировки ВД по эталонным образцам качественных и дефектных точечных сварных соединений изделий из немагнитных металлов.
Поставленная задача решается тем, что согласно цифровому вихретоковому устройству для контроля качества сварных соединений из немагнитных металлов, содержащему соединенные последовательно генератор высокочастотного напряжения и вихретоковой преобразователь, подключенные к выходу ВТП каналы измерения амплитуды и фазы, соединенные последовательно с ними преобразователи аналог-код и логическая схема обработки цифровых сигналов, соединенная с выходами преобразователей аналог-код, снабжено переключателем, подключенным входами к выходам логической схемы, а одним выходом к запоминающему устройству, а другим выходом - к сравнивающему устройству, выходы сравнивающего устройства подключены к входам дисплея.
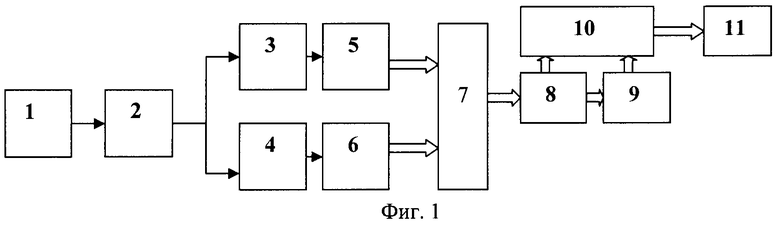
Блок-схема предлагаемого устройства показана на фиг.1, на фиг.2 - амплитудно-фазовые характеристики ВТП, снятые при контроле точечной сварки листовых изделий из алюминиево-магниевого сплава АМг6 толщиной свариваемых листов 1,5+1,5 мм.
Устройство состоит из генератора 1 гармонического напряжения высокой частоты, вихретокового преобразователя 2, каналов 3 и 4 измерения амплитуды и фазы выходного напряжения ВТП, двух преобразователей аналог-код 5 и 6, логической схемы 7, переключателя 8, запоминающего устройства 9, сравнивающего устройства 10 и дисплея 11.
Генератор 1 присоединен к ВТП 2, ВТП 2 подключен к каналам измерения амплитуды 3 и фазы 4 выходного напряжения ВТП 2, преобразователи аналог-код 5 и 6 подключены к выходам каналов 3 и 4, выходы преобразователей аналог-код 5 и 6 присоединены к входам логической схемы 7, в режиме градуировки прибора выходы логической схемы 7 посредством переключателя 8 присоединяются к входам запоминающего устройства 9, в режиме контроля качества сварных соединений выходы запоминающего устройства 9 поступают на первые входы сравнивающего устройства 10, вторые входы сравнивающего устройства 10 присоединены через переключатель 8 к выходам логической схемы 7, выходы сравнивающего устройства 10 присоединены к дисплею 11.
Устройство работает следующим образом. ВТП устанавливают на сварную точку. В зависимости от качества сварки изменяются параметры ВТП 2, его активное и индуктивное сопротивления. Вследствие этого на выходе канала 3 появляется аналоговое напряжение, пропорциональное амплитуде выходного напряжения ВТП, а на выходе канала 4 - аналоговое напряжение, пропорциональное фазе выходного напряжения ВТП. Преобразователи аналог-код 5 и 6 осуществляют преобразование аналоговых напряжений амплитуды и фазы выходного напряжения ВТП в цифровую форму. В запоминающем устройстве 9 должны быть заранее записаны в процессе градуировки дефектоскопа логические произведения цифровых значений амплитуды и фазы для качественной сварки и каждого вида дефектной сварки согласно выражениям:
 ,
,
где - A0, A1, …, An; Ф0, Ф1, …, Фn - цифровые эквиваленты амплитуды и фазы выходного напряжения ВТП при зазорах между торцом ВТП и поверхностью контролируемой сварной точки, равных соответственно h0, h1, …, hn;
∧ - знак логического умножения (конъюнкция).
Как следует из выражения (1), логическое произведение Wi определяет точку амплитудно-фазовой характеристики сварной точки с определенным качеством, так как для определения точки амплитудно-фазовой характеристики необходимо одновременное наличие двух координат: и координаты по оси амплитуды A и координаты по оси фазы Ф.
Следовательно, для определения точки требуется выполнить над цифровыми кодами амплитуды и фазы логическую операцию И (конъюнкцию или логического умножения).
Набор точек W0, W1, …, Wn определяет всю характеристику одного вида сварки, например, для качественного соединения, в заданном диапазоне изменения зазора h0, h1, …, hn. Для дефектного соединения, например, сварки со слипанием, набор точек будет другой, и он отличается от набора точек для качественной сварки, так как амплитудно-фазовые характеристики для названных видов сварных соединений не пересекаются.
Отсюда, для определения всей характеристики одного вида качества сварки в заданном диапазоне изменения зазора h0, hi,…,hn необходимо выполнить над всеми точками W0, W1, W2,…,Wn логическую операцию суммирования (дизъюнкцию). Тогда для качественной сварки и всех видов дефектов сварки можно записать:

где + - знак логического суммирования (дизъюнкция);
Qкач, Qдефект1, …, QдефектN - амплитудно-фазовые характеристики, определяющие качественную сварку и все виды дефектов сварки.
В запоминающем устройстве 9 согласно выражению (2) записываются все возможные амплитудно-фазовые характеристики, каждая из которых соответствует одному виду сварки - качественному соединению, с заниженным диаметром литого ядра, склейке и т.д. в заданном диапазоне h0, h1, …, hn изменения зазора.
На выходе устройства 11 появляется одна из возможных надписей, соответствующих качеству проверяемого сварного соединения: качественное соединение, заниженный диаметр литого ядра, склейка и т.д.
Режимы работы дефектоскопа
Вихретоковый дефектоскоп (ВД) точечных сварных соединений (ДСТ) листовых изделий из немагнитных материалов должен работать в двух режимах - градуировки и контроля качества сварки.
Градуировка дефектоскопа
В режиме градуировки ВТП устанавливают с помощью длинномера над поверхностью эталонной сварной точки с заранее известным качеством, например с качественным соединением. Переключатель 8 переводится в положение «Градуировка». Приводят в действие длинномер, который плавно перемещает ВТП от максимального значения зазора до зазора, равного нулю. Устройство 7 производит согласно выражению (1) логическое умножение текущих цифровых значений амплитуды и фазы. Полученные точки W0, W1, …, Wn образуют амплитудно-фазовую характеристику, которая определяет одно качество сварки. Эта характеристика записывается в запоминающем устройстве 9.
Аналогичная процедура проводится и над другими эталонными сварными соединениями с известными дефектами. На этом градуировка дефектоскопа заканчивается.
Таким образом, для градуировки дефектоскопа заказчик может иметь (изготовить) образцы эталонных сварных соединений со всеми видами дефектов.
Следует отметить, что дефектоскоп может быть проградуирован и на других эталонных образцах сварных соединений из других не магнитных металлов.
Контроль качества сварки
В режиме контроля качества сварки переключатель 8 переводят в положение «Контроль». ВТП устанавливают на поверхность сварной точки, подлежащей контролю. Сравнивающее устройство 10 сравнивает измеренное значение точки W* с записанными в памяти точками различных амплитудно-фазовых характеристик. При нахождении одной из точек амплитудно-фазовых характеристик устройство 10 подает на вход дисплея 11 сигнал, который высвечивает на дисплее надпись, соответствующую качеству контролируемого соединения. При неточной установке ВТП на поверхность сварной точки или с зазором, превышающим максимально допустимое значение зазора, появляется надпись «ВТП вне зоны контроля».
К достоинствам предлагаемого дефектоскопа по сравнению с известными дефектоскопами относятся:
1. Высокая достоверность контроля.
2. Возможность градуировки дефектоскопа на эталонных образцах из других немагнитных металлов, а следовательно, возможность проведения контроля сварки из других немагнитных металлов.
3. Простота градуировки дефектоскопа.
4. В дефектоскопе используется не отстройка от зазора, а проведение контроля независимо от установки ВТП при контроле на поверхность изделия с любым зазором, не превышающим заданного диапазона. Причем этот диапазон может быть значительно расширен при градуировке, что повышает достоверность контроля.
Таким образом, благодаря тому, что проводится предварительная градуировка устройства на реальных точечных сварных соединениях с разными видами качества сварки, повышается точность контроля.
Источники информации
1. Фастрицкий B.C., Дерун Е.Н. Применение цифровых методов для селекции информации токовихревых преобразователей. - В кн.: Методы и приборы автоматического контроля. Рига: Риж. Политехн. инст-т, 1974, вып.11, с.3-7.
2. А.С. 526766. Устройство для контроля толщины немагнитных металлических изделий / В.С.Фастрицкий, Е.Н.Дерун. - Опубл. в БИ, 1976, №32.

Изобретение относится к области неразрушающих методов контроля качества изделий и может быть использовано в авиационной и машиностроительной промышленностях для дефектоскопии точечных сварных соединений из немагнитных металлов. Цифровой вихретоковый дефектоскоп содержит последовательно соединенные генератор и вихретоковый преобразователь, подключенный к каналам измерения амплитуды и фазы выходного напряжения вихретокового преобразователя, два преобразователя аналог-код, подключенные к выходам каналов измерения амплитуды и фазы, выходы преобразователей аналог-код присоединены ко входам логической схемы. Цифровой вихретоковый дефектоскоп согласно изобретению снабжен переключателем, соединенным входами с выходами логической схемы, а выходами - с запоминающим устройством и сравнивающим устройством, причем выходы сравнивающего устройства соединены с входами дисплея. Изобретение обеспечивает повышение точности и достоверности контроля сварных соединений за счет создания условий для проведения градуировки цифрового вихретокового дефектоскопа по эталонным образцам качественных и дефектных точечных сварных соединений изделий из немагнитных металлов. 2 ил.
Цифровой вихретоковый дефектоскоп, содержащий последовательно соединенные генератор и вихретоковый преобразователь, подключенный к каналам измерения амплитуды и фазы выходного напряжения вихретокового преобразователя, два преобразователя аналог-код, подключенные к выходам каналов измерения амплитуды и фазы, выходы преобразователей аналог-код 5 и 6 присоединены к входам логической схемы 7, отличающийся тем, что он снабжен переключателем, соединенным входами с выходами логической схемы, а выходами - с запоминающим устройством и сравнивающим устройством, причем выходы сравнивающего устройства соединены с входами дисплея.
| Устройство для контроля толщины немагнитных металлических изделий | 1975 |
|
SU526766A2 |
| Способ неразрушающего контроля качества точечных электросварных соединений немагнитных металлов | 1974 |
|
SU735987A1 |
| Способ измерения удельной электрической проводимости немагнитных металлов | 1979 |
|
SU859910A1 |
| Способ вихретокового контроля и устройство для его осуществления | 1986 |
|
SU1478110A1 |
| ВИХРЕТОКОВОЕ УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ И ПОДПОВЕРХНОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2312333C1 |

