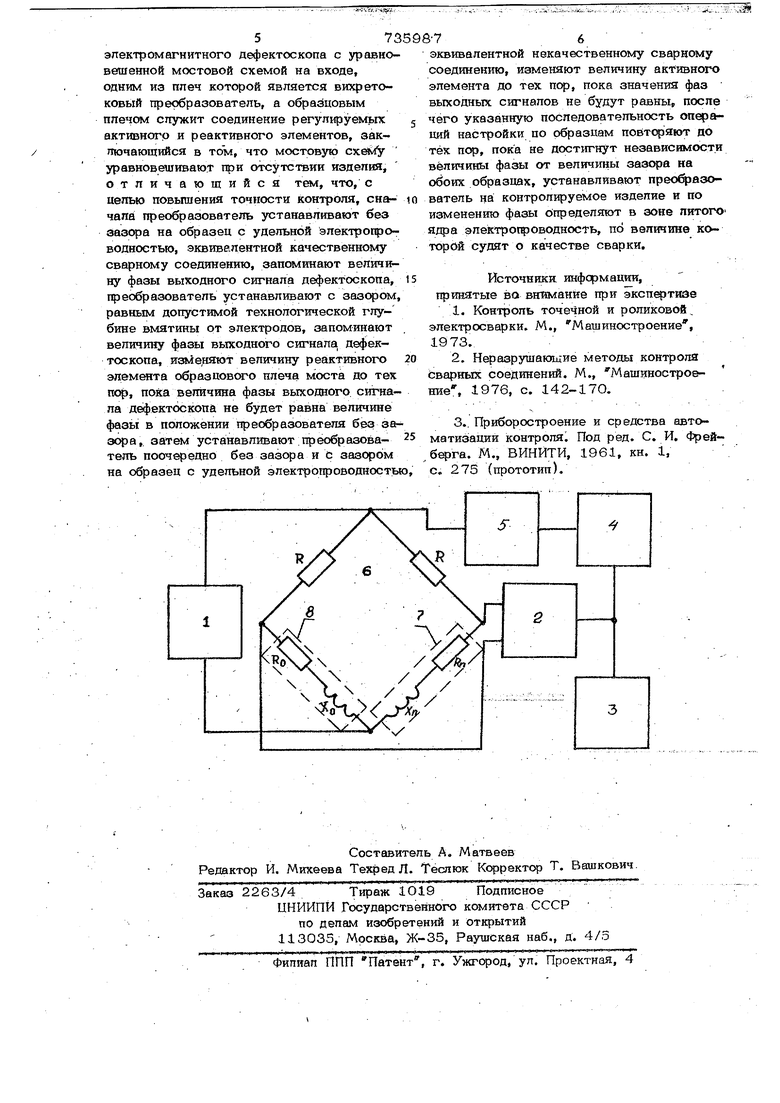
Изобретение относится к авиастроению и машиностроению и может быть использовано для дефектоскопии точечных эпёктросварных соединений изделий из немаг нитных материалов. Известно несколько способов неразрушающего контроля качества точечных эпектросварных соединений, из которых наибольшее распространение получили рент генографический, ультразвуковой и 9лект ромагнитный. Рентгенографический способ основан на неодинаковом поглощении лучей различными участками литого ядра из-за неоднородности его по химическому составу jQ Ультразвуковой способ контроля основан на способности ультразвуковых колебаний распространяться в металле и отражаться на границах двух участков разной плотности 23. Известные способы обладают низкой производительностью и на позволяют выявить такой наиболее опасный и распростра неннь1й дефект эпектросварных соединений, как непровар. Наиболееблизким по техническому р ешению к предлагаемому является способ нфазрутпающего контроля качества точечных электросварных немагнитных материалов на основе электромагнитного, дефектоскопа с уравновешенной мостовой схемой на входе, одним из плеч которой являетгся вихретоковый преобразователь, а офазцовьп « плечом служит соединение регулируемых активного и реактивного элементов, заключающийся в том, что мостовую схему ураввоветцивают при отсутствии изделия 33. Недостатком изв.естного способа является низкая точность контроля, что объясняется наличием зависимости выходного сигнала От величины зазора между преобразователей и изделием. Указанный недостаток не позволяет получить достаточную точность при контроле качества элек- тросварных соединений, так как в этом случае на выходной сигнал будет влиять азф между преобразователем и изделием. во;зкикающий иэ-за наличия технологичеоких следов (вмятин) от электродов в зоне сварн(эй точки. Цель.изобретения - повьпцение точности контроля при изменении аазфа между преобразователем и изделием в пределах допустимой глубины вмятины.. Поставленная цель достигается тем, что сначала преобразователь устанавл вают бед зазора на образец с удельной электропроводностью, эквивалентной ка sft/riBeifiHOMy сварному соедйнеййвэ, запомий ают величину фазы выходного. сигнала дефектоскопа, преобразователь устанавли бают с за;з6р6м равным допустимой тех нр71ргической глубин е вмят1гаы от электродов, запоминают величину фазы выходного сигнала дефектоскопа, изменяют величину реактивного элемента образцового плеча моста до тех пар, пока величина фазы .выходного сигнала дефектоскопа не будет равна величине фазы в положении, преобра зоватепя без зазора, затем устан1авпивают преобрааователь поочередно без зазора и с зазором на образец с удельной электропроводностыо, эквивалентной некачественному сварному соединению, изменяют величину акттшного элемента обр1аза6вёго плеча моста до тех пор, пока значения фаз выходных сигналов не будут равны, после чего указанную послёдова еЖнбЬть операций настройки по образцай пЬБТ брйют до тех пор, пока не достигнут независимости величины фазы от величины зазора на обоих образцах, устанавливают преобразователь на контролируемое изделяе и по изменению фазы определяют в зоне литого ядра электропроводность, по величине которой судят о качестве сварки - В резул-ьтате проведенных операций получают независимостьпоказаний дефек тоскопа от глубины вмятины в зоне свар; НОЙ- точки во всем диапазоне изменения электропройодности от эквива- лентной сварке до эквивалентной полному нёпровару. На чфтеже представлена схема устройства, реализующего предпоженйый способ;,;; . ;. , ....-,.. : Устройство содержит генератор 1, уси литель 2, измеритель 3 амп; 1итудь1 вь1й ходногр Ciff-Hana, измеритель 4 фазы выходного сигнала, фазовращатель 5 и мостовую схему 6, в одно из плеч которой включен вихретоковый преобразователь 7 с Активным сопротивлением R г реактив ным Xf, образцовым плечом 8 служит соединение регулируемых активного и
7S59S7 реактивного элементов RQH Х, а два других плеча составляют активные сопротивления R. Согласно предлагаемому способу мост уравновегиивают при отсутствии изделия с помощью элементов R Q и X плеча 8 по измерителю амплитуды Здо тех пор, пока амплитуда выходного сигнала не станет минимальной.. При контроле качества, напримф, точечных электросварных соедшений из алюминиевого сплава типа Д16 преобразователь 7 устанавлййают без зазора на образец (на чертеже не показан) с удельной электропроводностью „ . ,. 14 , эквивалентной качественному сварному соединению, сигнал преобразо- вателя 7 усиливают усилителем 2 и подают на измеритель 4, запоминают показа- ния измерителя 4. Устанавливают преобразователь с зазором 0,3 мм, равным допустимой технологической глубине вмятийы, и снова запоминают показания иэмерителя 4. Разменяют величину элемента XQ до тех пор, пока величина фазы вьгходногр сигнала не будет равна вели чине фазы в положении гфеобразователя без зазора.- Затем устанавливают преобразователь 7 поочередно ёез зазора и с зазором на образец с удельной электропроводностью 19; , эквивалентной полнрму непровару для сплава Д16. Изменяют вепичй1 1у R Q до тех порj пока показания измерителя 4 не будут равны показаниям йзмеритегаа 4 для образцов с зазором и без аазфа. Указанную nod ледов ательность операций настройки по образцам повторяют Пд тех пор, пока не достигнут независимости величины фазы от величины зазораHia обоих образцах.. После этого устанавтвают преобразователь 7 на качественную.сварную точку и с помощью фазовращателя 5 выводят указатет. измери ° навливают преобразователь 7 на контролируемые точки и по отклонению указателя измерителя 4 определяют качество сварного соединения. При этом величина отклонения указателя пропорциональна степени непровара. Внедрение предлагаемого иаобр етения позволяет повысить точность контроля. Формула изоб р етения Способ неразрутиающего контроля качества точечных электросварных соединений немагнитных материалов на основе
электромагнитного дефектоскопа с уравновешенной мостовой схемой на входе, одним из плеч которой является вгофетоковый преобразователь, а образцовым плечом служит соединение регулируемых: активного и реактивного элементов, заключающийся в том, что мостовую уравновешивают при отсутствии изделия, отличающийся тем, что, с целью повышения точности контроля, сначала преобразователь устанавливают без зазора на образец с удельной электропроводностью, эквивалентной качественному сварному соединению, запоминают величину фазы выходного сигнала дефектоскопа, преобразователь устанавливают с зазсром равным допустимой технологической глубине вмятины от электродов, запоминают величину фазы выходного сигнала дефектоскопа, ,няют величину реактивного элемента образновот о плеча моста до тех ПО0, пока величина фазы выходаого сигнала дефектоскопа не будет равна величине фазы в положении преобразователя без заэор а, затем устанавливают пр еобр азователь поочередно без зазора и с зазором на образец с удельной электротфоводность
735987
эквивалентной некачественному сварному соединению, изменяют величину активного элемента до тех пор, пока значения фаз выходных сигналов не будут равны, после чего указанную последовательность операций настройки по образцам побтфяют до тех пор, пока не достигнут независимости величины фазы от величины зазора на обоих образцах, устанавливают преофазователь на контролируемое изделие и по изменению фазы определяют в зоне питогО ящэа электропроводность, по величине которой судят о качестве сварки.
Источники инффмации, принятые BQ вшшанйе при экспфтизе
1,Контроль точечной и роликовой электросварки. М., Машиностроение, 1973.
2.Неразрушакдйие методы контроля сварных соединений. М., Машиностроение, 1976, с. 142-170.
3.. Приборостроение и средства автоматизации контроля. Под ред. С. И. Фрей6 г&. М., ВИНИТИ, 1961, кн. 1, с. 275 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества точечных сварных соединений | 1977 |
|
SU785728A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1977 |
|
SU733918A1 |
| Способ контроля качества точечныхСВАРНыХ СОЕдиНЕНий | 1977 |
|
SU811136A1 |
| Устройство вихретокового контроля сварных соединений изделий из ферромагнитных материалов | 1990 |
|
SU1765764A1 |
| Вихретоковый дефектоскоп | 1990 |
|
SU1748038A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛА | 2003 |
|
RU2246724C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ контроля качества точечных сварных соединений | 1989 |
|
SU1658073A1 |
| СПОСОБ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2168722C2 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
